Геометрия сверла по металлу
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.


Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
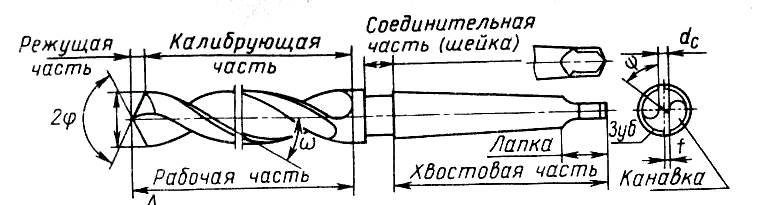
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
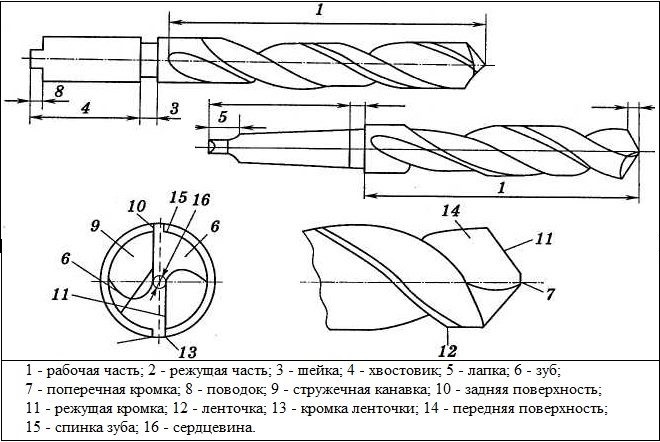

