Гибка листа металлического
Гибка металла
На рынке металлообработки с 2004 года


Работаем с минимальными заказами

Работаем со спецсчетами
по 223ФЗ и 44ФЗ

Различные варианты оплаты
Предоставляется рассрочка.
Кредитная линия постоянным клиентам.
Гибка листового металла — важная технологическая операция, придающая холодной плоской штамповке заданную форму различной сложности. Она позволяет обходиться без применения сварки, что положительно сказывается на прочности и долговечности конечной продукции. Для гибки подходит холоднокатаный тонколистовой прокат из низкоуглеродистой качественной стали классов ВГ, СВ, ОСВ, ВОСВ и ВОСВ-Т. Такой материал обладает определенной пластичностью, необходимой для достижения нужного результата. Компания «Металлоцентр» оказывает услуги по гибке металла на заказ по доступным ценам. Мы гарантируем высокое качество работ и соблюдение сроков изготовления. Наше предприятие использует современное оборудование, что обеспечивает высокую точность деталей.
Требования к оборудованию и заготовкам
Гибка металла является финишной технологической операцией производственного процесса холоднокатанной листовой штамповки. За ней следуют общемашиностроительные операции: сборки и нанесения покрытий.
Важнейшими критериями работы листогибов являются:

Геометрическое разнообразие изделий определяется ассортиментом гибочного инструмента: матриц и пуансонов, поскольку именно они оказывают непосредственное деформирующее воздействие на листовую заготовку, а станок только приводит их в движение. В большинстве случаев гибка — это холодная формоизменяющая операция. Нагрев заготовки требуется для изготовления специальных изделий из толстолистового непластичного металла.
Мы работаем с заготовками:
- из холодно- и горячекатаной стали,
- оцинкованного металла,
- стали с покрытием,
- алюминиевых сплавов,
- нержавеющей стали,
- меди и латуни,
- титана.
Максимальная толщина заготовок составляет до 10 мм, а длина до 6000 мм включительно. Для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- направление волокон материала, подлежащего обработке;
- допустимый уровень деформирования, в зависимости от толщины заготовки;
- показатели текучести металла;
- допустимые расхождения с формой заданного изделия.
При верном расчете всех параметров наличие брака сводится к минимуму.
Варианты гибки листового металла
В этом случае металл сгибают поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным или простым приводом.
Все они характеризуются:
- высокой скоростью изготовления металлоизделий любой геометрии;
- сохранением прочностных характеристик, поскольку по сравнению со сваркой или плазменной резкой происходит минимальное воздействие на механическую целостность изделия, а при нагреве деталей температура не настолько высока;
- отсутствием сварных швов, влияющих на эстетичный вид и требующих лишних затрат на устранение наплывов, заусенцев или изменение цвета;
- сохранением коррозионной стойкости металла с неизменной структурой;
- отсутствием отходов и экономией на материале, так как сжатие или растяжение не предусматривает удаление частей заготовки.
Этапы работы


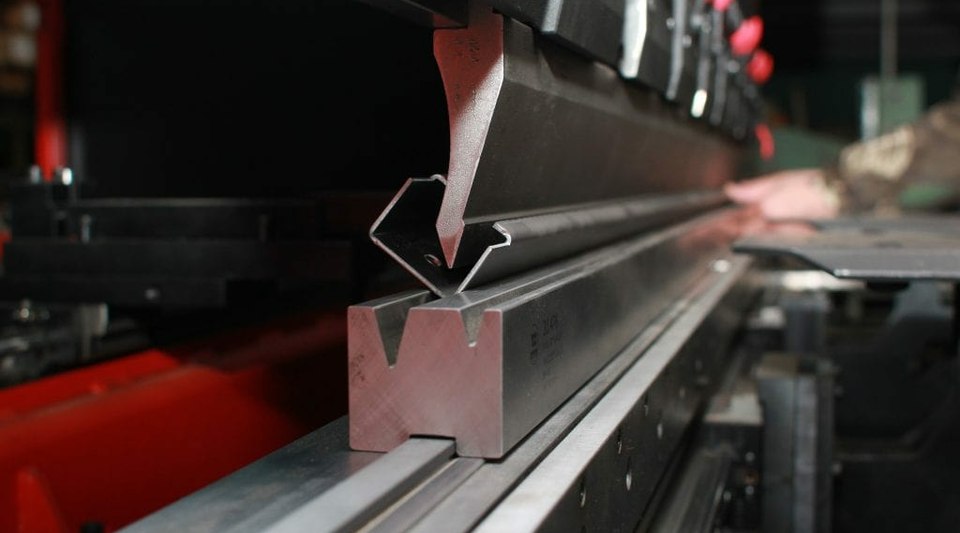
Технологический процесс основан на принципе 3 точек. Лист опирается на 2 точки матрицы, а пуансон давит на него сверху, образуя в центре третью. Материал сжимается в месте давления и существенно растягивается в нижней стороне. Гибка листового металла производится:
на гидравлическом прессе
В основном используют для деталей, изготавливаемых методом холодной гибки: уголков, швеллеров и др. Чтобы соблюсти размеры и достигнуть максимальной точности радиуса и угла в месте гиба, деталь устанавливают на матрицу и размещают против упоров горизонтально. В зависимости от назначения параметры листа могут отличаться. Требуемый угол гибки образуется при проникновении пуансона в матрицу, который вдавливает в нее заготовку. Все расчеты проводятся с ориентировкой на слои металла, которые находятся рядом с осью изгиба, поскольку именно они остаются неизменными.
