Газоплазменная резка металла оборудование
Станки плазменной резки металла с ЧПУ


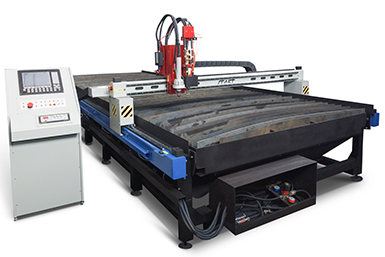
Особенность: Без рабочего стола
Рабочее поле: от 2,5х1,3 до 3х2
Резка металла: до 30 мм

Особенность: с центральной вытяжкой
Рабочее поле: от 2,5х1,3 до 3х2
Резка металла: до 30 мм

Особенность: Cовмещенный со станком
Диаметр трубы: от 32 до 630 мм
Длина трубы: до 12 мм

Особенность: с секционной вытяжкой
Рабочее поле: от 1,5х3 до 2,5х12 м
Резка металла: до 150 мм
Особенность: с секционной вытяжкой
Рабочее поле: от 1,5х3 до 2,5х12м
Резка металла: до 150 мм
от 1 126 000 руб.

Особенность: без рабочего стола
Рабочее поле: от 1,5х3 до 2,5х12м
Резка металла: до 150 мм
Выберите параметры и мы подберем для Вас станок!
Мы отправим Вам подробное предложение в течении 30 минут!
Оборудование для плазменной резки металла с ЧПУ


По просьбе клиентов завод «ТеплоВентМаш» запустил в производство бюджетное оборудование серии Start S–WT, особенностью которого является доступная цена, отсутствие стола для поддержки заготовок и системы дымоудаления. Оборудование рассчитано на резку листового металла толщиной от 0,5 до 30 мм. В комплект поставки входит:
- Координатный стол на мощных шаговых двигателях;
- Терминал управления с электрошкафом и компьютером;
- Лицензионные программы Mach3 и SheetCam (рус.).


Станки серии Start М30 имеют усиленный координатный стол и центральную систему дымоудаления. Рез металла от 0,5 до 30 мм. Данное оборудование поставляется в сборе, что позволяет исключить дополнительные работы по монтажу и наладке в месте установки.
В станке предусмотрен более широкий электро-пакет, чем в серии S–WT: кнопки останова по обоим сторонам портала, бесконтактные датчики движения портала. Пульт управления выполнен в более защищенном исполнении.


Машина плазменной резки Start L50 имеет мощный стол, состоящий из прочной металлической станины и стоек, способных выдержать вес стальных листов толщиной в 50 мм.
Оборудование имеет эффективную секционную систему дымоудаления. Для предотвращения воздействий значительных температур на раму и поверхность координатного стола, возникающих в процессе резки, стол имеет болтовые и сварные соединения конструкций.

Машины серии L100-Combi выполняют раскрой листового металла толщиной 0,5 – 100 мм с помощью газокислородной и воздушно-плазменной резки. Возможно размещение нескольких газовых или плазменных резаков на портале.
Цена включает комплект газового оборудования и газовый резак. Секционная система дымоудаления позволяет исключить задымление даже при резке толстых металлов.
Оборудование для воздушно-плазменной резки
Из чего же состоит оборудование для плазменной резки с ЧПУ?
- Источник воздушно-плазменной резки с плазматроном – он генерирует струю плазмы для разрезания металла.
- Координатный стол с ЧПУ – перемещает плазматрон по заданной траектории.
- Система подготовки сжатого воздуха – состоит из компрессора, осушителя и фильтра. Данная система подготавливает сжатый воздух для подачи в источник плазмы.