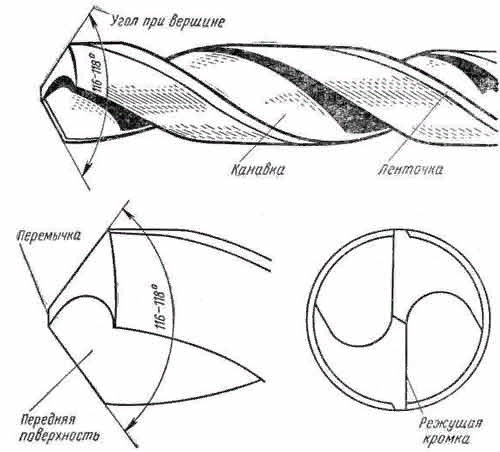
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
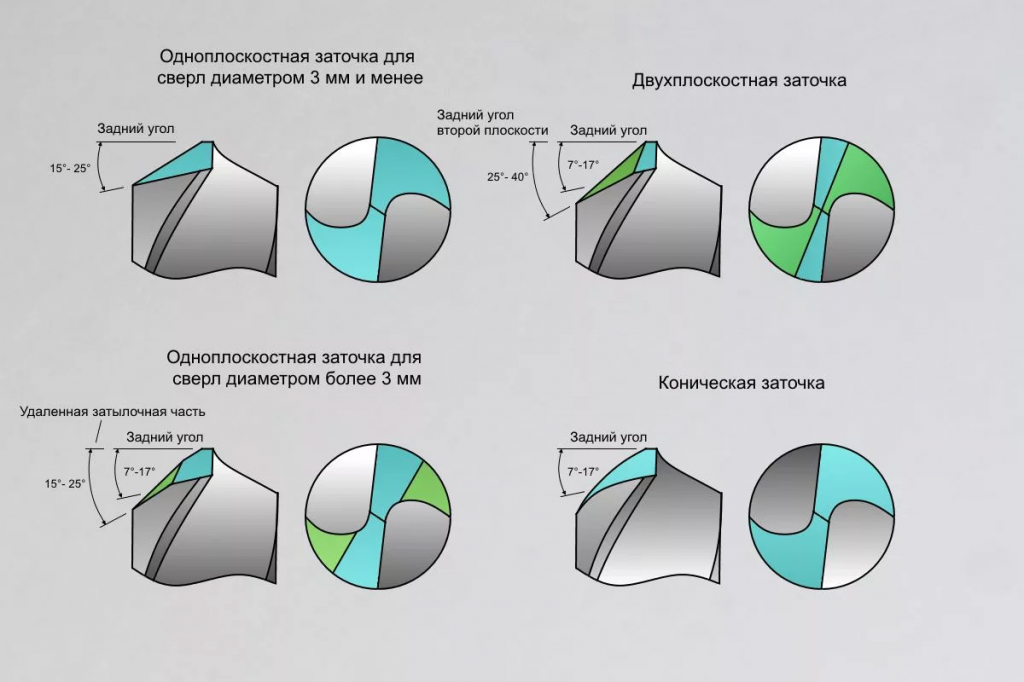
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
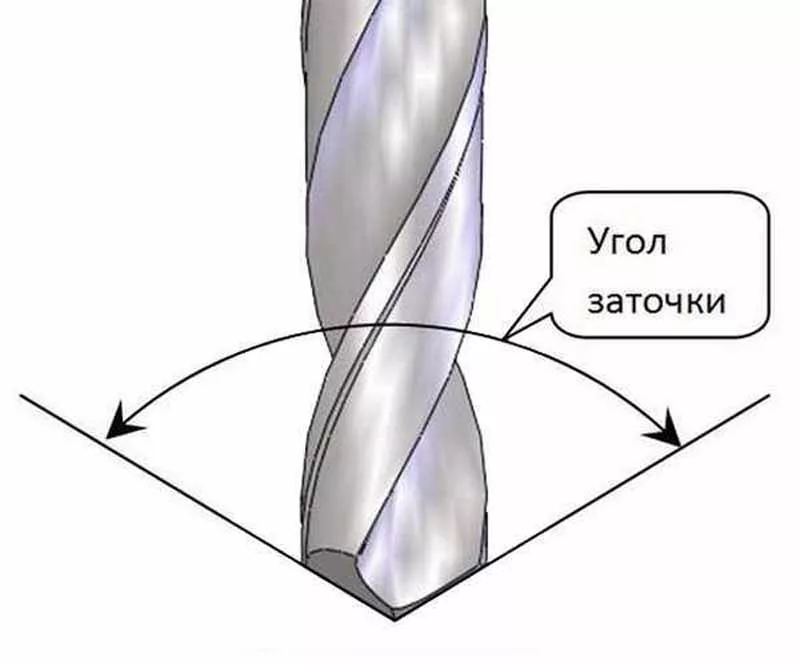
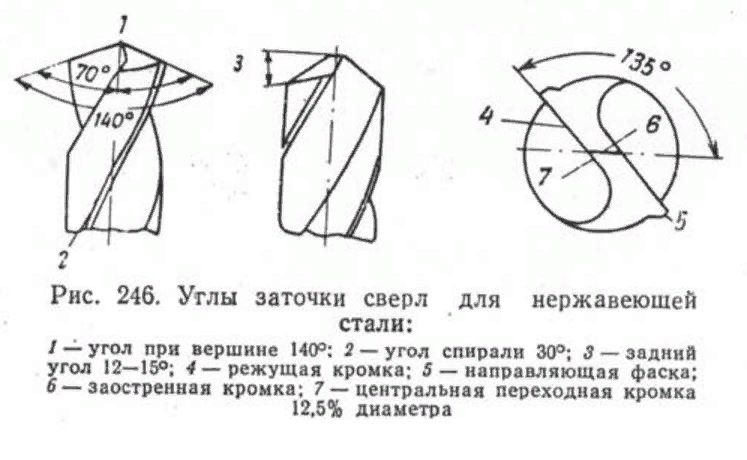
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
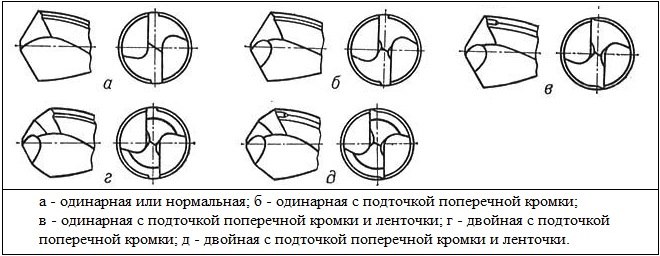

Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
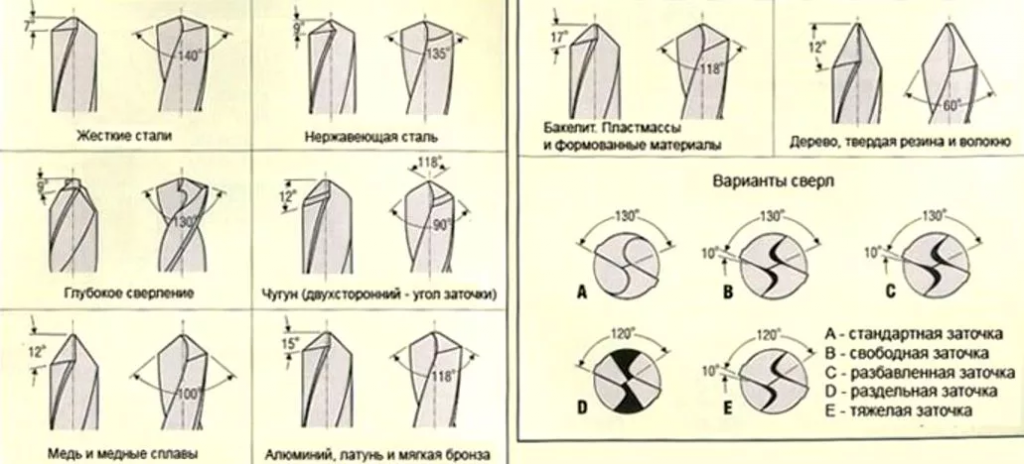
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
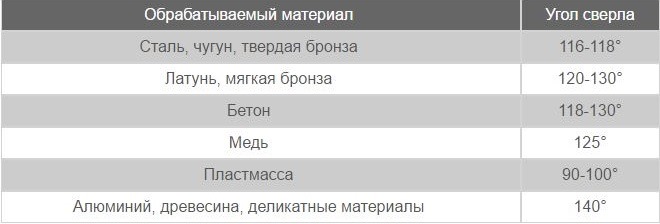

Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
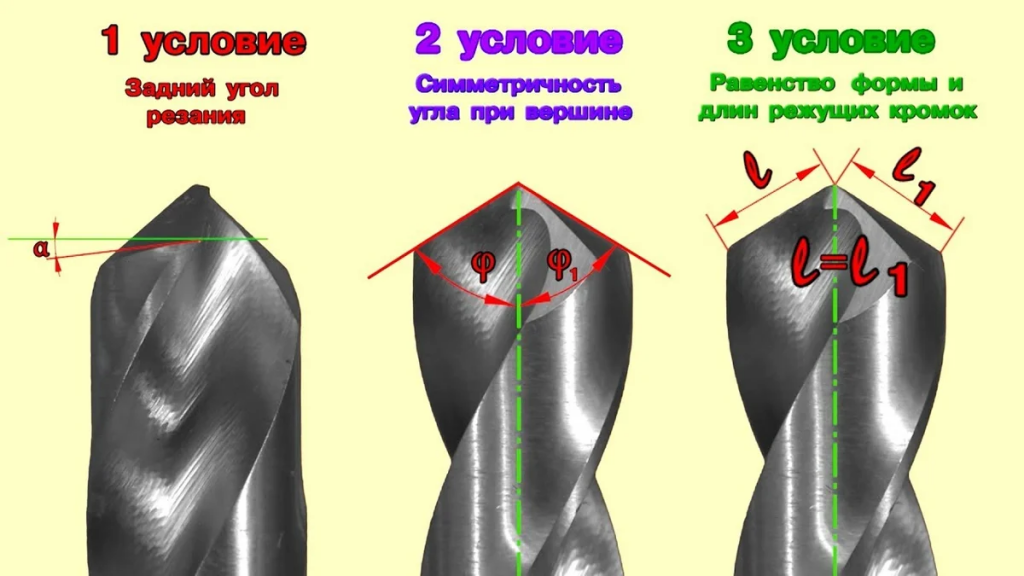
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.


Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Угол заточки сверла по металлу: таблица правильных значений – под каким уклоном нужно точить инструмент
Во время металлообработки, вне зависимости от станка и квалификации токаря, любой инструмент начинает тупиться. Притупление режущих кромок может привести к нагреву заготовок, а также к неаккуратному исполнению. Но необязательно каждый раз покупать новую, острую оснастку, можно исправить ситуацию самостоятельно, в домашних условиях. В статье расскажем, какой правильный угол заточки сверла по металлу соответствует ГОСТу, приведем таблицу значений.


Признаки, что инструмент затупился

Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.


Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.

Особенности работы сверл и от чего зависит угол заточки

Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании https://stanokcnc.ru/.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки

Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Особенности: под каким углом затачиваются сверла различного вида

Задача процедуры – восстановление прежних форм резца. Есть наиболее стандартная геометрия. Она называется нормальная или одинарная, маркируется как Н. В ходе нее формируется одна или две режущие кромки с уклоном под 118-120 градусов. Данный вид затачивания характерен для оснастки, которая в диаметре не превышает 1,2 см.
Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла


Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.

Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.

Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.

Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.


Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.

Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Чугун и стальные заготовки с низким легированием
Геометрия режущей части сверла
Геометрия режущей части спирального сверла представлена на рис. 17.3. Главные режущие кромки перекрещиваются под углом 2φ, который называется углом при вершине и равен сумме двух углов в плане φ. Угол 2φ образуется проекциями главных режущих кромок на параллельную им плоскость, проходящую через ось сверла. Величина этого угла зависит от твёрдости и прочности обрабатываемого материала, возрастая при их увеличении. Чаще всего угол 2φ колеблется в пределах 90…160°. При обработке пластмасс угол при вершине может иметь значения меньше 90°.


