Алитирование это насыщение поверхностного слоя металла
Процесс алитирования стали
Алитирование — суть технологии. Наиболее распространенные способы алюминизации: порошковый, напыление, металлизация, вакуумный и погружение. Особенности процесса: длительность цикла и рабочая температура. Алитируемые металлы и их свойства.


Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.

Описание процесса алитирования
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
Алитируемые металлы и сплавы
- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.


Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
- медь;
- титан;
- молибден;
- никель;
- ниобий.
Свойства и преимущества алитированных сталей
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.

Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Алитирование стали
Процедуру, при которой поверхность изделий из стали покрывается алюминиевым слоем называют алитирование. Данный метод применяют для надежной защиты металла от окисления при воздействии высоких температур и коррозии. В процессе химико-термической обработки изделия получают высокую окалиностойкость (плотную пленку окиси алюминия) .
![]()

Компания «МеталХантерс» сотрудничает с ведущими компаниями, занимающимися разработкой оборудования (цинкование, алюминизация) и улучшением соответствующих технологий.
Поэтому «МеталХантерс» предлагает наиболее эффективные и выгодные услуги по антикоррозийной обработке металлоконструкций с применением электродуговой металлизации.
Компания сегодня успешно занимается нанесением алюминиевых, цинковых, стальных и комбинированных покрытий на конструкции, применяемые в различных сферах и отраслях тяжёлой, лёгкой и нефтехимической промышленности. И в каждом случае металлизация конструкций оказывается самым надёжным способом защиты от коррозии и прочих воздействий.
Рассчитайте стоимость работ сейчас .
Оставьте ваш контакт, мы вам перезвоним


Возможность изгиба и выправления обработанных конструкций (в зависимости от толщины защитного покрытия обработанные изделия выдерживают изгиб при радиусе до двух толщин без повреждения антикоррозионной поверхности).

Металлические защитные покрытия, нанесённые электродуговым методом, имеют свойство самовосстановления, то есть при механическом повреждении поверхности, они просто «заживают» на металле.

Металлизация, в отличие от нанесения лакокрасочных покрытий, производится только в один слой, что позволяет обрабатывать большие поверхности быстрее.

Металлизационные покрытия обладают большой адгезионной прочностью, то есть не отслаиваются от самой конструкции, на которую нанесены.

Нанесение маркировки на металлоконструкцию после обработкиМеталлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.Антикоррозионные покрытия выдерживают температуры до −60°C, не отслаиваясь и не разрушаясь, что позволяет использовать их даже на крайнем севере.

Защитные металлические покрытия не содержат органических веществ, что позволяет хранить в обработанных резервуарах различные жидкости.

Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений непосредственно на месте их эксплуатации.
Алитирование металла – виды и особенности технологии
Примеры работ


Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.


Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Металлизация алюминием металлической дымовой трубы


Дымовая труба ТЭЦ-26

Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.



Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.


Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение маркировки на металлоконструкцию после обработки

