Дорновый трубогиб своими руками
Дорновый трубогиб: виды трубогибов с дорном и их преимущества
Среди всех типов оборудования для гибки труб дорновый трубогиб отличается специфичной конструкцией, которая и определяет его функциональные возможности. Оборудование данного типа, позволяющее получать ровные и точные сгибы, пользуется большой популярностью в различных отраслях промышленности. О том, по какому принципу работают дорновые трубогибы и можно ли изготовить их своими руками, мы и поговорим в этой статье.

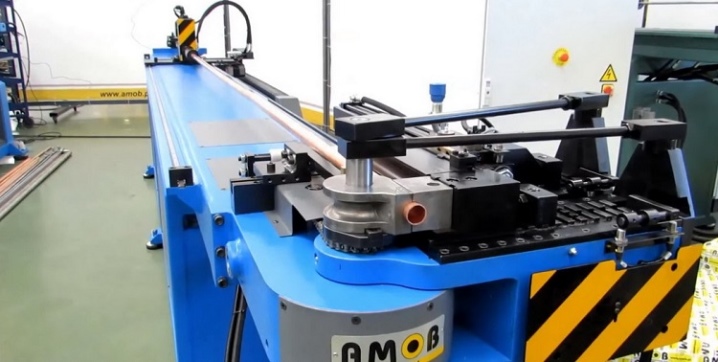
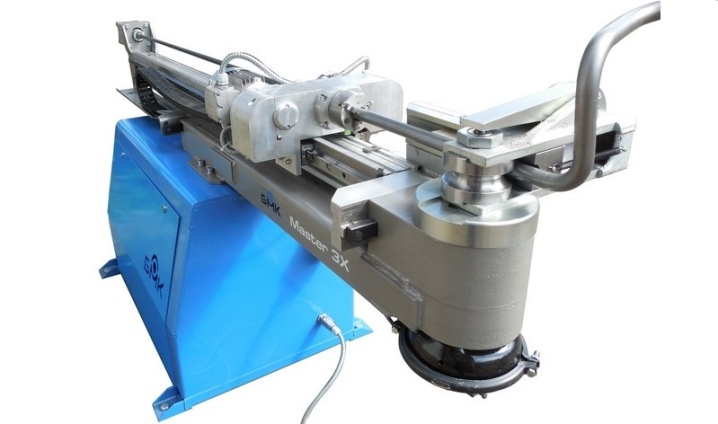
Промышленный полуавтоматический трубогиб CE-51 Master для высокоточной гибки труб
Какие бывают трубогибы
Значение труб в жизни современного человека очень сложно переоценить, они используются практически повсеместно. Это не только незаменимые элементы для транспортировки жидких и газообразных сред, но и металлоизделия, из которых создаются конструкции различного назначения. Однако для того чтобы использовать трубу в качестве элемента трубопровода или металлической конструкции, ей необходимо придать требуемую геометрическую форму, для чего и применяются трубогибы.
При помощи трубогибов трубам можно придавать практически любой угол загиба (главное, чтобы радиус изгиба был не меньше двух радиусов самой трубы). Если не использовать трубогибы, а формировать требуемую геометрию трубной конструкции при помощи фитингов, это значительно снизит надежность изделия.


Гибка спирали на дорновом трубогибочном автомате
Сегодня используют несколько типов трубогибов:
- арбалетной конструкции;
- с гидравлическим приводом;
- электрические;
- ручного типа;
- изготовленные своими руками.
По сути, все подобные приспособления работают по одному принципу: заготовка надежно фиксируется, а затем под давлением ее участку придают требуемый изгиб.
В трубогибах различных видов используются разные схемы воздействия. Так, в приспособлениях гидравлического и арбалетного типа на участок изделия, который необходимо согнуть, оказывается точечное воздействие. Другая схема предполагает использование специальных роликов, на которые труба как бы наматывается, изгибаясь на требуемый угол. По второй схеме работает и дорновый трубогиб, который, в отличие от приспособлений другого типа, имеет в своей конструкции специальный элемент – дорн.
Преимущества использования трубогибов с дорном
Чтобы понять, зачем потребовалось изобретать трубогиб с дорном, следует разобраться в том, как протекает процесс изгибания трубы и чем он для нее чреват.
Как уже говорилось выше, трубы изгибают, воздействуя на них давлением, создаваемым при помощи гидравлического, электрического или ручного привода. В стенках изгибаемого участка действуют силы, которые имеют противоположное направление. Так, стенка, расположенная на внутреннем радиусе загиба, начинает деформироваться на сжатие, в результате чего на ее поверхности образуется волнистость – гофра. Стенка изделия на внешнем радиусе загиба, наоборот, растягивается и истончается. Это, естественно, приводит к ее ослаблению, которое в отдельных случаях (при гибке на большие радиусы) может доходить до 50%.