Источник плазменной резки с плазматроном
По цене американский Hypertherm в 2-3 раза дороже чем Российские и Китайские аналоги, как сам аппарат, так и расходники. Но тут уж приходится выбирать между качеством, надежностью и ценой.
Координатный стол с ЧПУ
Наиболее обобщенное название – станок плазменной резки с ЧПУ. Все мы знаем, что это за оборудование, но если посмотреть поближе – возникает масса вопросов. Координатный стол превращает источник плазмы в автоматизированное оборудование для воздушно-плазменной резки листового металла с ЧПУ.
Консольное или портальное оборудование плазменной резки
- Портальные станки. Представляют собой надежную конструкцию с 3-ех осевой системой координат. Сам портал, на котором установлен плазменный резак, закреплен на раме станка с двух сторон и перемещается при помощи двух мощных двигателей с передачей шестерня-рейка. Портальные станки плазменной резки набирают все большую популярность, в силу своей надежности и высокой производительности.
- Консольные установки плазменной резки с ЧПУ. Данное оборудование характеризуется низкой ценой, достаточно низким качеством резки, малой производительностью и не долгим сроком службы. В действительности, консольные установки плазменной резки постепенно «изживают свой век». Это связанно с тем, что станки портального типа, являющиеся более надежными и производительными, стали намного доступнее по цене, чем раньше и уже практически сравнялись с консольными.
Цены на оборудование для плазменной резки с ЧПУ производства завода «ТеплоВентМаш»
- Бюджетные – предназначены для раскроя не толстых металлов, до 10-20 мм. Данные станки характеризуются небольшой производительностью, средним качеством реза, не большой функциональностью. Бюджетное оборудование для резки металла — цена до 500 000 руб.
- Промышленные – резка толстых металлов до 100 мм. Возможность использования газового резака (помимо плазменного). Качество реза выше среднего, расширенный функционал станка. Купить оборудование для резки металла промышленного типа можно по цене до 1 500 000 руб.
- Профессиональные – высокое качество реза и производительность, минимальный облой (шлак), возможность вырезать малые отверстия в толстых металлах, широкий функционал, тонкие настройки. Цена такого оборудования плазменной резки – 5-6 млн. руб.
Система подготовки сжатого воздуха
- Компрессора для подготовки сжатого воздуха. В большинстве случаев подойдет компрессор с производительностью 550 л/мин, объемом ресивера – 100 л, выдерживающий 10 атмосфер.
- Осушителя воздуха. Сухой воздух нужен для стабильного качества реза и продления срока службы расходных материалов.
- Фильтра воздушно-масленого. Так же влияет на качество реза и срок службы расходных материалов.
Имея данную систему подготовки воздуха Вы убережете себя от многих проблем, связанных с работой источника плазмы и качеством вырезаемых деталей.
Купить оборудование воздушно-плазменной резки
Процесс выбора и покупки оборудования, с его дальнейшей установкой, происходит по следующей схеме:
 |
 |
 |
 |
 |
| Отправьте Ваш запрос |
Подбор оборудования под Ваши задачи |
Согласование и подписание договора |
Производство 5-30 дней |
Доставка, пуско-наладка, обучение |

За 11 лет работы компании «ТеплоВентМаш», с 2008 по 2019 год было произведено и продано 558 станков плазменной резки, в 105 городов России.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!


- Компания
- О компании
- География продаж станков
- Отзывы
- Сертификаты
- События
- Продукция
- Плазменные станки
- Газовые станки
- Лазерные станки
- Галтовочные станки
- Сервис
- Доставка
- Монтаж и пуско-наладка станков плазменной резки
- Обучение сотрудников
- Гарантия на станки
- Информация
- Фото
- Видео станков
- Выбор источника плазмы
- Подготовка воздуха
- Расходные материалы
- Статьи по плазменной резке
© 2008-2021 ООО «ТеплоВентМаш» — производство станков плазменной, газовой и лазерной резки. Права защищены.
Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Оборудование для газовой резки – как разрезают металл?
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
1 Принцип работы оборудования для газопламенной резки
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода. Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения. На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны. Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.


Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.


Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.

2 Конструкция газовых резаков для раскроя металлов и их классификация
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части. Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука. Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.


Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.


По принципу смешения кислорода и газа делят на следующие типы:
- инжекторные;
- безынжекторные.
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.


По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.

3 Основное и вспомогательное оборудование для газопламенной резки
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.


Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- производительности;
- давлению производимого ацетилена:
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм 3 . Емкости вместительностью 40 дм 3 получили наибольшее распространение. Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции. Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем. Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.


Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным. Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам. Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны. Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой. Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:


- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.

4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.


Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.


По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.


Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.


Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.

Оборудование для газовой резки металла
Принцип работы оборудования, предназначенного для газовой резки


Газовая резка осуществляется посредством сгорания металла в струе чистого кислорода, которая подаётся под сверхвысоким давлением. Чтобы перейти в такой рабочий режим, металл сначала разогревается до температуры, которая приводит к воспламенению обрабатываемого сплава в кислороде на участке разреза без внешних источников огня. Таким образом, технологический процесс кислородного раскроя включает 2 этапа. Вначале металл разогревается пламенем смеси, которую получают из технического кислорода и горючего газа. Топливом при этом служит ацетилен или какой-либо заменитель ацетилена.
Второй этап — это непосредственно резка материала с помощью кислородной струи. Металл в ходе этого процесса сгорает, а образовавшиеся в результате продукты горения (оксиды) выдуваются. Чтобы обеспечить основные и переходные режимы кислородной резки, применяется специальное оборудование для резки металлов, отличающееся конструктивной стойкостью, а также высоким качеством реза и безопасностью.
Оборудование для газовой резки


