Азотирование стали в домашних условиях
Азотирование стали в домашних условиях: структура, технология и описание
Технологии азотирования основываются на изменении структуры поверхности металлического изделия. Данный комплекс операций требуется с целью наделения целевого объекта защитными характеристиками. Впрочем, не только физические качества повышает азотирование стали в домашних условиях, где нет возможностей для более радикальных мер наделения заготовки улучшенными характеристиками.

Общие сведения о технологии азотирования
Необходимость применения азотирования обуславливается поддержанием характеристик, позволяющих наделять изделия высококачественными свойствами. Основная доля техник азотирования выполняется в соответствии с требованиями к термическим способам обработки деталей. В частности, распространена технология шлифования, благодаря которой специалисты могут точнее корректировать параметры металла. Кроме этого, допускается защита участков, которые не подлежат азотированию. В данном случае может применяться покрытие тонкими слоями олова посредством гальванической методики. По сравнению с более глубокими методами структурного улучшения характеристик металла, азотирование – это насыщение поверхностного слоя стали, которое в меньшей степени влияет на структуру заготовок. То есть основные качества металлических элементов, связанные с внутренними характеристиками, не учитываются при азотированных улучшениях.
Разновидности методов азотирования


Подходы к азотированию могут различаться. Обычно выделяют два основных метода в зависимости от условий азотирования металла. Это могут быть методы повышения поверхностной износостойкости и твердости, а также улучшение коррозионной стойкости. Первый вариант отличается тем, что изменение структуры производится на фоне температуры, составляющей порядка 500 °C. Сокращение азотирования обычно достигается при ионной обработке, когда посредством анодов и катодов реализуется возбуждение тлеющего разряда. При втором варианте производится легированное азотирование стали. Технология данного типа предусматривает температурную обработку при 600-700 °C с продолжительностью процесса до 10 часов. В таких случаях обработка может сочетаться с механическим воздействием и термической доводкой материалов, в соответствии с точными требованиями, к результату.
Воздействие с ионами плазмы
Это метод насыщения металлов в азотсодержащем вакууме, в котором возбуждаются электрические тлеющие заряды. В качестве анодов могут служить стенки нагревательной камеры, а катодом выступают непосредственно обрабатываемые заготовки. С целью упрощения контроля слоевой структуры допускается коррекция технологического процесса. Например, могут изменяться характеристики плотности тока, степень разряжения, расход азота, уровни добавления чистого технологического газа и т. д. В некоторых модификациях плазменное азотирование стали предусматривает и подключение аргона, метана и водорода. Отчасти это позволяет оптимизировать внешние характеристики стали, но технические изменения все же отличаются от полноценного легирования. Главная разница заключается в том, что глубинные структурные изменения и коррекции производятся не только по внешним покрытиям и оболочкам изделия. Ионная обработка может затрагивать полную деформацию структуры.

Газовое азотирование
Данная методика насыщения металлических изделий производится при температурном уровне порядка 400 °C. Но есть также исключения. Например, тугоплавкие и аустенитные стали предусматривают более высокий уровень нагрева — до 1200 °C. В качестве основной среды насыщения выступает диссоциированный аммиак. Управлять параметрами структурной деформации можно посредством процедуры газового азотирования, которая предполагает разные форматы обработки. Наиболее популярными режимами считаются двух-, трехступенчатые форматы, а также комбинация диссоциированного аммиака. Реже применяются режимы, которые предусматривают задействование воздуха и водорода. Среди контрольных параметров, которые определяют азотирование стали по качественным характеристикам, можно выделить уровень расхода аммиака, температуру, степень диссоциации, расход вспомогательных технологических газов и т. д.
Обработка растворами из электролитов
Как правило, используется технология применения анодного нагрева. По сути, это разновидность электрохимикотермической скоростной переработки стальных материалов. В основе данного метода лежит принцип использования импульсного электрического заряда, который проходит вдоль поверхности заготовки, размещенной в электролитной среде. За счет комбинированного воздействия зарядов электричества на поверхность металла и химической среды достигается и эффект полировки. При такой обработке целевая деталь может рассматриваться в качестве анода с подводкой положительного потенциала от электрического тока. В то же время объем катода должен составлять не меньше объема анода. Здесь надо отметить и некоторые характеристики, по которым ионное азотирование сталей сходится с электролитами. В частности, специалисты отмечают разнообразие режимов формирования электрических процессов с анодами, которые в том числе зависят от подключаемых смесей электролита. Это дает возможность более точной регуляции технико-эксплуатационных качеств металлических заготовок.


