Доработка сварочного инвертора своими руками
ДОРАБОТКА СВАРОЧНОГО АППАРАТА
Выбор бытовых сварочных аппаратов на современном рынке огромен — от трансформаторных и инверторных до аппаратов плазменной резки. Основная область использования данной электроаппаратуры в бытовых целях — ремонт авто — мототехники, сварочные работы на малых строительных площадках (дачное строительство). В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.


Рассмотрим принципиальную схему аппарата — как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
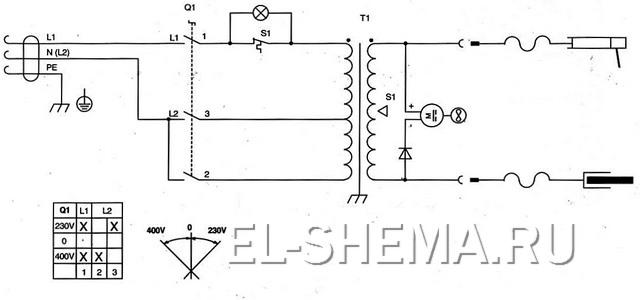

Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром. Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата — в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания). Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) — в общем основным назначением аппарата было»спаять» между собой две железных болванки. Помимо всего прочего, »зажечь» дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания — про пониженное напряжение вообще говорить не приходится. В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова — принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
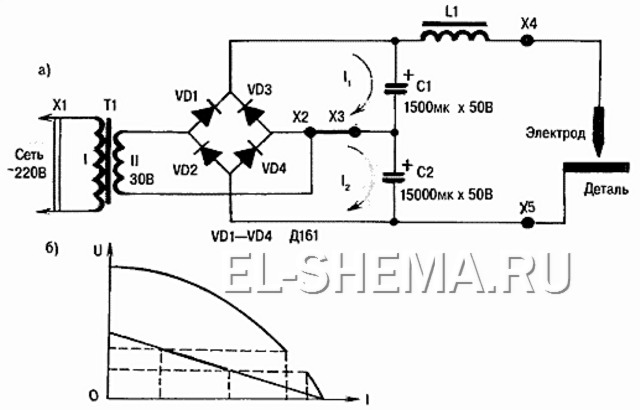

Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки). Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке. Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют. Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости — 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.


В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.


Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным — диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).


Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.