Нанесение маркировки на металлоконструкцию после обработки
Алитирование
Алитирование, алюминирование (от нем. alitiren , от Al — алюминий) — (покрытие) поверхности стальных деталей алюминием для защиты от окисления при высоких температурах (700—900 °C и выше) и сопротивления атмосферной коррозии. Один из методов упрочнения машин и деталей.
Содержание
Материалы, допускаемые к алитированию
Чаще всего алитируются детали из малоуглеродистых аустенитных сталей и жаропрочных сплавов.
Проведение алитирования
Алитирование проводят в порошкообразных смесях (50 % Al или ферроалюминия, 49 % Al2O3 и 1 % NH4CI или 99 % ферроалюминия и 1 % NH4CI). При 1000 °C и выдержке в течение 8 ч образуется слой в 0,4—0,5 мм, насыщенный алюминием.
Алитирование выполняется также:
металлизацией (на поверхность детали наносят слой алюминиевого порошка и после изоляционной обмазки деталь подвергают диффузионному отжигу);
покраской деталей алюминиевой краской (с последующим диффузионным отжигом в защитной атмосфере);
погружением в расплав алюминия (с 6—8 % кремния (Si)) при 700—800 °C с последующей выдержкой, при этом концентрация алюминия в поверхностной части слоя составляет
от 80 % и выше. Толщина слоя 20-1000 мкм в зависимости от длительности нахождения в расплаве. Твердость алитированного слоя (на поверхности) до 500 HV, износостойкость наиболее высокая из всех методов
Алитированный слой обладает лучшим чем цинковый слой сопротивлением коррозии в атмосфере и морской воде.
Для небольших изделий более доступен метод алитирования с помощью газотермического напыления
Применение алитирования (алюминирования)
Алитирование (алюминирование) применяют при изготовлении клапанов автомобильных двигателей, лопаток и сопел газовых турбин, деталей аппаратуры для крекинга нефти и газа, труб пароперегревателей, печной арматуры, защиты от коррозии металлоконструкций и т. п. Алитирование в расплавленном алюминии широко используются вместо горячего цинкования (листы, проволока, трубы, строит, детали).
Литература
- Ю.М. Лахтин, В.П. Леонтьева Материаловедение. — М .: Машиностроение, 1990.
См. также
- Металлизация
- Цементация
- Азотирование
- Цианирование
![]()

- Проставив сноски, внести более точные указания на источники.
Wikimedia Foundation . 2010 .
- Геосфера
- Эпифания
Смотреть что такое «Алитирование» в других словарях:
алитирование — алюминирование, насыщение, калоризация Словарь русских синонимов. алитирование сущ., кол во синонимов: 3 • алюминирование (1) • … Словарь синонимов
АЛИТИРОВАНИЕ — (от нем. alitieren от Al алюминий) (алюминирование), насыщение поверхности стальных и др. металлических изделий алюминием для повышения жароупорности (до 1100 .С) и сопротивления атмосферной коррозии … Большой Энциклопедический словарь
алитирование — Насыщение поверхности стальных и др. металлич. деталей Аl с целью повышения окалиностойкости до 1100 °С и сопротивления атм. коррозии. Чаше всего алитируются детали из малоуглеродистых аустенитных сталей и жаропрочных сплавов. А. проводят в… … Справочник технического переводчика
Алитирование — [aluminizing] насыщение поверхности стальных и других металлических деталей Al с целью повышения окалиностойкости до 1100 °С и сопротивления атмосферной коррозии. Чаше всего алитируются детали из малоуглеродистых аустенитных сталей и жаропрочных… … Энциклопедический словарь по металлургии
алитирование — (нем. alitieren) тех. насыщение поверхностного слоя изделий из стали и чугуна алюминием, образующим с этими металлами твердый раствор; а. придает металлическому изделию окалнностойкость до температуры 1 100 °с и сопротивление атмосферной коррозии … Словарь иностранных слов русского языка
алитирование — (от нем. alitieren, от Al алюминий) (алюминирование), насыщение поверхности стальных и других металлических изделий алюминием для повышения жароупорности (до 1100ºC) и сопротивления атмосферной коррозии. * * * АЛИТИРОВАНИЕ АЛИТИРОВАНИЕ (от нем.… … Энциклопедический словарь
Алитирование — Aluminizing Алитирование. Формирование алюминиевого или алюмосплавного покрытия на металле горячим погружением, горячим распылением или диффузией. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир… … Словарь металлургических терминов
Алитирование — Calorizing Алитирование. Диффузионное насыщение для защиты от окисления чугунной или стальной поверхности алюминием, путем нагрева в алюминиевом порошке при температуре от 800 до 1000 °С (от 1470 до 1830 °F). (Источник: «Металлы и сплавы.… … Словарь металлургических терминов
алитирование — alitavimas statusas T sritis chemija apibrėžtis Plieno ar ketaus paviršiaus difuzinis įsotinimas aliuminiu. atitikmenys: angl. aluminizing rus. алитирование … Chemijos terminų aiškinamasis žodynas
Алитирование — (от нем. фирменного термина alitieren, от Al алюминий) насыщение поверхности стальных и др. металлических деталей алюминием с целью повышения окалиностойкости до t 1100°С и сопротивления атмосферной коррозии. Чаще всего алитируются детали … Большая советская энциклопедия
Алитирование стали
На протяжении нескольких столетий основные эксплуатационные качества металлов изменялись при помощи химико-термического воздействия. Проведенные тесты указывают на то, что процент содержания определенных примесей в металле может оказывать влияние на его твердость, прочность, коррозионную стойкость и многие другие качества. Алитирование углеродистой стали – процесс насыщения поверхностного слоя изделия алюминием, который проходит при определенной температуре. Процесс алитирования стали достаточно сложен, при его проведении проводится установка определенного оборудования. Рассмотрим особенности проведения работы по насыщению поверхностного слоя стали и чугуна алюминием.