Наиболее распространены сейчас универсальные инжекторные резаки, с помощью которых осуществляется разрезание изделий разных видов, имеющих толщину от 3 до 300 мм. Кроме собственно резака, к оборудованию для газопламенной резки относятся следующие устройства:
- ацетиленовый генератор;
- баллон для кислорода и горючего газа;
- редукторы для регулирования подачи горючего газа и кислорода;
- предохранительные затворы;
- шланги высокого давления;
- пылевые фильтры, которые могут быть встроены в редуктор либо установлены на него;
- запорные клапаны редукторов;
- устройства для регулирования давления;
- клапан, регулирующий расход — относится к оснащению редуктора;
- манометры — их устанавливают на редукторах, а функцией данных приборов является контроль за показателем газового давления.
Детальнее об оборудовании для резки металла газом можно узнать на сайте rekom.kiev.ua.
Станки для газопламенной резки


Любой станок для газовой резки включает такие части:
- несущая;
- резак (может быть несколько);
- ведущий механизм;
- система управления и пульт.
Различные переносные машины для резки газом производятся в виде маленьких самоходных телег. Передвигаются они при помощи пружинного механизма либо электрического двигателя, либо газовой турбины. Для задействования мобильной машины последняя устанавливается прямо на ту трубу либо лист, которые подлежат резке, а потом направляется по разметке, гибкому копиру, циркульному устройству либо направляющим.
Главный узел стационарного станка, который обеспечивает автоматизацию процесса резки — система точного копирования. Эффективность работы данной системы на станках доказывается её использованием для дистанционно-масштабного, электромагнитного, программного, фотоэлектронного и механического копирования.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
КАК ПРАВИЛЬНО ВЫБРАТЬ СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ?
На сегодняшний день плазменная резка является одним из лидеров среди всех способов резки металла. Технология уверенно выигрывает у всех ближайших конкурентов благодаря превосходной точности и скорости, а также возможности обрабатывать металлы до 150 мм.
На современном рынке представлено широкое разнообразие различных станков плазменной резки, отличающихся рабочими параметрами, функциональностью ЧПУ, устройством плазмотрона и, конечно, ценой. Постараемся разобраться, как выбрать необходимый плазменный станок и где его приобрести.

Виды станков
Итак, станки для плазменной резки можно условно разделить на несколько категорий:
Ручные варианты – это мобильное маломощное оборудование, идеально адаптированное для мелких производств. Его выбирают мастера различного уровня, а также небольшие цеха с ограниченным бюджетом. На такой станок плазменной резки цена одна из самых недорогих, однако на практике он может показать вполне достойные результаты в плане точности и неплохого КПД.
Портальные станки плазменной резки – самые габаритные устройства. Они оснащаются большим рабочим столом, куда укладывается металл, предназначенный для обработки. Установка имеет реечный привод, который перемещает лист железа и плазмотрон для достижения максимальной точности и хорошей скорости. Подойдут для больших производств, металлопрокатных цехов, а также предприятий, занимающихся серийным выпуском металлоизделий.
Портативные (компактные) модели покупают многие производственные предприятия, так как они, как и портальные, обладают неплохой производительностью. Представляют собой продольную раму с рейками, по которым перемещается каретка с плазмотроном. С помощью ЧПУ процесс максимально автоматизируется, упрощая работу со сложным оборудованием. Конструкция является быстроразборной, что позволяет перемещать их с места на место.
Какой выбрать станок для плазменной резки, могут подсказать только тщательное изучение рынка, проработка вида деятельности предприятия, анализ необходимых мощностей. Роль играет бюджет, а также вероятность расширения производства. Скорее всего, выбор встанет между портальными станками для газовой и плазменной резки и портативными вариантами. Но решающим фактором для многих становится именно цена оборудования.


