Из каких частей состоит сверло?
Из каких частей состоит сверло?
В этой статье мы рассмотрим тот минимум важной информации, который необходимо знать о свёрлах при заточке сверла и при работе с ним.
Что есть что, а главное — где. Внешний вид сверла и его устройство.


- рабочая часть — её элементы осуществляют резание и обеспечивают правильное положение сверла в образуемом им отверстии. Рабочая часть сверла представляет собой цилиндр, прорезанный двумя диаметрально противоположными винтовыми канавками;
- канавка — нужна для отвода стружки из отверстия;
- ленточка — элемент для точного направления сверла и является дополнительным режущим сегментом. На типовом сверле их две;
- хвостовик — бывает цилиндрический или конический, и служит для установки сверла в шпиндель станка или в патрон дрели;
- спинка — является вторым несущим элементом сверла после перемычки (о ней ниже);
- ω — угол наклона винтовой канавки. От значения этого угла зависит форма срезаемой стружки и её отвод. Для сверл диаметром 10 — 22 мм предусмотрен угол наклона винтовой канавки ω=30°, для сверл меньших размеров этот угол тем меньше, чем меньше диаметр сверла, и для диаметра меньше 0,25 мм достигает 19°.

- рабочие режущие кромки — основные элементы сверла, при сверлении они образуют конусную поверхность резания;
- перемычка — является продолжением основных режущих кромок, она определяет прочность и жесткость сверла;
Ниже на рисунке представлены пять режущих сегментом сверла. Две рабочие режущие кромки, одна поперечная кромка и две ленточки.

Ширина ленточек должна быть достаточной для точного направления сверла в отверстии, но не слишком большой, чтобы не вызывать чрезмерного трения сверла о стенки отверстия. Чем больше диаметр сверла, тем шире ленточка. Поперечную кромку на свёрлах более 3 мм желательно стачивать, а при диаметре сверла более 18 мм настоятельно рекомендуется. Широкая перемычка не режет, а скоблит и выдавливает металл, вызывая при этом выделение дополнительного тепла, в следствии излишнего давление на сверло. При правильной заточке сверла угол наклона поперечной режущей кромки ψ должен быть равен 55°.

Непосредственно перед хвостовиком для повышения прочности сверла толщина перемычки постепенно возрастет за счет соответственного уменьшения глубины винтовых канавок. Поверхности винтовых канавок, примыкающие к главным режущим кромкам, являются передними поверхностями спирального сверла, по ним сходит срезаемая стружка,

Поверхности, примыкающие к главным кромкам, представляют собой задние поверхности сверла.

Задний угол сверла образуется при помощи касательной к задней поверхности сверла. Если бы задние углы этих режущих кромок были равны нулю, то задние поверхности на всем своем протяжении соприкасались бы с поверхностью резания, и между ними возникло бы большое трение. Трение тем меньше, чем больше величина заднего угла.

Указанные выше значения угла достигаются соответствующей заточкой задних поверхностей. Конусность режущей части сверла определяется углом 2 φ при его вершине, образуемым главными режущими кромками. От величины угла φ зависят форма режущей кромки, передний и задний углы, прочность сверла у перемычки и силы резания.

С уменьшением угла φ удлиняется главная режущая кромка, улучшается теплоотдача, однако прочность сверла резко понижается. Рекомендуемые значения угла 2 φ в зависимости от обрабатываемого материала приведены в таблице ниже.

Основные моменты при работе со сверлом, от которых, как ни старайся, никуда не деться:
- вне зависимости от сверла, новое оно или нет, при начале сверления не только образуется отверстие, но и запускается процесс затупления самого сверла. С каждым оборотом сверло будет погружаться медленнее и медленнее. С новым сверлом это будет не так заметно, но факт, остаётся фактом;
- скорость затупления сверла зависит от скорости его оборотов, количества оборотов по режущей поверхности, скорости подачи (давления на сверло), охлаждения, от материала сверла и от самого обрабатываемого материала;
- максимальный нагрев начинается с периферии сверла, так как там скорость резания выше;
- при сильном затуплении сверло во время резания издаёт резкий скрипящий звук, далее лавинообразно выделяется тепло, возрастает скорость износа и в результате инструмент приходит в негодность. Как реанимировать такие свёрла я расскажу в следующей статье или видеоролике на своём канале. Следите за комментариями.
Правила при сверлении металла:
- — отверстие должно быть накернено, при начале сверления не стоит оказывать сильного давления на сверло, так как можно повредить режущие кромки или попросту сломать сверло. Режущие кромки должны войти в металл плавно. Если сверлить дрелью, то возможен увод сверла даже в случае если оно накернено;
- при завершении сверления в момент выхода сверла из заготовки необходимо снизить давление на сверло. Это будет способствовать уменьшению торчащих заусенцев при выходе сверла, а также не позволит сверлу заклинить в заготовке и провернуться в патроне;
- обрабатываемую деталь необходимо надёжно закрепить, это техника безопасности и не стоит этим пренебрегать;
- работать в перчатках запрещено;
- если требуемое отверстие более 5 мм, то необходимо начинать сверлить деталь с малого сверла, постепенно увеличивая диаметр;
- при сверлении металла важно не перегреть сверло. Для этого применяют специальные охлаждающие жидкости, если их нет, то можно использовать масло. Если нет возможности использовать СОЖ, то процесс сверления проводят с перерывами, давая сверлу и заготовке остыть. Можно использовать банку с водой или маслом для окунания сверла. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
- при сверлении глубоких отверстий длина режущей части инструмента и винтовых канавок должна быть больше глубины отверстия. В противоположном случае выход стружки будет заблокирован и сверло заклинит. Основное внимание нужно обращать на активность отвода стружки из получаемого отверстия;
- в случае заклинивания сверла в заготовке для его извлечения используют реверс (включают вращение в обратную сторону).
Продолжение по работе со станком и свёрлами:
Сверла. Виды и типы. Работа и применение. Особенности
Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем.
В зависимости от предназначения сверла делятся на категории по:
- Металлу.
- Дереву.
- Камню и кирпичу.
- Стеклу и плитке.
Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей.
По металлу
Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей:
- Спиральные.
- Конические.
- Корончатые.
- Ступенчатые.
Спиральные
Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик. Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия. Хвостовая часть используется для фиксации инструмента в патроне дрели или станка.


Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку.
Конические
Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия. Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры. Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей.


Корончатые
Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели. Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном.


Ступенчатые
Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками. Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше. Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени.


По дереву
Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл:
- Спиральные по дереву.
- Перовые.
- Винтовые.
- Кольцевые пилы.
- Балеринки.
- Форстнера.
Спиральные по дереву
Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец. Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину. Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу.


Перовые
Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель. Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах. Его часто используют с ручным коловоротом.


Винтовые
Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен. Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам. Срез получается чистым и аккуратным, даже при работе с сырым деревом.


Кольцевые пилы
Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников. Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр. Выборка центральной части может быть доделана с помощью стамески.


Балеринки
Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах. Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал. Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия.


Сверло Форстнера
Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном.


По бетону
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:
- Спиральные.
- Винтовые.
- Корончатые.
Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза.
Спиральные
Спиральные устанавливаются в перфоратор. Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм.


Винтовые
Винтовые тоже имеют напайки. Они являются более длинными, чем спиральными. Их используют в тех случаях, когда требуется пробить глубокое отверстие. Винты обеспечивают эффективное отведение пыли, что снижает вероятность застревания. Тем не менее, стоит все же периодически вытягивать перфоратор, чтобы проверить – нет ли пыли.


Корончатые
По своей конструкции напоминают стандартную коронку для древесины. В центре имеется спиральное сверло, которое врезается в бетон, камень или кирпич, при этом основную работу по сверлению отверстия требуемой глубины выполняет коронка с напайками. Такие сверла тоже требуют ударного бурения, поэтому не подходят для обычной дрели.


По стеклу
Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм. Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок. Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления.


Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов.


Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым.
Что такое сверло и история создания сверла
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
- Отрезка заготовки для хвостовой части.
- Отрезка заготовки для рабочей части.
- Зачистка торцов у хвостовой части.
- Зачистка торцов у рабочей части.
- Очистка заготовки на пескоструйном аппарате.
- Сварка.
- Отжиг.
- Обдирка наплыва у сварного шва.
- Правка заготовки после сварки.
- Подрезка торца со стороны хвостовика.
- Сверление и зенкерование центрового отверстия со стороны хвостовика.
- Обточка наружного центра со стороны рабочей части.
- Обточка рабочей части по диаметру, предварительная и окончательная.
- Обточка хвостовика на конус, предварительная и окончательная.
- Обточка хвостовика под лапку и подрезка торца.
- Фрезерование лапки.
- Фрезерование спиральных канавок.
- Фрезерование спинки зуба.
- Термообработка и очистка на пескоструйном аппарате.
- Полирование спиральных канавок.
- Шлифование центров.
- Шлифование хвостовика на конус.
- Шлифование рабочей части по диаметру с обратным конусом.
- Заточка сверла.
- Контроль и клеймение.
Элементы спирального сверла[ | ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая частьРежущая часть
имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей. - Направляющая часть
имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки
(узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
— для закрепления сверла на станке или в ручном инструменте.
-
Поводок
для передачи крутящего момента сверлу или
лапка
для выбивания сверла из конусного гнезда.
, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла[ | ]
Угол при вершине 2φ=118° и угол наклона винтовой канавки ω=27°.
- Угол при вершине 2φ
— угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°. - Угол наклона винтовой канавки ω
— угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω). - Передний угол γ
определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. - Задний угол α
определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла. - Угол наклона поперечной кромки ψ
расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания[ | ]
Спиральное сверло диаметром 80 мм c коническим хвостовиком Морзе № 6.
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:
Сверло
Сверло́ — режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.