Процесс гибки тонколистового металла проходит под давлением, в результате которого изделие приобретает цилиндрическую форму. Деформирование изделия происходит благодаря крутящему моменту, значение которого зависит от условий трения, диаметра рабочего валика и характеристик материала. Обработка исходного металлического листа, имеющего толщину до 6 мм, осуществляется в холодном состоянии, в ином случае потребуется предварительный подогрев.
Непосредственно процесс гибки листового металла проходит в три этапа:
- упругое натяжение;
- нейтральное состояние;
- пластичное натяжение.
В соответствии с поставленными задачами гибка металла может быть:
- одноугловой (V-образной),
- двухугловой (П-образной),
- многоугловой,
- радиусной.
Однако общий технологический алгоритм обработки для всех методов холодной деформации одинаков и включает следующие этапы:
- Анализ конструкции детали.
- Расчет усилия деформации.
- Подбор типоразмера производственного оборудования.
- Разработку чертежа исходной заготовки.
- Расчеты переходов деформирования.
- Проектирование технологической оснастки.
Виды продукции
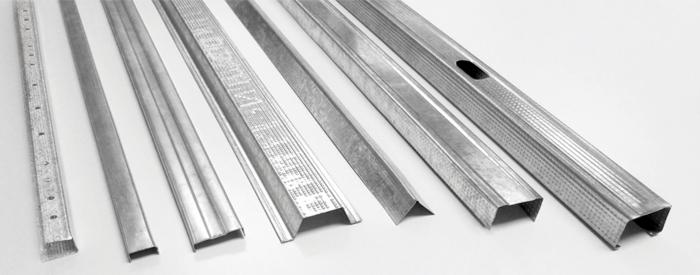
Мы изготавливаем широкий ассортимент деталей различных форм и размеров по чертежам и электронным моделям заказчиков: от коробчатых и крепежных элементов до профилей с различными формами поперечного сечения. Стандартными вариантами являются:
- уголки равнополочные и неравнополочные (Г-образные и Г-профили, L-образные и L-профили);
- швеллеры равнополочные и неравнополочные (П-образные профили, П-профили, U-образные профили, U-профили);
- С-образные профили равнополочные;
- Z-образные и Z-профили;
- корытные равнополочные профили (шляпные, Ω-образные и Ω-профили);
- профили с трапециевидным гофром (гнутые гофрированные листовые, для судостроения высокой и обычной точности профилирования).

Плюсы сотрудничества с компанией «Металлоцентр»
Большой опыт. Наша компания выполняет заказы для крупных корпораций, занимающихся нефтедобычей и машиностроением.
Выгодные условия. Чем больше вы заказываете, тем ниже стоимость отдельного изделия. Это позволяет вам экономить даже на крупных партиях.
Развитая логистика. Мы оперативно отправляем заказы с любого из наших складов в Москве и выделяем мощности для производства изделий по вашим чертежам.
Качественный сервис При необходимости вы сможете получить консультацию нашего специалиста, который поможет вам сформировать заказ и выбрать виды работ.
Наша компания выполняет стандартные и срочные заказы. При этом все сроки мы закрепляем в договоре и несем за них ответственность.
Современные технологии Мы используем станки с ЧПУ, которые позволяют нам ускорить выполнение заказов и обеспечить контроль качества на каждом этапе работ.
Обращаясь к нам, вы можете значительно снизить стоимость изготовления деталей за счет исключения брака. Вы получите бесшовные изделия с высокой точностью линейных размеров, соответствующих проектной документации. Наш сотрудник поможет вам рассчитать цену изделий, в зависимости от сложности чертежа, параметров металлического листа и срочности заказа. Если вас заинтересовали наши услуги, оставьте заявку на сайте или позвоните по нашему телефону.
Гибка листового металла
Мы можем гнуть листовой металл длиной до 5 метров.
Гибка листового металла — это сложный технологический процесс холодной либо горячей деформации листа, получения объемной заготовки с использованием специальных матриц и инструмента.
Необходимо обеспечить полное сохранение исходных физических свойств металлов, произвести точную направленную деформацию всех слоев материала. Наружные слои при обработке должны растягиваться, а внутренние сжиматься, что в случае многократных точных повторений, возможно достичь только с помощью листогибочных прессов с ЧПУ.