Мотаем до полного заполнения окна. При сборке, между половинами сердечника трансформатора закладываем пластины из текстолита толщиной 0,5мм. Так как планировалось применение аппарата для сварки тонкостенных профильных труб, отрицательный вывод выпрямителя был подведен к электрододержателю, а положительный к »крокодилу» массы. Проведенные испытания показали следующие результаты: стабильный розжиг дуги; уверенное поддержание горения дуги; отличный тепловой режим при долговременной работе (10 электродов к ряду); хорошее качество сварных швов (по сравнению с использованием аппарата без выпрямителя). Вывод — модернизация сварочного аппарата с использованием выпрямителя Трифонова заметно улучшают его показатели по всем параметрам. Автор: Элетродыч.
Originally posted 2019-03-26 10:09:35. Republished by Blog Post Promoter
Модернизация сварочных инверторов улучшение
Есть несколько вопросов по поводу улучшения рабочих показателей при продолжительной работе. Так как в большей степени силовые транзисторы и остальные силовые элементы находящиеся в самом аппарате не предназначены для продолжительной работы что в крайне мере снижает полезную производительность.
Замечено что в большей степени силовые элементы в основном стоят FGH40N60SFDTU
где с такими же параметрами но характеристики др, хмм, смутные сомнения получаются не китайцы нас дурят
FGH40N60SFD ( G40N60 SFD ) Основные параметры: 40A, 600V, 116W (100 °C ), Uкэ нас.=2.3V
По поводу альтернативы, обнаружено что имеются как бы с высоким номиналом на 160Ампер такие вот силовые элементы как SGL160N60UFD ( G160N60 UFD ) где ток у них на 160А
Какие будут соображения.
rationnel , Пути: — выбор транзисторов типа IRGP4063D, параллельная установка 2-х вместо 1-го того-же типа;
- улучшение охлаждения путем изолирования радиаторов от корпуса, а не транзисторов от радиатора;
- увеличение сечения проводов;
- оптимизация рабочей частоты.
Это самые простые способы увеличения ПВ, эсть еще много они зависят от конкретного аппарата, возможностеи и способностей переделывателя.
Уверен многие ремонтники поделятся своими наработками в этой области. Самое главное правильно пользоваться мозгом .
В ветке по ремонту хороший лекбез по даташитам, рекомендую изучить.
А зачем в первичку транзисторы на 160А ставить да ещё и в пару, Пара на 40А (например FGH40N60SMD)это уже 80А , с учётом Ктр=3 это на выходе уже 240 — запас на лицо, а если учесть что К.зап.имп. у инвертора 30-40%, то ещё плюс к запасу, Другое дело трансформатор и вых диоды, вот тут то как правило запаса не наблюдается.
А вот транзисторы SGL160N60UFD что вы указали в таких корпусах не выдержат 160А, ножки у них на таком токе 160А будут как предохранители пыхать, у каждого корпуса есть свои тепловые ограничения
Все это конечно хорошо но SGL160N60UFD будут помедленнее FGH40N60SFDTU почти в 2 раза, Да и ёмкость затвора больше. И потянут ли драйвера сварочника, довольно таки тяжелые SGL160N60UFD? Как по мне, если техника работает в паспортных режимах, то вмешиваться не стоит. Из доработок можно попробовать поставить дополнительный куллер, или заменить штатный на более мощный, но тут опять вопрос в том что если штатный куллер запитан от источника дежурного питания то очень важно его не перегрузить. Также можно поставить дополнительный термодатчик ближе к тем элементам которые сильнее греются (выходные диоды, транзисторы, выходной трансформатор) дополнительный термодатчик ПВ конечно не добавит но может уберечь от перегрева и выхода из строя.
Надо же как форум корёжит — сообщения которым месяцы и годы вдруг становятся практически свежими и люди на них начинают отвечать
joha , актуальны потому, что за годы ничего не меняется. Люди пытаются сделать из говна конфетку. Иногда даже получается, но душок от говна все равно остается 
Просто_Я , Да я не про актуальность, то что тема актуальна это понятно, сам такой самоделкин-переделкин, я про то что из-за глюков на форуме сообщения многомесячной давности вдруг становятся свежими
Просто_Я , Хорошо сказано 
Просто_Я написал:
Иногда даже получается, но душок от говна все равно остается
Был анекдот такой — «Можно ли из говна сделать масло? Ответ- Можно. Мазать можно, но есть нельзя.»
Пофигу, что сообщения старые. Зато тема — животрепещущая. Особенно, в плане последних тенденций из любого говна делать конфеты.
Просто_Я написал:
joha , актуальны потому, что за годы ничего не меняется. Люди пытаются сделать из говна конфетку. Иногда даже получается, но душок от говна все равно остается

