Электродуговое напыление металла
Электродуговая металлизация
Что представляет собой электродуговая металлизация и каковы особенности ее выполнения? Когда применяется? Процедура представляет собой процесс нанесения на поверхность нагреваемого, расплавляемого металла. Для этого применяется электроэнергия (постоянный ток).
![]()

Компания «МеталХантерс» сотрудничает с ведущими компаниями, занимающимися разработкой оборудования (цинкование, алюминизация) и улучшением соответствующих технологий.
Поэтому «МеталХантерс» предлагает наиболее эффективные и выгодные услуги по антикоррозийной обработке металлоконструкций с применением электродуговой металлизации.
Компания сегодня успешно занимается нанесением алюминиевых, цинковых, стальных и комбинированных покрытий на конструкции, применяемые в различных сферах и отраслях тяжёлой, лёгкой и нефтехимической промышленности. И в каждом случае металлизация конструкций оказывается самым надёжным способом защиты от коррозии и прочих воздействий.
Рассчитайте стоимость работ сейчас .
Оставьте ваш контакт, мы вам перезвоним


Возможность изгиба и выправления обработанных конструкций (в зависимости от толщины защитного покрытия обработанные изделия выдерживают изгиб при радиусе до двух толщин без повреждения антикоррозионной поверхности).

Металлические защитные покрытия, нанесённые электродуговым методом, имеют свойство самовосстановления, то есть при механическом повреждении поверхности, они просто «заживают» на металле.

Металлизация, в отличие от нанесения лакокрасочных покрытий, производится только в один слой, что позволяет обрабатывать большие поверхности быстрее.

Металлизационные покрытия обладают большой адгезионной прочностью, то есть не отслаиваются от самой конструкции, на которую нанесены.

Нанесение маркировки на металлоконструкцию после обработкиМеталлизация производится при разных внешних температурах, что существенно расширяет технологические возможности антикоррозионной обработки — при нанесении покрытий не происходит нагревания поверхностей свыше 70–100°C.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.Антикоррозионные покрытия выдерживают температуры до −60°C, не отслаиваясь и не разрушаясь, что позволяет использовать их даже на крайнем севере.

Защитные металлические покрытия не содержат органических веществ, что позволяет хранить в обработанных резервуарах различные жидкости.

Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений непосредственно на месте их эксплуатации.
Преимущества электродуговой металлизации
Примеры работ


Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.

Нанесение металлизационного цинкового покрытия на торцевой лист металлоконструкций пролетных строений автодорожного моста Адлер — Горно-климатический курорт Альпика сервис. Площадь работ 2335м2.


Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.


Нанесение металлизационного цинкового покрытия с последующей окраской на установки освещения для стадиона г.Химки

Нанесение металлизационного цинкового покрытия на конструкции ферм ПОАРЭ для гидроузла в Рязанской области.

Металлизация алюминием металлической дымовой трубы


Дымовая труба ТЭЦ-26

Комбинированное металлизационное покрытие дымовой трубы

Нанесение цинкового покрытия на металлоконструкции подъемного механизма для компании Оптима-Строй. г. Москва.



Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внешняя сторона.

Нанесение металлизационного цинкового покрытия на опору для канатной дороги олимпийского объекта. г. Сочи. Внутренняя сторона.

Антикоррозионное металлизационное покрытие металлоконструкций-ферм, двутавров.


Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение цинкового металлизационного покрытия на вышку сотовой связи.

Нанесение маркировки на металлоконструкцию после обработки

Нанесение маркировки на металлоконструкцию после обработки

Электродуговая металлизация по доступной ценеГазопламенное напыление металлов
Электродуговая металлизация
![]()

