Азотирование и цементация стали
Азотирование и цементация стали
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Нагрев осуществляют в среде, легко отдающей углерод.
Цементация в твердой среде
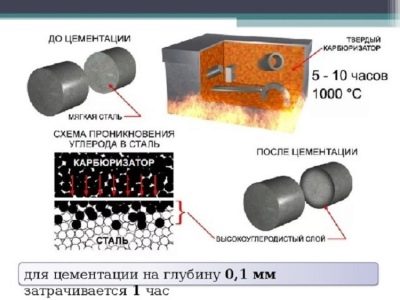
Наиболее старым способом является цементация в твердой среде. Детали укладываются в стальной ящик, должны быть полностью покрыты карбюризатором(уголь) и не касаться друг друга и стенок ящика. Ящик герметично закрывается и загружается в печь. При нагреве образуется окись углерода (CO), которая в свою очередь разлагается на углекислый газ (СО2) и атомарный углерод. Так как детали нагреты до температуры выше критической точки Ас3, атомарный углерод проникает вовнутрь мягкого железа.
Режимы обработки: 900-950 градусов, 1 час выдержки на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
В последнее время нашла широкое применение цементация газами. Детали загружают в печи в которые вводят цементующие газы (окись углерода и метан). При нагреве газ разлагается, образуя атомарный углерод. Продолжительность процесса газовой цементации меньше, чем цементации твердым карбюризатором, так как нагрев и охлаждение производятся с большими скоростями, чем это можно осуществить в цементационных ящиках. Кроме этого, газовая цементация имеет ряд других преимуществ: возможность точного регулирования процесса цементации путем изменения состава цементующего газа, отсутствие громоздкого оборудования и угольной пыли и возможность производить закалку непосредственно из печи. Процесс газовой цементации более экономичен

Какие материалы подвергаются цементации?
Цементации подвергают стали с низким содержанием углерода (до 0,25 %) или легированные низкоуглеродистые стали марок: 20Г, 20Х, 20ХФ, 12ХНЗА, 20Х2Н4А, 18ХГТ, 18Х2Н4ВА, 20ХГНР и др. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину, такие как: зубчатые колеса, коленчатые валы, кулачки, червяки, поршневых пальцев, отвалов плугов и др.
Свойства металла после обработки.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким. После закалки цементованное изделие приобретает высокую твердость (50..58HRC) и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.

Азотирование — процесс насыщения поверхностного слоя детали азотом, с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости.
Азотирование проводится при 500—600 °С в герметично закрытом контейнере из железа, который внедряется в печь. Его разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В контейнер закладывают детали, которые будут подвержены азотированию.
Туда же под определенным давлением запускается аммиак, который под действием высоких температур диссоциирует на водород и атомарный азот, который в свою очередь проникает в поверхностный слой мягкого металла, образуя нитриды с элементами, входящими в состав стали, алюминием, хромом, молибденом. Они имеют высокую твердость. По окончании процедуры печь плавно охлаждается вместе с потоком аммиака.
Толщина нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Нитриды железа обладают сравнительно невысокой твердостью и незначительно повышают ее в стали. Следовательно, для азотирования применяют легированные стали, содержащие алюминий, хром и молибден, такие как 38ХМЮА, 18Х2Н4ВА и др.
Азотированию подвергают также детали из коррозионностойких, жаростойких и жаропрочных сталей, работающих на трение в агрессивных средах и при высоких температурах; матрицы и пуансоны для горячей штамповки, пресс-формы из инструментальных сталей для литья под давлением (Х12Ф1, ЗХ2В8Ф и др.); пружины из сталей 50ХФА, 60С2. Для азотирования целесообразно применять стали, содержащие титан.
Если азотирование проводится с целью повышения коррозионностойкости, то этому процессу подвергаются также и углеродистые стали.
Какой вид упрочнения стали выбрать:
Азотирование, Цементация или Твердое хромирование