Католическое азотирование
Рабочее пространство в данном случае формируется диссоциированным аммиаком с поддержкой температурного режима порядка 200-400 °С. В зависимости от начальных качеств металлической заготовки подбирается оптимальный режим насыщения, достаточный для коррекции заготовки. Это касается также изменения парциального давления аммиака и водорода. Необходимый уровень диссоциации аммиака достигается за счет контроля давления и объемов газового снабжения. При этом, в отличие от классических методов газового насыщения, католическое азотирование стали предусматривает более щадящие режимы обработки. Обычно данная технология реализуется в условиях азотосодержащей воздушной среды с тлеющим электрическим зарядом. Функция анода выполняется стенками камеры нагрева, а катода – изделием.
Процесса деформации структуры


Практические все методы насыщения поверхностей металлических заготовок базируются на подключении температурного воздействия. Другое дело, что дополнительно могут задействоваться электрические и газовые методики коррекции характеристик, изменяющие не только наружную, но и внешнюю структуру материала. Главным образом технологи добиваются улучшения прочностных качеств целевого объекта и защиты от внешних воздействий. Например, стойкость к коррозии является одной из основных задач насыщения, в рамках которого выполняется азотирование стали. Структура металла после обработки электролитами и газовыми средами наделяется изоляцией, способной противостоять и механическим естественным разрушениям. Конкретные параметры изменения структуры определяются условиями будущего использования заготовки.
Азотирование на фоне альтернативных технологий
Наряду с методикой азотирования внешняя структура металлических заготовок может изменяться технологиями цианирования и цементации. Что касается первой технологии, то она в большей степени напоминает классическое легирование. Отличием этого процесса является добавление в активные смеси углерода. Имеет существенные особенности и цементация. Она также допускает применение углерода, но при повышенных температурах — порядка 950 °С. Главная цель такого насыщения – добиться высокой эксплуатационной твердости. При этом и цементация, и азотирование стали похожи тем, что внутренняя структура может сохранять определенную степень вязкости. На практике такая обработка применяется в отраслях, где заготовки должны противостоять повышенному трению, механической усталости, обладать износостойкостью и другими качествами, обеспечивающими долговечность материала.
Преимущества азотирования


К основным достоинствам технологии относится разнообразие режимов насыщения заготовок и универсальность применения. Поверхностная обработка с глубиной порядка 0,2-0,8 мм дает возможность также сохранять базовую структуру металлической детали. Впрочем, многое зависит от организации процесса, в рамках которого выполняется азотирование стали и других сплавов. Так, по сравнению с легированием, использование азотной обработки требует меньше затрат и допускается даже в домашних условиях.
Недостатки азотирования
Метод ориентирован на внешнюю доработку поверхностей металла, что обуславливает ограничение по защитным показателям. В отличие от углеродной обработки, к примеру, азотирование не способно корректировать внутреннюю структуру заготовки с целью снятия напряжения. Другим недостатком является риск негативного воздействия даже на внешние защитные свойства подобного изделия. С одной стороны, процесс азотирования стали может повышать коррозийную стойкость и влагозащищенность, но с другой – он же будет минимизировать плотность структуры и, соответственно, скажется на прочностных свойствах.
Заключение


Технологии обработки металлов предполагают широкий ассортимент способов механического и химического воздействия. Некоторые из них являются типовыми и рассчитываются на стандартизированное наделение заготовок конкретными технико-физическими способами. Другие же ориентируются на специализированную доработку. Ко второй группе можно отнести азотирование стали, которое допускает возможность практически точечной доработки внешней поверхности детали. Такой способ модификации позволяет одновременно формировать барьер от наружного негативного влияния, но при этом не изменять основу материала. На практике таким операциям подвергаются детали и конструкции, которые используются в строительстве, машино- и приборостроении. Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Сущность технологии и процесс азотирования стали
Азотирование стали – это применяемый в промышленности термо-химический процесс получения укрепленного поверхностного слоя деталей из металла путем насыщения их поверхности атомами азота при диффундировании этих атомов в кристаллическую решетку.


Азотирование стали является одним из многочисленных методов укрепления поверхности металлических изделий. Не следует путать азотирование с цементацией: первое проходит в более щадящих температурных режимах и никаким образом не влияет на линейные размеры заготовки, не допускает деформации поверхности после обработки. При азотировании слой насыщают только азотной составляющей, а структура кристаллической решетки основного металла остается неизменной. До азотации деталь из стали можно закалить, сделать отпуск, отшлифовать до нужных размеров. После азотирования достаточно провести полирование до финишного состояния изделия. Процесс азотирования не требует серьезных материально-технических затрат, поэтому широко используется в промышленных масштабах на различных производственных линиях.