- Радиусная;
- Вальцовка.



Гибка на станках с ЧПУ
Металлобрабатывающий завод «EVEREST » использует в работе шесть листогибочных прессов с ЧПУ, различных по применению и техническим характеристикам. На нашем оборудовании производится гибка металла в строго заданных местах, строго заданной длины на строго заданный угол с высокой точностью и надежностью технологического процесса к повторениям программно заданного гиба.
- DURMAZLAR DURMA AD-S 220/4000
- VIMERCATI PHSY 150/3000
- SMD PBB 110/3100
- YANGLI WC67K 80/2500
- SMD WEN 40/2000
- Vimercati PHSY 15050
Благодаря нашему парку современной станочной техники, широкому ассортименту инструмента для листогибочных прессов, опыту и компетентности нашей команды, мы способны обеспечить высокоэффективную производительность заказа любого объема и сложности!
Воздушная
Воздушная гибка металла, или свободный гиб, — особо сложная техника. На результат влияет множество факторов: тип, толщина материала, направление прокатки, тепловые воздействия, износ инструмента, ширины ручья матрицы, форма верхнего ножа, значения укорочения развёртки, углы, внутренний радиус, влияние отверстий.
Мы оснащены необходимым оборудованием и готовы на решение самых тяжелых задач. Независимо от того, относятся ли это к односложным объемным процессам или к работе в рамках узких допусков, мы предложим выгодное для Вас решение.
Радиусная
Радиусная гибка металла — позволяет создать необходимое металлическое изделие с определенным радиусом гиба. Представляет собой эффективный способ изгиба заготовки с учетом требуемого угла и радиуса. Пластическая деформация материала рассматриваемым методом осуществляется из нескольких гибов. Все заготовки обрабатываются последовательно и подгибаются до достижения необходимого угла.
Характеристики гибов, их количество и расстояние между ними определяются с учетом особенностей проекта, в частности – требований к плавности образованной дуги. Количество их прямо пропорционально плавности радиусного изгиба. Чем больше гибов и меньше шаг между ними – тем плавнее будет изгиб на выходе.

Расчет стоимости
Расчет цены достаточно сложен, он включает в себя немало параметров, нуждающихся во внимании. Необходимы точные вычисления, а также понимание свойств конкретных материалов.
Часто гибка металла следует за другими операциями по металлообработке, например, координатно-пробивными работами или лазерной резкой. Чтобы исключить возможные процессуальные ошибки, которые приведут к браку или появлению скрытых дефектов конструкции, добиться качественного результата, требуется проведение инженерных расчетов.
Кол-во деталей в заказе (шт):
Наименование материала:
Толщина (мм):
Цена за 1 гиб (руб):
Длина заготовки до 1500 мм
Гибка листового металла
Металлопрокат – востребованный материал в строительстве, промышленности, машиностроении и прочих сферах. Существует несколько способов придания формы листам металла, в том числе гибка.
Это промышленный процесс придания определенного пространственного очертания заготовке. Для этого используется:
- механическое воздействие;
- действие высокой температуры.
Результатом служит объемная деталь, в которой отсутствуют швы или другие типы соединения.
Где применяется?
Область применения достаточно широка, т.к. это более эффективный метод по сравнению со штамповкой. Гибка листа металла часто необходима при изготовлении профилей, при строительных и монтажных работах. Он распространен и в домашних мастерских, где кузнецы используют его в своих изделиях.

ОБЩИЕ ДАННЫЕ ПО ГИБКЕ МЕТАЛЛА
| S mm | R на “L” гиба | Max “L” гиба | угол | min полка | матрица | пуансон |
|---|---|---|---|---|---|---|
| 0.5-1 | 1,3 | 2470 | 60/(30 R2) | 6 | 3020 | подбор |
| 1,5 | 1,6 | 3000 | 60/(30 R2) | 7,7 | 3410 | подбор |
| 2 | 2/2,6 | 2100/3000 | (60/(30 R2))/60 | 8,7/11,8 | 3062/3416 | подбор |
| 3 | 3,6 | 3000 | 70 | 16 | 3422 | подбор |
| 4 | 5,7/3,6 | 3000/1400 | 80/88 | 23,5 | 3435/3422 | подбор |
| 5 | 5,7/8 | 1500/2400 | 88/90 | 24,4/32 | 3435/3050 | 1010 |
| 6 | 8 | 1600 | 90 | 32,5 | 3050 | 1010 |
| 8 | 8/16 | 900/415 | 90 | 33,5/64,5 | 3050/2025 | 1010 |
| 10 | 16 | 415 | 90 | 64,5 | 2025 | 1010 |
| 12 | 16 | 415 | 90 | 65,5 | 2025 | 1010 |
| 14 | 16 | 415 | 90 | 66,5 | 2025 | 1010 |
От 4 мм только силовой пуансон
R гиба обеспечивает инструмент (замена матрицы)
Технолог подбирает инструмент на основании сложности детали
Плющение осуществляется на толщинах от 0,5-1,5мм R* max L 3000mm
Подробности у технолога
Преимущества метода
Основное достоинство – это высокая точность размеров готового изделия, также он распространен благодаря бесшовному изготовлению деталей. Это обеспечивает большую надежность и механическую прочность, долговечность. Структура материала улучшается, он становится более устойчивым к коррозии, если обработка производится не для хрупких марок стали.