Для начала давайте, разберемся, что же из себя представляет каждый из видов упрочнения?
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения твердости поверхностного слоя;
- Растет выносливость прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке. Азотированию обычно подвергаются детали, работающие на трение в агрессивных средах и при высоких температурах.
Цементация — это процесс насыщения поверхностного слоя стали углеродом. Цель цементации — обогатить поверхностный слой детали углеродом до концентрации 0,8—1,1% и получить, после закалки, высокую твердость поверхностного слоя при сохранении пластичной сердцевины. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину. Цементация и последующая термическая обработка одновременно повышают износостойкость и предел выносливости детали.
Твердое хромирование широко применяется для повышения срока службы мерительного и режущего инструмента, штампов и пресс-форм, особенно для обработки неметаллических материалов (пластмассы, стекла, резины и др.), для увеличения износостойкости деталей двигателей (поршневых колец, цилиндров, поршневых пальцев и др.) и других машин.
Итак, твердое хромирование применяют для уменьшения трения, повышения прочности. Вследствие проведения процедуры хромирования, повышается коррозийная стойкость стали к пресной и соленой воде, к азотной кислоте, к газовому воздействию (до 800°С).
Толщина покрытия твердого хромирования в большинстве случаев составляет от 0.075 до 0.35 мм.
Особенности твердого хромирования изделий
Новые изделия покрывают твердым хромом для придания материалу жаростойкости и твердости. Подобные специальные покрытия для новых изделий чаще всего наносят слоем не меньше 30 мкм. Чем меньше толщина покрытия снаружи (норма составляет на 20-40 мкм больше, чем величина поля допуска), тем больше слой твердого хромирования углубляется в толщу детали. Это необходимо для того, чтобы при износе детали до нижнего предела допуска, на ней еще находилось некоторое количество запасного слоя хрома. Таким образом, покрытие изнашивается медленно и равномерно, в противном случае деталь деформируется. Изнашиваясь в местах тонкой прослойки, контур детали теряет свою первоначальную чертежную форму. Так, перед следующим твердым хромированием эту деталь необходимо будет довести до геометрической формы на чертеже. При этом можно повредить структуру поверхности металла. Детали, которые хромируют для восстановления прежних размеров, обычно обрабатывают на большую толщину.
В процессе хромирования, вещество наносится непосредственно на сталь. Цвет покрытия при толщине 2мкм — матовый белый, с голубым оттенком. После шлифовки деталь приобретает блеск.
Все перечисленные виды упрочнения (азотирование, цементация, твёрдое хромирование) Вы можете заказать в нашей компании.

Химико-термическая обработка (цементация, азотирование, цианирование, диффузионная металлизация).
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев.
В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура,
Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя атомами углерода при нагреве до температуры 900…950 o С.
Цементации подвергают стали с низким содержанием углерода (до 0,25 %).
Нагрев изделий осуществляют в среде, легко отдающей углерод. Подобрав режимы обработки, поверхностный слой насыщают углеродом до требуемой глубины.
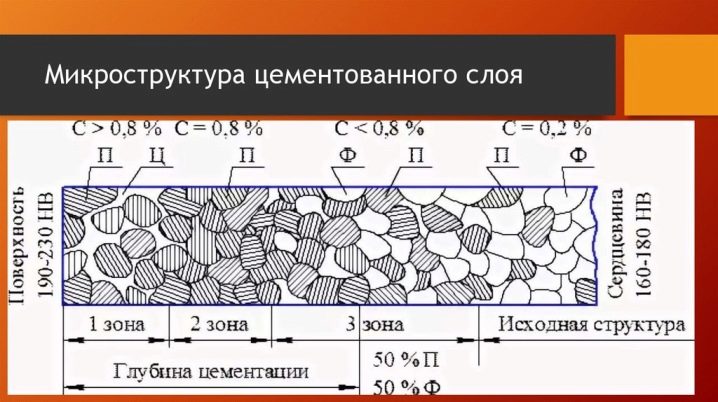
Глубина цементации (h) – расстояние от поверхности изделия до середины зоны, где в структуре имеются одинаковые объемы феррита и перлита ( h. = 1…2 мм).
Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1,2 %).
Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость.
На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).
Участки деталей, которые не подвергаются цементации, предварительно покрываются медью (электролитическим способом) или глиняной смесью.
Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом.
Впервые азотирование осуществил Чижевский И.П., промышленное применение – в двадцатые годы.
При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость.
При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3>2N+3H2. Атомарный азот поглощается поверхностью и диффундирует вглубь изделия.
Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий.
Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью.
Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю.
Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
В зависимости от условий работы деталей различают азотирование:
- для повышения поверхностной твердости и износостойкости;
- для улучшения коррозионной стойкости (антикоррозионное азотирование).
· Цианирование – химико-термическая обработка, при которой поверхностьнасыщается одновременно углеродом и азотом.
· Осуществляется в ваннах с расплавленными цианистыми солями, например NaCN с добавками солей NаCl, BaCl и др. При окислении цианистого натрия образуется атомарный азот и окись углерода:
· ![]()