Станок плазменной резки металла с ЧПУ купить реально по цене от 100 тыс. рублей. Таких предложений в интернете встречается много, но обычно это – бывшие в употреблении или кустарные сборки небольшой мощности.
Стоимость станка, пригодного для среднего по размерам предприятия по обработке металла, будет несколько выше:
От 300 до 800 тыс. рублей – стационарная установка с порталом до 3 м и возможностью работы с металлом до 60 мм. Может оснащаться ЧПУ и автоматизированной системой управления.
От 800 тыс. до 3 млн стоит более функциональная модель с возможностью раскроя металла длиной более 20 метров. Дополнительно такая установка может иметь модуль для резки труб, газовую горелку и до трёх резаков, работающих одновременно.
Более 3 млн рублей обычно стоит оборудование от зарубежных раскрученных брендов.
В некоторых случаях к стоимости следует прибавить расходы на источник питания, вытяжку и компрессоры, а также монтаж, обучение персонала и обслуживание.
Лучшие производители плазменного оборудования
Среди мировых производителей станков плазменной резки металла с ЧПУ наибольшую известность получили следующие бренды:
HGG Group производит оборудование для решения самых сложных задач, вплоть до вырезки контуров на поверхностях труб, балок, коробов. Голландская компания занимается разработкой технологий 3D-резки.
Каталог Hypertherm включает, в основном, аппараты для ручной плазменной резки. В этой области она является одним из лидеров. Выпускает также промышленное оборудование и аксессуары, включая плазмотроны с различными параметрами.
Немецкий бренд Kjellberg является одним из основоположников плазменной резки и многих смежных областей. Известна серией HiFocus, ставшей альтернативой лазерным и другим прецизионным методам резки.
Фирма Zinser из Германии – один из лидеров в области систем плазменной, газовой и автогенной резок. Труборезы Zinser поставляются практически во все страны мира.
Польско-немецкая компания Eckert производит станки термической резки промышленного уровня. Активно развивает не только направление плазменной резки, но и лазерное, газовое и водоструйное.
OTC Daihen – американская компания, специализирующаяся на сварочном оборудовании, но не меньшей популярностью пользуются и её установки плазменной резки.
Thermal Dynamics – американский бренд, объединяющий умные технологии и собственные наработки. Повсеместно внедряет технологию HeavyCut, заключающуюся в резке кислородной плазмой мощностью 200 ампер.
Разработки шведской компании SPT Plasmateknik нашли своё применение в сложных промышленных условиях. Станки плазменной резки используют крупные европейские машиностроительные заводы.
Немецкая корпорация Messer Cutting Systems имеет несколько крупных представительств в России и СНГ. Занимается внедрением систем плазменной резки, модернизацией оборудования, оптимизацией производства.
В России импортное оборудование востребовано, но массовому внедрению мешают два существенных фактора – очень высокие цены на передовые станки, а также низкая производительность бюджетных моделей. Отчасти поэтому многие выбирают продукцию отечественных брендов. Например, заслуженным спросом пользуются станки плазменной резки от компании «ПЛАЗМАКРОЙ». При этом топовая модель с плазменной и газовой резкой стоит чуть более 800 тыс. рублей, что гораздо выгоднее импортных аналогов.


Как выбрать установку для резки металла
Выбор необходимого станка плазменной резки основывается на потребностях производства с учётом возможности расширения. При этом принимаются во внимание следующие технические характеристики:
Зона обработки. Зависит, в основном, от размера портала и параметров реечной балки, перемещающей плазматрон. Наиболее распространены станки плазменной резки металла размером 1,5х3 метра. В продаже встречаются модели с порталами шириной 2,5 м и длиной 12 м. Большие размеры изготавливаются исключительно на заказ. При этом учитывается и высота балки над порталом.
Толщина резки. Зависит от мощности источника, а также особенностей модели. Принято различать несколько параметров: качественный рез – толщина реза с максимально качественными характеристиками без дефектов; разделительный рез – толщина, после которой могут наблюдаться различные отклонения; минимальная толщина резки.
Точность. Один из главных параметров, влияющих на конечную стоимость станка. На недорогих моделях точность варьируется в пределе 1–1,5 мм, а наилучшими результатами считаются 0,3–0,6 мм.
Помимо этого, перед покупкой станка плазменной резки учитывается дополнительный функционал:
- возможность работы со сложными сплавами или определёнными видами сталей;
- разметка и маркировка изделий плазмой;
- газокислородная резка;
- резка неровных поверхностей, трубопроката, угловая;
- возможности ЧПУ и систем автоматизации;
- привязка системы координат и т. д.
Каждый производитель оснащает собственные станки оригинальными дополнениями для улучшения качества реза, повышения удобства и безопасности. Для примера можно привести оборудование «ПлазмаКрой» (Тольятти). Помимо основных компонентов, станок может иметь:
- автоматические контролёры высоты;
- шаговые двигатели;
- промышленный компьютер (аналог ЧПУ);
- дистанционный пульт и многие другие опции.