Суть и назначение технологии
Азотирование металла по сути – это термическая обработка изделий в среде, которую постоянно насыщают аммиаком. Для этого предусмотрена специальная герметичная камера-печь. На поверхности стального изделия после проведения обработки наблюдаются такие изменения:
- показатель износостойкости увеличивается за счет повышения прочности верхнего слоя;
- металл становится менее подверженным усталости;
- возрастает устойчивость к деструктивным коррозионным воздействиям, что эффективно проявляется даже при соприкосновении с агрессивной коррозионной средой.
Самое ценное, что происходит при азотировании стали, – приобретенные качества твердости имеют высокие показатели стабильности. Так, можно сказать о сохранении поверхностной твердости изделием, которое после азотирования подвергли нагреву до 600 градусов по Цельсию. Такого результата невозможно достичь при обыкновенной цементации, где наблюдается постепенное снижение твердости при нагреве более 225 градусов по Цельсию.
Если взять начальные характеристики прочности, полученные путем цементации или закалки, и сравнить их с характеристиками прочности после азотации, то последний вариант будет превосходить их в 1.5–2 раза.
Виды азотирования
Сегодня известны такие виды процесса:
- газовая азотация;
- плазменное азотирование;
- азотирование в цианистых солях.
Газовая азотизация
Следует рассмотреть еще один способ азотации, который получил название газового каталитического азотирования. Суть его состоит в том, что внутри печи создается определенная атмосфера, где аммиак диссоциированный подвергают специальной обработке на элементе каталитическом.
Особенности этого метода:
- Процесс требует применения сложного оборудования по созданию особых химических условий.
- Благодаря получению большего количества радикалов ионизированных при подготовке аммиака доля диффузии твердорастворной увеличивается, доля процессов химических реакционных снижается – азот быстрее проникает внутрь структуры металла.
Такой способ азотирования стали более дорогостоящий, но позволяет добиться очень высоких показателей износостойкости у ответственных изделий.
Термохимический процесс
Этот бокс помещают в печь, где поддерживается определенная температура. Горячий воздух воздействует на аммиак таким образом, что он начинает распадаться на азот и другие элементы. Азот постепенно диффундирует внутрь стали: чем дольше процесс, тем глубже проникновение. Термохимический процесс позволяет получить укрепленный слой глубиной 0.6 миллиметров.
Как происходит процесс азотирования
Для того чтобы проводить процессы азотирования стали, необходима специальная муфельная печь с герметически закрывающейся дверцей и возможностью создавать внутри температуру 600–500 градусов по Цельсию. Когда поверхность помещенной в печь заготовки достигнет этой температуры, некоторое время ее поддерживают при таком нагреве.
Затем в камеру начинают подавать аммиак (2NH₃), закачивая его под давлением. При повышенной температуре происходит распад аммиака на такие компоненты, как 2N и 6H. Высвободившиеся атомы азота начинают диффундировать в сталь и образовывать в поверхностном слое так называемые нитриды. Именно эти вещества, обладая высокой степенью твердости, усиливают металл, покрывая последний слой азотом.
Слой нитридный (светлая полоса на рисунке), сформировавшийся на металлической поверхности, по толщине может быть в пределах 0.6–0.3 миллиметра. Такие характеристики являются нормой при азотировании и соответствуют всем необходимым прочностным показателям – дальнейшая обработка стали не требуется.

Типы сред при азотировании
- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
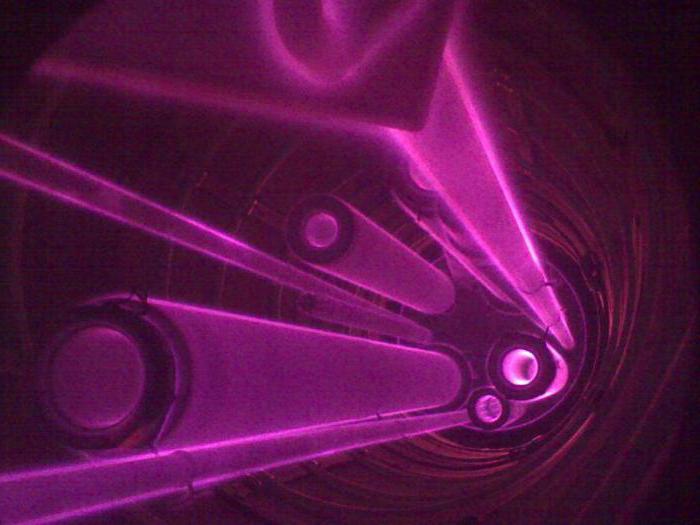
Тлеющий разряд
Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).
Такой метод имеет высокую эффективность, но гораздо реже применяется по причине опасности для здоровья и высоких материально-технических затрат.