· Глубина слоя и концентрация в нем углерода и азота зависят от температуры процесса и его продолжительности.
· Цианированный слой обладает высокой твердостью 58…62 HRC и хорошо сопротивляется износу. Повышаются усталостная прочность и коррозионная стойкость.
· Продолжительности процесса 0,5…2 часа.
· Высокотемпературное цианирование – проводится при температуре 800…950 o С, сопровождается преимущественным насыщением стали углеродом до 0,6…1,2 %, (жидкостная цементация). Содержание азота в цианированном слое 0,2…0,6 %, толщина слоя 0,15…2 мм. После цианирования изделия подвергаются закалке и низкому отпуску. Окончательная структура цианированного слоя состоит из тонкого слоя карбонитридов Fe2(C, N), а затем азотистый мартенсит.
· По сравнению с цементацией высокотемпературное цианирование происходит с большей скоростью, приводит к меньшей деформации деталей, обеспечивает большую твердость и сопротивление износу.
· Низкотемпературное цианирование – проводится при температуре 540…600 o С, сопровождается преимущественным насыщением стали азотом
· Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой.
· Основным недостатком цианирования является ядовитость цианистых солей.
Диффузионная металлизвция – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др.
При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием.
Диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах.
При твердой диффузионной метализации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или CL2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов.
Легированные стали. Классификация, маркировка. Причины высокой прочности сталей по сравнению с углеродистыми.
Цементация и азотирование стали
Процесс цементации известен с давних пор. До середины XIX века высокоуглеродистую сталь умели получать только цементацией. Сейчас ее применяют для упрочнения поверхностного слоя.
Цементация (науглероживание) – диффузионное насыщение поверхностного слоя изделий из малоуглеродистой стали (0,1-0,3%С) углеродом и последующая термическая обработка (закалка и низкий отпуск). Цель цементации – повышение твердости и износостойкости поверхности – достигается обогащением поверхностного слоя углеродом (до 0,8-1,3%) и последующей закалкой с низким отпуском. При этом сердцевина изделия, не насыщаемая углеродом, сохраняет высокую вязкость.
В практике артиллерийского производства и ремонта цементацию стали ведут на глубину 0,5–2,0 мм.
Для мелких мало нагруженных деталей, не испытывающих больших давлений и больших нагрузок на изгиб и скручивание, могут успешно применяться стали 08 и 10. Для тяжело нагруженных деталей применяют углеродистые стали 20, 25 или легированные стали с тем же содержанием углерода.
Прочность сердцевины цементированных деталей из легированной стали в несколько раз выше, чем в деталях из углеродистой стали, что предохраняет цементованный слой от разрушения и продавливания при больших нагрузках.
Цементируемые поверхности деталей механически обрабатывают, оставляя лишь припуск на окончательное шлифование. Поверхности, не подлежащие цементации, подвергают гальваническому покрытию слоем меди, через которую углерод не диффундирует, применяют также обмазку специальными пастами [8].
Различают два основных способа цементации – в твердом карбюризаторе и в газовой среде (газовая цементация).
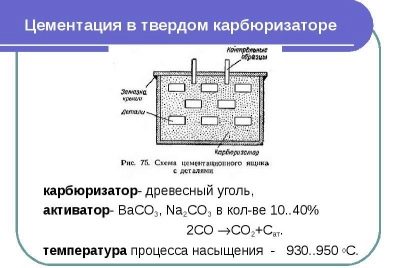
Цементация стали в твердом карбюризаторе. В качестве карбюризатора (от лат. сarboneum – углерод) могут быть использованы древесный уголь (диаметр зерен угля от 3,5 до 10 мм), торфяной кокс, опилки, сажа и другие углеродосодержащие материалы.
Для ускорения процесса цементации к углю или коксу добавляют активизаторы – углекислые соли BaCO3, Na2CO3 и др. Количество углекислых солей в твердом карбюризаторе составляет от 20 до 40% от массы угля.
Для цементации детали, очищенные от ржавчины и грязи, помещают в ящики из жаропрочной стали. Укладка деталей производится на расстоянии 20-25 мм друг от друга (рисунок 4.13). Ящики накрывают крышками, в отверстия которых устанавливаются контрольные образцы (свидетели), и обмазывают огнеупорной глиной, или смесью глины с тальком, замешанной на жидком стекле. Подготовленные ящики помещают в печь, нагретую до 900-950 0 С.


Рисунок 4.13 – Схема расположения деталей в цементационном ящике:
1 – детали; 2 – карбюризатор; 3 – контрольные образцы; 4 – цементационный ящик; 5 – крышка; 6 – обмазка
При указанной температуре исходная структура стали превращается в аустенит, который способен растворить в себе до 1,3% С (в соответствии с линией SE диаграммы «Fe – C»). Время цементации после нагрева деталей в ящике до температуры 900–950 0 С определяется требуемой глубиной насыщения стали углеродом. Ориентировочно можно считать, что для получения цементированного слоя в 0,1 мм требуется выдержка 1 час.
При нагреве в печах уже при низких температурах в цементационных ящиках происходит образование газовой среды, богатой двуокисью углерода:
При постепенном подъеме температуры СО2 реагирует с углеродом древесного угля по следующей реакции:
При контакте с деталями (выступают в роли катализатора), нагретыми до температуры 900–950 0 С, окись углерода разлагается на углекислоту и углерод (активный, находящийся в атомарном состоянии):