Наиболее частые поломки машин
Как и любая высокотехнологическая техника станки плазменной резки металла нуждаются в регулярном техническом обслуживании, отсутствие которого приведёт к выходу из строя оборудования. Помимо этого, к поломке станка могут привести:
- нарушение условий эксплуатации;
- использование аппаратуры не по назначению;
- допуск к обслуживанию неквалифицированного персонала;
- перепады напряжения, короткие замыкания;
- механические поломки;
- выработка ресурса и естественный износ компонентов.
Наиболее часты и серьёзны проблемы, связанные с самим плазматроном. В некоторых случаях отсутствует поджигание дуги, нет искры, другие могут иметь слишком большие отклонения от заданной программы, неправильный угол, скачки, смещения и так далее. Список возможных проблем зависит от конкретной модели станка. Хорошо, если проблему удаётся решить чисткой резьбовых соединений, заменой уплотнительных колец, креплений трубок, проводов. Наибольшие расходы могут ожидать при полной замене узла.
Нередки сбои в ЧПУ и программном обеспечении, но лечатся они гораздо проще – перепрошивкой или заменой софта.
Требования, предъявляемые к оборудованию плазменной резки
Плазменная резка металлов регламентируется различными нормативными документами, среди которых можно выделить:
- ГОСТ 14792-80, распространяемый на резку кислородную и плазменно-дуговую. Под действие стандарта попадают листовые стали (углеродистая, высоколегированная, жаростойкая, жаропрочная), а также алюминий и его сплавы. ГОСТ обозначает точность вырезаемых изделий и качество места реза.
- ISO 9013:2002 – международный стандарт, в котором содержатся требования к оборудованию термической резки (допуски для размеров, возможные припуски, качество поверхности среза и многое другое);
- ГОСТ 5614-74, ГОСТ 12221-79 (оборудование для термической резки);
- ГОСТ 12.3.039-85 ССБТ (требования безопасности);
- ГОСТ 4.41-85 (номенклатура).
Хотя эти документы были приняты очень давно, отчасти они не утратили актуальности и до сих пор, но с некоторыми поправками на современные разработки и технологии. Ведь нынешние аппараты для плазменной резки не сравнить с моделями того времени.


Предприятия-изготовители оборудования плазменной резки
На территории России расположено множество крупных производственных предприятий, выпускающих оборудование для плазменной резки. Практически все они производят серийные модели, а также работают под заказ.
Тольяттинская компания ПЛАЗМАКРОЙ производит сравнительно недорогие, но функциональные и качественные станки плазменной резки, оснащённые инновационными системами управления, многие из которых – собственные разработки. Отличительные особенности:
- совместимость с любыми источниками плазменной резки;
- дополнительные контроллеры движений с буфером для загрузки чертежей;
- простое, но функциональное программное обеспечение с русскоязычным интерфейсом;
- многофункциональный контроллер THC;
- система «Умный прожиг», предназначенная для защиты резака и увеличения срока службы основных узлов.
Российская компания ПЛАЗМАКРОЙ занимается выпуском станков плазменной резки, фрезерных станков, а также дополнительного оборудования, включая контроллеры и микросхемы.
Рынок плазменного оборудования постоянно растёт, вытесняя многие другие технологии. Выбрать необходимый вариант несложно благодаря обилию предложений. Гораздо сложнее использовать его в дальнейшем с максимальной эффективностью, для чего может потребоваться дополнительная квалификация обслуживающего персонала.
Сущность процесса ручной плазменной резки, виды и выбор оборудования
Самая эффективная и доступная ручная технология раскроя металлопроката – плазменная резка. С ее помощью можно резать металл разных марок и толщин, включая нержавейку, алюминиевые и медные сплавы. Однако для получения качественных заготовок с точными геометрическими параметрами важно знать сущность процесса, устройство и принцип действия оборудования.


Что такое плазменная резка?
Под термином ручной плазменной резки металла следует понимать процесс разделительного резания материала, происходящий за счет его плавления в результате локального воздействия струи высокотемпературной плазмы.
Плазменная технология позволяет выполнять раскрой как черных, так и цветных металлов, включая нержавеющую сталь, тугоплавкие сплавы, медь, алюминий. Вырезать можно заготовки с разными геометрическими параметрами. Максимальная толщина обрабатываемого материала зависит от мощности оборудования и обычно составляет до 100 мм и больше.

Сущность процесса плазменного резания
Особенности ручной плазменной резки:
- Большая скорость резания – в особенности при работе с металлом малых и средних толщин.
- Отсутствие тепловой деформации заготовок – благодаря локальному воздействию плазменной струи.
- Отличное качество и чистота реза – на поверхности кромок образуется минимум окалины.
Конструкция и принцип работы
Плазма представляет собой токопроводящий ионизированный газ, который формируется в специальном устройстве – плазмотроне. Конструктивно он состоит из множества элементов, но основными считаются электрод (он же катод), сопло и завихритель. Они выполняют основные функции в процессе формирования плазменной дуги.