Просто_Я , ну почему же, иногда очень удачно все заканчивается. Вот пример, как путем переделки инвертора Сварог TIG 200P AC/DC можно получить ток больше 90 А из одной деревенской фазы, хотя ранее 40. 90 А было пределом мечтаний 
Сварщик Джо написал:
можно получить ток больше 90 А из одной деревенской фазы,
Как? Если по ссылке, то там три фазы.
из говна конфетку не сделать! Но все условно и относительно. Надежность работы, стабильность, рабочий ток Ресанты и др. подобных можно улучшить питая от 3-х фаз. Сам пользуюсь давно.
Может мне тут быстрее подскажут?
Имеется аппарат SSVA-180-P-TIG.
И у него на фоне огромной кучи достоинств есть малюсенький прогррамный недостаток, который я хотел бы исправить. Суть его вот тут указал [URL=»//www.mastergrad.com/forums/t102310-invertory-ssva/?p=6048428#post6048428″]Инверторы SSVA[/URL]
Мне уже подсказали, что можно как-то инвертировать режим кнопки не на программном уровне, а с помощью реле, запитав его от платы инвертора и подключив кнопку через него. Но вот какое реле взять и как его запитать и подключить?
Сытый конному не пеший!
Tomkol с такими познаниями в электронике обратись к производителю:
Душман83 написал:
Tomkol с такими познаниями в электронике обратись к производителю:
Душман83 , благодарю за совет, но это как раз первое, что я и сделал, ибо не ищу трудных путей ))) Однако производитель не может помочь, ибо программист загружен сильно другой работой.
Сытый конному не пеший!
Глубокие модернизации — дело непростое и требующее наличия серьезной теоретической и практической подготовки. Даже если удастся увеличить на 20-40А выходной ток, то блок управления все равно не даст его выставить — в результате еще одна модернизация, а в случае цифрового программного управления и непростая. А так просто силовые транзюки поменять на «старшего брата» для большей надежности, то почему бы и не поменять, хотя гораздо актуальнее будет поменять высоковольтные электролиты, если на них «срок наработки 1000 ч.» написано, то ноукомментс.
» хотя гораздо актуальнее будет поменять высоковольтные электролиты, если на них «срок наработки 1000 ч.» написано, то ноукомментс.».Очень согласен,был случай полежали новые электролиты в коробочке полгода,достаю и своим глазам не верю.Вспушли на торце с насечкой,как будто не в коробочке лежали,а пахали на частоте в десятки кГц все полгода.До сих пор не понимаю,чё купил.
Недавно столкнулся с конденсаторами таким же эффектом, Купил год назад в запас электролиты джамикон зелёненькие для компового БП, 2200мкф 16в, Недавно проводил ревизию БП и потребовалось заменить, Достаю пакетик, а они все что были вздутые, как будто по нагрузкой работали, И ёмкость непонятную показывают, Тоже очень сильно удивился, Выпаял из старого проверенные и поставил

Добрый вечер, а вот про сварочник. Он изначально был так урезан, что не варил.
Добавил наружный дроссель.
добавил одну банку конденсатора(сейчас собираюсь третью поставить).
расчистил радиаторы транзисторов от датчика температуры(который не срабатывал) и диодного моста. На освободившееся место приделал игольчатые радиаторы, сколько позволяло пространство.
Диодных мостов поставил два на отдельный радиатор. На место не поставленного дросселя.
Диоды силы стояли 2шт. 70А 200В, с ножками на всю длину, ну какой ток сварки можно пропустить по двум ножкам, там сечение по 1 квадрату, поставил 150ЕБУ 400В, одной стороной впаял в плату, с другой, кроме прижима к радиатору еще по торцу диодной пластины припаял к токоведущей шине( 8 проводов по 4 квадрата).
И к радиатору еще добавил чуток. Притирал оба на наждачке и через пасту.
В итоге, ток 100А держит в длительном режиме, на реостате. Температура радиаторов транзисторов не поднялась выше 80 град. около часа погонял, но на улице было +17. Но и то хорошо.
Сварочные провода взял от погибшего Гисми. Медные. А родные поплавились от моих экспериментов, заплавило алюминием одну розетку, да так ровно и хорошо заплавило, пришлось другую ставить.
Сегодня подключил к нему увеличитель U хх. Но не получил хорошего результата.
Из говна конфетку не сделать, но тюнинг под себя вполне. И пословицу эту, мне кажется, употребляют кто начальником всегда работал и ему готовое приносили. А нам самим в советское время приходилось, я вот не наигрался, таких деталей не было.
Модернизация инвертора. Есть ли способ повысить мощность?
- Авторизуйтесь для ответа в теме
#1 Чумной
- Наверх
- Вставить ник
#2 ARGONIUS