Атомарный углерод растворяется в аустените; его содержание повышается и может достигать 1,3%.
Результаты цементации оценивают глубиной и степенью цементации. За глубину цементации принимают расстояние от поверхности вглубь до появления в структуре первых зерен феррита.
Степень цементации определяет среднее содержание углерода в поверхностном слое. Детали артиллерийской техники обычно цементуются до содержания углерода 1,0–1,2%.
Процесс твердой цементации является весьма продолжительной операцией и длится не один десяток часов. Большая продолжительность процесса связана с малой скоростью прогрева ящика, наполненного нетеплопроводным карбюризатором.
Интенсификация процесса достигается применением цементации в газовых средах.
Газовая цементация имеет большое преимущество перед цементацией в твердом карбюризаторе по производительности процесса. При этом способе детали, находящиеся в герметически закрытой камере, быстро нагреваются до температуры 900–950 0 С, так как не требуется дополнительного времени на прогрев ящика и карбюризатора.
Газовая цементация впервые была применена в 1837 году на Златоустовском металлургическом заводе русским металлургом П. П. Аносовым.
В настоящее время газовая цементация является основным процессом в условиях крупносерийного и массового производства. Для единичного и мелкосерийного производства экономически выгоднее применять более простой способ твердой цементации.
В качестве цементирующих газов используют оксид углерода и газообразные углеводороды.
При температуре 900–950 0 С в присутствии стальных деталей происходит разложение указанных газов с образованием активного углерода:
Наиболее широкое применение в качестве газообразных карбюризаторов получили предельные углеводороды CH2n+2 – метан, этан, пропан, бутан и другие, а из них метан в виде природного газа (в котором содержится 92–98% СН4).
По сравнению с цементацией в твердом карбюризаторе газовая цементация имеет ряд преимуществ. К ним относятся:
· повышение производительности процесса в 3-4 раза;
· возможность применения механизации и автоматизации;
· сокращение промежуточных операций термической обработки после цементации, что становится возможным вследствие меньшего роста зерна;
· улучшение условий труда рабочих.
Указанные преимущества способствуют все более широкому внедрению этого способа в практику производства артиллерийских систем.
После окончания твердой и газовой цементации детали подвергаются термической обработке с целью получения высокой поверхностной твердости и износоустойчивости.
В зависимости от условий работы детали может быть применен один из трех вариантов термической обработки.
1. Для неответственных деталей, которые должны обладать только высокой поверхностной твердостью, а остальные механические свойства не имеют существенного значения, применяют закалку с цементационного нагрева, т. е. от 900–950 0 С. Для снижения уровня остаточных напряжений и повышения пластичности детали после закалки подвергают низкому отпуску при температурах 150–200 0 С. Твердость поверхностного слоя составляет при этом HRC 58–62, а твердость сердцевины значительно ниже, порядка HRC 25–35 для легированных сталей и еще меньше для углеродистых.
Недостатком этого наиболее простого и наиболее дешевого вида термической обработки является крупнозернистость строения, а также несколько пониженная твердость за счет наличия повышенного количества остаточного аустенита.
Однако эти недостатки могут быть устранены применением наследственно мелкозернистых сталей, сокращением времени пребывания металла при высоких температурах (использование газовой цементации), обработкой холодом (для превращения остаточного аустенита).
2. Для ответственных деталей, к которым предъявляются повышенные требования по структуре и свойствам после цементации, применяют нормализацию от цементационного нагрева. Охлажденные детали подвергают закалке от 850-900 0 С. В результате закалки в стали произойдет измельчение зерна (нагрев выше верхней критической точки Ас3), цементационная сетка растворится. Сталь будет иметь структуру мартенсита (максимальной твердости в этом случае не получается). Окончательной обработкой является также низкий отпуск при 150–170 0 С.
3. Для особо ответственных деталей, подвергающихся в процессе эксплуатации высоким динамическим нагрузкам, применяют двойную закалку с последующим низким отпуском. Первая закалка проводится после нормализации при температуре 850–900 0 С и служит для измельчения зерна стали и растворения сетки цементита. Вторая закалка осуществляется от температуры 760–800 0 С (выше Ас1, но ниже Асm) и служит для обеспечения максимальной твердости. Структура после второй закалки – мартенсит и вкрапления цементита вторичного.
Отпуск проводится также при температуре 150–170 0 С.
При производстве артиллерийской техники цементация часто применяется для деталей затвора, полуавтоматики (ролик кривошипа, кривошип и другие). Значительный объем цементации производится в ремонтных органах, особенно при ремонте старых образцов вооружения.
Азотированиемназывается процесс химико-термической обработки, заключающийся в насыщении поверхностных слоев детали азотом и применяющийся для повышения поверхностной твердости, износоустойчивости, усталостной прочности, коррозионной стойкости, жаропрочности. Впервые азотирование было разработано и применено русским ученым Н. П. Чижевским в 1913 году.
Перед азотированием детали после закалки и высокого отпуска подвергаются окончательным операциям механической обработки (шлифование).
Азот образует с железом нитриды Fe2N и Fe4N, однако более высокой прочностью и твердостью, а также вязкостью обладают нитриды хрома, алюминия, молибдена (CrN, AlN, MoN). В связи с этим обычно азотированию подвергаются стали, содержащие указанные легирующие элементы. Широкое применение в машиностроении нашла сталь 38ХМЮА, а также ствольные стали ОХМ, ОХН3М, ОХН1В и др.
Азотирование проводится в специальных печах. При азотировании газовая среда должна иметь азот в активном атомарном состоянии. С этой целью применяют аммиак NH3, который при повышенной температуре диссоциирует на азот и водород по реакции
Активный атомарный азот диффундирует в глубь детали и, соединяясь с легирующими элементами стали, образует нитриды, например:
Процесс азотирования ведется при температурах 500-520 0 С и является весьма длительным.
Для азотирования стали на глубину 0,2-0,4 мм продолжительность процесса достигает 30 часов. Детали артиллерийской техники обычно азотируют на указанную глубину.
Структура поверхностного слоя азотированной детали состоит из сорбита и нитридов. Твердость азотированного слоя в отдельных случаях может достигать HV 1200. Столь высокая твердость может сохраняться в деталях до температур 500–600 0 С.
Сопоставляя цементацию с азотированием, следует отметить, что при цементации можно получить более глубокий, но менее твердый упрочненный слой, устойчивый к нагреванию до температуры приблизительно 200 0 С.
Азотирование целесообразно применять для деталей, работающих в условиях трения, подвергающихся действию динамических нагрузок и нагревающихся в процессе работы до температур 500–600 0 С.
Почти во всех современных орудиях подвергаются азотированию клин затвора, ось кривошипов и некоторые другие детали.
Цианированием называется процесс насыщения поверхностного слоя детали углеродом и азотом с целью повышения твердости, износостойкости и коррозионной стойкости. Различают газовое и жидкое цианирование.
При жидком цианировании процесс осуществляется в ваннах, содержащих расплавленные цианистые соли – цианистый натрий NaCN или цианистый кальций Ca(CN)2.
При высокотемпературном цианировании (840–880 0 С) детали находятся в ваннах от 1,5 до 2 часов, а затем калятся в масле и подвергаются низкому отпуску при температуре 150–170 0 С. Структура поверхностного слоя представляет собой азотистый мартенсит, а сердцевина имеет структуру троостомартенсита. Твердость упрочненного слоя достигает НВ 650-700, глубина – до 1 мм.
Для увеличения стойкости режущего инструмента, изготовленного из быстрорежущей стали, целесообразно проводить низкотемпературное цианирование при температуре 550–600 0 С в течение 10–15 минут. В этом случае обеспечивается упрочнение на глубину до 0,05 мм.
Существенным недостатком этого вида химико-термической обработки является опасность в работе при обращении с ядовитыми цианистыми соединениями.
Низкотемпературное газовое цианирование (нитроцементация) смесью газов NH3 и CH4 и др. менее эффективно, однако опасность при работе резко снижается. Газовое цианирование широко применяется в инструментальном производстве и служит для повышения стойкости режущего инструмента (резцов, сверл, метчиков, фрез), изготовленного из обычных сталей.
При поддержании температуры процесса около 560 0 С за 1–2 часа упрочненный поверхностный слой составляет 0,02–0,04 мм. Твердость режущей кромки инструмента достигает HV 940–1100.
Какой бывает цементация стали и как ее делают?