Деталировка плазмотрона для ручной резки
Сам техпроцесс плазменной резки заключается в поджиге дежурной дуги в результате прохождения электрического тока от катода на анод (металлическую заготовку). Пилотная дуга подготавливает пространство между плазмотроном и металлом, способствуя частичной ионизации. При ее контакте с металлопрокатом автоматически увеличивается мощность и поджигается режущая плазменная дуга.
За счет направленного воздействия тепловой энергии дуги металл частично расплавляется и выдувается из зоны реза под воздействием кинетической энергии плазменного газа.

Схема процесса плазменного раскроя
Плазмотроны для ручной резки должны постоянно охлаждаться, поэтому оборудование оснащено системой принудительного охлаждения.
Технические характеристики
Производительность и возможности оборудования для ручной плазменной резки зависят непосредственно от технических характеристик. Основными из них являются:
- Рабочая сила тока – определяет предельную толщину разрезаемого металлопроката. Может достигать от 40 до 400 А.
- ПВ (продолжительность включения) – определяет период непрерывной эксплуатации аппарата без перегрева. Обычно составляет от 40 (полупрофессиональные) до 100 % (профессиональные модели).
- Система охлаждения – мощные промышленные аппараты оборудуются водяным охлаждением, а бытовые и полупрофессиональные модели обычно воздушным.
- Дополнительный функционал – защита от перегрева (автоматическое отключение), оснащение разъемами обратной связи для подключения кабелей с целью совместной работы с машинами ЧПУ и т.д.
Важным параметром является конструкция плазмотрона для ручной резки и возможность его оснащения дополнительными приспособлениями – например, для поддержания постоянного расстояния между соплом и обрабатываемым металлом, высокоточного вырезания круглых заготовок или отверстий разных диаметров.

Приспособление для вырезания круглых заготовок
Виды станков
Основная классификация плазменного оборудования для ручного раскроя:
- Инверторного типа – отличаются высоким КПД, энергоэффективностью, компактными размерами и небольшим весом. Такие аппараты выпускаются обычно небольшой мощности и позволяют разрезать металл толщиной до 20 мм. Предназначены для бытового и полупрофессионального применения.

- Трансформаторного типа – мощные устройства для профессионального применения. Характеризуются высоким ПВ (80-100 %) и возможностью раскроя металлопроката толщиной до 100 мм и более.
![]()
Источник питания трансформаторного типа
Плазмотроны для ручной резки различают по типу поджига дуги:
- Прямого действия – дуга возбуждается при прохождении электротока между катодом и анодом. Такие резаки применяются для резки электропроводимых материалов (сталей и сплавов).
- Косвенного действия – дуга поджигается между катодом и соплом. Плазмотроны этого типа используются для резания материалов, которые не проводят электрический ток (пластмассы и т.д.).

Отличия плазменной дуги прямого и косвенного действия
Выбор оборудования для резки металла
Выбирать плазморез нужно исходя их конкретных нужд – марок и толщин материалов, которые предполагается резать. Если плазменный аппарат нужен для ручной резки струей плазмы металлов небольшой толщины, вполне подойдут экономичные инверторные модели. Единственный их минус – невысокая ПВ (продолжительность включения), т.е. при 10-минутном рабочем цикле они работают от 4 до 6 минут (в зависимости от вида) на максимальной мощности, а остальные 6-4 минуты они остывают. Несоблюдение этого параметра может привести к перегреву и выходу из строя.
Для резания толстого металлопроката в течение длительного времени лучше покупать станки трансформаторного типа. Они имеют ПВ до 100 %, поэтому могут непрерывно работать на протяжении нескольких смен. Следует учитывать, что большинство моделей имеют большой вес и габаритные размеры, однако могут быть оборудованы специальными колесиками для перемещения по цеху.

Процесс плазменной резки толстого металла
Особое внимание надо уделить мощности оборудования для ручной плазменной резки, поскольку этот параметр определяет предельную толщину обрабатываемых заготовок. Здесь важно знать принцип расчета рабочего тока на 1 мм толщины – для нержавеющих и конструкционных сталей он равен 4 А. Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А. Однако лучше, чтобы был небольшой запас.
Производители плазменных аппаратов
Сегодня источники питания для ручной плазменной резки выпускаются разными производителями. Модели зарубежного производства стоят гораздо дороже по сравнению с отечественными аналогами. Но при этом купить надежный и высокопроизводительный аппарат российского производства вполне реально.
Группа компаний ПУРМ производит недорогое оборудование, предназначенное для интенсивной эксплуатации в жестких климатических и производственных условиях. Оно отличается хорошей производительностью, длительным эксплуатационным ресурсом, отличной ремонтопригодностью. Ассортимент производителя позволяет выбрать модель для любых бытовых или производственных нужд.