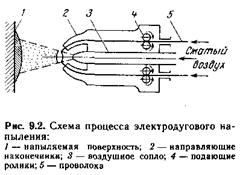
Процесс электродуговой металлизации известен давно, и начиная с 50-х годов прошлого столетия, широко применяется для антикоррозионной защиты металлоконструкций. При электродуговой металлизации используется косвенная электрическая дуга, которая горит между двумя токоведущими проволоками. Расплавленные капли электродного металла распыляются в направлении детали потоком сжатого воздуха или защитного газа. По мере плавления проволоки подаются в зону горения электрической дуги двумя парами подающих роликов. Схема процесса представлена на рис. 3.5.
Плавление электродов происходит в основном за счет энергии, выделяемой дугой в зоне приэлектродных пятен. Среднемассовая температура жидкого металла, распыляемого струей газа, находится в пределах от температуры плавления до температуры кипения. Такой значительный разогрев присадочного материала приводит к существенным потерям легирующих элементов вследствие угара. Устойчивый процесс распыления соответствует режимам горения дуги без коротких замыканий, что обеспечивается наличием динамического равновесия между средней скоростью плавления и скоростью подачи электродов.
![]()
Рис. 3.5. Схема процесса электродуговой металлизации:
1 — проволочные электроды; 2 — подающие ролики; 3 — изоляторы; 4 — воздуходувная трубка; 5 — деталь
При таком режиме на торце электродов сначала происходит накапливание расплавленного металла, а затем его распыление газовым потоком. Наряду с периодическим выбросом порций металла из межэлектродного промежутка при металлизации наблюдается также непрерывное струйное стекание перегретого металла с поверхности электродов. Размеры напыляемых частиц при электродуговой металлизации составляют примерно 100 мкм, что соответствует массе частицы 1,4-10-9 кг. Максимальный размер частиц, за редким исключением, не превышает 200 мкм. Металл, покинувший электроды, продолжает дробиться под воздействием газодинамических сил воздушной струи. Причем это диспергирование во многом зависит как от давления транспортирующего газа, так и от свойств расплавленного металла, в том числе от его перегрева.
Электродуговую металлизацию проводят при давлении сжатого воздуха или защитного газа 0,5-0,6 МПа. Сила тока при электродуговой металлизации колеблется в пределах:
- от 35 до 100 А для легкоплавких металлов (алюминия и цинка);
- от 70 до 200 А для сталей и сплавов на основе железа и меди.
Напряжение изменяется от 20 до 35 В. Производительность при напылении цинка составляет до 32 кг/ч, алюминия — до 9 кг/ч.
Скорость движения частиц металла в газовом потоке колеблется от 120 до 300 м/с. Это определяет кратковременность их переноса на поверхность детали (время полета составляет тысячные доли секунды) и значительную кинетическую энергию, которая в момент соударения с поверхностью детали переходит в тепловую и вызывает дополнительный разогрев зоны контакта. Удар в момент соприкосновения с поверхностью детали вызывает уплотнение металлизованного слоя и снижает его пористость до 10-20 %.
Электродуговой металлизацией можно получить слои в широком диапазоне толщин от 10 мкм до 1,5 мм для тугоплавких металлов и 3,0 мм для легкоплавких. Производительность электродуговой металлизации составляет 3-20 кг/ч.
Металлизованный слой может наноситься на наружные и внутренние поверхности конструкций под углом распыления расплавленного металла по отношению к поверхности детали от 45° до 90°. Для получения высокого качества покрытия струю распыленного металла направляют перпендикулярно к обрабатываемой детали и выдерживают расстояние от сопла металлизато-ра до изделия (детали) не более 150-200 мм. В табл. 3.4 представлены данные о влиянии дистанции распыления на характеристики металлизованного слоя.
Таблица 3.4. Физико-механические свойства покрытия при разной дистанции металлизации.
Расстояние от сопла до детали, мм
Прочность сцепления, МПа
Содержание в покрытии оксидов, %
Твердость покрытия (HV)
Предел прочности, МПа:
При растяжении
При сжатии
*Покрытия получены при силе тока 90 А и напряжении 30 В.
С целью повышения эффективности нанесения покрытий электрической дугой ее интенсифицируют, обдувая потоком газа, накладывая на нее электромагнитные поля или применяя разряды с очень высокой плотностью тока на электродах. Высокую плотность тока получают уменьшением сечения электродов или применением сильноточных разрядов. Уплотнение металлизованных слоев обеспечивают, совмещая процесс напыления и дробеструйной обработки. Дробь направляется так, что ее удары вызывают пластическую деформацию только что напыленного слоя.
Поверхность, предназначенная под металлизацию, должна быть очищена от грязи, масел, ржавчины. Подготовку поверхности чаще всего производят дробеструйной (пескоструйной) обработкой. Перед обработкой поверхности обезжиривают. Для обеспечения удовлетворительной адгезии время между операциями подготовки и металлизации не должно превышать 2-х ч. Для снижения термических внутренних напряжений процесс металлизации следует вести с перерывами между отдельными проходами, не допуская перегрева металлизируемой поверхности.
Вначале металл наносят на участки детали с резкими переходами, углами, галтелями, уступами, а затем осуществляют металлизацию всей поверхности, равномерно наращивая металл. Требуемые размеры, качество отделки и правильную геометрическую форму поверхностей, покрытых распыленным металлом, получают при окончательной механической обработке.
Металлизацию с последующей окраской применяют для защиты стальных металлоконструкций, относят к комбинированными покрытиям. Срок службы комбинированных покрытий за счет синергизма существенно больше, чем сумма сроков службы каждого слоя в отдельности, поэтому их следует применять для долговременной защиты от коррозии стальных конструкций, которые будут эксплуатироваться в средне- и сильноагрессивных средах внутри зданий, на открытом воздухе и под навесами, а также в жидких органических и неорганических средах. Покрытия, полученные методами электродуговой металлизации, применяют для защиты стальных конструкций и железобетонных опор мостов, топливных резервуаров, трубопроводов, оборудования, используемого в тепловых сетях, нефтяной и химической промышленности.
Присадочные материалы
Выбор материала для нанесения покрытия зависит от условий эксплуатации и основных изнашивающих процессов, протекающих на поверхностях. Основным видом присадочного материала является непрерывный проволочный электрод. Применяют как проволоки сплошного сечения, так и порошковые диаметром от 1,0 до 2,5 мм. Скорость подачи проволоки варьируется от 220 до 850 м/ч.
Проволоки сплошного сечения используются преимущественно для создания покрытий на поверхностях под неподвижные посадки (из малоуглеродистых сталей Св-08, Св-10ГА) и подвижных соединений (из высокоуглеродистых сталей Нп-50, Нп-85 и легированных сталей Нп-30Х13, Нп-40Х13, Нп-60Х3В10Ф). Для получения покрытий с высокой твердостью используют порошковые проволоки.
Для создания антикоррозионных покрытий применяются высоколегированные проволоки на железной основе (Св-08Х18Н8Г2Б, Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-07Х19Н10Б, Св-08Х19Н10Г2Б, Св-06Х19Н10М3Т), а также проволоки из цветных металлов (никеля, цинка, меди и др.).
Основными цветными антикоррозионными материалами, наносимыми способом электродуговой металлизации на стальные конструкции и изделия, являются цинк, алюминий и их сплавы. Цинковые покрытия являются коррозионностойкими в морской воде и в условиях морской атмосферы. Наибольшее влияние на скорость коррозии цинка в индустриальной атмосфере промышленных городов оказывает содержание в ней окислов серы, а также других веществ (например, хлора и паров соляной кислоты), образующих с цинком гигроскопические соединения.
Алюминий по своим химическим свойствам очень активен, но в присутствии окислителей покрывается защитной пленкой, резко понижающей его химическую активность. Коррозионная стойкость алюминия зависит от условий, в которых происходит коррозия. В сильно загрязненной атмосфере алюминий корродирует во много раз быстрее, чем в чистом воздухе. Алюминий стоек в горячей и мягкой воде.
Возможно Вас так же заинтересуют следующие статьи:
Электродуговое напыление
Способы газотермического напыления
В зависимости от источника энергии для нагрева и транспортировки частиц материала покрытия различают следующие способы напыления: электродуговое, газопламенное, высокочастотное, плазменное, детонационное и упрочнение конденсацией металла с ионной бомбардировкой.