Какие металлы подлежат азотированию
Рассматривая марки сталей, можно выделить такие из них:
- 38Х2МЮА – изделия из такой стали после обработки необычайно тверды и стойки к изнашиванию поверхности;
- 40ХФА, 40Х – стали легированного типа для изготовления станков после азотирования способны выдерживать большее количество циклических нагрузок и медленнее стареть;
- 38ХНМФА, 30Х3М, 38ХН3МА, 38ХГМ – специализированные стали для конструкций, которые выдерживают нагрузки на скручивание и изгиб, напитанные азотом, приобретают ярко выраженную упругость;
- 30Х3МФ1 – из этой марки металла изготавливают высокоточные по геометрическим размерам изделия.
Свойства и преимущества азотированных поверхностей
- сплавы легированные – твердость в районе 800–600 HV;
- стали углеродистые – твердость в районе 250–200 HV;
- содержащие хром, алюминий, иные металлы сплавы-нитраллои получают твердость в районе 1200 HV.
Кроме повышения твердости, любые марки сталей начинают более стабильно вести себя в коррозионной среде, не подвергаясь разрушению от окисления.
Самое важное, что при насыщении азотом в заданных температурах не происходит деформации и изменения линейных размеров изделий.
Уважаемые посетители сайта, металлурги, технологи и те, кто не понаслышке знает о методе азотирования стали! Поделитесь своими знаниями в комментариях, поддержите тему. Будем признательны за любую достоверную информацию!
Особенности азотирования стали
При производстве разных видов стали применяются дополнительные способы обработки, позволяющие улучшить характеристики материала. Одним из современных способов является азотирование стали. Он подразумевает насыщение материала частицами азота.


Суть технологии
Процесс азотирования часто сравнивают с цементированием металлов. Однако у первого вида обработки большее количество преимуществ. При воздействии азотосодержащими газами на различные марки стали их поверхность не подвергают термической обработке. При этом показатель твердости увеличивается.
Поскольку при обработке поверхностного слоя металла габариты детали не изменяются, насыщение азотом применяют к заготовкам, прошедшим шлифовку и отпуск. После улучшения характеристик изделие может подвергаться финишной обработке.
При насыщении азотом сталь нагревается в среде с повышенной концентрацией аммиака. При этом процессе поверхностные слои металла насыщаются частицами азота. Благодаря этому изменяются следующие характеристики:
- повышается показатель твердости;
- улучшается износоустойчивость;
- повышается антикоррозийная устойчивость.
Цементации считается менее надёжным способом улучшения качеств стали, чем азотирование.
Особенности технологии
Чтобы насытить стальную поверхность азотом, используется муфель, изготовленный из железа. В нём размещается заготовка. Печь, в которой расположен муфель, разогревается до 600 градусов. В процессе нагревания муфель заполняется аммиаком и другими газами. При попадании в камеру аммиак разлагается. При этом выделяется азот, который насыщает поверхностные слои материала.
Какие факторы влияют на азотирование
Характеристики изделия зависят от условий, в которых проводится процесс насыщения азотом стальных заготовок. На азотирование влияют некоторые факторы:
- температурный режим, поддерживаемый при проведении обработки;
- уровень давления, при котором муфель наполняется газом;
- длительность проведения процедуры.
Чтобы ускорить процесс насыщения стальной поверхности азотом, применяется двухэтапная технология. На первой этапе заготовка нагревается до 525 градусов. Во время второго этапа детали разогревается до 600 градусов.
Варианты сред для обработки
Чтобы провести азотирование, применяются разнообразные газовые среды. Самой популярной считается смесь из 50% пропана и 50% аммиака. Металлическая поверхность нагревается до 570 градусов. Длительность процесса — около 3-х часов.
Иногда азотирование проводится в жидких средах. Сплав из цианистых солей нагревается до 570 градусов. В него на 3 часа опускается заготовка.
Разновидности азотирования и используемое оборудование
Чтобы провести процедуру азотирования можно использовать несколько видов оборудования, выбор которого зависит от выбранной технологии процесса насыщения стали азотом.


Газовое
Насыщение стали азотом проводится при температурном диапазоне 400–1200 градусов Цельсия. При этом применяется диссоциированный аммиак. Характеристики можно изменять при помощи повышения или понижения температуры нагрева.
Чтобы выполнить обработку заготовки газовым методом, используются камерные и шахтные печи. Опытные металлурги рекомендуют использовать шахтные ретортные печи. Связано это с особенностями оборудования и возможностью равномерно распределять температуру по всей поверхности заготовки.
Каталитическое газовое
Этот способ обработки считается более модифицированным. Рабочим газовым составом является диссоциированный аммиак. Диапазон температур во время проведения азотирования выбирается в пределах 200–400 градусов Цельсия. Преимущество этого метода в том, что используются меньшие температурные режимы, чем при обычном газовом азотировании.
Оборудование для разогрева представляет собой комплекс элементов:
- панель управления и настройки печи;
- водное охлаждение;
- камера, в которой после включения образуется вакуум;
- механизмы, откачивающие воздух для создания вакуума;
- система, с помощью которой рабочая камера заполняется газом.
Чтобы изменить параметры слоев стали насыщенных азотом, применяется несколько способов. К ним относится насыщаемость азотом, добавка к рабочей среде метана, аргона, водорода.
Азотирование с применением растворов электролита
Анодный электролитный нагрев считается одним из скоростных способов обработки стальных поверхностей. Этот метод подразумевает под собой направление на заготовку импульсных зарядов электричества, которые проходят через всю деталь. При этом она должна находиться в ёмкости, заполненной электролитическим раствором.