Слева – труба, согнутая в дорновом трубогибе, справа – испорченная в простом приспособлении заготовка
В результате описанных процессов изгибаемая труба деформируется и теряет свою начальную прочность. Особенно сильно деформируются при гибке тонкостенные изделия, изготовленные из мягких металлов.
Деформационные процессы можно минимизировать, если помещать во внутреннюю часть трубы специальный стабилизатор, в качестве которого и выступает дорн. При наличии последнего процесс гибки протекает более плавно, а стенки изделия деформируются значительно меньше.
Если толстостенные стальные изделия еще можно гнуть на бездорновых приспособлениях, получая приемлемое качество сгиба, то трубогиб для тонкостенных труб, изготовленных из мягких металлов, обязательно должен быть дорнового типа. Если вы попытаетесь согнуть такое изделие без использования внутреннего стабилизатора, то гарантированно получите сильно деформированную конструкцию.
В качестве дорна, который перед началом гибки трубы вставляется в ее внутреннюю часть, используют обычно длинную металлическую пружину. Поверхность такой пружины для обеспечения лучшей стабилизации может быть покрыта слоем полиуретана.


Пружины для заполнения внутреннего пространства трубы
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.


Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.


Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.


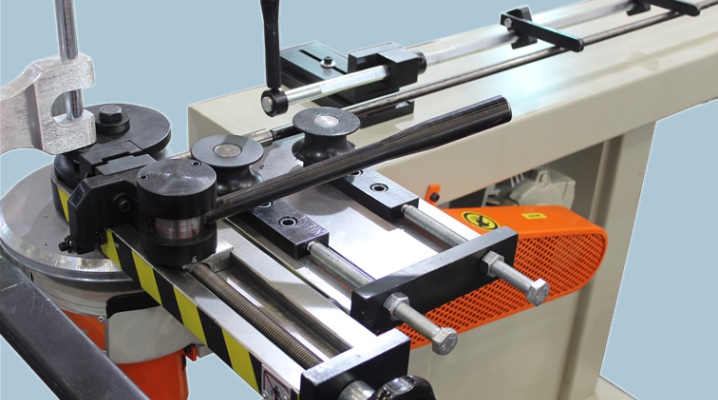
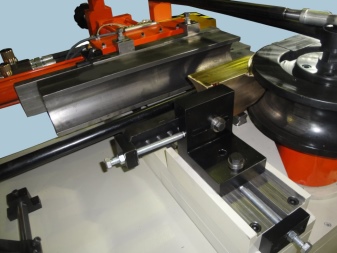
Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.

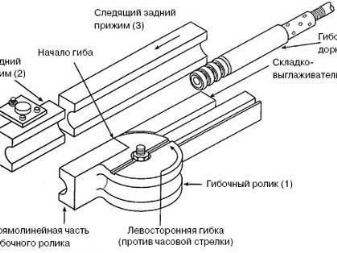
Принцип работы дорнового трубогиба
Изготовление трубогиба дорнового типа своими руками
Учитывая тот факт, что стоимость серийного дорнового трубогиба достаточно высока, многие домашние мастера задумываются над тем, чтобы изготовить такое приспособление своими руками. При желании и наличии навыков работы со сложными техническими устройствами сделать это возможно. Следует, однако, учитывать, что это будет простейший ручной трубогиб, который тем не менее даст вам возможность выполнять качественную гибку тонкостенных изделий из мягких металлов.