Восстановление деталей электродуговым напылением включает подготовку поверхности к нанесению покрытия, непосредственно напыление и последующую механическую обработку. Напыление как бы состоит из трех процессов: перевода электродной проволоки в жидкую фазу, распыление расплава струей воздуха и формирование покрытия. Процесс плавления металла электродной проволоки характеризуется высокой температурой горения электрической дуги, цикличностью и скоротечностью явлений, протекающих в зоне плавления. При плавлении проволоки в процессе электродугового напыления происходят следующие циклы явлений:
горение пути между электродами и плавление их;
первый разрыв электрической цепи электродов;
короткое замыкание и дальнейшее плавление электродов;
искровой разряд, зажигающий новую дугу.
Расплавление материала электродов происходит и в момент горения и короткого замыкания дуги. В моменты разрывов электрической цепи электродов плавление металла не происходит. Длительность каждого из указанных циклов составляет тысячные доли секунды. Длительность периода горения дуги при работе электродугового металлизатора на переменном токе составляет 43 — 49,5 % от длительности цикла всех явлений. Поэтому температура жидкого сплава при различных рассмотренных циклах различна. Наиболее высокая температура будет при горении дуги. Это благоприятно сказывается на образовании большого числа мелкодисперсных частиц металла. В то же время при коротком замыкании температура расплава будет более низкая, и распыл получается с частицами более крупными.
На структуру и свойства слоя значительное влияние оказывает скорость движения частиц, их масса и размеры, температура во время полета. Большинство этих факторов зависит от режимов электродуговой металлизации.
Скорость металловоздушной струи так же, как и температура частиц, изменяется от зоны плавления до восстанавливаемой (упрочняемой) поверхности. Например, скорость частиц от небольшой начальной скорости, равной 18,8 м/с, увеличивается до максимальных значений, а затем по мере удаления от источника тепла уменьшается. Ориентировочно можно считать максимальную скорость частиц распыленной стали не менее 190 м/с. Конечная скорость полета частиц на расстоянии 250 мм от сопла металлизатора составляет около 85 м/с, а время нахождения частиц в воздухе не более 0,003 с. Высокая скорость и малое время полета распыленных частиц металла позволяют им достигать поверхности детали, будучи в пластическом состоянии. Так, температура части металла по оси струи на расстоянии от сопла аппарата, равном 50 мм, составляет 1030 °С, а на удалении 200 мм — 900 «С.
Высокая конечная скорость полета частиц металла, обладающих большим запасом кинетической энергии, способствует плотному контакту частиц с микрорельефом поверхности детали и между собой. Увеличению контактной поверхности способствует пластическое состояние частиц. Некоторое влияние на снижение контактной прочности оказывает окисление восстанавливаемой (упрочняемой) поверхности, а также металлических частиц в процессе полета и нанесения их на деталь. Известно, что Окислы являются более хрупкими, чем металл, и в этой связи снижают прочность нанесенного слоя. При использовании, например, в качестве транспортирующего газа азота прочность металлизационных покрытий заметно увеличивается, благодаря уменьшению содержания в них окислов.
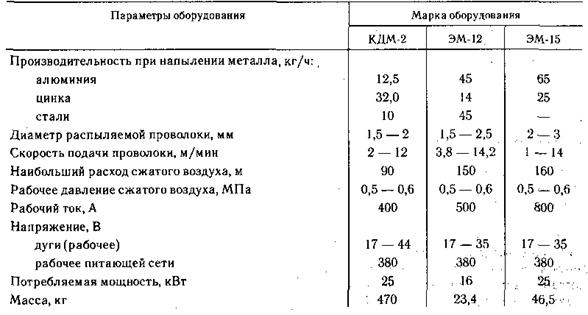
Промышленностью серийно выпускается комплект оборудования для электродуговой металлизации КДМ-2, в который входят два электрометаллизационных аппарата ЭМ-14М,специализированный тиристорный источник питания ТИМЕЗ-500 с пультом управления и блоком кассет.
Характеристики комплекта а также наиболее широко используемых стационарных электро дуговых, металлизаторов ЭМ-12.И ЭМ-1,5 приведены в табл. 9.1.
Электродуговое напыление используют для антикоррозионной защиты алюминием и цинком различных вместимостей, труб и металлоконструкций. Для восстановления деталей данный способ напыления нашел более широкое распространение за рубежом. Например, в Германии все разновидности коленчатых валов карбюраторных и дизельных двигателей восстанавливают электродуговой металлизацией. Такие коленчатые валы по износостойкости не уступают новым.
Таблица 9.1. Техническая характеристика оборудования для электродугового напыления