- Что это такое?
- Какие стали подвергаются процедуре?
- Способы
- Пошаговая технология
- Свойства материала после обработки
На сегодняшний день в промышленности существует множество способов укрепления металла. Одним из них является цементация, которая активно практикуется на производстве и в домашних условиях много лет. Тем, кто работает со сталью и желает сделать ее прочнее, необходимо в обязательном порядке знать все тонкости этого процесса.


Что это такое?
Цементация – это химико-термическая обработка определенных типов стальных сплавов. Само название процесса указывает на то, что его назначение и конечная цель – укрепление металла. Как известно, сталь, применяемая в промышленности, должна быть крепкой, долговечной, не склонной к износу. Для этого и проводят цементацию.
Сущность цементации заключается в нагреве стали до очень высоких температур.


Благодаря нагреву начинает выделяться большое количество углерода, который насыщает поверхность обрабатываемого сплава. Процесс в целом очень похож на азотирование. При этом важно отметить, что укрепляется исключительно поверхность металла. Внутри он остается таким же вязким, как и до обработки.


Какие стали подвергаются процедуре?
Цементацию можно проводить не со всеми видами сталей, это обязательно нужно учесть. Обычно цементации подвергают сплавы с низким содержанием углерода (максимальная глубина – 0,2%), некоторые виды легированных сталей (тоже с минимальным количеством углерода), среднеуглеродистые сплавы. Последние целесообразно цементировать в том случае, если они применяются для выполнения больших по габаритам изделий, чья сердцевина должна сохранить вязкость.
Цементировать можно машиностроительные сплавы, арматурные, те, что идут под строительные работы. Наиболее популярные марки – 20Х, 40Х, 12ХН3А, 18Х2Н4ВА, 15 и другие. Стали с высоким содержанием углерода (более 0,2%) цементации не подвергают.


Способы
Есть несколько способов того, как правильно цементировать сталь. Узнаем особенности каждого из них.

В твердом карбюризаторе
Карбюризаторы – это вещества, содержащие углерод. При нагревании они способны выделять его в воздух, насыщая таким образом поверхность сплава. В их качестве может выступить уголь березы или дуба, а также торфяной кокс, но он применяется гораздо реже. Количество карбюризаторов будущего состава для обработки – около 90%. Перед процедурой уголь необходимо подробить, а потом просеять, чтобы в составе не было пылевых частиц. После этого карбюризатор смешивают с активным веществом. В его роли обычно выступает углекислый натрий, но иногда берется и барий.
Смешать карбюризатор и активное вещество можно с помощью двух методик. В первой сухие компоненты просто соединяются друг с другом.


