Гибка тонкостенных труб из нержавейки
Как правильно согнуть нержавеющую трубу
В процессе работ требуется согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки мы и поговорим.


Нержавеющая сталь — это легированная сталь, устойчива к коррозии и агрессивным средам. Базовым элементом легирования выступает хром. Для усиления антикоррозионных и улучшения физических свойств, нержавеющую сталь дополнительно легируют и другими элементами. Из-за этого труба из нержавейки обладает замечательным набором свойств:
- устойчивость к агрессивным средам и коррозии;
- приятный внешний вид обработанной поверхности;
- высокая устойчивость к термическому воздействию;
- повышенная механическая прочность.
Благодаря этим достоинствам материал получил широчайшее применение: в промышленности, на транспорте, в медицине и, конечно, в быту. Зачастую, во время ремонтных или строительных работ, домашнему мастеру приходится использовать конструкции из труб криволинейной формы. Не всегда необходимая конфигурация имеется под рукой, поэтому приходится самостоятельно додумывать, как согнуть трубу из нержавейки, чтобы получить изгиб нужного радиуса. О некоторых способах гибки труб из нержавейки в домашних условиях мы и поговорим ниже.
Ручная гибка
Простейшая схема гибки трубы представлена на Рис.1. Она состоит из двух элементов, жестко закрепленных на некоторой поверхности:


- упор – фиксирует один конец трубы в процессе изгиба;
- радиусное основание – вокруг него прикладывается усилие со стороны второго конца трубы.
Геометрия поверхности радиусного основания, в которую упирается труба во время изгиба, играет роль матрицы для формирования стенки по внутреннему радиусу изгиба.
Классическим способом холодного сгибания вручную является применение станка Вольнова (рис. 2).
Схема конструкция станка несложная:


- упорная скоба;
- хомут с рукояткой;
- подвижный ролик;
- шаблонный ролик;
- изгибаемая деталь.
На строительной площадке легко изготовить следующее незатейливое приспособление. В бетонной плите проделываются отверстия по дуге нужного загиба. В них фиксируются твердые металлические штыри, которые можно забетонировать, чтобы не выпали во время действия. Труба заводится в упор с одного края дуги и загибается по линии, обозначенной штырями. В качестве упора используется тот же металлический прут или трубный отрезок, зафиксированный в бетонной плите. Здесь реализована схема, представленная на Рис. 1, где в качестве упора и радиусного основания выступают штыри.
Изгибание негативно влияет на эксплуатационные характеристики трубы. Возникают разные недостатки, основными из которых являются:
- утончение наружной стенки на внешнем радиусе изгиба;
- наличие сплющивания и образование складок внутри изгиба;
- изменение сечения трубы, которое в месте изгиба приобретает форму овала.
Для предотвращения деформаций можно воспользоваться прокаленным речным песком. С одного конца труба закрывается заглушкой, со второго конца засыпается песок и тоже забивается пробкой. Затем производится гибка нержавейки, после чего песок удаляется.
Гибка с помощью трубогиба


- относительная дешевизна;
- компактный размер;
- удобство применения на весу или в тисках;
- легкость гибки из-за большого плеча рычага;
- регулируемость положения рычажного плеча для наилучшей ориентации гибки и передачи усилия;
- быстрая смена элементов;
- возможность загиба до 180 градусов.
Ручные трубогибы с механическим винтовым штоком позволяют гнуть трубу из нержавейки до 18 мм в диаметре. Лидерами в производстве такого рода приспособлений являются компания из США RIDGID и немецкая фирма REMS.
Гибка с помощью арбалетного типа
Такой метод позволяет сгибать трубу до 351 мм в диаметре, при угле сгиба до 90 градусов. Легкие, компактные переносные трубогибы такого типа позволяют гнуть трубу из нержавейки диаметром до 4 дюймов. Усилие изгиба создается штоком различного исполнения. Различаются также конструкции рамы устройства:
- гидравлика, ручной привод; открытая рама (Рис.4);
- то же, с закрытой рамой (Рис.5);
- гидравлика, электропривод, открытая рама (Рис.6);
- то же, с закрытой рамой (Рис.7).
Аппараты с открытой рамой предназначены для труб с диаметром не более 1 дюйма. В них толкающая сила поршня не превышает 80 кН. Аналогичные устройства с закрытой рамой применяются для изгибания труб, диаметром до 4 дюймов. Рама придает повышенную жесткость в процессе работы с большими усилиями. Толкающая сила поршня доходит до 200 кН.
Одноконтурная гидравлическая система оснащена пружиной, что облегчает работу, так как можно быстро отводить поршень, легко и точно выполнять работу. А наличие электропривода еще больше облегчает и ускоряет ее, поскольку здесь не требуется приложение физической силы.
Гибка с помощью электрического трубогиба