На отечественных ремонтных предприятиях внедрен технологический процесс восстановления приварочной плоскости головок цилиндров, в основу которого положен способ электродуговой металлизации. На 4-м Горловском ПО«Авторемонт» организован специализированный участок восстановления напылением привалочной плоскости головок цилиндров двигателей ЗМЗ-53. Для металлизации используют проволоку Св-Ак-5диаметром 2 мм. Режим металлизации: ток дуги — 300 А, напряжение — 28 — 32 В, давление сжатого воздуха — 0,4 — 0,6 МПа, дистанция металлизации — 80 — 100 мм; источник питания — ВДГИ-301, электрометаллизатор — ЭМ-12. Используемая технология достаточно надежна, положительный результат получен при изменении давления сжатого воздуха в широких пределах, что особенно важно для реальных производственных условий. Толщина наносимого слоя — до 5 мм, продолжительность операции —8 — 10 мин.


Установка для электродуговой металлизации головок цилиндров представляет собой закрытую камеру с установленным в ней аппаратом модели ЭМ-12. Головка блока цилиндров двигателя ЗМЗ-53 монтируется к перемещается в специальной кассете. Производительность установки — до 25 головок в смену. Потребляемая мощность — не более 10,8 кВт. Сжатый воздух подвергается двойной очистке, проходя через два масловлагоотделителя.
При обследовании головок цилиндров, восстановленных способом электродугового напыления и повторно поступающих в ремонт, выявлено следующее: отсутствует отслоение покрытий от деталей и прогар покрытий, а также подтекание охлаждающей жидкости под покрытие. Коррозионная стойкость покрытий не ниже, чем у основного металла.
Себестоимость восстановления головок цилиндров двигателя ЗМЗ-53, восстановленных описанным способом, составляет 28,5 % от стоимости новых головок.
| | | следующая лекция ==> | |
| Сущность процесса напыления | | | Высокочастотное напыление |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Технология электродуговой металлизации
Электродуговая металлизация как надежный метод создания защитных покрытий. Технология выполнения, виды присадочных проволок. Типы оборудования и нюансы его использования.


Электродуговая металлизация представляет собой процедуру послойного нанесения на нагретые изделия металла малой толщины. Высота электродуги при этом минимальна, а расплавленная проволока рассеивается газовым потоком, направленным вдоль оси присадочного материала. Технология разработана еще в 50-х годах XX века и широко используется для предохранения конструкций различного назначения от коррозии.
Суть и назначение технологии электродуговой металлизации
Для выполнения металлизации применяется косвенная электродуга, горящая между токопроводящими проволочными элементами. Металл электрода, нагретый до капельного состояния, распыляется на обрабатываемое изделие струей защитного газа либо сжатого воздуха. По мере расплавления присадки одновременно поступают в область дуги двумя парами роликов.

Антикоррозионная защита способом металлизации характеризуется:
- малыми энергозатратами;
- высокой производительностью и эффективностью расхода распыляемой присадки;
- возможностью создания покрытия толщиной до 15 мм без ограничения по размерам деталей;
- небольшое температурное воздействие на основной материал обрабатываемых изделий;
- надежность, простота обслуживания оборудования;
- возможность полной или частичной автоматизации процесса, создания поточных линий.
Металлизация при помощи электродуги имеет и недостатки:
- ограниченность ассортимента присадочного материала;
- содержание в покрытии большого количества оксидов, снижающих ударную прочность;
- недостаточно высокую прочность сцепления с основным материалом;
- высокую пористость слоев, препятствующую постоянной эксплуатации изделий в подверженных коррозии средах без дополнительной защиты.
Технология процесса обработки металла
Из сопла, расположенного посередине прибора для металлизации, выходит сжатый воздух, подхватывающий мелкие расплавленные капли металла и переносящий их на обрабатываемую поверхность.
Для распыления и переноса расплава обычно используется сжатый воздух. Если в качестве присадочного материала для электродугового покрытия используется нержавеющая сталь либо алюминиевые сплавы, то применяется азот.
Интенсивность поступления разжиженной присадки при электродуговой металлизации подбирается в соответствии с требуемым режимом дуги, влияющим на расстояние между проволочными элементами.
Электродуговые металлизаторы имеют следующие стандартные режимы работы:
- напряжение – 24–35 В;
- сила тока – 75–200 А;
- давление подаваемого воздуха – 0,5 МПа;
- выработка аппаратов – 30–300 г/мин.
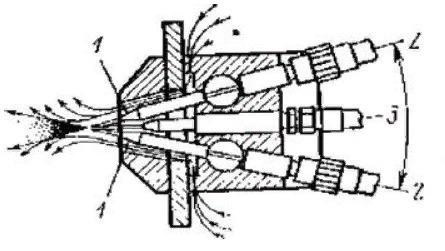

На рисунке указаны основные элементы металлизатора:
- 1 – дюзы;
- 2 – точка проведения присадочного материала;
- 3 – точка выхода сжатого воздуха.
Подлежащая металлизации поверхность предварительно очищается от масел, загрязнений, очагов коррозии. Подготовку крупных изделий выполняют с применением песко- или дробеструйной очистки после предварительного обезжиривания.
Для повышения сцепления временной период между окончанием подготовительных работ и выполнением электродугового покрытия должен составлять не более 120 минут.
Для минимизации температурных напряжений и недопущения перегрева изделий послойная металлизация осуществляется с перерывами для остывания и формирования покрытия.
Необходимый вид, размеры и формы изделия получают после электродугового распыления при завершающей обработке.