Рис. 17.3. Геометрические параметры спирального сверла
Для исключения защемления сверла в отверстии направляющая часть делается с обратной конусностью, т. е. диаметр рабочей части сверла у режущих кромок больше, чем на другом конце у хвостовика. Такая разница составляет 0,04…0,1 мм на 100 мм длины сверла.
Угол ψ называется углом наклона поперечной режущей кромки. Это угол между проекциями главной режущей кромки и перемычки на плоскость, перпендикулярную оси сверла. Чаще всего величина этого угла находится в пределах 50…55°.
Угол ω называется углом наклона винтовой канавки. Он образуется касательной к винтовой линии канавки и осью сверла. У стандартных свёрл угол ω принимается равным 25…30°, а у специальных – в зависимости от твёрдости материала. Для различных материалов угол колеблется в пределах 15…45°.
Передний угол γ – это угол между плоскостью, касательной к передней поверхности, и плоскостью, проходящей через главную режущую кромку параллельно оси сверла. Его величина определяется параметрами винтовой поверхности и носит изменяющийся характер, уменьшаясь в точках главной режущей кромки по мере приближения к поперечной кромке. Задний угол α – угол между плоскостью, касательной к задней поверхности, и плоскостью, перпендикулярной оси сверла. При заточке сверла по конической поверхности задний угол в различных точках главной режущей кромки является переменным, увеличиваясь (в отличие от переднего угла) по мере приближения к поперечной режущей кромке. На чертежах задний угол даётся в периферийной точке главной режущей кромки, так как здесь его легче замерить. Для свёрл диаметром до 15 мм в периферийной точке
α = 11…14°, а для свёрл диаметром от 15 до 80 мм α = 8…11°.
Свёрла стандартной конструкции имеют ряд недостатков в геометрии режущих кромок. Для того чтобы улучшить геометрию, повысить качество обрабатываемой поверхности, увеличить производительность свёрл, используется так называемая подточка поперечной кромки и ленточки (рис. 17.4).

Рис. 17.4. Некоторые формы подточек спирального сверла:
а – подточка поперечной кромки; б – подточка ленточки; в – двойная заточка главной режущей кромки; г – срез поперечной кромки с двойной заточкой главной режущей кромки
Подточка поперечной кромки уменьшает её длину и увеличивает передний угол вблизи оси сверла. Уменьшение поперечной кромки резко уменьшает осевую силу при обработке твердых и хрупких (например, чугун) материалов.
Подточка ленточки делается обычно на длине 1,5…2,5 мм. Двойная заточка разделяет стружку на два потока и улучшает отвод тепла на наибольшем диаметре. Переходную кромку делают под углом 2φ =70°.
Порядок выполнения работы
1. Нарисовать эскиз сверла с обозначением основных размеров и геометрии.
2. Измерить параметры, указанные в табл. 17.1, используя штангенциркуль, микрометр, угломер и линейку. При определении углов ψ и ω, длины главных режущих кромок и перемычки можно пользоваться отпечатками режущих кромок и ленточки на листе бумаги.
Таблица 17.1
Результаты измерений параметров сверла
| Измеряемые параметры | Обозначение | Величины |
| Общая длина сверла, мм Длина рабочей части, мм Длина шейки, мм Длина хвостовика, мм Длина лапки, мм Длина главных режущих кромок, мм Длина поперечной режущей кромки, мм Наибольший диаметр рабочей части, мм Конусность рабочей части Диаметр шейки, мм Наибольший диаметр хвостовика, мм Наименьший диаметр хвостовика, мм Конусность хвостовика Толщина лапки, мм Ширина ленточки, мм Высота ленточки, мм Угол при вершине, град Угол наклона поперечной кромки, град Угол наклона винтовой канавки, град | L lр lш lх lл lрк lпк Dр Кр Dш Dх dх Кх a Hл hл 2φ ψ ω |
Содержание отчёта
1. Описание цели работы.
2. Эскиз исследуемого сверла.
3. Таблица результатов измерения параметров сверла.
4. Краткая характеристика исследуемого сверла: марка материала режущей части, форма заточки, тип хвостовика, номинальный диаметр, назначение.
17.4. Контрольные вопросы
1. Каково назначение свёрл, их типы?
2. Из какого материала изготовляется режущая часть сверла?
3. Из каких частей состоит сверло?
4. Для чего нужна ленточка сверла?
5. Какие существуют типы хвостовиков свёрл?
6. Каково назначение лапки хвостовика?
7.Что такое передний угол? Его влияние на процесс сверления.
8. Каковы функции поперечной режущей кромки?
9. Для чего делается подточка поперечной кромки?
10. Что такое двойная заточка сверла?
11. Каково значение угла при вершине?