Сварные швы часто становятся самыми слабыми местами в конструкциях, именно здесь начинается коррозия, разрушение. Этот способ обеспечивает формообразование без сварки, при этом точно соблюдаются как линейные размеры, так и углы.
Среди сильных сторон:
- герметичность – сварной шов может протекать, а согнутый элемент такого недостатка не имеет;
- дешевизна по сравнению со сваркой;
- при прессовке исключаются повреждения;
- сохранение физических и химических свойств сплава;
- аккуратность – можно использовать в декоративных целях, а также в местах, где требуется предельная точность размеров.
Доступные расценки обусловлены автоматизированным производством, минимизацией ручного труда, а также высокой интенсивностью оборудования.
Оборудование
У нас установлены гибочные станки ЧПУ Amada, обрабатывающие заготовки длиной до 4 м и весом до 400 тонн. Это позволяет работать с разными составами и толщиной. Первоначально производится обрезка на лазерном станке, после этого плиту гнут на листогибочном оборудовании.
Цена гибки листового металла определяется на основании толщины, длины, угла, полок, радиуса. Чтобы узнать точный ценник, свяжитесь с нами через онлайн-чат на сайте, напишите на e-mail или позвоните.
ЦЕНА ГИБКИ ЛИСТОВОГО МЕТАЛЛА
| Толщина/длина | до 500мм | 500мм до 1000мм | 1000мм до 2000мм | 2000мм до 3000мм | 3000мм до 4000мм |
|---|---|---|---|---|---|
| 1 мм | 10,0р. | 13,0р. | 37,0р. | 58,0р. | 116,0р. |
| 2 мм | 12,0р. | 17,0р. | 42,0р. | 61,0р. | 122,0р. |
| 3 мм | 14,0р. | 22,0р. | 54,0р. | 78,0р. | 156,0р. |
| 4 мм | 69,0р. | 74,0р. | 93,0р. | 106,0р. | 212,0р. |
| 5 мм | 78,0р. | 84,0р. | 106,0р. | 122,0р. | 244,0р. |
| 6 мм | 95,0р. | 105,0р. | 119,0р. | 138,0р. | 276,0р. |
| 8 мм | 127,0р. | 139,0р. | 153,0р. | 168,0р. | 289,0р. |
| 10 мм | 159,0р. | 175,0р. | 192,0р. | 211,0р. | 303,0р. |
| 12 мм | 189,0р. | 208,0р. | 228,0р. | 250,0р. | 318,0р. |
| 14 мм | 215,0р. | 236,0р. | 259,0р. | ||
| 16 мм | 250,0р. | 275,0р. | 302,0р. |
*Цены указаны с учетом НДС.
*Цена указана при тираже от 1000 гибов.
Подробнее о ценах в прайс-листе. Задайте вопросы по телефону, напишите на e-mail или в онлайн-чате.
Поэтапный технологический процесс
Суть заключается в оказании давления, при этом верхний слой растягивается, а нижний – сжимается. Работы проводятся в любых масштабах – от одной единицы до серийного производства.
Среднестатистический процесс заключается в:
- Анализе конструкции.
- Расчете усилия и особенностей работы пресса.
- Подборе типа оснащения.
- Подготовке чертежей.
- Расчете переходов деформирования.
- Оформлении проекта технологической оснастки.
Заказчик получает самые разные конструкции, в том числе сложной формы. Они используются во многих отраслях деятельности.
При такой простоте технологии она отличается спросом при изготовлении корпусных и прочих деталей. Она подходит для обработки стали и цветного металла, независимо от его толщины.
Что учитывают наши специалисты?
На первый взгляд кажется, что ничего сложного и хитрого нет, но это не совсем так. Нужно правильно оценить характеристики, т.к. перед гибкой металла его нужно обрезать, мы предлагаем подобные услуги в Московской области и самой столице. Технологи оценивают:
- пластичность – способность деформироваться без разрушения;
- возможность загиба под ТЗ без нарушения целостности;
- вероятные искажения при сложном контуре.
Если хоть одно требование не выполняется, выбирают другой состав, с большей пластичностью, или его подвергают температурной обработке.
На основании полученных данных рассчитывается допустимый радиус сгиба, истончение в месте сгиба.
Где заказать услугу?