Перемешивать вещества надо долго и скрупулезно, в противном случае на стали после обработки появятся полосы, пятна, разводы. Во время второй методики активное вещество размешивают в воде и поливают им уголь. Это более качественный способ соединить компоненты, но надо учесть, что при закладывании в печь уголь должен иметь влажность не более 7%.
Цементация изделий осуществляется с помощью особой тары. Ящики должны соответствовать формам обрабатываемых деталей, а также свободно помещаться в печь. Кроме того, тару лучше покрыть огнеупорной глиной, которая позволит избежать утечки газа во время обработки. Лучший материал для изготовления таких ящиков – сталь с высокими показателями жаростойкости.

В газовом карбюризаторе
Этот вид обработки осуществим только на специально оборудованных для этого предприятиях. Он более эффективен, так как из газа углерод высвобождается быстрее. При этом газы могут быть искусственными или природными, значения это не имеет. В основном для обработки берется газ, полученный после распада нефтяных продуктов. Чтобы его получить, в разогретую емкость из стали наливают керосин. Он начинает испаряться, модифицируясь в газ. Позже добытый газ крекируют.


Процедуру цементации сплава проводят в стационарных либо методических видах печей. При этом все этапы должен контролировать профессионал.
Техника безопасности – важнейшее условие, так как работа идет с газом. Емкости со сплавом помещаются в печь, дверцы последней герметизируются. Печь нагревается до температуры в 950 градусов и в нее начинают подавать газ. Время выдержки, как и в предыдущем случае, будет различным. Но в среднем, если довести температуру до 1000 градусов, то необходимый углеродный слой будет готов уже через 8 часов. Процедура науглероживания завершается закаливанием сплава.


В кипящем слое
Эта методика также осуществима только на предприятии. Для нее понадобится специальная печь, которая так и называется – «печь кипящего слоя». Сталь здесь цементируется во время того, как проходит через раскаленный поток газа. Нагрев при процедуре равномерный, поэтому любая деформация детали практически исключена. После процедуры в обязательном порядке проводят отпуск или шлифование сплава.


В растворах электролитов
Эта методика во многом схожа с гальванизацией. Она подходит для малогабаритных деталей. Для осуществления процедуры потребуется печь-ванна. Ее заполняют специальным раствором.
Он состоит из соды (75%), хлористого натрия (15%) и карбида кремния (10%). Раствор необходимо разогреть до температуры в 850 градусов – это средние показатели.
При этом следует поддерживать напряжение в 150 В (для некоторых типов деталей – до 300 В). Заготовки погружаются в уже нагретую среду. Двух часов хватит, чтобы слой углерода составил 0,4 мм.


В пастах
Обработка пастой наиболее часто осуществляется в домашних условиях. Такая процедура не подходит для производства, поставленного на поток, потому что слой пасты равномерно, по сантиметру, нанести невозможно. Деталь в любом случае будет обработана неоднородно. Зато скорость обработки гораздо выше.
Пасту готовят из сажи (55%), соли кальцинированной (30%), щавелевокислого натрия (оставшиеся 15%).
Затем состав наносят на деталь, стараясь, чтобы слой получался как можно более ровным. Толщина зависит от желаемого углеродного слоя. В основном она должна его превышать в восемь раз. После того как паста немного высохнет, детали помещают в печь индукционного типа. Последнюю разогревают до 1000 градусов. Заготовки там должны находиться не менее двух часов.
В вакууме
Это еще один вид цементации, осуществляемый на производстве. Методика эффективная, она не занимает много времени, автоматизирована, низка по цене. Во время процедуры детали помещают в охлажденные печи, закрывают, избавляются от воздуха внутри. Затем нагревают агрегаты до требуемой температуры. Детали должны подвергаться нагреву примерно два часа, это позволит очистить их поверхность от ненужных примесей.
После этого в печь вводится углеводородный газ, причем подавать его следует в режиме давления.

Газ качественно насыщает поверхность обрабатываемых деталей. Однако за один раз необходимый слой не сформировать, поэтому процедуру повторяют примерно три раза. После окончания всех этапов печь наполняют инертным газом. Он способствует остыванию деталей.
Важно: любой из видов цементирования стали подразумевает дальнейший отпуск сплава.


Пошаговая технология
Основные методики науглероживания стали мы уже рассмотрели. Если сплав цементируется в домашних условиях, то лучше всего выбрать методику обработки в твердом карбюризаторе. Рассмотрим ее пошагово.
Детали, которые нужно обработать, аккуратно укладываются в ящики. Надо класть так, чтобы заготовки не соприкасались друг с другом или боковыми частями тары.
Затем уложенные детали пересыпают карбюризатором так, чтобы он полностью накрыл их. Герметизируют.
Емкости помещают в печь, последнюю нагревают до 700 градусов. Это так называемый сквозной прогрев. При этом за тарой надо постоянно следить. Она не должна покрываться пятнами, полосами. Ровный цвет обязана иметь и подовая плита.
Затем температурные показатели увеличивают. Для высвобождения углерода надо довести их до 800 градусов минимум, а еще лучше – до 950.
Время, затраченное на процедуру, может быть совершенно разным. Все зависит от назначения детали и требуемого углеродного слоя. Период нахождения в печи варьируется от 6 до 20 часов.