Самодельный трубогиб дорнового типа
Самое сложное при решении данной задачи – это изготовить своими руками массивную раму дорнового трубогиба, на которой будут фиксироваться все его конструктивные элементы. На раме такого ручного трубогиба крепятся многоручьевые гибочные ролики, придающие трубе требуемый радиус загиба, зажимные колодки и эксцентрик, обеспечивающий фиксацию трубы в нужном положении.
Элементом, который будет оказывать давление, является упорное приспособление, состоящее из упора, прижимных колодок, скобы и клина. Управляется данный узел дорнового трубогиба при помощи винта, на конце которого фиксируется штурвал.


Хорошим основанием для самодельного трубогиба будет толстая стальная плита
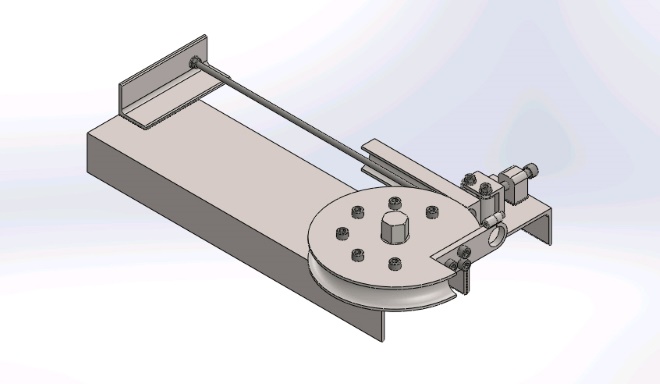

Модель механизма подачи дорна
Натяжной кронштейн, на который устанавливаются тяги и дорновые оправки, также крепится на раме трубогиба. В качестве привода самодельного трубогиба можно использовать лебедку, которую соединяют с гибочным сектором при помощи блоков и стальных канатов. За счет тяги, создаваемой лебедкой, будет обеспечиваться как рабочий ход гибочного ролика, так и его возврат в исходное состояние.
Если же вам приходится выполнять гибку тонкостенных труб различного диаметра не от случая к случаю, а довольно часто, лучше приобрести универсальное серийное оборудование, потому что самостоятельное изготовление дорнового трубогиба – задача не из легких.
Дорновый трубогиб — гнем трубы без сплющивания
Дорновый трубогиб выглядит весьма специфически, но пользуется огромной популярностью во многих отраслях, начиная от производства мебели и заканчивая автомобилестроением. Такие станки имеют ряд достоинств. Рассмотрим конструкцию, особенности эксплуатации и, самое главное, остановимся на том, можно ли собрать подобный инструмент своими руками?
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.


Если пытаться сделать такую операцию вручную, через колено, например, то вы увидите сплющенное сечение, что сводит на нет дальнейшую возможность эксплуатации трубы.
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием «дорн». Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.

Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.

2 Технические характеристики и принцип работы
На производстве большим спросом пользуются машины с ЧПУ. К их преимуществам относится возможность получения загибов высокой точности. На механическом приборе добиться такого результата очень сложно. Автоматизированное оборудование оснащено компьютером, с помощью которого задаются нужные параметры: давление прижима, позиция дорна, с какой скоростью должен поворачиваться гибочный узел и т. д. Кроме того, современные машины с ЧПУ хранят в памяти необходимые данные: характеристики обрабатываемых изделий, параметры оснастки и пр.

Рама станка обычно делается из высокопрочной стали, а чугунная головка способна создать высокий гибочный момент. Очень часто положение головки отображается на экране. Некоторые модели таких трубогибов, например, ERCOLINA GIGABENDER GB90 и GB100, отличаются двумя методами зажима – пальцевый и верхний. В первом случае гибочный рычаг не испытывает нагрузок, а во втором появляется возможность линейного перемещения трубы за счет зазора между верхним зажимом и обрабатываемой поверхностью.

Для улучшения характеристик инструмент имеет гидравлический бустер. На протяжении всего рабочего цикла прижимная планка сопровождает обрабатываемый элемент, а потом возвращается в исходную позицию. При этом ее манипуляции происходят за счет гидроцилиндра и строго по заданной программе. Гидравлический патрон зажима, расположенный на линейных направляющих, имеет механические упоры. С помощью последних задается плоскость поворота трубы.

3 Реально ли собрать такой трубогиб своими руками?
Стоимость такого оборудования может достигать нескольких тысяч долларов, конечно, речь идет об автоматизированных машинах. Однако если трубогибочный станок нужен для домашнего пользования, то есть смысл сделать его своими руками. Для этого рассмотрим конструкцию и основные узлы простейшего трубогиба с дорном.