Применение алитирования
Придаваемые свойства изделию во многом определяют область применения рассматриваемой технологии химико-термической обработки. В производстве алитирование сталей применяется для изменения следующих свойств обрабатываемой стали:
- Высокая окалиностойкость. Это свойство связано с процессом образования защитной пленки на поверхности изделия при его нагреве.
- Высокая защита от окислительных процессов.
- Высокие антикоррозионные свойства. В результате алитирования изделие может использоваться даже при условии воздействия морской воды.
- Рассматривая твердость поверхностного слоя нужно уделить внимание тому, что максимальный достигаемый показатель составляет около 500HV.
Рассматривая достоинства и недостатки алитирования стали, нужно отметить тот момент, что воздействие высокой температуры становится причиной перестроения атомной решетки, вследствие чего поверхностный слой становится хрупким.
При обработке данным химико-термическим методом ответственных деталей, проводится обжиг в течение нескольких часов. Поэтому процесс внесения алюминия характеризуется большой продолжительностью.

Алитирование стали 20
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
- Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
- Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм 2 . Также особенности данной технологии определяют высокую пористость структуры.
- Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
- Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
- Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра. Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.

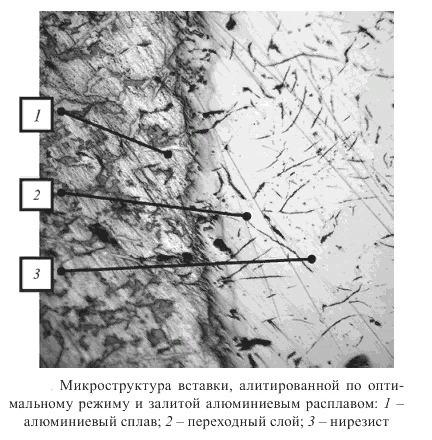
Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Контролировать качество поверхности с использованием дефектоскопа – устройства, которое применяется для проверки дефектов методом неразрушающего контроля.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.

Долговечность изделия в зависимости от толщины алитированного слоя
Материалы, допускаемые к алитированию
Металлизация – технология, которая предназначенная для изменения свойств поверхностного слоя. Разновидностью данной технологии является и алитирование. Насыщению поверхностного слоя подвергают:
- Углеродистые стали. При этом преимущественно используются низкоуглеродистые стали, реже среднеуглеродистые. При высоком содержании углерода в составе процедура становится малоэффективной.
- Легированные стали применяются реже, но при правильном проведении технологии можно получить износостойкие детали.
- Чугун также можно подвергать процедуре алитирования для изменения основных эксплуатационных качеств.