Стоит такой аппарат недешево, однако обладает следующими исключительными характеристиками:
- универсальность – благодаря наличию комплекта сегментов и упоров для гибки различных диаметров, материалов и радиусов изгиба;
- угол сгиба до 180 градусов;
- автоматический режим (нет никаких предварительных манипуляций);
- регулировка скорости хода, наличие реверса хода;
- возможность использования без тисков в любом месте;
- практически полное отсутствие деформации трубы в месте изгиба за счет идеального согласования гибочного сегмента и упора;
- плавность подачи;
- легкость применения, быстрая смена насадок;
- высокая скорость работы;
- компактность и небольшая масса за счет высокой удельной мощности привода.
Если в месте работы нет электросети, то можно использовать электрический трубогиб с аккумуляторным приводом (рис. 9).
Приобретение фирменного трубогиба в личное пользование – удовольствие дорогое. Тем не менее, есть возможность воспользоваться ими через систему проката инструмента, которая уже достаточно развита у нас в стране. Для разовых работ затраты получаются небольшими. При этом можно выбрать именно тот инструмент, который подходит под ваши нужды.
Методы гибки труб из нержавейки: промышленным способом и вручную
При монтаже системы отопления из нержавеющих труб возникает необходимость произвести сгибы и переходы под углом для точной подгонки стыков трубопроводов. Для выполнения этой операции применяется специальное устройство, трубогиб для нержавейки. В зависимости от объема работ трубогиб может быть в ручном варианте, или для промышленной гибки.
Технические особенности и свойства труб из нержавейки
Нержавеющая сталь обладает целым набором замечательных полезных свойств и поэтому широко применяется в промышленности, в медицинском производстве, в коммунальном хозяйстве и в быту. К ее основным свойствам относятся способность противостоять агрессивным средам, устойчивость к коррозии и высокой температуре, и высокая механическая прочность.


Такие свойства сталь приобрела благодаря химическому составу, основным элементом которого является хром. При изготовлении стали добавляются и другие легирующие добавки, которые придают полученным изделиям приятный гладкий внешний вид.
Важно! Нержавеющая сталь не оказывает вредного воздействия на проводимую среду, поэтому она абсолютно безопасна для пищевых продуктов и воды.
Методы предотвращения овализации
При гибке нержавеющих труб, особенно тонкостенных, проявляются нежелательные изменения формы и толщины стенок материала изделия, в частности:
- меняется внешняя форма, появляется овализация;
- происходит уменьшение толщины наружной стенки вследствие растяжения при изгибе;
- появление складок и изломов на внутреннем радиусе изгиба;
- после окончания гибки вследствие пружинящих свойств изделия увеличивается радиус гиба и угол поворота.
Все эти негативные последствия влияют на внешний вид изделия, уменьшение толщины стенки ослабляет прочность. А овализация снижает проходное сечение и вызывает дополнительное сопротивление движению рабочей среды.
Поэтому для предотвращения подобных изменений гибка труб производится с помощью методов, позволяющих сохранить круглую форму изделия без деформаций. Один из этих способов основан на том, чтобы с помощью внутреннего заполнения трубы жестким или упругим материалом предохранить внутренние стенки от деформации.