Присадочные материалы
- сплошного сечения;
- порошковые.
Интенсивность поступления назначается 220–850 м/ч.
Для создания защитного слоя металлических элементов с последующей их посадкой либо при неподвижном соединении применяется сплошная проволочная нить. Для создания поверхностей повышенной твердости при электродуговой металлизации должны использоваться стержни порошковые.
Для формирования антикоррозийных слоев используются высоколегированные присадочные материалы на основе железа, проволоки из цветных металлов.
Для нанесения методом электродуговой металлизации чаще всего используются алюминий, цинк и соединения на их основе.
Покрытия цинковые обладают высокой стойкостью к воздействию соленой воды и морской атмосферы. Но такая защита корродирует в условиях объектов промышленности, где содержатся окислы серы и хлора, пары соляной кислотой. Эти вещества при контакте с цинком образуют гигроскопичные соединения, разрушающие покрытие.
Алюминий относится к активным веществам, но под воздействием окислителей на его поверхности образуется защитная пленка, сводящая к минимуму способность к химическим взаимодействиям. Устойчивость алюминия к коррозии изменяется в зависимости от условий эксплуатации. В загрязненной среде коррозия развивается более интенсивно.
Область применения
Покрытия, сформированные в результате электродуговой металлизации, применяются для предохранения:
- металлических конструкций;
- железобетонных опор путепроводов, мостов;
- хранилищ топлива и нефти;
- трубопроводных магистралей;
- оборудования предприятий нефтехимической промышленности, теплосетей.
Оборудование для электродуговой металлизации
Для выполнения электродуговой металлизации разработано и выпускается серийно сертифицированное оборудование. Рассмотрим принцип его действия на основе двух наиболее распространенных моделей.
Электродуговой металлизатор типа ЭДМ-3 выпускается в ручном и в станочном исполнении. Основу его конструкции составляют:
- металлизатор (5);
- пульт управления (1);
- проволочные кассеты (2).
От электрического привода крутящий момент в управляющем блоке создается при помощи гибкого вала (6), подающего проволоку на роликовый механизм.


Присадка от катушек поступает через два гибких шланга к металлизатору. Кассеты и пульт располагаются на тумбе 3 и могут разворачиваться по вертикальной оси.
Электродуговой аппарат для металлизации ЭДМ-3 обладает малой массой (1,8 кг), а возможность разворота кассеты и управляющего блока по горизонтали делают его удобным для применения.
Электродуговой аппарат иной конструкции ЭМ-6 подлежит установке на суппорт токарного станка, на вал которого устанавливается напыляемая деталь. Между металлизатором и изделием крепится стальная воронка. На ее поверхность наносится порошкообразный графит, жидкое калиевое либо натриевое стекло. Благодаря такому решению эффективность применения присадочного материала повышается на 10–15%.
Распыляющая система электродугового аппарата модернизирована благодаря установке конусовидной воздушной дюзы. Это позволяет сократить угол раскрывания конуса, увеличить энергию распылительного потока и наносить слои под давлением 0,45–0,5 МПа.

Конструктивные элементы электродугового прибора для металлизации ЭМ-6:
- Металлизатор.
- Конусообразная дюза.
- Подлежащее обработке изделие.
- Патрон.
- Устройство, используемое для перемещения суппорта станка вместе с электродуговым металлизатором в продольном направлении.
А вы использовали электродуговые металлизаторы на производстве или для домашних работ? Какие преимущества нанесения покрытий таким способом вы заметили, с какими недостатками столкнулись в процессе работы? Поделиться своим опытом вы можете в комментариях.
Электродуговая металлизация в Москве


Смотрите также:
- Алмазоподобное покрытие (1)
- Анодирование алюминия (7)
- Анодное оксидирование (4)
- Голубое травление (1)
- Горячее цинкование (2)
- Золочение (1)
- Латунирование
- Медирование (4)
- Никелирование (7)
- Олово-висмут (3)
- Пассивирование (3)
- Платинирование (1)
- Родирование (1)
- Серебрение (2)
- Фосфатирование (4)
- Химико-механическая (1)
- Химическое оксидирование (4)
- Хромирование (5)
- Цинкование (10)
- Электродуговая металлизация (1)
- Электрохимическая полировка (2)
- briksin@auri-group.ru
- +7 926 530-11-45
- +7 495 639-93-95
- market@atom.dubna.ru
- +7 495 226-40-59
- +7 496 216-55-70
- se@tdzmk.ru
- +7 985 994-94-57
- info@torg-koms.ru
- +7 499 705-97-93
- snab@npo-dekart.ru
- info@npo-dekart.ru
- +7 485 266-38-89
- meecro_2017@bk.ru
- +7 920 314-15-16
- evrasiaprommetall@mail.ru
- +7 910 240-00-79
- d.vasenev@plackart.com
- +7 921 361-74-74
- info@9410029.ru
- +7 812 941-00-29
- +7 812 244-16-64
- nrspb@trade.spb.ru
- +7 921 932-44-79
- +7 812 633-08-75
- info@stankonormal.spb.ru
- +7 812 642-98-48
- info@valan-by.com
- +375 29 349-81-86
- +375 17 256-27-65
- start-s2009@yandex.ru
- +7 846 991-11-81
- firma-rmz@yandex.ru
- +7 928 137-38-16
- +7 988 537-98-16
- scitech_sea@mail.ru
- +7 912 406-51-38
- boroda666666@mail.ru
- +7 351 776-79-67
- okuma2006@yandex.ru
- +7 343 938-09-06
- +7 912 229-57-15
- izmeritelnie_systemi@mail.ru
- +7 983 549-56-09
- +7 983 183-10-73
Электродуговая металлизация в Москве