Компания Посметалл предлагает гибку листового металла в Москве. Мы специализируемся на металлоизделиях, их производстве различными способами, в том числе лазерной резкой. Гибочные станки рассчитаны на длину заготовок до 4 м, поэтому мы изготавливаем даже крупногабаритные изделия. Для них мы используем высококачественные материалы – черный металл, алюминий, оцинковку, нержавейку.
Ищете производителя, который выполнит заказ в срок и выставит адекватный чек? Тогда обращайтесь в Посметалл.
УСЛУГИ ГИБКИ ЛИСТОВОГО МЕТАЛЛА НА ЗАКАЗ В МОСКВЕ
Гибка металла — операция, позволяющая задать необходимую форму металлоизделию, не прибегая к сварке. Гибка листового металла на заказ в Москве осуществляется по доступным ценам на профессиональном оборудовании на нашем заводе, производятся услуги резки и гибки листового металла в Москве и Московской области на заказ, а также обработка арматуры, профилей, листов, труб, полос, прутков.
ОТПРАВИТЬ ЗАЯВКУ НА ПРОСЧЕТ
Для того, чтобы оставить запрос на расчет, оставьте свою заявку через форму обратной связи, описав требования к заказу и прикрепив чертежи или эскизы, электронную почту, либо Вы можете позвонить нам по номерам, указанным выше. Наши специалисты свяжутся с вами, оперативно проведут расчет и предложат выгодную цену на гибку металла и другие необходимые операции. Мы также можем помочь Вам перевести эскизы в чертежи.
КАКИЕ ИЗДЕЛИЯ ИЗГОТАВЛИВАЮТСЯ С ПОМОЩЬЮ ГИБКИ
- Соединительные элементы;
- Скобы и крепежи;
- Гнутые металлические детали, профили;
- Гибка корпусов;
- Гнутый и шляпный профиль;
- Гибка кожухов;
- Металлические кронштейны.
- Декоративные элементы;
- Металлоконструкции;
- Полки, составные элементы и части стеллажей и стендов.
ЭТАПЫ ВЫПОЛНЕНИЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Обработка происходит в несколько основных этапов. Важно понимать, что гибка металла выполняется исключительно на специальном оборудовании в профессиональных производственных цехах, так как только при этих условиях имеется возможность обеспечить необходимый уровень безопасности исполнения всех технологических требований.
- На начальном этапе происходит определение участков будущих сгибов и размеров углов.
- Вторым шагом выполняется раскрой листа на лазерном или плазменном станке. Затем он переходит на гибочный станок.
- Третий этап — раскрой по спроектированному эскизу.
- Четвертый этап — зажим заготовки крепежами в оборудовании. Операция выполняется с помощью гидравлического пресса.
- На финальной стадии специалисты сверяют все параметры и условия.
На каждом этапе производится серьъезная и жесткая проверка качества.
ОПИСАНИЕ ТЕХНОЛОГИИ ГИБКИ МЕТАЛЛА
Процесс гибки листового металла происходит в специальных гибочных штампах. Заготовка помещается в листогибочный специальный пресс и закрепляется там фиксаторами. Далее на лист оказывается давление прессом станка, вследствие чего и происходит сгибание.
Данная технология используется для изготовления различных конструкций из металла. Изделие, изготовленное таким способом, имеет прекрасный внешний вид и хорошую прочность. Производство различных частей корпусов и сборных деталей сильно упрощается, так как не нужно использовать сварку, что по итогу сказывается на качестве изготовленного изделия.
Применение различных технологий для обработки металла, таких как лазерная резка, оцинковка, порошковая покраска и другие позволяет изготовлять конструкции высокого качества в максимально короткие сроки.
ЧТО НУЖНО УЧИТЫВАТЬ, ЧТОБЫ ИЗБЕЖАТЬ БРАК
Для того, чтобы в процессе работы не допустить брака, необходимо учитывать нижеперечисленные факторы:
- Направление волокон металла, который необходимо обработать;
- Степень текучести металла;
- Максимально допустимая степень деформации, исходя из толщины металлической заготовки;
- Возможные расхождения с формой финальной конструкции;
При правильном учете всех этих условий допуск бракованной продукции минимален.
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ
Полный расчет услуги гибки листового металла позволяет корректно рассчитать стоимость работ. Расчет осуществляется через определение длины прямолинейных областей, расчета изозгнутых фрагментов и сложения финальных результатов. Для грамотного расчета общей длины нужно также учитывать длину прямолинейных участков и радиусы закруглений с углами загиба. Если радиусные закругления не требуются, то в расчет включаются прямолинейные участки, количество загибов и толщина листа.
ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ


Гибочный станок – НРВ 2580К с ЧПУ


ПРОФИЛЕГИБ SAHINLER PK 30F
ВИДЫ ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Ручной способ
Данный способ подразумевает использование киянки и тисков для фиксации. Вариант актуален либо для домашних условий, либо в цехах с небольшим производством и заказами.