Оборудование марки ПУРМ для ручного раскроя
Стоимость
Цены на станки зависят в основном от технических параметров и назначения:
- Для бытовых нужд можно купить относительно недорогой инвертор от 22-23 тыс. рублей.
- Стоимость инверторных моделей профессионального типа (с ПВ 80 %) начинается от 115 тыс. руб.
- Расценки на более мощные трансформаторные устройства для ручной плазменной резки заготовок большой толщины составляют от 240 тыс. руб.
Эксплуатация и ремонт
Основные правила эксплуатации оборудования:
- Устанавливать с обеспечением доступа достаточного количества воздуха и в удалении от рабочего места, чтобы на корпус и другие части не попадали брызги раскаленного металла.
- Обеспечить соответствие помещения и рабочего места правилам пожарной безопасности.
- Защитить устройство от непреднамеренного попадания влаги, оборудовать плазмотрон масловлагоотделителем для продления ресурса расходных материалов.
- Подготовить обрабатываемый металл – желательно удалить ржавчину и ЛКП (при наличии).
- Продуть плазмотрон перед началом работ путем нажатия кнопки поджига дуги с целью устранения конденсата и инородных частиц.
Ремонт лучше доверять квалифицированным специалистам, которые оперативно определят и эффективно устранят любую неисправность. Самостоятельное вмешательство в конструкцию аппарата для ручной плазменной резки может привести к более дорогостоящей поломке.
Как собрать плазменный резак самостоятельно?
Правильное подключение ручного плазменного аппарата обычно подробно описывается производителем в инструкции по эксплуатации. Общая последовательность сборки следующая:
- Подсоединить шланг, подающий сжатый воздух, к специальному разъему на задней панели устройства от соответствующей промышленной системы или компрессора.
- Подключить шланг-пакет плазмотрона к специальному разъему на передней панели аппарата.
- Подсоединить кабель к положительному полюсу источника питания, а перед включением прибора и выполнением резки – к обрабатываемому материалу.
Далее нужно отрегулировать давление подачи сжатого воздуха, настроить ток в соответствии с толщиной и маркой разрезаемого металла. Затем можно поджигать дугу и выполнять раскрой. Подробно весь процесс настройки и рекомендованные рабочие параметры указаны в инструкции.
Полезные советы и рекомендации
Высокое качество резания и стабильность плазменной дуги зависит от правильно подобранных рабочих параметров – тока, расстояния между поверхностью металлопроката и соплом, скорости перемещения резака вдоль линии реза. Ток выставляется на лицевой панели корпуса оборудования с учетом марки и толщины стали.
Поддерживать постоянное расстояние между соплом и обрабатываемым материалом при ручной плазменной резке довольно сложно, поэтому мастера обычно используют специальные направляющие, которые крепятся к плазмотрону. Скорость ведения плазмореза подбирается уже по факту резания – 0,2-2 м/мин. с учетом толщины, вида материала, установленной силы тока. Это несложно, достаточно следить за появлением искр и брызг расплавленного металла с обратной стороны заготовки. Однако важно не передерживать резак в одном месте, так как это значительно снижает качество реза.

Применение направляющих для прямолинейного раскроя
Работать нужно в специальной экипировке – желательно в защитном брезентовом костюме, закрытой обуви и затемненных очках (часто используют сварочные маски «хамелеоны»).
Виды оборудования для резки металла
Всё оборудование для резки металла делится на группы, исходя из особенностей техпроцесса.
- Плазменная резка
- Лазерная резка
- Гильотинные ножницы
- Гидроабразивная резка
- Газовая резка
- Дисковая резка
- Резка пилой
- Абразивно-отрезная резка
- Где купить
- Компания ООО «РоллМет»;
Плазменная резка
Плазменный раскрой — это термическая обработка листового проката. Как правило, этот способ обработки применяется к деталям, толщина которых 10 мм…20 мм.
- сталь;
- медь;
- алюминий.
Качество реза во многом зависит от:
- толщины и свойств заготовки;
- состава необходимых смесей;
- характеристик плазмотрона.
Очень важно правильно подобрать режим работы плазмореза. Например, в зависимости от толщины детали:
- ≤ 10 мм раскрой производится плазменной струёй (дуга между электродами);
- > 10 мм – дугой прямого воздействия (заготовка входит в электроцепь), необходима её стабилизация.
Большое значение имеет правильный подбор источника тока.
Сложный технологический процесс, но соблюдение всех требований даст великолепный результат: высокая производительность, отличное качество и низкая себестоимость.
Пример оборудования: установка плазменной резки с ЧПУ «Vanad» серии «КОМРАКТ».