После завершения процедуры изделия подвергаются естественному охлаждению, при этом из емкостей их не вынимают. Затем проводят дальнейшие термические обработки.
Цементирование в домашних условиях – отличная альтернатива промышленной обработке.
При должных умениях и минимальном оборудовании мастер может укрепить детали самостоятельно. Однако стоит учитывать, что обрабатывать сталь дома лучше, если вы планируете постоянно этим заниматься. Оборудование, реактивы и другие нужные вещи будут стоить очень дорого.

Свойства материала после обработки
После окончания науглероживания стальной сплав приобретает необходимую твердость, причем внутренняя его структура остается вязкой. На легированных сплавах твердость может достигать 58 HRC, а на сталях с низким содержанием углерода – 60 HRC. Однако стоит учитывать, что структура сплава после процедуры может измениться, и это один из главных недостатков цементации.

Чтобы полученная сталь не была крупнозернистой, после описанной обработки ее нужно заново нагреть и закалить. Далее проводятся такие процедуры, как отпуск и нормализация состава. Закаливать сплав нужно при температуре, достигающей 900 градусов максимум. Она позволяет получить феррит, а также перлит.
Последние трансформируют крупные зерна в более мелкие.
Легированные стали не закаливают. Для них проводят только нормализацию, получая, таким образом, мартенсит. После нормализации осуществляют отпуск сплава, позволяющий снизить до минимума вероятность деформаций от влияния высоких температурных показателей.
Термическая и химико-термическая обработка металла: закалка и отжиг стали


Цементация стали — воздействие подогревом для улучшения технических параметров и структуры поверхности. Ее используют по отношению к деталям из разнообразных сплавов. Процесс включает многократный нагрев, выдержку и охлаждение. По окончании процедуры изделие становится тверже, прочнее, улучшаются характеристики. Рассмотрим подробнее, с какой целью производят закалку, отжиг, какие есть виды, их описание.
Что называется термической обработкой металла: основы, общие принципы


В процессе данной технологии кристаллическая решетка болванки преобразуется. Задача – изменить свойства, а не ее конфигурацию и габариты. По завершении заготовка приобретает требуемые по технологии параметры и уникальное строение. Рассмотрим, для чего нужна закалка металла и как она влияет на структуру стали после процедуры:
- • для улучшения технологических характеристик посредством разупрочнения, данный процесс применяют в качестве подготовительной операции или промежуточного этапа;
- • для получения требуемых технических характеристик посредством упрочнения либо приобретения специализированной структуры;
- • для фиксации размера и конфигурации, а также получения новых свойств заготовки.
Все процедуры допускаются только на материалах, в которых температурные превращения выполняются подобным образом. Воздействие температурой применяют с целью производства режущих элементов оснастки, станков, машин и производственного оборудования. Отвечая на вопрос, какие виды стали подвергаются закалке, отметим, что процедура подходит для металлов любых марок, требующих повышения износоустойчивости.
Виды и их описание
Температурное воздействие чаще всего применяется к стальным материалам и некоторым сплавам. Основы базируются на управлении диффузией для получения структур с заданными параметрами, на полиморфной трансформации, на различной степени растворения углерода. Поверхность нагревают сильнее критической точки, запускающей превращение в определенной фазе. У каждой есть свои критические точки нагрева. Эти показатели проверяют по схеме.
Отжиг: как проводится, температура, режим для стали, таблица


Это нагревание изделия, выдержка его в определенном температурном режиме, а потом постепенное охлаждение до 2-3⁰ в минуту. Плавное понижение возможно в песке либо в условиях печи. Процесс позволяет убрать остаточное напряжение, получается стабильная структура. Рассмотрим ниже, как он проводится. Данную процедуру используют:
- •для улучшения пластичности и понижения твердости для осуществления операций режущим инструментом;
- • для устранения неоднородности в структуре, возникшей поле отвердения отливки при ее удалении;
- • для снижения напряжения внутри болванки, возникающего после механического воздействия, давлением и другими разновидностями нетермической обработки;
- • для удаления хрупкости, улучшения сопротивлению ударной вязкости, а также изменения свойств неклепаных деталей.
Назначение отжига стали — получение заданных технических показателей кристаллической решетки. Для этого нагрев выставляют на 20-30⁰ больше критической точки, при которой кристаллическая решетка начинает меняться. Для металлов данная точка составляет 723⁰С. Для крупных изделий и заготовок сложной конфигурации подогрев выполняют медленно. Режим подразумевает последующее охлаждение в соответствии с составом материала:
- • у углеродистых – 100-200⁰ за час;
- • у низкоуглеродистых- 50-60⁰;
- • у высоколегированных – более длительно.
Охлаждение в большинстве осуществляют плавно, не вынимая из печи. Может использоваться полная и неполная закалка. Для удаления внутреннего напряжения достаточно второго вида. Углеродистые составы подогревают до 760⁰. При полном отжиге учитывают количество углерода. Если его количество не превышает 0,8%, температура составляет 930-960⁰С, если выше — до 760⁰С. Время выдержки зависит от параметров изделия. Охлаждение осуществляют до 20⁰. После отжига необходима проверка на качество процедуры. Добротность заготовки определяют по виду излома, а режим нагрева – по таблице.
Закалка: режимы, основные показатели, виды и способы для металла и нержавеющей стали