Для получения нержавеющей стали алитированию подвергают как углеродистые, так и легированные стали. В некоторых случаях проводится предварительная подготовка сталей и сплавов, представленная закалкой или другими процедурами химико-термической обработки.
НПП «ЭЛСИТ»
Проведение алитирования
Алитирование проводят в порошкообразных смесях (50 % Al или ферроалюминия, 49 % Al2O3 и 1 % NH4CI или 99 % ферроалюминия и 1 % NH4CI). При 1000 °C и выдержке в течение 8 ч образуется слой в 0,4—0,5 мм, насыщенный алюминием.
Алитирование выполняется также:
металлизацией (на поверхность детали наносят слой алюминиевого порошка и после изоляционной обмазки деталь подвергают диффузионному отжигу);
покраской деталей алюминиевой краской (с последующим диффузионным отжигом в защитной атмосфере);
погружением в расплав алюминия (с 6—8 % кремния (Si)) при 700—800 °C с последующей выдержкой, при этом концентрация алюминия в поверхностной части слоя составляет
от 80 % и выше. Толщина слоя 20-1000 мкм в зависимости от длительности нахождения в расплаве. Твердость алитированного слоя (на поверхности) до 500 , износостойкость наиболее высокая из всех методов
Алитированный слой обладает лучшим чем цинковый слой сопротивлением коррозии в атмосфере и морской воде.
Для небольших изделий более доступен метод алитирования с помощью газотермического напыления
Алитирование стали
На протяжении нескольких столетий основные эксплуатационные качества металлов изменялись при помощи химико-термического воздействия. Проведенные тесты указывают на то, что процент содержания определенных примесей в металле может оказывать влияние на его твердость, прочность, коррозионную стойкость и многие другие качества.
Алитирование углеродистой стали – процесс насыщения поверхностного слоя изделия алюминием, который проходит при определенной температуре. Процесс алитирования стали достаточно сложен, при его проведении проводится установка определенного оборудования.
Рассмотрим особенности проведения работы по насыщению поверхностного слоя стали и чугуна алюминием.
Применение алитирования
Придаваемые свойства изделию во многом определяют область применения рассматриваемой технологии химико-термической обработки. В производстве алитирование сталей применяется для изменения следующих свойств обрабатываемой стали:
- Высокая окалиностойкость. Это свойство связано с процессом образования защитной пленки на поверхности изделия при его нагреве.
- Высокая защита от окислительных процессов.
- Высокие антикоррозионные свойства. В результате алитирования изделие может использоваться даже при условии воздействия морской воды.
- Рассматривая твердость поверхностного слоя нужно уделить внимание тому, что максимальный достигаемый показатель составляет около 500HV.
Рассматривая достоинства и недостатки алитирования стали, нужно отметить тот момент, что воздействие высокой температуры становится причиной перестроения атомной решетки, вследствие чего поверхностный слой становится хрупким.
При обработке данным химико-термическим методом ответственных деталей, проводится обжиг в течение нескольких часов. Поэтому процесс внесения алюминия характеризуется большой продолжительностью.
Алитирование стали 20
Технология и методы алитирования
Диффузионное алитирование проходит при температуре от 700 до 1100 градусов Цельсия. Оптимальные режимы обработки выбираются в зависимости от особенностей обрабатываемого материала. Выделяют несколько наиболее распространенных технологий химико-термического воздействия:
- Алитирование в порошкообразных смесях проводится использовании металлических ящиков. Заготовка помещается в твердый карбюризатор. При этом приготовленная смесь может использоваться многократно, что делает данную технологию экономически выгодной. Температура алитирования стали в данном случае выдерживается в пределе от 950 до 1050 градусов Цельсия, процесс занимает от 6 до 12 часов. Максимальная глубина проникновения алюминия составляет 0,5 миллиметров. Используемый состав представлен алюминиевой пудрой, порошка и определенных добавок. Добавки представлены окисью алюминия и молотой глиной, а также хлористыми разновидностями аммония и алюминия. В некоторых случаях процедура затягивается до 30 часов, что делает ее экономически не выгодной. Данный метод применим в случае сложной конфигурации детали, так как изменение поверхностного этапа проводится поэтапно. Изменение состава поверхностного слоя порошкообразной смесью – самый дорогой метод из всех применяемых.
- Алитирование напылением проводится в случае, если нужно сократить время проведения данной операции. Данная технология алитирования определяет воздействие относительно невысокой температуры, около 750 градусов Цельсия, требуется порядком одного часа для проникновения алюминия на глубину 0,3 миллиметра. Достоинства данного метода заключается в быстроте исполнения, но нельзя его использовать для получения износостойких ответственных деталей, так как поверхностная пленка очень тонкая. Поверхностное насыщение стали рекомендуют проводить при массовом производстве. Прочность сцепления напыляемого слоя в этом случае невысокая, составляет 0,2-2 кг/мм2. Также особенности данной технологии определяют высокую пористость структуры.