Устройство состоит из массивной рамы, на которой крепятся все детали. На валу корпуса фиксируются многоручьевые гибочные ролики, зажимные колодки и эксцентрики, с помощью которых крепятся в необходимом положении обрабатываемые трубы. Чтобы правильно изогнуть изделие, необходимо упорное приспособление, которое и будет задавать направление трубы. Оно состоит из упора с прижимными колодками, скобы и клина. А руководить этим направляющим узлом будем посредством винта со штурвалом.
Еще на раме крепится и натяжной кронштейн, в котором установлены дорновые оправки с тягами. Последние элементы необходимы для обеспечения максимально качественного изгиба. Оптимальный размер тяг составляет 0,4 длины обрабатываемого изделия. Именно такая пропорция позволяет делать несколько прогибов на середине трубы с последующим разворотом. В этом случае полый элемент опять надевают на оправки и осуществляют изгиб ее второй половины.

В рабочее состояние гибочный стан трубогиба, который мы делаем своими руками, приводится с помощью лебедки и пары полиспастов. Последние состоят из блоков и стальных канатов, концы которых прикреплены к гибочному сектору. Изменением направления лебедки обеспечивается рабочий ход гибочного ролика и его возвращение в исходное положение.
Конечно, собрать своими руками корпус дорнового трубогиба непросто, и без специального технического образования сделать это будет невозможно. Но если определенные навыки и желание есть, подобная задача становится посильной.

Дорновые трубогибы: особенности, разновидности, правила использования

- Устройство и принцип работы
- Преимущества и недостатки
- Разновидности
- Советы по эксплуатации
- Обслуживание
При всем многообразии гибочного оборудования один станок выделяется своим конструктивным исполнением, которое отражает его целевое назначение. Речь идет о дорновом трубогибе, который, благодаря стабилизатору, позволяет изготавливать трубные конструкции с высокой точностью и без ослаблений. В этой статье подробно разберем принцип работы дорнового станка, его преимущества в сравнении с другими трубогибами, а также особенности эксплуатации этого прибора.


Устройство и принцип работы
Начнем именно с устройства станка для гибки труб. Необходимо отметить, что если конструкция самого станка типовая, то исполнение самого дорна отличается в зависимости от предназначения. Дорновый трубогиб состоит из следующих элементов.
- Рама и направляющие. Станина изготавливается из стали и служит рабочей поверхностью.
- Шаблон для изгиба деталей. Головная деталь, которая изготавливается из чугуна и участвует в образовании изгибающего момента.
- Усилитель шаблона. Самый распространенный вариант, когда бустер гидравлический, что позволяет равномерно распределить усилие.
- Патрон и зажимы. Встречается несколько разновидностей зажимов: пальцевые и верхние. Пальцевые зажимы позволяют уберечь гибочный рычаг от чрезмерных нагрузок. Наличие верхнего зажима дает возможность линейного перемещения заготовки. Патрон используется для крепления и размещения изделия на станине прибора.
- Валик. Предназначен для формирования изгиба.
- Натяжной кронштейн. На натяжном кронштейне размещаются оправки и тяга.
- Дорновые оправки. Изготавливаются из стали или латуни, встречаются также пластиковые стабилизаторы. Дорн может быть выполнен в виде пружины или шарика.


В основе принципа работы любого трубогиба лежит пластическая деформация, когда на участке изгиба возникают разнонаправленные силы. Под воздействием этих сил стенка внешнего радиуса трубы растягивается и ослабляется, а внутренняя, наоборот, сжимается, и появляется волнистость. Чем тоньше и мягче материал изделия, тем выше шанс получить отклонения от требуемых значений.
Именно для повышения стабильности и равномерности процесса деформации внутрь трубы вводится дорн. Еще одно название дорна – «калибрующий сердечник». Внешне дорн представляет собой довольно длинную пружину, которая может быть изготовлена из металла или пластика, но встречаются и другие формы. Наличие калибрующего сердечника позволяет произвести обратную протяжку заготовки в случае пережима.
До появления современных стабилизаторов с целью повышения плавности гибки в трубу насыпался песок.