Механическая гибка листового металла
Более распространенный способ, который используется на средних и крупных производствах с современным оборудованием (станки с ЧПУ, листогибочные прессы и станки для вальцовки).
Мы выполняем следующие виды гибки металла: Ступенчатый и Z-образный профиль, ПАЗ, П-образный профиль, плющ, угол, произвольный профиль.
ВИДЫ ХОЛОДНОЙ ГИБКИ МЕТАЛЛА
V-образная (свободная)
Самый распространенный способ. Пуансон, который соединен с прессом, оказывает давление на заготовку. Матрица находится под низом пресса с внешней стороны угла, а пуансон находится внутри него. Затем оказывается давление и выполняются необходимые гибы. С помощью V-образного способа гибки металла имеется возможность гнуть листы от 25° до 175°. Для того, чтобы получить очень острый гиб (менее 25°) используется плющение.
Штамповка (калибровка)
Особенность данного метода в том, что имеется возможность выполнять несколько гибов за 1 раз. Зачастую это применяют для Z-образных гибов с небольшим плечом. К примеру, это используют для изготовления швеллеров, которые не сделать при помощи V-образной гибки. Штамповка позволяет выполнять ряд операций за 1 сеанс с высокой точностью. Минус данной технологии в ее цене, в которую включается использование дорогостоящего оборудования.
ГИБКА НА ВАЛЬЦАХ
ОТ ЧЕГО ЗАВИСИТ СТОИМОСТЬ
Стоимость гибки листового металла на заказ в Москве зависит от ряда факторов. Примерные цены указаны в таблице ниже. Окончательную цену уточняйте у наших специалистов.
Цена в таблице указана за 1 гиб с НДС. Минимально возможная цена — от 4000 рублей, возможно выполнение в срочном порядке в день оформления заявки. Если нет возможности отправить чертежи в формате DXF или DWG, то наши специалисты окажут помощь в их разработке.
На стоимость услуг влияют следующие факторы:
- Толщина и масса заготовки. На гибку толстых листов тратится больше времени и производственных мощностей.
- Длина гиба. В процессе выполнения длинного гиба используется большое количество различных мощностей, поэтому цена будет выше.
- Срочность работы. При необходимости, работа происходит в сжатые сроки в несколько смен, однако, это увеличивает стоимость работ.
КАКИЕ МЕТАЛЛЫ МЫ ОБРАБАТЫВАЕМ
- Нержавеющая сталь (09г2с, AISI 304, c245). Многие другие марки нержавейки не поддаются гибке, так как это материал с высокой прочностью, и для него необходимо больше усилий.
- Чёрные металлы. Цена итогового изделия меньше. Для того, чтобы избежать коррозии, используется цинкование.
- Оцинкованная сталь.
- Алюминий. Многие марки более мягкие, работа выполняется без малейших проблем, высоких усилий не требуется.
- Цветные металлы (медь).
- Латунь.
| Цены (алюминий, нержавеющая сталь, черные металлы, оцинкованная сталь, латунь, медь и т.д.) | Толщина, мм | От 1000 гибов | 501-999 гибов | 51-500 гибов | До 50 гибов |
| Длина заготовки: до 500 мм | До 3 | 10 ₽ | 12 ₽ | 14 ₽ | 20 ₽ |
| 3.5 — 6 | 11 ₽ | 14 ₽ | 17 ₽ | 24 ₽ | |
| 7 — 10 | 13 ₽ | 16 ₽ | 20 ₽ | 29 ₽ | |
| Длина заготовки: от 500 до 1500 мм | До 3 | 15 ₽ | 19 ₽ | 24 ₽ | 35 ₽ |
| 3.5 — 6 | 17 ₽ | 22 ₽ | 28 ₽ | 42 ₽ | |
| 7 — 10 | 19 ₽ | 26 ₽ | 33 ₽ | 51 ₽ | |
| Длина заготовки: от 1500 до 2500 мм | До 3 | 21 ₽ | 30 ₽ | 39 ₽ | 62 ₽ |
| 3.5 — 6 | 24 ₽ | 35 ₽ | 46 ₽ | 75 ₽ | |
| 7 — 10 | 27 ₽ | 40 ₽ | 54 ₽ | 90 ₽ |
СФЕРЫ ПРИМЕНЕНИЯ
Услуги гибки листового металла на заказ пользуются спросом во множестве промышленных сфер нашей жизни. Перечислим несколько из них:
- Строительство;
- Промышленность;
- Оформление и декорирование;
- Мебель;
- Рекламная продукция;
- Металлические ограждения;
- Промышленные детали и заготовки;
- Металлические корпуса;
- Техника;
- И многое другое;
В современном мире данная услуга широко востребована в декорировании различных объектов, начиная от небольших малых архитектурных форм и заканчивая крупными оюъектами ландшафтного дизайна.