В качестве наполнителя можно использовать песок, измельченную пробку, резину и даже воду. Для предотвращения высыпания наполнителя при гибке, отрезок трубы закрывают с двух сторон пробкой. Для предотвращения наружного смещения стенок трубы применяют внешние ограничители в виде ролика.
Лучший эффект дает применение в качестве наполнителя жесткой субстанции, поэтому такой метод больше распространен. Обычно при гибки применяют сразу два способа предотвращения деформации, внутренний и внешний, он дает наилучший эффект.
Промышленные способы гибки
В промышленных условиях, чтобы согнуть трубы, изготовленные из нержавейки, применяют различные способы: с помощью трубогиба, методом наматывания, способом обкатки, вальцовка, волочение и растяжение на опорах. Применение того или иного способа зависит от серийности производства, а также от вида и размера получаемого гнутого конечного продукта.
Гибка трубогибом
При небольших объемах производства или при монтаже трубопроводных систем для отопления на строительных площадках применяют ручной трубогиб. Трубогиб имеет небольшой вес и его легко можно доставить к месту работ. В них предусмотрена быстрая смена роликов разного диаметра и максимальный угол сгиба составляет 180 градусов. Винтовой шток трубогиба приводит в действие сгибающий ролик, который сгибает трубу диаметром до 18 мм.
В тех местах, где имеются электрические сети применяется переносной электрический трубогиб для нержавеющей стали. В комплектность поставки входит большой набор различных приспособления для гибки различных размеров материалов и радиусов изгиба. Регулировка скорости сгиба, наличие заднего хода и автоматического режима, а также небольшой вес дает весомое преимущество этого устройства перед другими трубогибами.

При отсутствии электрических сетей для работы устройства можно подключить аккумулятор.
Гибка методом наматывания
Методом наматывания гибка труб производится на специальных трубогибочных станках. Такой способ применяют, в основном, для тех отраслей промышленности, где надо получить профильную трубу высокого качества с небольшим радиусом сгиба и полной неизменяемостью геометрии стенок. Это авиационная и космическая отрасль, машиностроение и производство мебели.
Процесс гибки происходит следующим образом: трубопровод надевается на специальное устройство, называемое дорном, и с помощью зажима прикрепляется к гибочному ролику. Гибочный ролик с зажимом поворачивается и протягивает трубу, которая наматывается на ролик до заданного угла сгиба. Находящийся внутри изделия дорн сохраняет форму изделия, не позволяя менять ее сечение.


Гибка с помощью обкатки
Для строительной промышленности, а также для изготовления мелких и штучных партий, применяются трубогибы, которые производят гибку способом обкатки. При выполнении работы изделие прижимается к ручью неподвижного ролика и надежно фиксируется. Обкаточным роликом производятся круговые движения, сгибая трубу из стали до требуемого размера. При этом размеры ручья роликов должны соответствовать диаметру сгибаемой трубы.
Этот способ применяют при гибке труб с большой толщиной стенок, с радиусом сгиба не менее 3,5 D. Изменение сечения в месте сгиба может достигать значения 10…12 %. Гибку обкаткой применяют тогда, когда овальность не имеет значения при использовании изделий. Трубогибочные станки для таких работ имеют простое устройство и недорогую стоимость.
Вальцовка
Вальцовые трубогибы предназначены для сгибания изделий в кольцо, дуги и даже можно заготовку изогнуть в спираль, причем вы можете задать шаг витка спирали. Процесс сгибания в кольцо состоит из двух этапов:

- Вначале на станке создается предварительный натяг с изделия, задается кривизна и радиус сгиба. Такой натяг производится средним подвижным роликом, когда труба опирается на два конечных роликов.
- Гибка трубы производится под воздействием силы трения, которая появляется за счет вращения ведущих роликов и изделием. Труба устремляется по направлению вращения и происходит изгиб на заданный радиус. В случае если при прогоне не получается получения заданного радиуса, операцию можно повторить, с большим прижатием подвижного ролика.
На 3-роликовых трубогибах радиус сгиба зависит от толщины стенки. Для тонкостенных труб радиус сгиба больше -10D, для толстостенных -10D, и для изделий с очень толстой стенкой может составлять-5D.
Волочение
Иногда возникает необходимость произвести гибку трубы с уменьшением диаметра. Такой способ называется волочением. Применяют его для изделий с тонкой стенкой. Вначале производится обжимка конца под расчетный диаметр. Затем обжатый конец протягивается через фильеру и крепится с помощью зажима к гибочному шаблону.