Преимущества технологии
У технологии азотирования существует ряд преимуществ:
- Улучшенный слой стали сохраняет свои характеристики при температуре до 650 градусов.
- Этапы проведения процедуры не включают в себя предварительное разогревание заготовки.
- Повышенный показатель твердости и износоустойчивости и обработанной детали.
- Устойчивость к механическим нагрузкам и коррозии.
Дополнительно повышается показатель выносливости металла.
Как протекает процесс
Провести подобную процедуру обработки металла в домашних условиях практически невозможно. Для этого требуется использовать промышленное оборудование и рабочие смеси газов. Обработка проходит в несколько этапов:
- Процесс проведения азотирования начинается после шлифовки заготовки и доведения её до конечных габаритов.
- Далее места, которые не требуется насыщать азотом, защищаются от его воздействия. Защитный слой получается из жидкого стекла или олова, которое наносится на поверхность заготовки в процессе электролиза.
- Проводится азотирование металла.
Последним этапом является финишная обработка детали. Это может быть дополнительная шлифовка или полировка.
Азотирование стали: описание и особенности процедуры


- Принцип процесса
- Механизм азотной обработки стали
- Какие факторы влияют на азотирование
- Разновидности обрабатываемой стали
- Рекомендуемые марки
- Этапы процедуры
- Варианты сред для обработки
- Преимущества технологии
Принцип процесса
Если сравнивать азотирование с традиционной цементацией, то первый вариант предлагает множество весомых преимуществ, нехарактерных для других технологий. По этой причине его до сих пор считают самым лучшим и эффективным способом обработки стальных конструкций с целью получения максимальных показателей прочности без применения дополнительной термообработки. Плюсом методики принято считать сохранение прежних размеров заготовки, что позволяет применять её уже к готовым изделиям, прошедшим термическую закалку с высоким отпуском и шлифование до окончательной формы. Успешное завершение азотирования позволяет проводить конечную полировку и другую обработку.
Процесс выполняется под воздействием аммиака, который нагревается до определенных температур. В результате материал поддаётся насыщению азотом и обретает массу уникальных свойств, включая:
- улучшенную износостойкость металлических деталей, которая обеспечивается повышением индекса твердости их поверхностного слоя;
- более высокую выносливость или усталостную прочность заготовки;
- приобретение стойкой антикоррозийной защиты, которая остаётся прежней даже при воздействии с водой, воздухом и газовоздушной средой.
Прошедшие азотную обработку детали гораздо качественнее, чем аналогичные изделия, поддавшиеся цементации. Известно, что после второй процедуры слой сохраняет стабильную твердость лишь при условиях, что температурные показатели не превышают 225 градусов. В случае с азотом максимальный порог достигает 550−600 градусов. Это объясняется выработкой поверхностного слоя, который в несколько раз прочнее, чем традиционная закалка и цементация.
Механизм азотной обработки стали
В процессе выполнения действия в реторту из баллона подаётся аммиак, который характеризуется способностью диссоциации (разложения) под воздействием определенной температуры. Механизм азотирования можно описать следующей формулой: 2 NH3 → 6H +2N.
В результате на поверхности железных изделий образуется слой нитридов, для которых характерна особая твердость. Как только процедура завершается, печь охлаждают вместе с потоком аммиака. Подобными действиями удаётся закрепить эффект по твердости слоя и предотвратить окисление поверхности.
Толщина нитридного слоя достигает 0,3−0,6 миллиметров. В итоге необходимость в термической обработке для улучшения показателей прочности банально пропадает. Формирование азотного слоя выполняется по сложной схеме, однако, путём продолжительных исследований металлурги изучили её максимально подробно. В сплаве возникают следующие фазы:
- Твердый раствор Fe3N с долей азота 8,0−11,2%;
- Твердый раствор Fe4N с долей азота 5,7−6,1%;
- Раствор N в α-железе.
Если удаётся довести процесс до температуры 591 градусов Цельсия, это позволяет заметить ещё одну α-фазу. При достижении лимита насыщения возникает ещё одна фаза. Эвтектоидный распад производит 2,35% азота.
Какие факторы влияют на азотирование
Ключевое воздействие на процедуру оказывают следующие факторы:
- температурный режим;
- давление газа;
- пролонгированность азотирования.
Конечный результат может определяться и степенью разложения активного вещества, которая варьируется в пределах 15−45%. К тому же важно учитывать одну особенность: чем выше температурные показатели, тем хуже прочностные показатели азотного слоя, но выше скорость диффузии. Твёрдость обусловлена коагуляцией нитридов.