Это очень быстрое остывание после подогрева до максимальных градусов. Она уместна для получения неравномерной структуры, которая придает прочности материалу. Процедуру выполняют резко, что позволяет повысить износоустойчивость. Существует несколько режимов. Они различаются температурой нагрева, временем выдержки и скоростью охлаждения. На выбор режима влияют химические характеристики стальной болванки. После проведения процедуры учитывают два основных показателя:
- Закаливаемость – получение твердости. Не все разновидности сырья поддаются подобному воздействию, в итоге материал остается недостаточно твердым. Наименьшей восприимчивостью обладают стальные заготовки, у которых количество углерода не превышает 0,3%. Время выдержки определяют по цвету.
- Прокаливаемость. В процессе поверхность остывает быстрее, чем сердцевина болванки. Охлаждающая жидкость быстро забирает тепло с поверхности. Чем медленнее происходит процесс, тем глубже происходит воздействие. Глубина его зависит от внутренней структуры материала, используемой среды и температуры.
Многие считают, что данные две процедуры также называются термической обработкой металлов. Такое мнение ошибочно. Оба термина обозначают параметры процесса закаливания, по которым определяют качество работ. Не будем подробно описывать, как при закалке изменяются свойства низкоуглеродистых сталей и цвет, отметим, что мелкозернистые изделия прокаливаются на меньшую глубину, чем крупнозернистые. Проверку осуществляют на изломе, осматривая структуру поверхности и твердость.
Различают несколько видов в зависимости от количества используемых сред и способов. Задействование одного вида охладителя уместно не для всех типов болванок. Из-за быстрого снижения градусов нагрева в структуре возникает сильное напряжение, температура распределяется неравномерно, что может привести к растрескиванию и искривлению.
Способы подбирают с учетом состава материала. Заэвтектоидные стальные изделия лучше всего выдерживать именно в одном охлаждающем. Заготовки со сложной геометрией поддают обработке в двух средах. Изначально их охлаждают в воде до 400⁰, потом кладут в масло, оставляя в нем до окончательного остывания.
Ступенчатая закалка не допускает случайного растрескивания и искажения. Изделие помещают в ванну, прогретую свыше 250⁰, затем окунают в масло или оставляют остывать на воздухе. Процедура уместна для болванок из углеродистого материала с сечением до 10 мм, а также крупных заготовок из легированной стали.
Процесс изотермическим методом выполняют жидкой солью, обеспечивая большую выдержку, чем при ступенчатой процедуре. Данный способ позволяет охладить заготовку с любой скоростью, поверхность не растрескивается, деталь не коробится, сохраняется нужная вязкость.
Светлая выполняется в защитной среде. Заготовку нагревают в специализированной печи. Чтобы поверхность приобрела светлый чистый цвет, процесс выполняют ступенчато. Предмет подогревают в хлористом натрии, затем опускают в расплавленную щелочь для остывания.
Лазерная — осуществляется лазерами при 103 — 104 Вт/см2. На обработанном основании формируется закаленная полоса, состоящая из зоны оплавления, отпуска и участка нагрева. Метод необходим для повышения устойчивости к степени нагрева, износу, коррозии и механическому влиянию, а также другим показателям. Компания «Сармат» предлагает широкий ассортимент металлообрабатывающих станков отечественного производства с доставкой по всей территории России. Комплектация подбирается с учетом целей.
Нормализация металла: технология процесса, температура закалки для обычной и низкоуглеродистых стали


Процедура представляет собой нагрев свыше показателей критической точки, выдерживание и охлаждение естественным образом на воздухе. Она позволяет получить нормализованную структуру материала. Ее используют для поверхностей различных типов. Температура должна превышать критические показатели на 50⁰. Время выдержки рассчитывают, руководствуясь нормой: на 1 час приходится 25 мм толщины болванки.
Заготовки большого сечения нагревают в соляной ванне, придерживаясь технологии. Это позволяет снизить внутреннее напряжение, избежать деформации и растрескивания. Когда нагрев поверхности снижается ниже критической точки, возможно быстрое охлаждение в масле или воде.
Отпуск стали после закалки: таблица
Он используется после закаливания. Ее применяют для металлических болванок, из которых будут изготовлены инструменты. Заготовку изымают из охлаждающей среды в определенный момент до наступления полного остывания. Остаточное тепло из сердцевины выходит наружу, нагревая поверхность. После того как достигнуты заданные показатели, охлаждение продолжают до полного остывания. Характеристки выдержки контролируют по таблице.