Преимущества и недостатки
Как и любая технологическая операция, гибка труб на дорновом трубогибе имеет свои плюсы и минусы. Рассмотрим обе стороны. К преимуществам относятся следующие пункты.
- Деформации стенок изделия минимальны при наличии дорна. В случае отсутствия данного элемента на стенке внутреннего радиуса образуются складки, а на внешнем радиусе наблюдается истончение материала. С увеличением радиуса ослабление усиливается.
- Дорновый станок позволяет изгибать тонкостенные трубы или изделия из мягких материалов.
- Результатом работы является бесшовное изделие различной геометрической формы.


К недостаткам можно причислить:
- массивность и стационарность конструкции;
- высокая стоимость;
- ограничение на изготавливаемую продукцию: радиус изгиба не должен превышать двойной радиус изделия.
Данные недостатки покрываются и окупаются функциональными возможностями трубогиба, поскольку бездорновые модели станков в большинстве своем имеют схожие минусы.

Разновидности
Все дорновые трубогибочные станки можно разделить на 2 большие группы по типу управления.
- Автоматические. Как и в любом станке с ЧПУ, управление осуществляется через компьютеризированный блок, в который вносятся все параметры изготавливаемого изделия. Подходит для автоматизированной линии производства.

- Полуавтоматические. Как следует из названия, часть выполняемых функций отводится на ручной режим. Дешевле автоматического варианта, оптимальный выбор в случае отсутствия конвейерной линии и большом разнообразии изготавливаемой продукции.

Кроме способа управления, трубогибы делятся на несколько крупных категорий по конструкционному исполнению.
- Гидравлические. Чаще всего подобные агрегаты применяются на серийном производстве благодаря скорости выполнения гибки и минимальному расходу электроэнергии. Встречаются и компактные переносные модели. Гидравлические трубогибы позволяют добиться высокой точности изгиба.


- Электрические. Приспособления с электрическим приводом ориентированы на выполнение работ с трубами небольшого диаметра и тонкими стенками. Сочетание с гидравликой позволяет нивелировать данную особенность.


- Арбалетные. Мобильные варианты широко применяются при монтаже водопроводных систем. Отличительной чертой является Т-образная рама.


- Ручные. Наиболее часто подобные модели встречаются в небольших мастерских или в выездных бригадах. Отличаются невысокой стоимостью и компактными габаритами.


На рынке трубогибов встречаются модели с фиксированным положением стабилизатора или же оснащенные системой выдвижения дорна. Первый вариант гораздо дешевле, но имеет свои особенности. Во-первых, в месте завершения гиба остается деформация, повторяющая форму дорна. Во-вторых, в результате трения на поверхности дорна образуется наклеп, усложняющий процесс снятия заготовки и приводящий к появлению волнистости на следующем изделии.
Станки, оснащенные системой выдвижения/убирания дорна, лишены подобных нюансов, но стоят гораздо дороже. Целесообразно применять подобные трубогибы при крупном и среднем серийном производстве.



Советы по эксплуатации
Поскольку в месте соприкосновения дорна и трубы образуется трение, возникает необходимость его компенсации. Самый распространенный вариант – это подача смазки непосредственно на стабилизатор. Оптимальным решением является выполнение данной операции в автоматическом или полуавтоматическом режиме. Важно, чтобы слой смазки при этом был равномерным.
Альтернативным вариантом для устранения трения является покрытие калибрующего сердечника слоем полиуретана. Наиболее часто подобное покрытие встречается на дорнах пружинного типа.


Обслуживание
Обслуживание дорнового станка для гибки труб мало чем отличается от стандартных инструкций по эксплуатации и уходу за оборудованием. Необходимо выполнять следующие операции:
- регулярно смазывать дорн;
- следить за отсутствием на дорне каких-либо загрязнений или повреждений, при необходимости проводить работы по устранению выявленных недостатков;
- периодически проводить проверку дорна на наличие люфтов, при выявлении излишнего свободного хода требуется провести регулировку;
- своевременно проводить регламентные работы по обслуживанию основных узлов станка.
Дорновые трубогибы пользуются заслуженной популярностью в самых различных отраслях промышленности. Они находят свое применение при изготовлении автомобилей, мебели, систем газо- и водоснабжения, также на многих других производствах и при решении бытовых задач.