Изучение конструкции фрез
Цель работы:изучить конструкции фрез, определить радиальное и торцовое биения режущих кромок.
Приборы и оборудование: фрезы различных конструкций, микрометр, штангенциркуль, индикатор, стойка индикаторная.
Сверла Конструкция / Parts of a drill
38 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.38
Основные элементы конструкции сверла для сверления отверстий в заготовках из металлов A Общая длина B Хвостовик C Рабочая часть D Обратная конусность
Основные элементы конструкции сверла для сверления отверстий в заготовках из металлов A Общая длина B Хвостовик C Рабочая часть D Обратная конусность _ на этой длине E Ширина ленточки F Ширина пера сверла G Угол при вершине H Главная режущая кромка I Диаметр сверла J Длина главной режущей кромки K Вершина L Стружечная канавка M Перо N Калибрующая часть O Длина стружечной канавки P Кольцо Q Лапка 9 Подточка перемычки (показана увеличенной) 10 Передний угол на переферии сверла 11 Угол затыловки главной режущей кромки 12 Затылованная поверхность 1 3 Угол поперечной режущей кромки 38 Сверление 1 Затылок пера 2 Толщина перемычки 3 Поперечная режущая кромка 4 Величина затыловки 5 Стружечная канавка 6 Диаметр спинки сверла 7 Ленточка 8 Угол поперечной режущей кромки
1306 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N024
Описание основных элементов конструкции сверл для механической обработки отверстий в металлах и сплавах Угол подъёма винтовой канавки Это наклон
Описание основных элементов конструкции сверл для механической обработки отверстий в металлах и сплавах Угол подъёма винтовой канавки Это наклон спиральной канавки относительно направления оси сверла который соответствует переднему углу режущей кромки вблизи к периферии сверла. Передний угол изменяется по длине режущей кромки уменьшаясь по мере приближения к центру. Твердый материал Малый Главный передний угол Большой Мягкий материал (Алюминий и т. д.) Длина винтовой канавки Определяется глубиной отверстия длиной втулки и возможными переточками. Так как от величины сильно зависит стойкость инструмента длину рабочей части необходимо по возможности минимизировать. Двойной угол в плане Стандартное значение двойного угла в плане при вершине сверла составляет 118′ и может быть изменено в соответствии с условиями конкретного применения. Мягкий материал с хорошей обрабатываемостью Малый Двойной угол в плане Большой Для твёрдых материалов и высокоэффективной обработки Толщина сердцевины Это важный элемент который о сердцевины сверла выбирается Малое сопротивление резанию Низкая прочность Хорошее стружкоудаление Материал с хорошей обрабатываемостью пределяет жёсткость сверла и способност соответствии с видом обработки. Тонкая Толщина сердцевины Толстая гь удаления стружки. Толщина Большое сопротивление резанию Высокая жесткость Плохое стружкоудаление Твёрдый материал пересекающиеся отверстия и т.д. Ленточка Ленточки определяют диаметр сверла и работают как направляющие в процессе сверления. Ширина ленточек выбирается в зависимости от величины трения стенкой отверстия. Плохая направляющая способность Малый Ширина ленточки Большой Хорошая направляющая способность Диаметр обратного конуса Для уменьшения трения стенкой отверстия рабочая часть сверла имеет небольшой обратный уклон. Уклон обычно представляется как величина уменьшения диаметра относительно длины режущей части и составляет приблизительно 0.04-0.1 мм. Большее значение выбирается для высокоэффективных свёрл и для заготовок в которых сверлятся несквозные отверстия. N024 КОНСТРУКЦИЯ СВЕРЛ И ТЕХНИЧЕСКОЕ ОПИСАНИЕ ГЕОМЕТРИЯ СВЕРЛА ЭЛЕМЕНТЫ С ВЕРЛА И ХАРАКТЕРИСТИКА РЕЗАНИЯ
217 Справочник HOFFMANN GROUP 2012 Обработка материалов резанием Garant ToolScout Стр.189
Типы спиральных свёрл В качестве отличительного признака спиральных свёрл служит передний угол yf, который с достаточной точностью идентич
Типы спиральных свёрл В качестве отличительного признака спиральных свёрл служит передний угол yf, который с достаточной точностью идентичен углу наклона Последний варьируется в зависимости от стружколомных свойств материала и распределяется по основным группам свёрл N (нормальные материалы), H (твёрдые материалы) и W (мягкие материалы) (см. таблицу 3.5). Кроме того, можно определить и различные подгруппы (подробнее см. в разделе 9 данной главы). Например, тип FS (плоские спиральные канавки), тип UNI (универсальное применение), тип FW (широкие спиральные канавки, мягкие материалы) и тип VA (применение по нержавеющим сталям). Тип N Тип H Тип W Тип Передний угол (угол наклона винтовой канавки) Yx Угол при вершине a Канавки Применение N 19° . 40° 118° стандарт- ные конструкционная и улучшенная сталь до 800 Н/мм2, чугун, латунь N 18° . 30° 130° . 140° стандарт- ные легированная сталь до 1400 Н/мм2, высоколегированные стали, алюминий H 10° . 19° 118° увели- ченные латунь, магниевые сплавы, прессованные материалы W 27° . 45° 130° увеличенные алюминий и его сплавы, медь, медное литье, бронза глубокие отверстия в прессованных материалах Таблица 3.5 Основные типы спиральных свёрл для различных материалов 189 Рис. 3.6 Спиральное сверло GARANT 6.1
776 Каталог KORLOY 2013 Металлорежущий инструмент и инструментальная оснастка Стр.
Процесс сверления трубной доски с многочисленными отверстиями Сверлильный металлорежущий инструмент Korloy с механическим креплением сменных режущих пласти
Процесс сверления трубной доски с многочисленными отверстиями Сверлильный металлорежущий инструмент Korloy с механическим креплением сменных режущих пластин из твердого сплава
Сверло по металлу: как выбрать и что учесть при покупке?
![]()