Для защиты конструкций от воздействия окружающей среды на них, как правило, наносится тонкий слой другого металла. Это делается для того, чтобы избежать последствий коррозии и других негативных эффектов. Одним из самых часто используемых методов является электродуговая металлизация, что объясняется её дешевизной, простотой и скоростью.
Что представляет собой электродуговая металлизация?
Но для начала, давайте разберёмся в чисто технических аспектах. Суть процесса заключается в том, что между двумя концами проволоки пропускают электрический ток. Именно он нагревает используемый металл до запредельных температур в несколько тысяч градусов. Под действием высоких температур материал начинает распыляться, в этот момент в действие вступает сжатый воздух, подаваемый из специального воздуховода. Фактически, конструкция для проведения всей процедуры представляет собой фиксатор для проволоки, источник тока и воздуховод.
Электродуговая металлизация имеет ряд очевидных преимуществ, по сравнению с другими способами нанесения дополнительного слоя:
- высокая скорость проводимых работ;
- возможность обработки конструкций любых габаритов;
- воздействие температурой в пределах 50-70 градусов;
- универсальность применения.
Несмотря на то, что температура непосредственно рядом с электрической дугой может доходить до 5-6 тысяч градусов, сама обрабатываемая поверхность не нагревается даже до температуры кипения воды. Благодаря этому факту электродуговая металлизация применима для таких поверхностей как дерево, резина и многих других.
Электродуговая металлизация и её недостатки
К сожалению, есть у этой методики и определённые недостатки. Чем медленней выбрана скорость подачи сжатого воздуха, тем сильнее выгорает металл, используемый для нанесения. Попутно он ещё и окисляется, теряя в своём составе углероды и марганец, что сказывается на физико-химических свойствах. Кроме того, поверхность нуждается в дополнительной обработке, что может затянуть срок проводимых работ. Необходимость очистить и выровнять части конструкции — не самая большая проблема. Дело в том, что электродуговая металлизация не укрепляет материал. Да и сцепление дополнительного слоя с изначальной поверхностью оставляет желать лучшего, процесс не применим для плоскостей, которые подвергаются постоянному механическому воздействию.
Сфера применения
Но, несмотря на все перечисленные моменты, методика активно используется для:
- ветряков;
- реставрации автомобилей;
- трубопроводов;
- ТЭЦ;
- судостроения.
Электродуговая, газовая металлизация
Одним из эффективных способов защиты металлов от коррозии является электродуговая металлизация распылением. Основными антикоррозионными материалами, наносимыми способом металлизации на стальные конструкции и изделия, являются цинк, алюминий и их сплавы. Кроме того, металлизация применяется для восстановления и упрочнения изношенных поверхностей деталей машин и приборов.
1. Принцип действия и устройство электродугового металлизатора
Принцип работы металлизатора состоит в расплавлении двух проволочных электродов электрической дугой и распылении расплавленного металла струей сжатого воздуха. Расплавленные частицы, попадая на покрываемую поверхность, сцепляются с ней и образуют сплошное покрытие, при этом толщина слоя регулируется числом проходов металлизатора и скоростью его перемещения относительно металлизируемой поверхности (рис. 1).
Конструкция электродугового металлизатора предусматривает специальные направляющие, через которые непрерывно осуществляется подача двух распыляемых проволок. Между концами этих проволок возбуждается электрическая дуга. В центральной части металлизатора имеется сопло, через которое подается сжатый воздух. Струя сжатого воздуха отрывает с проволок-электродов частицы расплавленного металла и уносит их к напыляемой поверхности.
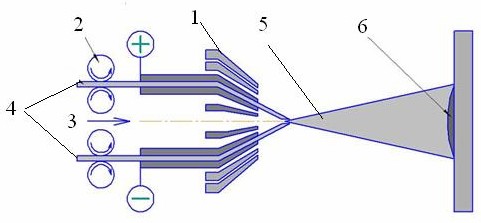