При вращении шаблона изделие протягивается через фильеру, при этом происходит уменьшение диаметра и производится гибка. При таком способе гибки толщина стенки уменьшается больше, чем при обычной гибке.
Растяжение
Очень редко применяют способ гибки методом растяжения. Он заключается в том, что концы изделия закрепляются, а на среднюю часть воздействуют нажимным роликом. При этом заготовка удлиняется, стенки утончаются и производится изгиб на заданный угол.
Гибка на опорах
Для гибки на опорах применяется трубогиб так называемый арбалетного типа. Труба устанавливается между двумя опорными роликами, а усилие прикладывается посередине нажимным роликом с помощью винтового домкрата или гидравлического привода. С помощью такого стационарного устройства можно сгибать изделия диаметром до 350 мм. Выпускаются и легкие переносные трубогибы арбалеты, которые применяются для труб диаметром до 100 мм.

Способы гибки в домашних условиях
При производстве гибочных работ в домашних условиях применяют два способа: с помощью ручного трубогиба или без его использования.
Важно! Наличие трубогиба с необходимым запасом роликов различного диаметра облегчает работу, тем более, что меняя ролики, вы можете сгибать изделия различных диаметров.
Устройство устанавливают в тисках, подбирают по размеру ролики и вводят трубу между роликами, чтобы он концом упиралась в упор. Далее рукояткой поворачивают подвижный ролик на угол сгиба, еще раз проверяют размеры и снимают готовое изделие.

Без трубогиба трубу можно согнуть с использованием пружины из проволоки сечением не больше 4 мм. Пружину закрепляют на конце, а заготовку вставляют в упор для фиксации, или можно зажать в тисках, но чтобы не деформировать конец. Затем другой конец сгибают по заранее подготовленному шаблону. После окончания гибки пружину вынимают из профиля изделия.
Выбор способа гибки зависит от многих условий, это и серийность производства, качество, и форма конечного продукта, места производства работ, и стоимость оборудования. Но при гибке изделии могут возникать различные дефекты, утончение стенок, овальность и образование складок. Поэтому все эти факторы надо учитывать перед началом работ.
Как правильно согнуть трубу из нержавейки
При монтаже систем отопления и водоснабжения из труб необходимо выполнять сгибы и переходы. Обработке могут быть подвержены профиля круглого и квадратного сечения. В зависимости от толщины стенок труб, сечения профиля, радиуса загиба подбирается метод выполнения обработки.


Особенности гибки труб
Гибка профиля из нержавеющей стали проводят несколькими способами:
- ручной;
- механический;
- холодный.
В процессе обработки могут возникать негативные последствия, которые пагубно повлияют на трубную конструкцию. В зависимости от материала, из которого изготовлен профиль, внутреннего диаметра, а также радиуса загиба отличается и степень дефектов. Перед тем как согнуть трубу из нержавейки подбирается метод обработки.
При загибе профиля необходимо помнить, что запрещается применять нагрев металла.
Негативные последствия гибки
К недостаткам при обработке трубы из нержавеющей стали относятся:
- Изменение параметров внешних и внутренних стенок радиуса. В результате образования напряженности в металле, внешние стенки подвергаются истончению, а внутренние сжатию.
- Значительное ослабление происходит при овализации заготовки. Такое явление может отрицательно сказываться при монтаже трубопровода для перемещения пульсирующей жидкости или газа.
- Проявление складок на внутренней стороне наблюдается в результате увеличения толщины профиля. При таком дефекте внутренний поток вещества столкнется с повышенным сопротивлением связанное с уменьшением диаметра трубы. Складки способствуют появлению коррозии, прочность конструкции снизится.
При выполнении обработки трубного профиля применяют некоторые методы защиты от повреждений:
- внутренний ограничитель сохраняет целостность заготовки;
- внешние упоры способны сохранит внешние поверхности профиля.
Для предотвращения дефектов рекомендуют применять внешние и внутренние ограничители.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.