В следующем видео вас ждет краткий обзор полуавтоматического дорнового трубогиба HQ-380NCAD.

Преимущества дорновых трубогибов
Дорновый трубогиб позволяет получить сколь угодно сложный изгиб без применения физической силы. В чем преимущества работы с устройством рассмотрим далее.


Ручная гибка труб — редкое явление. Давно существуют электрические устройства, позволяющие получить сколь угодно сложный изгиб без применения физической силы. Одним из них выступает дорновый трубогиб. В чем преимущества работы с устройством? Каковы его достоинства и недостатки? Как работает инструмент? Ответы на эти и другие вопросы — далее.
Специфика дорновой гибки труб
Дорном называется стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Его задача — сделать место изгиба лишенным каких-либо деформаций, складок, иных дефектов. В качестве дорна обычно применяется длинная металлическая пружина, что, в ряде случаев, покрывается полиуретаном с целью наилучшей стабилизации.

Эту пружину перед началом работы суют в заготовку, помещенную на дорновом трубогибе, после чего загибают под требуемым углом. Наличие стабилизатора — залог получения плавного места сгиба. Его сложно получить, если использовать любой бездорновый трубогиб. Он, конечно, способен ровно согнуть заготовку, но только толстостенную; трубы с тонкими стенками он неизбежно повредит.
Металлическая заготовка принимает криволинейную форму под действием давления. В этот момент на трубу действуют силы, посредством которых внутренняя стенка сжимается, а внешняя — растягивается. На первой образуется большое количество металла (которому попросту некуда деться), на второй же происходит ослабление прочности материала. При гибке на большие радиусы в промышленных условиях возможно ослабление стенки наполовину, то есть труба существенно ухудшает заложенную прочность. Это особо негативно сказывается на тонкостенных заготовках. Дорновая установка для гибки минимизирует потерю физических свойств, чем бездорновый трубогиб не может похвастаться.
Достоинства и недостатки установок
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
Устройство трубогиба
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:

- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Классификация трубогибов с дорном
- ручные;
- полуавтоматические;
- автоматические.
Необходимость регулировки оператором каждого отдельного элемента вроде огибающего ролика, стержня — задача ручных трубогибов. 

Три рассмотренные группы — единственные, четко определяющие классификацию станков. Но есть и иные критерии, по которым они различаются, например:
- радиус гиба (чем больше роликов-матриц, тем выше функционал машины и шире диапазон допустимых радиусов);
- скорость вращения ролика и дорна;
- угол гиба заготовки.
Несмотря на практическую пользу трубогиба с дорном, позволить себе его может далеко не каждое предприятие. Поэтому настоящий умелец может самостоятельно собрать ручной дорновый трубогиб, который ничуть не уступит продаваемым аналогам.
Как собрать трубогиб с дорном своими руками
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.


Дорн — компенсирующее звено станка для сгибания металлических труб. Его наличие делает полученную конструкцию надежнее, прочнее и долговечнее, поскольку деформация трубы происходит без образования «гофры» с одной стороны и «растянутого металла» с другой. Этим не может похвастаться бездорновый трубогиб, более распространенный на производствах. Если вы находите представленный экскурс в теорию вопроса неполным, можете поделиться своими знаниями в комментариях к статье.

Дорновые трубогибы
В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.


Принцип работы и устройство
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряжённое состояние всестороннего неравномерного сжатия. В результате повышается пластичность материала и снижается шероховатость стенок изделия, что, в свою очередь, уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются обычные внешние дефекты пространственного гиба трубы по обычной технологии – гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.