Рис. 1. Схема процесса электродуговой металлизации: 1 – корпус металлизатора; 2 – механизм подачи проволоки; 3 – канал подачи воздуха; 4 – электродные проволоки; 5 – электрическая дуга с распыленными частицами проволок; 6 – напыленное покрытие
Электродуговой металлизатор может работать как на постоянном, так и на переменном токе. При использовании переменного тока дуга горит неустойчиво и сопровождается большим шумом. При постоянном токе характер работы становится устойчивым, напыленный материал имеет мелкозернистую структуру, производительность процесса при этом достаточно высокая. Поэтому в настоящее время для электродуговой металлизации поверхностей используют источники постоянного тока. Для работы металлизатора обычно применяют проволоку диаметром 0,8…2 мм.
Преимуществом способа электродуговой металлизации является высокая производительность процесса и возможность значительного сокращения затрат времени на напыление. Например, при силе тока до 700 А можно напылять стальное покрытие с производительностью 30…35 кг/ч, что превышает в несколько раз производительность газопламенного напыления. По сравнению с газопламенным напылением металлизация позволяет получать более прочные покрытия с высокой степенью адгезии.
При использовании в качестве электродов проволок из двух различных металлов можно получить покрытие из их сплава. При напылении покрытия распылением двух электродов из разнородных материалов желательно использовать такие электрометаллизаторы, которые бы позволяли производить отдельную регулировку скорости подачи каждого электрода.
Недостатком рассматриваемого метода является перегрев и окисление напыляемого материала при малых скоростях подачи распыляемой проволоки. Кроме того, большое количество теплоты, выделяющейся при горении дуги, приводит к значительному выгоранию легирующих элементов, входящих в напыляемый сплав. Это необходимо иметь в виду при разработке технологии нанесения покрытий и применять для напыления проволоку, содержащую повышенное количество легирующих элементов.
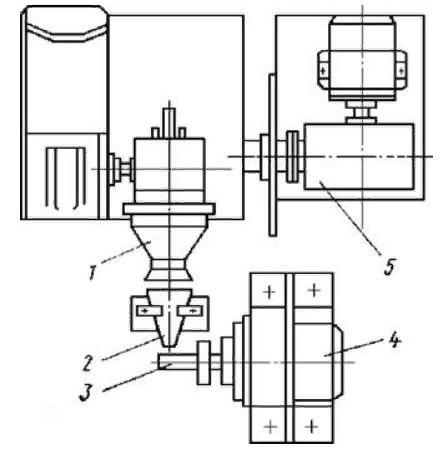
Металлизатор обычно состоит из следующих основных частей: корпуса, привода механизма подачи проволоки, распылительной головки, шлангов защитных для проволоки и пульта управления. Например, электродуговой металлизатор ЭДМ-5У (рис. 2) предназначен для нанесения металлических покрытий со сверхзвуковым истечением воздуха на специально подготовленную поверхность. Асинхронный двигатель мощностью 0,25 кВт позволяет работать с проволоками диаметром до 3,5 мм. Авторы этой конструкции (ООО НПФ «ТОМ») разработали специальное сверхзвуковое воздушное сопло (скорость выхода воздуха до 500 м/с), позволяющее как значительно увеличить скорость полета частиц расплавленного металла (повысить адгезию), так и уменьшить угол распыления, что приводит к увеличению коэффициента использования проволоки. Пульт управления металлизатором оснащен частотным преобразователем для плавного регулирования режимов напыления и соединения металлизатора со сварочным источником питания.
Кроме указанного металлизатора разработаны и используются для нанесения коррозионно-стойких покрытий, восстановления и упрочнения поверхностей изделий металлизаторы типа ЭМ-14М, ЭМ-17, ЭМ-19 с различными характеристиками и производительностью.
Источниками питания для работы металлизаторов служат сварочные выпрямители типа ВДУ-504, -505, -506, ВС-600, ПСГ-500, ПСУ-500 и другие с регулируемым напряжением и жесткой вольтамперной характеристикой. Эти источники тока позволяют производить распыление практически любых металлов в широком диапазоне режимов работы.
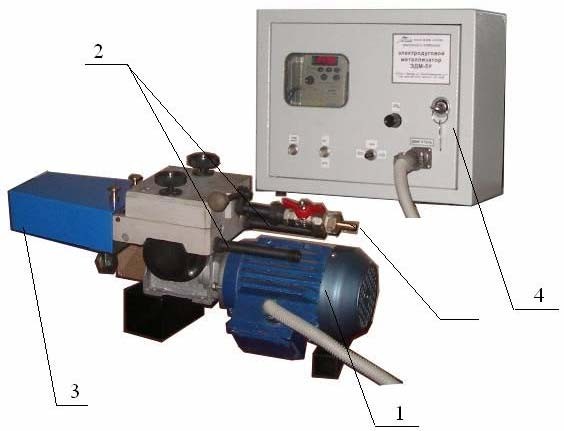