Принципы гибки в домашних условиях
Чтобы согнуть трубу без трубогиба в домашних условиях, необходимо выполнить следующее:
- Предварительно изготавливают пружину из проволоки сечением не более 4 мм. Она должна свободно проходить внутри заготовки.
- На один конец пружины подвязывают проволоку для того, чтобы в дальнейшем изъять ее из профиля. Деталь помещают в трубу непосредственно в участок подверженный обработке.
- Выполняют гнутье заготовки при помощи подготовленной матрицы или шаблона. Для увеличения усилия применяют удлинитель на противоположном конце.
- После гнутья из профиля вынимают пружину.
Для предотвращения дефекта профиля можно применять воду или песок. Материал заливают или засыпают внутрь трубы и герметично закрывают с двух сторон. Заготовку рекомендуется заморозить при этом вода обратиться в лед. Загиб проводят вручную, в дальнейшем лед растает, останется слить жидкость.
Соблюдение требований безопасности и технологии позволяет получить необходимые формы заготовки без дополнительных приспособлений и подготовки.
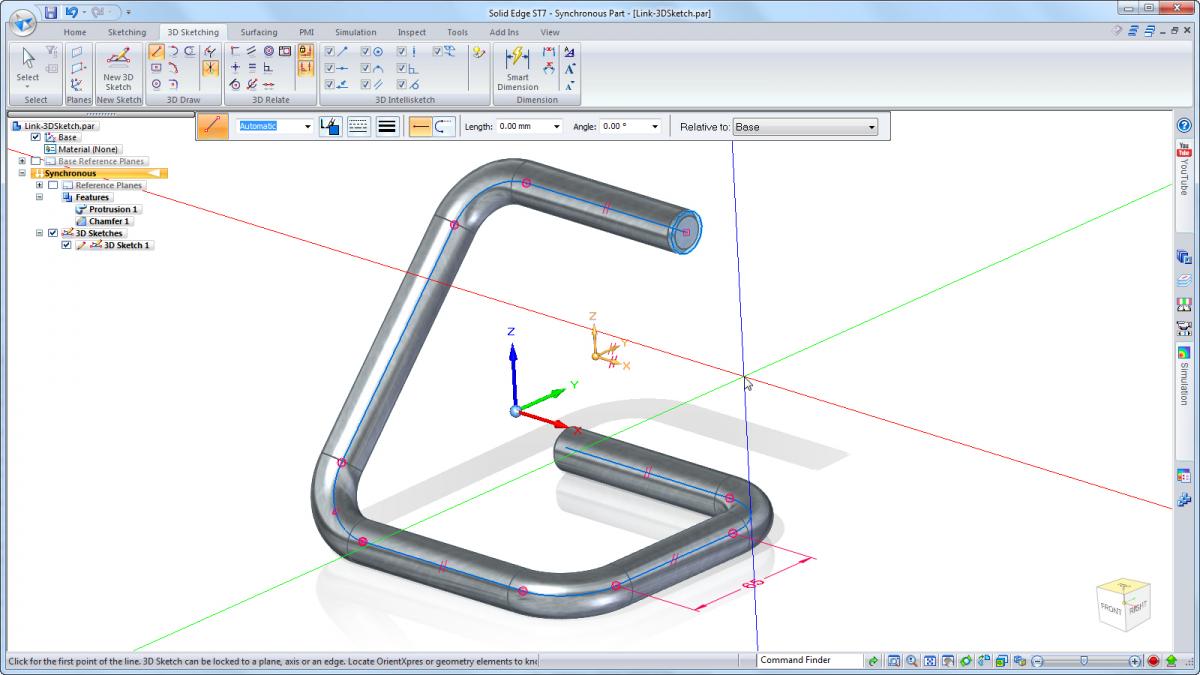
Гибка труб радиусом
Все металлоизделия производятся по современным технологиям в собственных цехах и станках
Мы всегда стараемся держать цены на минимальном уровне
Качественное изготовление металлоизделий подкреплено гарантией
Виды гиба труб, которые мы можем вам предложить:
- Профильных труб
- Труб большого диаметра
- Алюминиевых труб
- Труб из нержавейки
- Тонкостенных труб
Выполним гибку из металлов
Гиб — это технологический процесс, применяемый в различных сферах деятельности. Трубе можно придать форму дуги, спирали, змеевика, кроме этого метод часто используют для замены сварных и резьбовых соединений. В изогнутых заготовках сохраняются прочностные характеристики, герметичность, имеются высокие гидроаэродинамические показатели.
Гнутой трубной заготовкой пользуются в различных отраслях промышленности:
- Теплообменное, химическое, пищевое оборудование;
- Детали в авиации, судостроении;
- Электроника и радиотехника;
- Строительство и интерьерный дизайн;
- Изготовление трубопроводной арматуры.
Гнуть заготовку можно с помощью специальных трубогибочных станков под управлением оператора. Правильный выбор метода позволяет избежать заломов и образования складок на внутренней стороне заготовки, истончения стенки в месте гиба. Гибка — один из самых простых способов изготовления изделий нужной конфигурации с заданными техническими характеристиками. Гнуть трубу можно вручную или с применением специального оборудования.
![]()