- Металлизация с последующим обжигом проводится при нагреве детали до температуры 900-950 градусов Цельсия, длительность нагрева составляет 2-4 часа. Данный метод существенно уступает предыдущему, так как получаемый слой имеет толщину не более 0,2-0,4 миллиметров, а расходы повышаются по причине существенного увеличения времени нагрева. Однако его часто применяют в случае, когда нужно получить деталь с прочной и твердой поверхностью, которая будет подвергаться существенным нагрузкам. Это связано с тем, что проводимый отжиг позволяет снизить показатель хрупкости, повысив прочность.
- Алитирование в вакууме предусматривает нанесение покрытия путем испарения алюминия с его последующим осаждением на поверхности изделия. Толщина получаемого покрытия незначительно, но вот достигаемое качество одно из самых высоких. Для нагрева среды проводится установка специальных печей, которые способны раскалить подающийся состав до температуры 1400 градусов Цельсия. Высокое качество покрытия достигается за счет равномерного распределения алюминия по всей поверхности. Технология в данном случае предусматривает предварительный нагрев поверхности до температуры от 175 до 370 градусов Цельсия. Следует уделять много внимания предварительной подготовке детали, так как даже незначительная оксидная пленка становится причиной существенного снижения качества сцепления поверхностного и внутреннего состава. Высокая стоимость процесса и его сложность определяют применимость только при производстве ответственных деталей.
- Алитирование методом погружения пользуется большой популярностью по причине того, что покрытие наносится в течение 15 минут. При этом оказывается относительно невысокая температура: от 600 до 800 градусов Цельсия. Кроме этого данный метод один из самых доступных в плане стоимости. Суть процедуры заключается в погружении заготовки в жидкий алюминий, нагретый до высокой температуры. При этом получается слой толщиной от 0,02 до 0,1 миллиметра. Особое внимание уделяется подготовке среды, в которой будет проводится процесс изменения химического состава поверхностного слоя.
Микроструктура вставки, алитированной по оптимальному режиму
Есть и другие методы внесения алюминия, которые позволяют изменить основные эксплуатационные качества заготовок.
Контролировать качество поверхности с использованием дефектоскопа – устройства, которое применяется для проверки дефектов методом неразрушающего контроля.
Наиболее распространенным дефектами называют нарушения однородности структуры, появления зоны коррозионного поражения, отклонение требуемого химического состава и так далее.
Долговечность изделия в зависимости от толщины алитированного слоя
Материалы, допускаемые к алитированию
Металлизация – технология, которая предназначенная для изменения свойств поверхностного слоя. Разновидностью данной технологии является и алитирование. Насыщению поверхностного слоя подвергают:
- Углеродистые стали. При этом преимущественно используются низкоуглеродистые стали, реже среднеуглеродистые. При высоком содержании углерода в составе процедура становится малоэффективной.
- Легированные стали применяются реже, но при правильном проведении технологии можно получить износостойкие детали.
- Чугун также можно подвергать процедуре алитирования для изменения основных эксплуатационных качеств.
Для получения нержавеющей стали алитированию подвергают как углеродистые, так и легированные стали. В некоторых случаях проводится предварительная подготовка сталей и сплавов, представленная закалкой или другими процедурами химико-термической обработки.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Отрывок, характеризующий Алитирование
Лакей Петр что то сказал кучеру, кучер утвердительно ответил. Но видно Петру мало было сочувствования кучера: он повернулся на козлах к барину. – Ваше сиятельство, лёгко как! – сказал он, почтительно улыбаясь. – Что! – Лёгко, ваше сиятельство. «Что он говорит?» подумал князь Андрей. «Да, об весне верно, подумал он, оглядываясь по сторонам. И то зелено всё уже… как скоро! И береза, и черемуха, и ольха уж начинает… А дуб и не заметно. Да, вот он, дуб». На краю дороги стоял дуб. Вероятно в десять раз старше берез, составлявших лес, он был в десять раз толще и в два раза выше каждой березы. Это был огромный в два обхвата дуб с обломанными, давно видно, суками и с обломанной корой, заросшей старыми болячками. С огромными своими неуклюжими, несимметрично растопыренными, корявыми руками и пальцами, он старым, сердитым и презрительным уродом стоял между улыбающимися березами. Только он один не хотел подчиняться обаянию весны и не хотел видеть ни весны, ни солнца. «Весна, и любовь, и счастие!» – как будто говорил этот дуб, – «и как не надоест вам всё