- Город: Н.Новгород
- Наверх
- Вставить ник
#3 Чумной
- Наверх
- Вставить ник
#4 ARGONIUS
- Город: Н.Новгород
- Наверх
- Вставить ник
#5 tig
- Наверх
- Вставить ник
#6 abyss
- Наверх
- Вставить ник
#7 Рабиндранат Кагор
Итак: Есть сварочный инвертор «Темп», паспортная мощность 180 ампер. На деле едва дотягивает до сотни. Электрод тройка еще проходит, даже можно подрезать или сдуть металл.
- Наверх
- Вставить ник
#8 svarnjuk
Не ошибается тот, кто ничего не делает

- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#9 Чумной
Случайно не через длинную переноску малого сечения аппарат подключаешь? У неё получается заметное индуктивное сопротивление при зарядке емкостей и они просто не поспевают заражаться.
- Наверх
- Вставить ник
#10 svarnjuk
Не ошибается тот, кто ничего не делает
- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#11 hau
Да я тоже грешил на это. Специально собрал удлинитель с силовыми розеткой и вилкой, кабель с сечением жилы около 0.5 мм.
- Наверх
- Вставить ник
#12 Чумной
- Наверх
- Вставить ник
#13 svarnjuk
Не ошибается тот, кто ничего не делает
- Город: п.Орловский, Ростовская область
Опыт всегда приходит сразу после того, как он был нужен.
- Наверх
- Вставить ник
#14 LamoBOT
- Наверх
- Вставить ник
#15 Чумной
- Наверх
- Вставить ник
#16 Рабиндранат Кагор
Trag090, не будет там большого индуктивного сопротивления — индуктивности вычитаются
- Наверх
- Вставить ник
#17 LamoBOT
- Наверх
- Вставить ник
#18 Рабиндранат Кагор
что делать с модельками — я просто не в курсе, не обучен, к сожалению . можно в двух словах о нюансиках?
- Наверх
- Вставить ник
#19 Леха Сварщик
А можно поподробнее? желательно схемку бы как переделать чего перепаять.
- Наверх
- Вставить ник
#20 SergDemin
А можно поподробнее? желательно схемку бы как переделать чего перепаять.
Не советую Вам заморачиваться с доработкой инвертора. Аппарат дешёвый, производитель сэкономил на всём, начиная от ёмкости конденсаторов на входе и заканчивая трансформатором на выходе. Существенно улучшить параметры не получится. Можно попытаться увеличить ёмкость конденсатора на входе, как советовал tig , но существенно это ситуацию не изменит. Лучше подберите себе нормальный инвертор. Мне лично Сварог Z203 от Jasik нравится. http://websvarka.ru/. ic=1448&page=10 Сейчас 3 человека на форуме тестируют аппараты Аврора от Riland. Читайте, выбирайте.
Сообщение отредактировал SergDemin: 18 Апрель 2014 17:46
Сообщества › Самоделки (гаражный автопром) › Блог › Обзор сварочного полуавтомата Своими руками. Финал.



Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
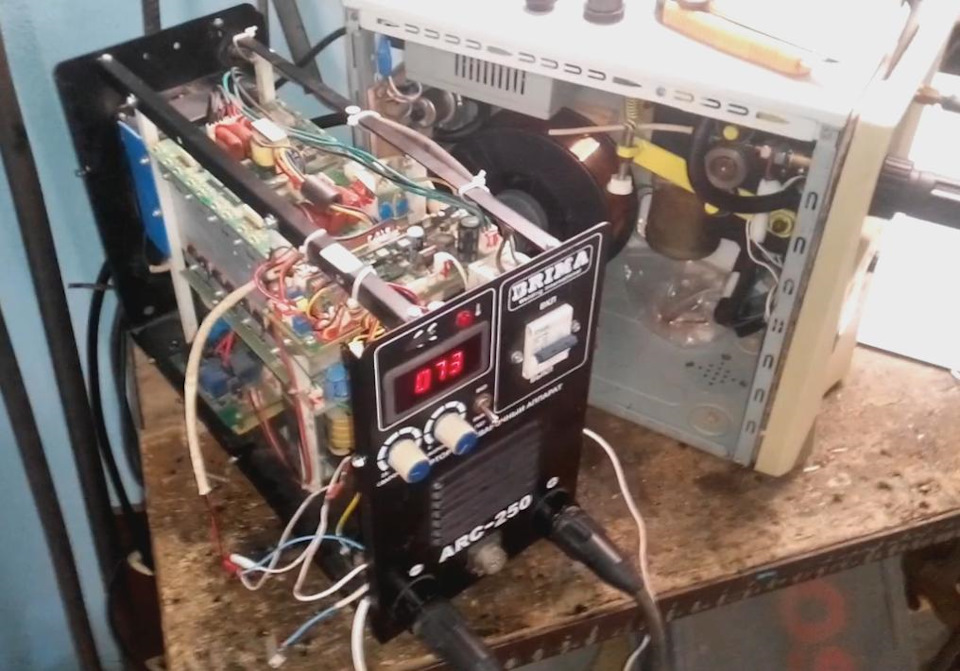
В нашем случае хороший сварочный инвертор BRIMA ARC-250


Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.


2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.

после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.


3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.





получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
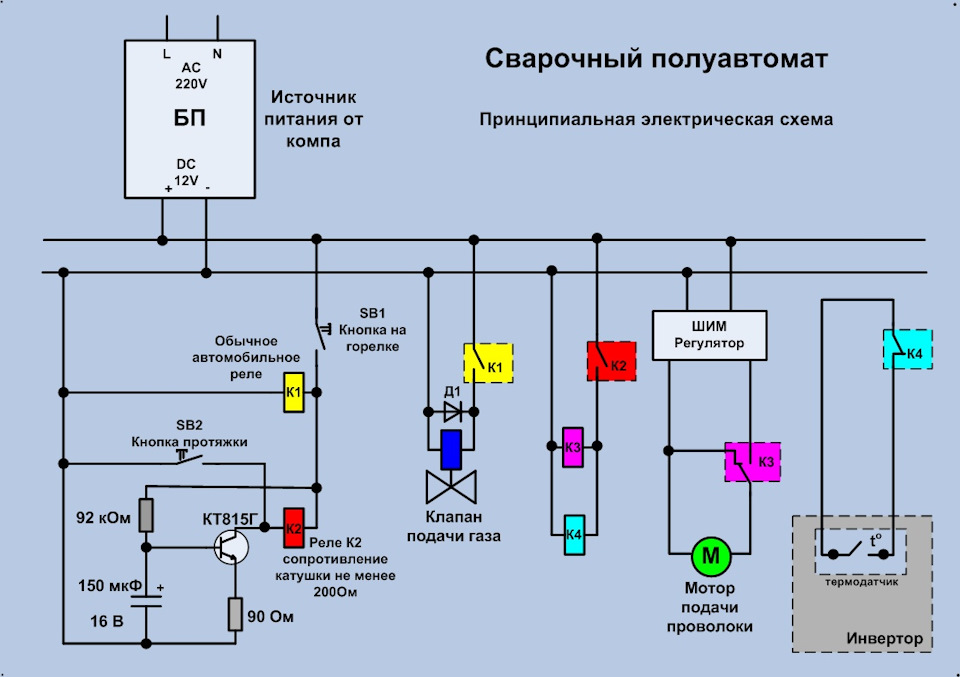
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…

теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:






Поскольку я сварщик «дипломированный» короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.


Также все можно глянуть на видео:

Ремонт и доработки сварочных инверторов своими руками
Настройка напряжения сварочного полуавтомата
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже. 
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.


Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.


Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
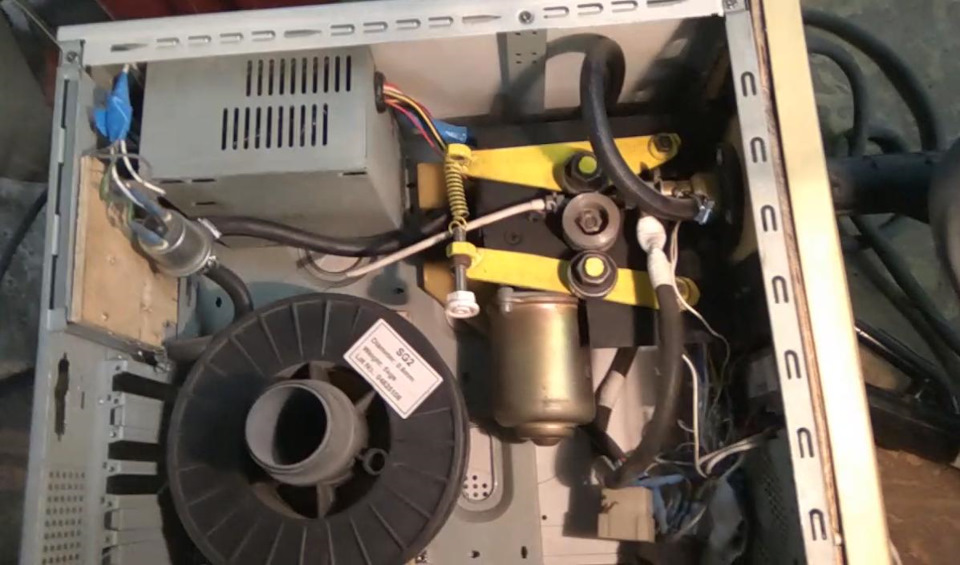
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).


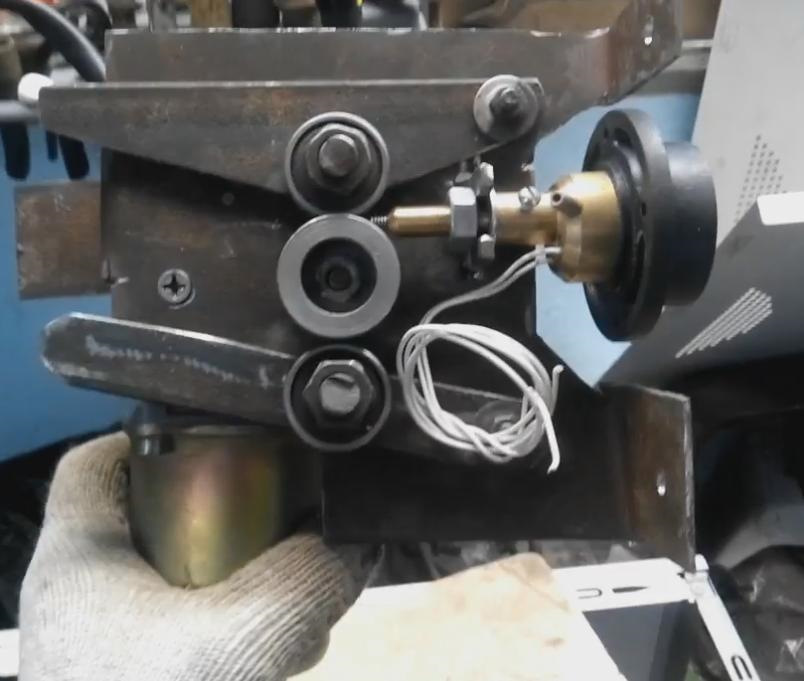
Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.


Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.


Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.


В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.


В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).


Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.




Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.


Далее, все компоненты нужно аккуратно разместить в корпусе.


Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.


Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.


Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.




Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.




Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;


- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;


- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.


Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.


В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