Доверьте процесс гибки настоящим профессионалам!
ООО «Металлоконструкции» — мы гнем трубу любого диаметра, сечения. На нашем предприятии трудятся настоящие знатоки дела, имеющие внушительный опыт в сфере металлообработки. Наша технологическая база позволяет гарантировать скорость выполнения в сочетании с высоким качеством и точностью изделий. Завод располагает современным оборудованием для гиба заготовок любого диаметра и толщины стенок.
Способы гиба:
- По гибки стальных, алюминиевых труб ;
- По гибки профильных труб;
- По гибки нержавеющей круглой трубы;
- Металлообработка цветного проката.
Выполнять изгиб рекомендуется по радиус , равному диаметру трубы, умноженному на коэффициент 3.
В зависимости от материала, цельнотянутые трубы гнут холодным или горячим методом, с использованием наполнителя или дорна. Особенность металлообработки нержавеющих сталей заключается в изобилии сплавов с разными характеристиками. Визуально незаметные дефекты: овализация, складки в виде гармошки – оказывают влияние на скорость движения потока, давление, могут ускорить процессы коррозии. Наши специалисты учитывают исходные характеристики и область применения материала, а технологические процессы осуществляются под цифровым контролем.
У нас есть все необходимое для выполнения металлообработки любого уровня сложности и точности. Мы режем и гнем заготовку из следующих материалов:
- алюминий;
- латунь;
- медь;
- сталь и т. д.
Выполняем работы по металлообработки крупным предприятиям и частным лицам. При необходимости возможна доставка (Москва и область).
У нас можно заказать на сайте работы:
- Гибка из черного металла, нержавейки и алюминия, круглых
- Гибка в кольца и полукольца
- Гиб листового металла, стальных труб, металлического профиля
- Лазерная резка, плазменная резка любого металла
- Порошковая покраска
- Цинкование
- Сварочные работы
- Изготовим алюминиевые изделия по вашему чертежу
Воспользуйтесь формой обратной связи для быстрого обращения.
Заказав у нас услуги по гибке, вы получите:
- точность и качество выполненных работ;
- максимально быстрое выполнение вашего заказа;
- удобные условия сотрудничества;
- клиентоориентированный сервис.
При возникновении дополнительных вопросов, вы всегда можете связаться с нами по телефону — +7 (495) 723-21-02 (Москва)
Готовы выполнить заказ в день обращения (Москва, зависит от объема).
Посмотрите и другие работы нашего завода по металлообработке
Гибка труб
Компания «СтройПласт» оказывает услуги по гибке труб из стали, алюминия и нержавейки. Выполняем заказы любой сложности согласно вашим запросам, техническим возможностям нашего оборудования и ГОСТу.
Наша задача — создание не только идеально выверенных в своей точности и эстетичности конструкций. Мы обеспечиваем надежность и долговечность их в эксплуатации, будь то декоративный предмет интерьера или элемент строительного сооружения, часть механизма. Гибка труб из металла — это больше, чем просто технологический процесс. Оказывая услуги гибки труб мы вносим свой вклад в создание целого объекта.
Способы гибки труб из металла
Наши станки позволяют работать с трубами круглого, квадратного и прямоугольного сечения. На производстве задействованы современные станки с ЧПУ, что обеспечивает идеальную точность гибки труб даже при реализации сложных и нестандартных проектов, требующих тонких настроек.
У нас вы можете заказать гибку полнотелых и профильных металлических труб разными способами:
Высокоточное оснащение реализует гибку металлических труб без изломов и трещин, с сохранением непрерывности сечения и получением минимального радиуса, лишь в 1,5 раза превышающего диаметр или ширину изделия.
Гибка труб: технологии и параметры
Мы учитываем в работе характеристики исходной трубы. Несмотря на установленные стандарты, гибка труб под углом или по радиусу может осуществляться с небольшими отклонениями от них, при этом оставляя в приоритете безопасность и качество. В работу берем исходники с толщиной стенок от 2 до 6 мм.