Лазерная резка
Лазерный раскрой происходит благодаря фокусировке пучка света на небольшом участке обрабатываемого материала. Этот способ резки металла обладает рядом достоинств:
- высокая скорость;
- малая ширина реза (сокращает материальные потери);
- в зоне реза термические воздействия невелики;
- отсутствует деформация заготовки;
- резы любой формы не требуют обработки.
- необходимо учитывать взаимодействие луча света с обрабатываемым металлом. Например, лазером нельзя резать серебро из-за высокого коэффициента отражения;
- толщина заготовки ≤ 25 мм.
Пример оборудования: установка лазерной резки «Durma» серии «HD-F».


Гильотинные ножницы
Это простой и надёжный станок для разрезания металлических изделий в любом направлении: поперечном или продольном.
Оборудование различают по типу привода:
- ручной;
- электромеханический;
- пневматический;
- гидравлический.
Пример оборудования: гидравлические гильотинные ножницы «ACL» серии «Q11».
Гидроабразивная резка
Гидроабразивное разрезание производится высокоскоростной струёй воды, смешанной с абразивом. Принцип действия этого метода следующий: поток воды, проходя сквозь отверстие Ø 0,2…0,4 мм, достигает скорости ≥ 900 м/мин. При столкновении с разрезаемой заготовкой, кинетическая энергия струи преобразуется в механическую энергию микроразрушения материала, и происходит резание. Гидроабразивная резка в промышленных условиях является процессом эффективным и высокопроизводительным.
Пример оборудования: станок гидроабразивного раскроя материалов «Mattex NWJ- 2000×4000».


Газовая резка
Газовый раскрой — это выжигание металла струёй кислорода: происходит разогрев заготовки пламенем газа с последующим воздействием на неё режущей кислородной струей.
Скорость разрезания зависит от материала заготовки:
- низкоуглеродистая сталь (содержание углерода 1%) режут с добавлением специальных флюсов;
- высоколегированная сталь, медь и бронза поддаются только кислороно-флюсовой резке;
- резать газом алюминий, вообще, невозможно.
Пример оборудования: установка газовой резки «Agat».


Дисковая резка
Дисковый раскрой применяется при продольном раскрое рулонной стали: сталь режется на узкие (шириной 30…400 мм) полосы, которые сматывается в штрипсы (используются при производстве сварных труб, профилей и сайдинга).
- производительности устанавливаются несколько параллельных дисков;
- точности – калибровочные втулки.
Пример оборудования: отрезной дисковый станок «FC-250».


Резка пилой
Пилы для разрезания металла имеют вид диска или ленты. Они используются на станках, работающих по разным схемам: возвратно-поступательное движение стола и пилы или маятниковое – диска. Разные способы резки позволяют получать различные точность и качество. Они определяют и общую производительность труда.
Применяются следующие схемы:
- маятниковая. Используется для создания прямых пропилов. Она осуществляются за счет возвратно-поступательных движений рабочего стола с заготовкой и маятниковых — режущего инструмента;
- ленточная. Принцип аналогичен обычной ручной ножовке, но применяется длинное полотно;
- дисковая. Внешне напоминает циркулярную пилу в столярном деле. Применяется для резки заготовок для крупных деталей. Режущий инструмент — зубчатый диск из инструментальной стали;
- торцовочная. Применяется для торцовки (подрезания торцов) и вырезки дефектных участков.
Пример оборудования: лентопильный станок.


Абразивно-отрезная резка
Представляет собой разрезание абразивным отрезным диском заготовок из цветных и чёрных металлов разного профиля. Применяется в заготовительных цехах промышленных предприятий и в бытовых условиях.
Преимущества таких станков:
- отсутствие сложностей в работе;
- простота обслуживания;
- высокая надёжность;
- низкая стоимость станков и режущего инструмента.
Пример оборудования: абразивно-отрезной станок «СОМ-400Г».


Где купить
Компания ООО «РоллМет»;
Компания производит и продаёт станки поперечной, продольной и продольно-поперечной резки металла.