Электрополировка нержавейки в домашних условиях
Электрохимическая полировка стали
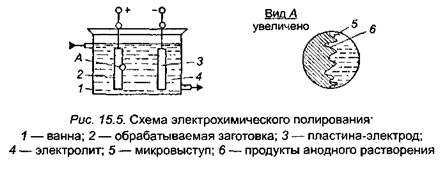
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.


Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.

Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.


Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.

На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
Электрохимическое полирование алюминия и нержавеющей стали применяется в отраслях по производству строительных приспособлений, сверл и крепежных механизмов.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.


Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.

Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.


Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.


Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.


Механическая полировка
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.


ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.


Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.

Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Полировка нержавеющей стали – зеркало за 5 минут реально!
Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.


Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.

2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.

Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.

Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.

3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.

Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.

В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.

4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.

А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.

Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.

5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.

Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.

Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.

Электрохимическая полировка металлов — описание процесса
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.


- Описание процесса
- Оборудование и химикаты
- Пропорции создания хим состава
- Область применения
- Преимущества и недостатки
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.

Область применения
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.


Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Химическое и электрохимическое полирование металлов.
Электрохимическое и химическое полирование применяется как для декоративной обработки поверхности после нанесения покрытий, так и в процессе обработки деталей.
Электрохимическое полирование.
При электрохимическом полировании микрорельеф поверхности получается значительно более гладким, чем при механической обработке.
Покрытия, получаемые при электрохимическом полировании беспористые и мелкокристаллические, что способствует снижению коэффициента трения и позволяет придать деталям специальные оптические свойства. В процессе электрохимического полирования поверхность металла становится блестящей в результате различной скорости растворения микровыступов и углублений.
Эффект электрохимического полирования объясняется образованием на металле поверхностной тонкой оксидной пленки, предотвращающей травление. Толщина пленки неодинакова на микровыступах и микровпадинах, вследствие чего раствор при электрохимическом полировании сильнее действует на те участки, где пленка тоньше, т.е. на микровыступы.
Качество электрохимического полирования зависит от плотности тока, температуры электролита, состава раствора и времени электролиза.
Наибольшее распространение при электрохимическом полировании нашли электролиты на основе фосфорной кислоты, серной и хромовой. Для повышения вязкости растворов вводят глицерин, и метилцеллюлозу. В качестве ингибиторов травления в электролиты электрохимического полирования добавляют сульфоуреид, триэтаноламин и др.
Химическое полирование.
Химический способ полирования имеет много общего с электрохимическим. Возникновение блеска на поверхности деталей здесь, как и при электрохимическом полировании, также связан с наличием тонкой пленки, предотвращающей травление в углублениях металла.
Преимущественное растворение выступов при химическом полировании достигается как за счет их повышенной химической активности, так и вследствие большей скорости диффузии ионов металла и свежего электролита.

Электрохимическое полирование стальных деталей.
Сравнительная характеристика процессов электрохимического и химического полирования.
Основными преимуществами процесса электрохимического полирования являются высокая производительность, хорошее сцепление гальванических покрытий с электрополированной поверхностью, возможность исключить операцию обезжиривания, необходимую при механической полировке.
К недостаткам процесса электрохимического полирования относятся необходимость в частой смене электролитов из-за отсутствия универсального для различных металлов; необходимость механической полировки поверхности перед электрохимическим полированием; повышенный расход электроэнергии.
Преимущество химического полирования перед электрохимическим в том, что не требуется применение источников постоянного питания. Химическому полированию подвергаются в основном латунные или алюминиевые детали любой сложной конфигурации и размеров, которые не требуют зеркального блеска.
Недостатки химического полирования по сравнению с электрохимическим — меньший блеск, большая агрессивность растворов и их недолговечность.
Составы электролитов для химического и электрохимического полирования металлов.
Большинство электролитов для электрохимического полирования стали, основаны на смесях растворов ортофосфорной и серной кислот с добавкой хромового ангидрида.
Электролит электрохимического полирования с содержанием 500–1100г/л фосфорной кислоты, 250–550г/л серной и 30 г/л хромового ангидрида является универсальным для электрохимического полирования всех видов стали, включая 12Х18Н9Т.
Режим электрохимического полирования: температура 60–80 0 С, плотность тока 15–80 А/дм 2 , время 1–10 минут.
Для электрохимического полирования стали 12Х18Н9Т возможно применять электролиты, содержащие ПАВ. Съем металла при электрохимическом полировании происходит интенсивнее в электролите: фосфорная кислота 730 г/л, серная – 580–725, триэтаноламин 4–6 г/л, катапин 0,5–1,0 при 60–80 0 С, плотность тока 20–50 А/дм 2 , время 3–5 минут.
Химическое полирование стали, в отличие от электрохимического, применяют реже, хотя проще в применении и имеет ряд преимуществ. Раствор для химического полирования стали 12Х18Н9Т содержит (г/л): серную кислоту 620–630, азотную 60–70, соляную 70–80, хлорид натрия 1-12, краситель кислотный черный 3М 3–5. Температура 70–75 0 С, время 5–10 минут.
Для электрохимического полирования меди и ее сплавов применяют растворы фосфорной кислоты с хромовым ангидридом: фосфорная кислота 850–900 г/л, хромовый ангидрид 100–150 г/л, температура 30–40 0 С, плотность тока 20–50 А/дм 2 .
Химическое полирование меди проводят в растворе (г/л) фосфорной кислоты 930–950, азотной 280–290 и уксусной 230–260 при комнатной температуре (в отличие от электрохимического) в течение 1–5 минут.
Электрохимическое полирование алюминия и его сплавов происходит в том случае, если скорость растворения оксидной пленки на поверхности превышает скорость ее образования. Электролит электрохимического полирования содержит смесь фосфорной кислоты (730–900г/л), серной (580–725г/л) и ПАВ (триэтаноламин 4–6 г/л, катапин БПВ 0,5 – 1,0 г/л). Режим электрохимического полирования: температура 60–80 0 С, плотность тока 10–50 А/дм 2 , время 3–5 минут.
Для электрохимического полирования сплавов алюминия с высоким содержанием кремния рекомендуется состав (масс. доли): плавиковая кислота 0,13; глицерин 0,54; вода 0,33. температура 20–25 0 С, плотность тока 20 А/дм 2 , время 10–15 минут.
Химическое полирование алюминиевых деформируемых сплавов проводят в растворе фосфорной кислоты 1500–1600 г/л с добавкой нитрата аммония 85–100 г/л при 95–100 0 С до 5 минут.
Электрохимическое полирование никеля проводят в электролите: 1000-1100 г/л серной кислоты при 20-30 0 С и плотности тока 20-40 А/дм 2 в течение 2-х минут.
Качество электрохимического и химического полирования деталей, как и всех гальванических процессов, зависит от подготовки поверхности (см. «Первые шаги в гальванике часть 2.») и точности выполнения технологических операций (состава электролита электрохимического полирования, режимов процесса).
При выполнении процессов электрохимического и химического полирования необходимо соблюдать технику безопасности (см. «Безопасная гальваника»).
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.


Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см 2 , в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно-плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.


Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.