Оценивается прочность и структура трубы. Применяется способ гиба в зависимости от размера сечения трубы, толщины стенки, заданного радиуса изгиба. На программном устройстве выставляются требуемые значения: усилия вальцов для гибки, скорость вращения дорна.
Гибка труб из полированной и неполированной нержавеющей стали требует особого внимания и аккуратности, поскольку при гибке внешняя стенка стремится к истончению, а внутренняя — к образованию складок. Для предотвращения недопустимых деформаций во время гибки полых труб , их плотно заполняют твердым материалом, чаще песком, а края наглухо закрывают заглушками. Песок позволяет металлу принимать заданную форму с сохранением его структуры.
Стоимость гибки трубы
| Стальной | от 200 руб./м |
| Алюминиевой | от 300 руб./м |
| Из нержавейки | от 400 руб./м |
— при маленьком радиусе, стоимость рассчитывается за 1 гиб — цена от 100 руб./г.
В зависимости от геометрии гиба существуют следующие наценки и условия:
- минимальная стоимость заказа 10000 руб.
- трубы более 6 метров +30%
- сложные формы с переменным радиусом, эллипсом +50%
- в случае гибки круглой трубы в спираль и змеевик +50%
Заказ и доставка
Вы можете получить подробную консультацию наших специалистов по телефону или в нашем офисе. Мы рассчитаем стоимость гибки труб по предоставленным вами параметрам. Расчет будет наиболее точным, если вы воспользуетесь бланком технического задания. Говорить о конечной стоимости работы по гибке труб можно только после очного изучения изделий нашими экспертами. Мы оценим сопоставимость исходных данных с целями, при необходимости обсудим иные варианты.
Работаем как с трубами заказчика, так и самостоятельно закупаем стандартные профили и выполняем их гибку на заказ. Вы можете ознакомиться с перечнем технологической оснастки на нашем производстве и с подробными техническими характеристиками заготовок.
По Москве и Московской области доставляем готовые изделия собственным транспортом, а в другие регионы России через проверенные транспортные компании.
Наше оборудование
Гибка труб осуществляется холодным методом на станках двух типов: трехвалковом профилегибочном и дорновом. Первый используют, когда необходимо согнуть трубы с большим диаметром — до 22 см, а с помощью второго получают крутоизогнутую конструкцию из изделий размером до 6,5 см в сечении.
Гибка труб
Гибка трубы по радиусу – это один из основных процессов, сопутствующих проведению монтажных работ по устройству различных трубопроводных систем. Процесс позволяет сделать трубопровод более монолитным, существенно сократив количество сварных швов и соединительных фитингов и увеличив тем самым его надежность.
Компания «ГидроПАРТ» осуществляет сложную пространственную гибку труб на современном 3-х координатном трубогибочном станке с ЧПУ и дорновой оснасткой. Дорновая оснастка позволяет обеспечить высокое качество гиба для толстостенных и тонкостенных труб (с толщиной стенки S менее 0,1 наружного диаметра D трубы). Мы гарантируем точную гибку на радиусы от 1÷1,5 D для толстостенных труб и на радиусы от 1,5÷2 D для тонкостенных.
| Диаметр трубы, мм | Стоимость за 1 гиб, руб. |
| Стальная труба | |
| до 50 мм | 300 руб. |
| от 50 до 100 мм | 390 руб. |
| от 100 до 150 мм | 570 руб. |
| от 150 до 200 мм | 930 руб. |
| Гибка труб из нержавейки | |
| до 50 мм | 400 руб. |
| от 50 до 100 мм | 650 руб. |
| от 100 до 150 мм | 1430 руб. |
| от 150 до 200 мм | 2100 руб. |
| Алюминий | |
| до 50 мм | 370 руб. |
| от 50 до 100 мм | 620 руб. |
| от 100 до 150 мм | 1010 руб. |
| от 150 до 200 мм | 1780 руб. |
| Медь | |
| до 50 мм | 320 руб. |
| от 50 до 100 мм | 440 руб. |
| от 100 до 150 мм | 880 руб. |
| от 150 до 200 мм | 1530 руб. |
| Оцинкованные | |
| до 50 мм | 390 руб. |
| от 50 до 100 мм | 500 руб. |
| от 100 до 150 мм | 970 руб. |
| от 150 до 200 мм | 1550 руб. |
| Трубогиб трехвалковый | 190 руб./пог. м. |
| Трубогиб с дорном | 200 руб./гиб |