Следующий этап подразумевает применение более высокого температурного режима от 600 до 620 градусов Цельсия. В данном случае глубина полученного слоя доходит до заданных значений, а весь процесс ускоряется практически в два раза. Тем не менее показатели твёрдости остаются аналогичными, как и при одноступенчатой обработке.
Разновидности обрабатываемой стали
Современная металлургия использует технологию азотирования для обработки углеродистых и легированных сталей, где доля углерода составляет 0,3−0,5%. Высокую успешность процедуры можно заметить при выборе легирующих металлов, способных создавать нитриды с высокими показателями термостойкости и твёрдости. Для примера, особая результативность процесса характерна при использовании тех конструкций, в составе которых сосредоточен алюминий, молибден, хром и другое подобное сырье. Подобные стальные заготовки принято называть нитраллоями.
Молибден способен предупреждать отпускную хрупкость, которая вызывается медленным остыванием стали после успешного завершения обработки. В итоге материал обретает следующие характеристики:
- Твердость углеродистой стали — HV 200−250;
- Легированной — HV 600−800;
- Нитраллоев до HV 1200 и даже выше;
Рекомендуемые марки
Выбор конкретных марок стали определяется сферой эксплуатации элемента из металла. В основном металлурги выделяют следующие критерии:

- При станкостроении используются улучшаемые марки легированной стали 40Х, 40ХФА;
- Если речь идёт об изготовлении деталей с высоким риском циклических нагрузок на изгиб, используйте продукцию под марками 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Что касается топливных агрегатов, где требуется применение сложнейших металлических изделий с высокой точностью изготовления, то есть смысл остановить свой выбор на модели 30Х3МФ1;
Этапы процедуры
Подготовительный этап, обработку азотом и финишное завершение поверхностного слоя стали и сплавов выполняют с помощью нескольких ступеней:
- Подготовка метала путём термической обработки, в процессе которой выполняется закалка и высокий отпуск. Внутренность изделия обретает характерную вязкость и прочность. Закалку проводят под воздействием высоких температур, вплоть до 940 градусов. В дальнейшем материал поддают охлаждению в масле или воде. Отпуск выполняется при температурном режиме 600−700 градусов Цельсия, чего достаточно для обретения повышенной твёрдости;
- Что касается механической обработки заготовок, то её завершают методом окончательной шлифовки материала. В конечном результате деталь обретает нужные размеры;
- Важно обеспечить ряд предохранительных мер для тех элементов, которые должны насыщаться азотом. В процессе обработки применяют простые составы вроде жидкого стекла или олова, которые наносятся путём электролиза слоем не больше 0,015 миллиметров. Это позволяет сформировать тонкую пленку, непроницаемую для азота;
- Следующий этап подразумевает азотирование по упомянутой выше технологии;
- На финишном этапе детали доводят до ожидаемого состояния, а заготовки сложной формы с тонкими стенками упрочняют при температуре 520 градусов Цельсия.