Гибка металла
![]()

![]()
![]()
Гибка — это одна из формоизменяющих технологических операций холодной листовой штамповки, представляющая собой образование или изменение углов между частями заготовки или придание ей криволинейной формы (см. ГОСТ 18970-84 «Обработка металлов давлением. Операции ковки и штамповки. Термины и определения»). Заготовкой для гибки является плоскостная деталь, называемая развёрткой. Конечная размерная и геометрическая точность готовой пространственной листовой детали определяется правильностью размеров заготовки (развёртки), рассчитанных с учётом «поправок на гибку» (при сгибе металл со стороны матрицы растягивается, а со стороны пуансона сжимается), правильностью выбора ширины ручья матрицы (зависит от толщины листового металла), точностью позиционирования упоров листогибочного станка и точностью угла сгиба. Металл должен, конечно, соответствовать задачам формоизменения, то есть обладать нужной пластичностью, то есть способностью к вытяжке. Для гибки подходит холоднокатаный тонколистовой прокат из низкоуглеродистой качественной стали класса ВГ — это марки 08кп и 08пс. Максимально пластичным листовым металлом является холоднокатаный тонколистовой прокат из низкоуглеродистой качественной стали классов СВ, ОСВ, ВОСВ и ВОСВ-Т — это листовая сталь марки 08Ю (см. ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. ТУ).
Стоимость гибки металла
| Толщина, мм | до 50 гибов, руб. | 51-100 гибов, руб. | 101-500 гибов, руб. | 501-1000 гибов, руб. | более 1000 гибов, руб. |
|---|---|---|---|---|---|
| до 1 | 18 | 11 | 7 | 6 | 5 |
| 1,2-1,5 | 22 | 13 | 8 | 7 | 6 |
| 2 | 25 | 15 | 9 | 8 | 7 |
| 2,5-3 | 30 | 19 | 12 | 10 | 8 |
| 4 | 60 | 40 | 30 | 25 | 20 |
| 5 | 70 | 50 | 40 | 30 | 25 |
Все цены
Этапы гибки листового металла
![]()
Технологический процесс основан на принципе 3 точек. Лист опирается на 2 точки матрицы, а пуансон давит на него сверху, образуя третью, центральную точку. Материал сжимается в месте давления и существенно растягивается в нижней стороне.
В соответствии с поставленными задачами гибка металла может быть одноугловой (V-образной), двухугловой (П-образной), многоугловой или радиусной. Однако общий технологический алгоритм обработки для всех методов холодной деформации одинаков и включает следующие этапы:
![]()
- Анализ конструкции детали.
- Расчет усилия деформации.
- Подбор типоразмера производственного оборудования.
- Разработку чертежа исходной заготовки.
- Расчеты переходов деформирования.
- Проектирование технологической оснастки.
Используемое оборудование
| Листогиб EHT Multipress 135-30 с прессовым усилием 135 т (ФРГ, EHT Werkzeugmaschinen GmbH) | |
 |
Наработка: менее 25 000 000 циклов Усилие гиба: 135 т Длина стола: 3 м |

Гибка является последней (финишной) технологической операцией, завершающей производственный процесс холодной листовой штамповки. За ней следуют общемашиностроительные операции сборки — образование соединений деталей методом запрессовывания, свинчивания, клёпки, сварки, пайки и др., и/или операции нанесения покрытий, то есть образование на изделии поверхностного слоя из инородного материала — грунтование, окрашивание, цинкование, хромирование, нанесение рисунка и надписей и др.
Важнейшими параметрами прессов для гибки листовых заготовок (листогибов) является максимальное прессовое усилие, максимальная длина сгиба (длина стола) и функция автоматического бомбирования — компенсации прогиба стола. Максимальное прессовое усилие определяет максимальную толщину обрабатывемого листового металла. Длина стола листогиба определяет максимальную длину сгиба. Функция бомбирования не позволяет центральной части стола листогиба пробиваться во время рабочего хода траверсы, что исключает так называемую сабельность сгиба (недогиб посередине сгиба длиной более 1000 мм). Геометрическое разнообразие, которое может себе позволить участок гибки цеха обработки листового металла давлением, определяется не только указанными параметрами листогиба, но и разнообразием имеющегося гибочного инструмента — матриц и пуансонов. Ведь именно инструмент оказывает непосредственное деформирующее воздействие на листовую заготовку, а станок (листогиб) только приводит этот инструмент в движение.
В подавляющем большинстве случаев гибка — это холодная формоизменяющая операция, то есть выполняемая без предварительного нагрева заготовки. Нагрев заготовки требуется для изготовления специальных изделий из толстолистового непластичного (прочного) листового металла.
Компания выполняет гибку листовых заготовок из холоднокатаной и горячекатаной стали, оцинкованной стали, стали с покрытием, нержавеющей стали, алюминиевых сплавов, меди, латуни и титана максимальной толщиной до 5 мм включительно и максимальной длиной до 3000 мм включительно в Москве.