Рис. 2. Электродуговой металлизатор ЭДМ-5У: 1 – электродвигатель; 2 – каналы подачи проволок; 3 – сопло; 4 – блок управления; 5 – канал подачи воздуха
2. Технология нанесения покрытий
Технология нанесения металлопокрытий слагается из подготовки поверхности, нанесения покрытия и, в случае необходимости, его обработки.
Предварительная обработка поверхности основы является важным фактором для обеспечения прочного сцепления покрытия с деталью, так как в большинстве случаев соединение напыленного покрытия с основой происходит в результате механического сцепления. Следовательно, для того чтобы расплавленные частицы, которые ударяются и деформируются об основу, прочно сцеплялись с неровностями поверхности, основа должна быть достаточно шероховатой.
Помимо механического соединения напыленного покрытия с основой возможны и другие виды соединений, например сплавление напыляемого материала с материалом основы, образование химических соединений и т. д.
Повышение прочности механического зацепления связано с увеличением площади поверхности основы и созданием большей активности основы, что также важно и для других видов соединений. Поэтому создание развитой шероховатости на поверхности основы является важным требованием. Перед предварительной обработкой поверхности необходимо провести промывку и, насколько возможно, удалить влагу, масло и другие загрязнения, а также окисные пленки.
В деталях из пористых материалов и чугунных отливках в порах может содержаться масло, которое при напылении в результате нагревания выделяется на поверхность, что в значительной степени ухудшает сцепление покрытия с основой. Поэтому такие детали после обычного обезжиривания должны быть подвергнуты отжигу при температуре 250…500 °С, в процессе которого происходит выгорание масла, содержащегося в порах. Окисные пленки удаляют с поверхности в основном механически обдувкой кварцевым песком, корундом или стальной крошкой. Для удаления окисных пленок со стальных деталей иногда используют травление в азотной, соляной и других кислотах.
Обычным средством подготовки поверхности изделий со сложной конфигурацией или тел вращения является дробеструйная обработка стальной или чугунной колотой дробью грануляции 0,8…1,6 мм, или корундовым порошком той же грануляции при давлении воздуха 0,4…0,6 МПа, очищенного от влаги и масла. Для деталей с незакалённой поверхностью может применяться подготовка поверхности нарезанием рваной резьбы: для термообработанных твердых поверхностей после нарезания резьбы необходима струйноабразивная обработка электрокорундовым порошком. Значения параметров шероховатости поверхности изделия, требования к металлизации, к покрытию и методы контроля должны соответствовать ГОСТ 9.304–84 «Покрытия газотермические. Общие требования и методы контроля». Подготовленную поверхность следует металлизировать не позднее двух часов после окончания подготовки.
Режим работы металлизатора (напряжение, дистанция металлизации) устанавливается оператором в зависимости от применяемого металла подложки и проволоки, её диаметра, давления воздуха, скорости подачи проволоки. При нанесении покрытия необходимо избегать нагрева металлизируемой поверхности выше 100…120 °С.
Во избежание перегрева и отслоения покрытия его следует наносить при непрерывном вращении детали и возвратно-поступательном перемещении металлизатора вдоль ее оси или перемещать металлизатор относительно неподвижной поверхности плоской или сложной конфигурации. Высокое качество покрытий может быть достигнуто только при условии непрерывности подачи проволоки и минимального напряжения дуги, обеспечивающего стабильность её горения. Завышение напряжения ведет к перегреву покрытия и чрезмерному выгоранию легирующих элементов проволоки.
В электродуговом металлизаторе угол между электродами (напыляемыми проволоками) обычно составляет 30…60°. При углах, превышающих 60°, процесс напыления становится чувствительным к изменению условий напыления и нестабильным. При работе металлизатора на постоянном токе напыляемая проволока, выполняющая функции анода, расплавляется приблизительно на 50 % быстрее, чем катод. Поэтому теоретически анодную проволоку следует подавать быстрее катодной. Однако на практике не возникает необходимости в разных скоростях подачи электродов. Поэтому проволоки подаются обычно с одинаковой скоростью, либо регулирование скорости плавления проволок осуществляют за счет разности диаметров анодной и катодной проволок.
Важным фактором при напылении является правильная регулировка тока, позволяющая уравновесить скорости подачи проволок со скоростью их расплавления и таким образом обеспечить постоянство длины дуги. При напылении расстояние от сопла металлизатора до покрываемой поверхности обычно составляет 100…200 мм (рис. 3).


Рис. 3. Работа металлизатора при нанесении покрытия
3. Обработка покрытий после металлизации
Покрытие, полученное после напыления, по своей структуре является в значительной степени пористым. Пористость его можно в некоторых случаях эффективно использовать. Заполнять поры можно путем нанесения на покрытие слоя краски, пропиткой покрытия специальными составами. Однако наиболее широкое применение находят плотные покрытия.
Преимущества электродуговой металлизации:
- высокая антикоррозионная стойкость металлизационных покрытий;
- отсутствие деформации изделий;
- мобильность металлизационных установок и возможность нанесения защитных покрытий в полевых условиях;
- высокая производительность процесса;
- высокая адгезионная прочность металлизационных покрытий (в сравнении с лакокрасочными или газопламенными покрытиями);
- высокие пластические характеристики металлизационных покрытий.
Основными недостатками металлизации являются большая пористость (до 20 %) и значительные потери металла при распылении.
4. Механическая обработка покрытий
Когда необходимо получить чистую поверхность с точными размерами и заданной шероховатостью, напыленное с некоторым припуском покрытие подвергают механической обработке. Основные виды механической обработки покрытий – резание и шлифование. Для обработки покрытий из углеродистых и коррозионно-стойких сталей методом точения или фрезерования можно использовать быстрорежущий и твердосплавный инструмент. Шлифование покрытий можно осуществлять как с подачей охлаждающей жидкости, так и без нее. «Мокрое» шлифование предпочтительнее в случаях, когда не возникает проблем, связанных с проникновением охлаждающей жидкости в поры покрытия. Грубое шлифование (как сухое, так и мокрое) может привести к образованию трещин на шлифуемой поверхности. Поэтому, чтобы получить качественную поверхность, необходимо правильно выбрать шлифовальный круг и режимы шлифования. Обычно для шлифования нанесенных покрытий используют круги со сравнительно грубой структурой и непрочной связкой.
После окончательного шлифования поверхность покрытия должна иметь матовый блеск и содержать мелкие поры. Слишком блестящая поверхность, на которой отсутствуют поры, указывает на неправильное шлифование.
Уплотнение покрытия, заполнение его пор уплотняющими материалами, когда это необходимо, производят перед шлифованием. Уплотняющие материалы препятствуют проникновению в поры покрытия частиц абразивных материалов, используемых при шлифовании. Если поры покрытия не заполнены уплотняющими материалами, то после шлифования необходимо промыть покрытие и удалить частицы, попавшие в него при шлифовании. Это особенно важно для покрытий, наносимых на поверхность подшипников. Покрытия из мягких материалов (олова, цинка, баббита) можно хонинговать, в результате чего получается гладкая поверхность с незначительной пористостью.