Важно понимать, что современная технология обработки путём азотирования подразумевает использование печей шахтного типа. Максимальные температурные показатели достигают 700 градусов, поэтому циркуляция воздуха становится принудительной. Муфель бывает встроенным в печь или сменным.
При использовании дополнительного муфеля процесс обработки происходит гораздо быстрее. В итоге запасной муфель загружается сразу по готовности первого. Правда, такой способ не получил широкое распространение из-за высокой затратности.
Варианты сред для обработки
В настоящее время особо большим спросом пользуется азотная обработка стальных заготовок в аммиачно-пропановой среде. В таком случае у металлургов появляется возможность выдерживать сырье под воздействием 570 градусов на протяжении трёх часов. Образованный в таких условиях карбонитридный слой обладает минимальной толщиной, однако показатели прочности и износостойкости гораздо выше, нежели у тех вариантов, которые были изобретены по обычной методике. Твёрдость данного слоя находится в пределах 600−1100 HV.
Также не менее популярным решением является применение технологии тлеющего разряда, когда материал упрочняют в азотсодержащей разряженной среде, подключая металлические изделия к катоду. В результате заготовка обретает отрицательно заряженный электрод, а у муфеля — положительно заряженный.
Технология позволяет сократить продолжительность действия в несколько раз. Между плюсом и минусом появляется разряд, а ионы газа воздействуют на поверхность катода, нагревая его. Такое воздействие осуществляется несколькими этапами:
- изначально происходит катодное распыление;
- затем очистка поверхности;
- затем насыщение.
На первом этапе распыления выдерживают давление 0,2 миллиметра ртутного столба и напряжение 1400 вольт на протяжении 5−60 минут. В таком случае поверхность нагревается до 250 градусов Цельсия. Второй этап подразумевает использование давления 1−10 миллиметров ртутного столбика при напряжении 400−1100 В. Для процедуры требуется 1−24 часа.
Ещё одним очень эффективным методом обработки является тенифер-процесс, который подразумевает азотирование в жидкости на основе расплавленного цианиста под воздействием температуры 570 градусов Цельсия.
Преимущества технологии
Однако, кроме многочисленных плюсов, у технологии есть и минусы, которые заключаются в дороговизне и продолжительности процедуры. При температурном режиме 500 градусов Цельсия азот способен проникать на 0,01 миллиметров. В таком случае общая длительность процесса достигает одного часа.
Азотирование стали в домашних условиях
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Нагрев осуществляют в среде, легко отдающей углерод.
Цементация в твердой среде
Наиболее старым способом является цементация в твердой среде. Детали укладываются в стальной ящик, должны быть полностью покрыты карбюризатором(уголь) и не касаться друг друга и стенок ящика. Ящик герметично закрывается и загружается в печь. При нагреве образуется окись углерода (CO), которая в свою очередь разлагается на углекислый газ (СО2) и атомарный углерод. Так как детали нагреты до температуры выше критической точки Ас3, атомарный углерод проникает вовнутрь мягкого железа.
Режимы обработки: 900-950 градусов, 1 час выдержки на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
В последнее время нашла широкое применение цементация газами. Детали загружают в печи в которые вводят цементующие газы (окись углерода и метан). При нагреве газ разлагается, образуя атомарный углерод. Продолжительность процесса газовой цементации меньше, чем цементации твердым карбюризатором, так как нагрев и охлаждение производятся с большими скоростями, чем это можно осуществить в цементационных ящиках. Кроме этого, газовая цементация имеет ряд других преимуществ: возможность точного регулирования процесса цементации путем изменения состава цементующего газа, отсутствие громоздкого оборудования и угольной пыли и возможность производить закалку непосредственно из печи. Процесс газовой цементации более экономичен

Какие материалы подвергаются цементации?
Цементации подвергают стали с низким содержанием углерода (до 0,25 %) или легированные низкоуглеродистые стали марок: 20Г, 20Х, 20ХФ, 12ХНЗА, 20Х2Н4А, 18ХГТ, 18Х2Н4ВА, 20ХГНР и др. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину, такие как: зубчатые колеса, коленчатые валы, кулачки, червяки, поршневых пальцев, отвалов плугов и др.
Свойства металла после обработки.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким. После закалки цементованное изделие приобретает высокую твердость (50..58HRC) и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.

Азотирование — процесс насыщения поверхностного слоя детали азотом, с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости.
Азотирование проводится при 500—600 °С в герметично закрытом контейнере из железа, который внедряется в печь. Его разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В контейнер закладывают детали, которые будут подвержены азотированию.
Туда же под определенным давлением запускается аммиак, который под действием высоких температур диссоциирует на водород и атомарный азот, который в свою очередь проникает в поверхностный слой мягкого металла, образуя нитриды с элементами, входящими в состав стали, алюминием, хромом, молибденом. Они имеют высокую твердость. По окончании процедуры печь плавно охлаждается вместе с потоком аммиака.
Толщина нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Нитриды железа обладают сравнительно невысокой твердостью и незначительно повышают ее в стали. Следовательно, для азотирования применяют легированные стали, содержащие алюминий, хром и молибден, такие как 38ХМЮА, 18Х2Н4ВА и др.
Азотированию подвергают также детали из коррозионностойких, жаростойких и жаропрочных сталей, работающих на трение в агрессивных средах и при высоких температурах; матрицы и пуансоны для горячей штамповки, пресс-формы из инструментальных сталей для литья под давлением (Х12Ф1, ЗХ2В8Ф и др.); пружины из сталей 50ХФА, 60С2. Для азотирования целесообразно применять стали, содержащие титан.
Если азотирование проводится с целью повышения коррозионностойкости, то этому процессу подвергаются также и углеродистые стали.
Методика, преимущества и этапы процесса азотирования стали


Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования

В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование


Для того чтобы использовать механизм по максимуму и ускорить его, прибегают к двухэтапному режиму. Начальная стадия обогащения азотом проходит при температурах до 525 °С, что обеспечивает верхним слоям стали высокую твердость. Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза. Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Какие стали азотируются
Для азотирования применяются как углеродистые стали, так и легированные, в которых доля углерода 0,3-0,5%. Наилучший результат можно получить при использовании стали с легирующими металлами, которые образуют наиболее термостойкие и твердые нитриды. Так, наиболее результативен процесс азотирования для легированных сталей, которые имеют в своем составе алюминий, молибден, хром и подобные металлы. Стали с таким составом называют нитраллоями. Молибден, в частности, предупреждает отпускную хрупкость, вызванную медленным остыванием стали после процесса насыщения азотом. Характеристики стали после азотирования:
- Твердость углеродистой стали — HV 200-250 ;
- Легированной — HV 600-800;
- Нитраллоев до HV 1200 и даже выше.
Одновременно с тем, как твердость посредством легирующих составных становится выше, толщина азотированного слоя – ниже. Наиболее тонкий слой образуют стали с элементами хрома, вольфрама, никеля, молибдена.
Рекомендованные марки стали
Применение той или иной марки стали зависит от последующей эксплуатации металлического элемента. Рекомендованные марки для азотирования в зависимости от назначения изделий:

- Для станкостроения применяют улучшаемые легированный стали марки 40Х, 40ХФА ;
- Для деталей, подвергающихся циклическим нагрузками на изгиб – марка стали 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Для топливных агрегатов, детали которых должны быть изготовлены с высокой точностью – марка стали 30Х3МФ1 . Для получения более высокой твердости азотонасыщенного слоя, эту марку стали легируют кремнием.

Технология процесса
Подготовка, насыщение азотом и финишная обработка верхнего слоя стали и сплавов подразумевает несколько ступеней:
- Подготовительная термообработка металла, которая состоит из закалки и высокого отпуска. Внутренность изделия при этом становиться более вязкая и прочная. Закалка проходит при очень высокой температуре около 940 °С и заканчивается охлаждением в жидкости – масле или воде. Температурные условия отпуска составляют 600-700 °С , что наделяет металл твердостью годной для резки;
- Механическая обработка заготовок, которая заканчивается шлифовкой. После этой процедуры деталь достигает нужных размеров;
- Предохранительные меры для тех частей изделий, которые должны попасть под действие насыщения азотом. Для этого применяют простые составы вроде олова или жидкого стекла, наносимые слоем не более 0,015 мм путем электролиза. Происходит образованием тонкой пленки, непроницаемой для азота;
- Азотирование стали по вышеописанной технологии;
- Финишное доведение деталей до требуемого состояния.
При этом сложноформенные заготовки с тонкими стенками упрочняют при 520 °С.
По поводу изменения геометрических параметров изделий после процесса азотирования отмечено, что она зависит от толщины полученного азотонасыщенного слоя и примененных температур. Однако, данное изменение в любом случае незначительно.
Нужно отметить, что современные методы обработки металла способом азотирования проводят в печах шахтного строения. Максимальная температура которых может достигать 700 его проведения ˚С, циркуляция аммиака в таких печах принудительная. Муфель может быть встроенным в печь либо сменным.
Процесс будет проходить намного быстрее, если внедрить дополнительный муфель. Тогда запасной муфель с деталями загружается сразу же по готовности первого с обработанными заготовками. Однако, применение такого способа не всегда экономически оправдано, особенно при насыщении азотом крупных изделий.
Варианты сред для механизма азотирования
Аммиачно – пропановая среда

Тлеющий разряд
Также используется технология упрочнения в азотсодержащей разряженной среде. При этом применяют метод тлеющего разряда, подключая металлические детали к катоду. Заготовка в этом случае являет собой отрицательно заряженный электрод, а муфель – положительно заряженный.
Такая технология позволяет сократить длительность процесса в несколько раз. Между плюсом и минусом возбуждается разряд, ионы газа (N2 или NH3) вовлекаются на поверхность катода, нагревая его до необходимой температуры. Это происходит поэтапно: вначале катодное распыление, поверхность очищается, а затем насыщают.
Первый этап распыления должен проходить при давлении 0,2 мм ртутного столба и напряжении 1400 В в течение 5-60 минут. При этом поверхность греется до 250 ˚С. Второй этап проводится в условиях давления 1-10 мм ртутного столбика и напряжении 400-1100 В, что занимает время 1-24 часа.
Жидкая среда
Весьма эффективным является тенифер-процесс – азотирование в жидкости, который проходит в расплавленном цианистом слое при 570 ˚С в течение 30-180 минут.
Азотирование — выводы

У азотирования существуют и свои недостатки, состоящие в дороговизне и длительности его проведения. Так, при температурах в 500°С азот проникает на 0,01 мм (или менее) за каждый час. Исходя из этого факта, общее время всего процесса порой доходит до 60 часов.