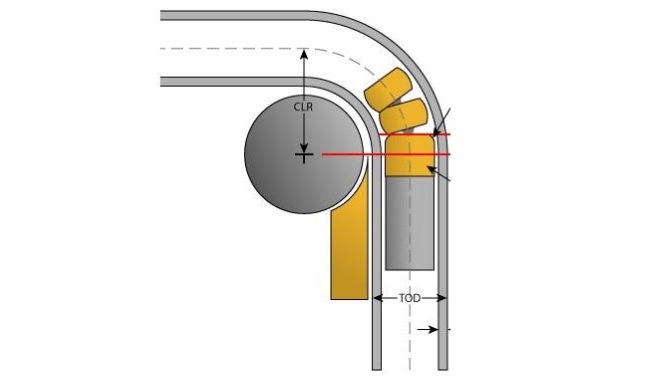
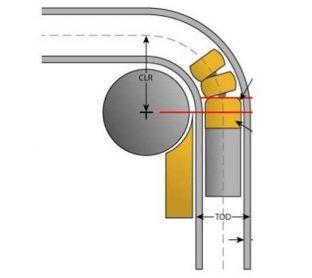
Принцип работы дорна в трубе
Видео демонстрация работы дорнового трубогибочного станка
Таким образом, при гибке труба своей наружной стенкой опирается на матрицу и прижим, а внутренней – на образующую дорна. Этим гарантируется высокое качество поверхности изделия после обработки. В частности, обеспечиваются следующие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 – не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 – не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567- не ниже 6-го квалитета.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может иметь ручное, полуавтоматическое и – реже — автоматическое управление. Ручной трубогиб потребует индивидуальной регулировки каждого параметра – от огибающего ролика до стержня, на который насаживается составной дорн. Полуавтоматический станок позволяет программировать угол гибки, длину выдвижения дорна, а также – для особо продвинутых моделей – обеспечивать непрерывное смазывание дорна при его перемещении по внутренней образующей трубы. Наконец, дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки. Автоматический и полуавтоматический варианты управления позволяет компенсировать пружинение материала, что особенно важно при трёхкоординатной гибке.

К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба повышается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий по методу дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничивается только пластичностью деформируемого материала и толщиной стенки изделия.
Ручные дорновые трубогибы и их изготовление
Изготовить своими руками ручной трубогибочный станок для гибки дорнованием не очень сложно. Помимо стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, потребуется своими руками изготовить следующие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого должен соответствовать параметрам гибочной матрицы;
- направляющую, на которую будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой может быть использован стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого вполне подойдёт передняя бабка небольшого токарного станка, с небольшими переделками своими руками.
Такой трубогибочный станок может иметь ручной рычажный привод, но вполне доступно приспособить для зажима трубы и небольшой гидравлический цилиндр. Чертеж самого агрегата и всех вышеописанных деталей и узлов можно найти в Интернете.
Особенности изготовления ручного дорнового трубогиба своими руками:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственного трубчатого элемента, поэтому при изготовлении зажимов необходимо использовать упорную резьбу.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабжать рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость окажется весьма низкой. Ввиду высокого качества и точности данной детали её изготовление лучше доверить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей металлопроката.
Полуавтоматический трубогиб рассмотренного типа изготовить своими руками значительно сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
После сборки ручной трубогибочный станок обязательно необходимо опробовать на гибке тонкостенной трубы небольшого диаметра. По результатам испытания проводится окончательная доводка агрегата.
Предназначение дорнового трубогиба с ЧПУ
Дорновый трубогиб с ЧПУ – оборудование для высокоточной и качественной обработки труб с целью получения изделий, имеющих различные формы и диаметр.
Дорновый трубогиб с ЧПУ – оборудование, предназначенное для обработки труб с сохранением пропускной способности. Агрегат рекомендуется применять по отношению к тонкостенным трубам. Он хорошо справляется с изделиями из меди, нержавеющей стали и алюминия.
Способность к высокоточной обработке обусловила популярность трубогибочных станков. Он используется как на промышленных предприятиях, так и в бытовых условиях.

Классификация
Дорновые трубогибы делятся на следующие виды:
- Полуавтоматические.
- Автоматические.
Полуавтоматические приборы имеют высокую производительность и используются промышленными предприятиями. Они позволяют осуществлять большие объемы работы. Имеют высокую стоимость, поэтому для бытовых целей используются редко. Полуавтоматическим прибором гибка труб выполняется с высокой точностью. Остальная работа осуществляется сотрудниками завода (оператором, или помощником оператора), на котором применяется агрегат.
Автоматический аппарат обладает большей функциональностью, и осуществляет всю работу самостоятельно. Прибор формирует проект, создает программу его осуществления, после чего выполняет необходимые задачи. У ручных аппаратов отсутствует числовое программное управление, поэтому для этой цели они почти не используются. Принцип действия полуавтоматических и автоматических агрегатов схож, но функции различаются в зависимости от конструкции.
По конструкции устройства делятся на приборы, имеющие:
- арбалетную комплектацию;
- гидравлический привод;
- электрическую систему;
- ручную систему;
- комплектацию, изготовленную своими руками.