Современные технологии гибки гидравлических труб у вас на службе
Мы работаем с материалом разной толщины и размеров, беремся за решение сложных инженерных задач, обладаем достаточным ресурсом для быстрой обработки секций разной длины.


- Оборудование позволяет создавать практически любые формы, регулируя настройки радиуса изгиба. Наши станки работают с минимальным радиусом в 2 диаметра трубы на тонкостенном материале и 1,5 диаметра конструкции из толстостенной стали.
- Качество самой конструкции не снижается: стенки секций не истончаются, не остается складок металла на внутренней стороне сгиба. Это определяет максимальный ресурс службы трубопровода с возможностью его прокладки в ограниченном пространстве.
- Технология дорновой гибки труб из нержавеющей стали позволяет максимально точно выдержать проектные формы. Погрешность угла сгиба – менее 0,15.
- Благодаря отсутствию механического сжимания на поверхности трубы не остается следов.
- Применение дорна обеспечивает самую высокую повторяемость, качество результата, сохранность свойств металла.
Как мы работаем
Мощная техническая платформа, высокая квалификация специалистов и ответственный подход к работе позволяет нашей компании решать практически любые проектные задачи. Сложная гибка по образцу или чертежу осуществляется нами максимально точно и без погрешностей. Мы работаем с трубопроводами промышленного и хозяйственного назначения, магистралями, к которым предъявляются повышенные требования, готовим секции для размещения в труднодоступных местах.
- формирование секций длиной до 3 м;
- создание форм любой сложности (обвод, скоба, «калач», «утка»);
- обработка труб диаметром от 4 до 50 мм и различных металлосплавов, включая нержавеющую сталь толщиной от 0,5–1,5 мм;
- высокоточное формирование через задание параметров угла и поворота с использованием программ ЧПУ;
- пространственная 3D-гибка.

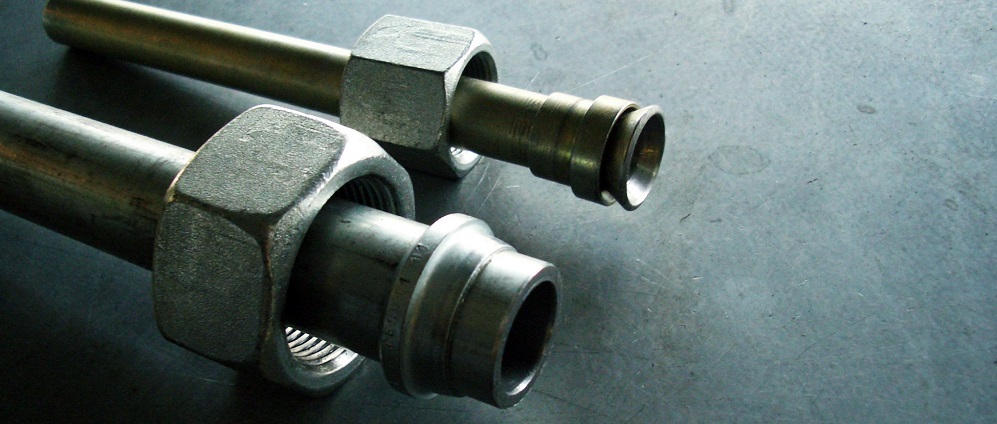
При необходимости трубогибочные работы можно дополнить развальцовочными операциями. В результате вы получите готовую секцию нужной формы с формованной кромкой для немедленной установки по месту.

Наш опыт, профессиональное оборудование и репутация проверенного исполнителя – ваши высшие гарантии. Мы проведем срочную дорновую/пространственную гибку нержавеющих труб, поможем с проектированием маршрута, сделаем работы точно в срок и без повреждения материала.