Содержание:
- 1. Тип сверла
- 2. Хвостовик
- 3. Материал изготовления
- 4. Угол заточки
- 5. Точность
- 6. Направление реза
- 7. Размеры
- 8. Каким производителям можно доверять?
Для сверления стали, чугуна, цветных металлов нужно правильно подобрать оснастку. Ведь сверла, рассчитанные на работу с мягкими материалами, не справятся с твердыми либо будут подвержены чрезмерному износу. Важно учитывать конкретный инструмент и вид выполняемых работ. Какого типа нужно сверло по металлу, как выбрать его под обрабатываемый материал и какие еще нюансы нужно учесть – обо всем расскажем по порядку.
Тип сверла
Спиральное
![]()
Ступенчатое
![]()
Зенкер
![]()
Хвостовик
Часть сверла, которая крепится в патроне дрели или сверлильного станка. В зависимости от ее формы сверла по металлу устанавливаются на инструменты с определенным типом крепления оснастки. Перечислим самые распространенные.
- Цилиндрический – наиболее распространенный тип хвостовика. Сверло используется в основном в патронах с ключевым креплением. Не обладает хорошей передачей крутящего момента, так как может проскальзывать в патроне, зато меньше подвержено заклиниванию.
- Шестигранный – фиксируется в трехкулачковом патроне либо посадочном отверстии на 1/4 дюйма. За счет жесткого позиционирования всех граней хвостовика в пазах обеспечивается уверенное удержание и исключается прокручивание сверла при вращении.
- Конический – имеет форму усеченного конуса, обычно используется в сверлильных станках. Подбирается в держатель по диаметру, длине и особенностям строения. Об этом можно узнать из маркировки. Например, КМ – это конус Морзе, рядом с буквенным обозначением должна стоять цифра от 0 до 7, которая определяет диаметр хвостовика. Для наилучшего удержания в шпинделе у таких сверл на хвостовике может иметься резьба или лапки.
Выбирая сверла по металлу, какие лучше – цилиндрические, конические или шестигранные, однозначно сказать нельзя. Каждое подбирается под тип крепления конкретного инструмента или станка – сверла не взаимозаменяемы. Полная совместимость с инструментом гарантирует эффективность использования оснастки.
Материал изготовления
![]()
Режущий инструмент без труда выполнит отверстие в металлической заготовке, если его структура тверже структуры обрабатываемого металла. В связи с этим сверла выполняют из различных материалов и подвергают особой обработке. Большая часть оснастки изготавливается из быстрорежущей стали, о чем в маркировке свидетельствует буква Р либо HSS – у импортных изделий. Дополнительное содержание других металлов маркируется отдельно, например, К6 говорит о содержании кобальта, М3 – молибдена. Это придает сверлу прочность и позволяет работать с твердыми материалами. Например, при содержании 5% кобальта ресурс режущего инструмента увеличивается в 3 раза. Таким сверлом можно работать с заготовками из легированной и нержавеющей сталей, обладающих пределом прочности на растяжение до 1000 Н/кв.мм. При выборе сверла по металлу важно учесть наличие защитного покрытия, которое также придает изделию особые эксплуатационные характеристики. Покрытие нитридом титана (HSS-TiN) снижает нагрев рабочей части при работе – такой оснасткой можно сверлить чугун, легированную и нелегированную сталь прочностью до 1100 Н/кв.мм. Эти сверла легко узнать по золотистому цвету. Трехслойное покрытие титан, алюминий, нитрид (HSS-TiAlN) обеспечивает еще большую износостойкость, а срок службы оснастки увеличивается в 5 раз. Такие сверла меньше подвержены износу от трения и сохраняют свои качества даже при нагреве до 700 °С. Подходят для тех же материалов, что и сверла, покрытые нитридом титана. Режущий инструмент может также подвергаться особой обработке. Парооксидированные сверла служат для работы с цветными металлами, легированной и углеродистой сталью с прочностью до 800 Н/кв.мм. Их можно узнать по черному цвету. Изделия, прошедшие роликовую прокатку и термическую обработку, обладают невысокой стойкостью, поэтому служат для работы с мягкими сталями. Шлифованные сверла имеют хорошую стойкость и небольшие радиальные биения, отлично подходят для легированной и нелегированной стали прочностью до 900 Н/кв.мм, а также чугуна. Наилучшими характеристиками по твердости и износостойкости обладают твердосплавные режущие инструменты, способные выдерживать большие нагрузки и нагрев. Подходят для обработки жаропрочных и нержавеющих сталей, а также сплавов титана.
Угол заточки
От целей использования зависит то, с каким углом заточки требуются сверла по металлу. Например, для работы со сталью и бронзой оптимальным вариантом будет оснастка с углом заточки в 130 – 140°, для латуни, чугуна, дюралюминия – в 110 – 120°, для более мягких материалов – в 100°.
Точность
Все сверла по металлу изготавливаются по трем классам точности. К изделиям нормальной точности относится оснастка с маркировкой В и В1, повышенной – А1. Сверла повышенной точности необходимы для тонких работ, когда важно изготовить отверстие с точностью до доли миллиметра. Они позволяют выполнять отверстия 10 – 13 квалитетов, сверла В1 – 14 квалитетов, В – 15 квалитетов. Изделия с маркировкой А1 стоят дороже, поэтому их покупка будет рациональна только в случае, когда необходимо соблюсти допуски на производстве. Для выполнения отверстий без строгих требований по точности можно взять обычную оснастку.
Направление реза
Практически все сверла по металлу имеют правый рез. Однако есть и левосторонние изделия. Они необходимы для высверливания обломавшегося крепежа, который невозможно открутить вручную. Левое направление реза позволяет просверлить отверстие в крепеже без его проворачивания в основании.
Размеры
При покупке сверла по металлу учитывают его длину и диаметр. Производители обычно указывают два значения длины – общую и длину рабочей части. В зависимости от второго значения определяется глубина сверления. Например, у оснастки длиной в 280 мм рабочая длина составляет 160 мм. Диаметр рабочей части определяет размер отверстия, которое удастся получить. Например, у спиральных сверл данный параметр может составлять 6, 8, 10 мм и, как правило, соответствует диаметру хвостовика. Для зенкеров указывается диаметр самой широкой части, например, 12,4 или 20,5 мм, при этом диаметр хвостовика может быть меньше.
Каким производителям можно доверять?
![]()
Итак, сверла по металлу: какие лучше – фирменные или безымянные? Если вы хотите купить надежную оснастку, которая прослужит долго и не сломается, несомненно, предпочтение следует отдать фирменным изделиям. Это может быть оснастка известных производителей электроинструмента. Например, Bosch предлагает сверла серий Standardline и Topline, последние отличаются улучшенными эксплуатационными характеристиками и имеют долгий срок службы. У производителя Makita пользуются популярностью режущие инструменты M-Force, которые отличаются высокой скоростью реза. Особое внимание стоит уделить сверлам серии Extreme 2 от Dewalt. Они сверлят быстрее и точнее других, так как процесс начинается сразу при контакте наконечника с металлом. Клиновидная структура сверла гарантирует высокую устойчивость к повреждениям. Благодаря продольным граням на хвостовике он не проворачивается в патроне, что позволяет лучше передавать крутящий момент. Среди отечественных производителей сверла по металлу предлагают Интерскол и Зубр. Вы можете приобрести оснастку от производителей металлорежущего инструмента, таких как GRIFF, ПРАКТИКА, АТАКА. Такие изделия имеют хорошее качество, при этом цена на них заметно ниже, чем на оснастку известных брендов.
В нашем каталоге представлено более 3000 наименований сверл по металлу, поэтому легко найти то, что нужно для работы. Воспользуйтесь удобной формой подбора в рубрике – задайте необходимые параметры изделий, и система выдаст вам подходящие варианты. Вы можете купить изделия поштучно и в наборах. Делайте заказ прямо сейчас!
Классификация и геометрия инструмента для сверления
Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.
Сверла по металлу относятся к группе осевых инструментов и предназначены для обработки отверстий. Существует несколько типов конструкций сверл: спиральные, перовые, кольцевые– в зависимости от конструкции рабочей части. Сверла с цилиндрическим хвостовиком относятся к типу спиральных сверл. Их основные конструктивные элементы можно увидеть на рисунке:
Рисунок Сверло