Аппарат имеет простой принцип работы: после фиксации заготовки обеспечивается нужный изгиб. Задача осуществляется под давлением. Схемы воздействия могут отличаться в зависимости от модели. Дорновым трубогибом задача выполняется благодаря наличию специального элемента. Этим элементом является дорн.
Преимущества
В сравнении со своими аналогами дорновые трубогибочные инструменты имеют ряд преимуществ, обеспечивших его востребованность:
- выполнение качественной и точной гибки на тонкостенных заготовках;
- низкий риск повреждения изделий из мягкого металла;
- наличие внутреннего стабилизатора, защищающего изделие от деформации.

В качестве стабилизатора используется прочная пружина. Покрытие из полиуретана усиливает прочность пружины, и улучшает ее функции. При использовании устройств другого типа образуется волнистость или гофра. Даже если автоматический дорновый инструмент создаст деформацию, она не станет причиной утолщения или сужения стенок. Высокая скорость работы, достигаемая трубогибами, позволяет его использоваться для серийной обработки заготовок.
Содержание и стоимость
Приборы, имеющие дорновую конструкцию, требуют осторожного обращения и периодической чистки. Основными элементами конструкции являются сложносопрягающие механизмы, которые нуждаются в обслуживании.
Станки каждой модели имеют ограничения по формату труб, для обработки которых они могут использоваться. Агрегат отличается большими габаритами, поэтому для него требуется просторное помещение.
Стоимость аппаратов достаточно высока. Это обусловлено тем, что их предполагается использовать для масштабных работ. Наиболее дешевые модели применяются для обработки мелкоформатных труб. Бюджетная группа приборов представлена полуавтоматическим оборудованием. Автоматическими станками обзавестись сложнее по причине более высокой стоимости. Они применяются в промышленных целях.

Самые популярные модели
Наиболее востребованными в силу своих технических характеристик являются модели компании:
- MASTER (СЕ-51);
- Cansa Makina (CNC76, CNC51, CNC38);
- ARCOR (DBM 25T–DBM 120T).
Компания MASTER занимается производством полуавтоматических дорновых трубогибов с числовым программным управлением. Они позволяют вращать в пространстве заготовку для обработки. Имеется возможность произвести зажим трубы при обработке. В процессе работы дорновый механизм автоматически смазывается.
Cansa Makina специализируется на изготовлении моделей, имеющий автоматический принцип работы. Приборы способны обрабатывать заготовки различного диаметра. Достоинством агрегатов является минимальный показатель погрешности в процессе работы.

Фирма ARCOR производит модели, которым свойственна высокая функциональность и эффективность. Аппараты способны заниматься гибкой труб, имеющих большой диаметр. Они позволяют создать изделия с разным направлением сгибания и несколькими ручьями.
Трубогиб своими руками
Трубогибочный станок с ЧПУ – дорогостоящее оборудование, доступное для крупных предприятий, располагающий достаточным бюджетом. Но для домашних целей такой прибор можно изготовить своими руками. Он будет обладать меньшей производительностью, чем профессиональный агрегат. Такое устройство сможет справиться с обработкой заготовок из мягких металлов небольшого диаметра.

Наиболее важным элементом комплектации является массивная рама, на котором будут располагаться остальные части агрегата. После изготовления массивной рамы конструкция дополняется:
- многоручьевыми гибочными роликами;
- эксцентриком;
- зажимными колодками.
Для создания нужного давления потребуется упорное приспособление. Управление элементом осуществляется благодаря штурвалу. В качестве основания могут использоваться трубки из стали. Лебедка выполняет функции привода аппарата.
Изготовить трубогиб дорновой конструкции самостоятельно можно при наличии специального образования. Если прибор планируется использовать для работы с трубами, имеющими большой диаметр, рекомендуется покупка заводского агрегата. Самодельное оборудование не способно справиться с такой задачей.