Мы изготавливаем большой ассортимент пространственных деталей различных форм и размеров по чертежам и электронным моделям заказчиков в — от коробчатых и крепёжных деталей до профилей с различными формами поперечного сечения — как стандартными, предусмотренными для холодногнутых профилей (ГОСТ 11474-76 «Профили стальные гнутые. ТУ»), для строительных конструкций (ГОСТ 2772-88 «Прокат для строительных стальных конструкций. Общие ТУ»), для судостроения (ГОСТ 9234-74 «Профили стальные гнутые листовые с трапециевидным гофром. Сортамент») и для вагоностроения (ГОСТ 14635-93 «Профили стальные гнутые специальные для вагоностроения), так и специальными, то есть не предусмотренными стандартами. Стандартными формами поперечных сечений гнутых профилей являются следующие:
Гибка металла
Гибка металла — технологическая операция, благодаря которой можно получить объемную заготовку либо готовое изделие путем деформации листового материала. Благодаря гибке ускоряется производство металлоконструкций, что положительно сказывается на цене изделий и сроках производства. Процесс обработки осуществляется на гидравлическом листогибочном прессе посредством давления на заготовку на заданную длину, в результате чего происходит ее изгиб в соответствие с заданным углом.


Стоимость гибки листа
Наша компания долгие годы специализируется на гибке металла. Мы предоставляем услуги по конкурентным ценам и можем выполнить заказ практически любой сложности.
Главным плюсом гибки является полностью бессварочная обработка заготовок, что позволяет получить более качественное и прочное изделие. Также благодаря отсутствию швов обеспечивается длительная антикоррозийная устойчивость и 100% герметичность изделия. В результате вы получите целостное, качественное приятное глазу изделие.
Цена на гибку металла рассчитывается индивидуально, исходя из ваших предпочтений и типа металла, который вы хотите использовать. Чтобы получить более детальный расчет и узнать итоговую стоимость работ, свяжитесь с нашим менеджером, и он обязательно вас проконсультирует. А приблизительные цены на весь спектр наших услуг, вы можете посмотреть в прайсе.
| Толщина | До 1000 мм | До 2000 мм | До 3000 мм |
| 1.0 | 7.00 | 8.00 | 9.00 |
| 2.0 | 8.00 | 9.00 | 10.00 |
| 3.0 | 9.00 | 11.00 | 13.00 |
| 4.0 | 9.00 | 11.00 | 13.00 |
| 5.0 | 23.00 | 27.00 | 32.00 |
| 6.0 | 36.00 | 43.00 | 50.00 |
| 8.0 | 63.00 | 75.00 |
* Указана ориентировочная стоимость работ за гиб для счетов БЕЗ НДС. Стоимость гиба зависит от количества гибов в тираже на деталь. Для крупных тиражей действуют специальные предложения — уточняйте в отделе продаж.
Гибка металла — минимальный заказ 5.000 руб. Данное предложение действительно для заказов соответствующих техническим требованиям к подготовке файлов для лазерной резки.
Требования по подготовке файлов для лазерной резки
Для оперативного расчёта заявок, просим Вас направлять файлы в форматах dxf/dwg для AutoCad в версии до 2015 г.
Обратите внимание, файл должен содержать:
Только контур для резки в масштабе 1:1
Ширина и цвет линий «по слою»
Контур без разрывов
В чертежах на гибку должна быть развертка с указанием расстояний до линий гиба и чертежи согнутой детали с указанием внешних размеров полок и общих габаритов , толщины материала и тип материала.
Заявка на расчёт должна сопровождаться Техническим заданием с содержанием информации по материалам, количеству и другой важной информацией по заказу.
Количество и тип материала указываются в имени файла: пример — Боковина правая толщина 1 мм AISI 304 — 1 шт.dxf
Не допускается присутствие следующих элементов:
Сплайны, эллипсы, а также полилинии, состоящие из большого количества коротких отрезков (1мм и меньше).
Наличие линий сгиба, вспомогательных линий, пояснительных надписей и прочих изображений, не требующих лазерной обработки.
Файлы, присланные в форматах отличных от dxf/dwg для AutoCad в версии до 2015 г. требуют конвертации (доработки).
В случае необходимости наша команда инженеров выполнит доработку Ваших чертежей. В этом случае стоимость работы инженера составляет 1500 рублей за час работы.
Справочная информация:
Мелкие элементы контуров – такие как отверстия, вырезы, короткие линии и т.д. должны быть не меньше 2-х толщин обрабатываемого металла
Минимальный безопасный размер отверстий 5мм
Максимальный размер обрабатываемого листа 1,5 х 3м
Максимальный размер обрабатываемой детали 1480 х 2980мм, 1230*2480
Минимальные зазоры между деталями 10мм
Максимально рациональные раскладки деталей на листе мы делаем сами