Спиральное сверло имеет рабочую часть и хвостовик, который служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим.
Конический хвостовик снабжен лапкой (поводком), предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напаянными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке. Рабочая часть состоит из режущей кромки и направляющей части. Направляющая часть имеет две винтовые канавки, необходимые для отвода стружки из зоны резания, и две ленточки, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки, образованные передними и главными задними поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Геометрия режущей кромки характеризуется передним (γ) и задним углами (α) резания. Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения этих углов изменяются от центра сверла к его периферии.
Ленточка служит для центрирования сверла по обработанной поверхности отверстия и обеспечивает возможность многократной переточки сверла. Ширина ленточек промышленных сверл 0,2…3мм. По ленточке сверло имеет обратную конусность 0,03… 0,12 мм на 100 мм длины.
Наиболее напряженными участками сверла являются точки перехода главной режущей кромки в ленточку. В этих точках скорость резания и температура максимальны. Для улучшения теплоотвода, и соответственно, повышения стойкости сверла, применяют двухконусную заточку сверл диаметром более 10мм. На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70…75°.
Сверла спиральные с цилиндрическим хвостовиком разделяются на следующие серии:
· Короткая – ГОСТ 4010-77; диаметром D = 0,3 — 20 мм, общей длиной L = 20 — 131мм
· Средняя – ГОСТ 10902-77; диаметром D = 0,3 — 20 мм, общей длиной L = 19 — 205мм
· Длинная – ГОСТ 886-77; диаметром D = 1 — 20 мм, общей длиной L = 56 — 254мм
Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др.): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1, 9ХС, 9ХВГ и др.): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др.): Сверление всех конструкци-онных материалов в незакалённом состоянии. Теплостойкость до 650 О C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др.): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950°C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Некоторые виды сверл представлены на рисунке:




D –перовое сверло по дереву;
E –универсальное сверло по металлу или бетону;
F –по листовому металлу;
G –универсальное сверло по металлу, дереву или пластику;
Н –центровочное
Хвостовики: 1, 2 –цилиндрический;
3 –SDS-plus;
4 –шестигранник;
5 –четырёхгранник;
6 –трёхгранник;
7 – для шуруповёртов.
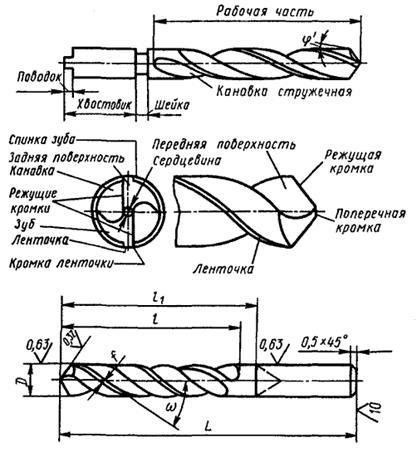
Геометрия спирального сверла
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.


Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.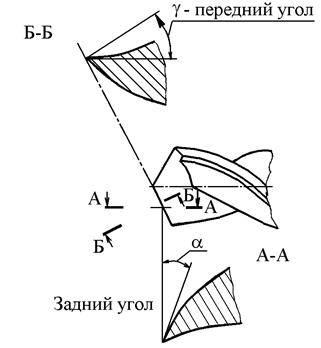

Рис.Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
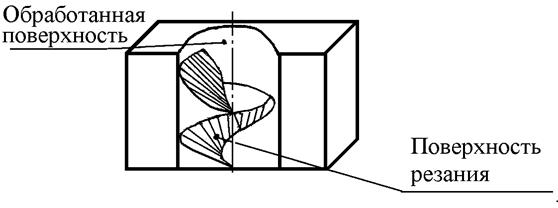

Рис. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
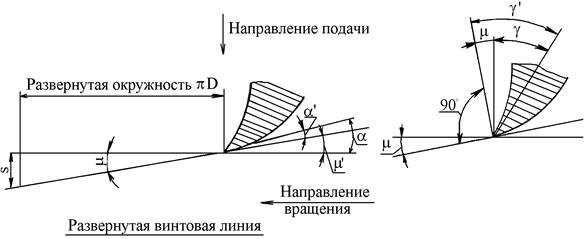

Рис. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
tgm =s/pD (5.17)
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 — 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.