один и тот же глупый и бессмысленный обман. Всё одно и то же, и всё обман! Нет ни весны, ни солнца, ни счастия. Вон смотрите, сидят задавленные мертвые ели, всегда одинакие, и вон и я растопырил свои обломанные, ободранные пальцы, где ни выросли они – из спины, из боков; как выросли – так и стою, и не верю вашим надеждам и обманам». Князь Андрей несколько раз оглянулся на этот дуб, проезжая по лесу, как будто он чего то ждал от него. Цветы и трава были и под дубом, но он всё так же, хмурясь, неподвижно, уродливо и упорно, стоял посреди их. «Да, он прав, тысячу раз прав этот дуб, думал князь Андрей, пускай другие, молодые, вновь поддаются на этот обман, а мы знаем жизнь, – наша жизнь кончена!» Целый новый ряд мыслей безнадежных, но грустно приятных в связи с этим дубом, возник в душе князя Андрея. Во время этого путешествия он как будто вновь обдумал всю свою жизнь, и пришел к тому же прежнему успокоительному и безнадежному заключению, что ему начинать ничего было не надо, что он должен доживать свою жизнь, не делая зла, не тревожась и ничего не желая. По опекунским делам рязанского именья, князю Андрею надо было видеться с уездным предводителем. Предводителем был граф Илья Андреич Ростов, и князь Андрей в середине мая поехал к нему. Был уже жаркий период весны. Лес уже весь оделся, была пыль и было так жарко, что проезжая мимо воды, хотелось купаться. Князь Андрей, невеселый и озабоченный соображениями о том, что и что ему нужно о делах спросить у предводителя, подъезжал по аллее сада к отрадненскому дому Ростовых. Вправо из за деревьев он услыхал женский, веселый крик, и увидал бегущую на перерез его коляски толпу девушек. Впереди других ближе, подбегала к коляске черноволосая, очень тоненькая, странно тоненькая, черноглазая девушка в желтом ситцевом платье, повязанная белым носовым платком, из под которого выбивались пряди расчесавшихся волос. Девушка что то кричала, но узнав чужого, не взглянув на него, со смехом побежала назад.
Архивная публикация 2009 года: «СТАЛЬ ЗАБЛЕСТИТ АЛЮМИНИЕМ»
Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.
РАДС алюминизированной стали.Telvin 164 и выхлопная труба
#21 parus
И еще пару рекомендаций. Если инвертор на стабилизирован по выходному току, то величина дугового промежутка будет влиять на силу тока сварки. При его увеличении сопротивление дуги растет, ток сварки уменьшается, и наоборот. Это надо учитывать. При сварке труб/листов небольших толщин, особенно если сборка с зазором (неплотная подгонка) очень важно вовремя подавать присадочный материал в сварочную ванны. Небольшая задержка и прожег. Схему подачи присадки tig на этом форуме выкладывал.
#22 Spec
По показанной схеме сваривания трубы все очень классно получается! Использовал в качестве подставки внутри трубы алюминиевую трубу меньшего диаметра, пропали сопли внутри трубы, края перестали проваливаться))) Огромное спасибо что правильно ткнули носом! Значит выходит чем ближе электрод к детали, тем ток выше и все быстрее плавится? Хотя я заметил что если его отводить дальше, то плавится просто большая площадь. Вот такой вопрос, от чего расплав может кипеть? То есть бывает просто плавится, образуется лужица и итог нормальный шов. А бывает Плавится не равномерно как то, нормальной ванночки нет и шов выходит никакой — дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки. Так что скажете по поводу осциллятора? Помогает ли он в работе? Или это фишка исключительно для сварки цвет мета?
Осциллятор — штука полезная. Предназначен для бесконтактного возбуждения дуги, стабилизации дуги и повышения эффекта разрушения оксидной пленки при сварке алюминя переменным током. Если инвертор не оборудован осциллятором самому подключать не советую. Осциллятор генерирует высоковольтное (несколько киловольт) высокочастотное напряжение, которое без соответствующей защиты запросто может прошить сварочник.
Описание процесса алитирования
Поверхностное насыщение стали сопровождается образованием интерметаллических соединений, толщина которых увеличивается активизацией процесса диффузии алюминия в металле. Особенности технологической обработки зависят от выбранного метода.
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
- Алитирование стали в вакууме выполняют путем испарения алюминия. Частицы металла оседают на заготовке, за счет чего толщина слоя самая низкая из всех способов, однако благодаря вакуумной среде, которая исключает воздействие сторонних факторов, качество результата считается самым лучшим. Кроме того, процесс характеризуется самой высокой рабочей температурой – до 1400 °C. Для обработки применяют специальные печи с системой создания безвоздушной среды. Недостатком считается длительный процесс подготовки изделий. Технология требует тщательной очистки поверхности, поскольку ржавчина снижает адгезию алюминия. Кроме того, перед помещением в камеру детали нагревают до нужной температуры, которая колеблется в диапазоне от 175 до 370 °C в зависимости от свойств металла.


Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
BUBLS-64 › Blog › Шеви-нива 16V Turbo #10
Вот и юбилейная, десятая запись о ШНиве. Спасибо, что следите и не забываете. Да и мы сегодня потрудились очень даже юбилейно и сварили весь выпуск. И скажу честно, сами довольны как два слона. Очень неплохо получилось, смотрите сами.
А теперь расскажу подробнее о том как это было. Помните вчерашнюю живопись Вована? Он исправился))
Затем немного переварили даунпайп и проблема со стабилизатором решилась.
Продолжаем. Дальше по плану разъёмное соединение и гофра.
Как всегда приходится впихнуть невпихуемое и следить что бы 60мм труба ни за что задевала. По этому мелких изгибов получается достаточно много, но главная цель повесить выпуск максимально выше к кузову. Приходится повторять все изгибы. Теперь очередь пламегасителя (он же стронгер, он же терка).
Алитируемые металлы и сплавы
Алитирование – это не только способ защиты поверхности. Оксидная пленка является прекрасной основой под лакокрасочные покрытия. Основными металлами, которые подвергают алитированию, являются:
- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.


Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
- медь;
- титан;
- молибден;
- никель;
- ниобий.
Сварка алюминия со сталью через биметаллические вставки

Способ сварки алюминия со сталью путём нанесения металлических покрытий на стальные кромки технологически достаточно сложен. Поэтому, подобные способы целесообразно применять в случае сварки мелких изделий. На практике наибольшее распространение получил способ сварки с использованием промежуточных вставок из биметалла. Примеры таких соединений указаны на рисунке:
Биметаллические вставки изготавливаются из крупногабаритных биметаллических пластин, из углеродистой стали и хромоникелевой, при помощи сварки взрывом. Впервые такой метод был предложен Раздуем Ф.И. и Ситаловым В.П.

Свойства и преимущества алитированных сталей
Алитированная сталь обладает рядом ценных качеств:
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.

Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Recommendations
Comments 70
Наверное глупый вопрос, но почему +15 т.р. за аргон? я насчитал порядка 25 швов, не знаю как у Вас, но у нас круговой шов на 60-63 трубе стоит порядка 300 руб, получается 7.5 руб
Как варится алюминизированная сталь к нерже? Мой аргонщик выдает много страшных слов когда к нему несут выхлопные отфольцев из алюминьстали ) Ценник на стронгеры какой вышел?
Чем варили так и не озвучил? Полуавтомат? Смесь аргона и кислоты?
полуавтомат и кислота
Приятно смотреть когда у людей руки не из опы!