Содержание
Элементы спирального сверла
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов.
- Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
- Хвостовик — для закрепления сверла на станке или в ручном инструменте.
- Поводок для передачи крутящего момента сверлу или лапка для выбивании сверла из конусного гнезда.
- Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла

- Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и таким образом к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твердых металлов 2φ=130…140°.
- Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
- Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ и действительные углы в процессе резания будут следующими:
Классификация свёрл


По конструкции рабочей части бывают:
- Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0 ‘ =55°. Тем самым длина режущей кромки увеличивается и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Плоские (перовые) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
- Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
- Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
- Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия напраляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
- Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
- Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
- Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
- Центровочные — применяют для сверления центровых отверстий в деталях.


По конструкции хвостовой части бывают:
- Цилиндрические
- Конические
- Четырёхгранные
- Шестигранные
- Трёхгранные
- SDS
По способу изготовления бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
- Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — так же называются корпусными (оправку к которой крепятся пласты называют корпусом)В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению
По форме обрабатываемых отверстий бывают:
- Цилиндрические
- Конические
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Переходный конус сверла


В зависимости от назначения и применения, сверло с коническим хвостовиком Морзе имеет т.н — универсальные переходные конуса, которые в свою очередь обеспечивают удобное соединение и удобную работу на любом сверлильном, фрезерном, токарном и расточном оборудовании. Переходники со вставленным сверлом отделяют с помощью клина, ударами молотка. Для этого существует специальный технологический паз.
См. также
- Фреза
- Сверление
- Дрель
- Буравчик
- Станок сверлильный
- Станок фрезерный
- Станок токарный
Примечания
Литература
- Сандомирский И. Биография сверла // Техника — молодёжи. — М .: Молодая гвардия, 1955. — В. 3. — С. 24.
- Филиппов Г. В. Режущий инструмент.—Л.: Машиностроение, 1981.—392 с.
Ссылки
| Сверло на Викискладе ? |
- Сверла
- Подбор сверла по диаметру
Wikimedia Foundation . 2010 .
- Темномеров, Аполлоний Михайлович
- Чемпионат мира по футболу 2010
Смотреть что такое «Сверло» в других словарях:
сверло — а; мн. свёрла, свёрл; ср. Режущий инструмент, вращением которого делают круглые отверстия в различных материалах. ◁ Сверловой, ая, ое. С ая дрель. * * * сверло инструмент для сверления, рассверливания или зенкования отверстий. Наиболее… … Энциклопедический словарь
сверло — сверло, свёрла, сверла, свёрл, сверлу, свёрлам, сверло, свёрла, сверлом, свёрлами, сверле, свёрлах (Источник: «Полная акцентуированная парадигма по А. А. Зализняку») … Формы слов
Сверло — режущий инструмент, применяемый: для получения отверстий в различных материалах; а также для обработки (рассверливания) готовых отверстий. Сверло имеет хвостовик, рабочую и режущую части, элементы для отвода стружки. Различают винтовые,… … Финансовый словарь
СВЕРЛО — режущий инструмент для сверления и рассверливания. Наиболее распространено спиральное сверло стержень, режущая часть которого образована двумя режущими, двумя вспомогательными и поперечной кромками; имеет 2 винтовые канавки на рабочей части для… … Большой Энциклопедический словарь
СВЕРЛО — СВЕРЛО, сверла, мн. свёрла, ср. 1. Режущий инструмент, посредством вращения которого делают, провертывают круглые отверстия в дереве или металле (тех.). 2. Жало у некоторых насекомых, просверливающих древесину или кожу растений (спец.). Толковый… … Толковый словарь Ушакова
СВЕРЛО — СВЕРЛО, а, мн. свёрла, свёрл, свёрлам, ср. Режущий вращающийся инструмент для получения отверстий. Спиральное (винтовое) с. Центровочное с. | прил. сверловой, ая, ое. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
сверло — бурав, буравчик, перка, бор Словарь русских синонимов. сверло сущ., кол во синонимов: 12 • бор (21) • бурав … Словарь синонимов
сверло — СВЕРЛО, а, мн свёрла, свёрл, свёрлам, ср Режущий вращающийся инструмент в виде металлического стержня с нарезкой, вставляемый в дрель и т.п. и используемый для получения отверстий. Дрель задрожала в руках Алексея, сверло повело в сторону такая… … Толковый словарь русских существительных
сверло́ — сверло, а; мн. свёрла, свёрл [не свёрел], свёрлам … Русское словесное ударение
Сверло — ср. 1. Режущий инструмент, вращением которого делают круглые отверстия в различных материалах. 2. перен. Жало у некоторых насекомых, просверливающих древесину или кожу растений. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
Спиральное сверло – универсальный инструмент для любых отверстий
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
1 Спиральные сверла – конструкция и основные характеристики
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.


Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:

- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.

2 Сверла с цилиндрическим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.


ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.


Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.

3 Сверла с коническим хвостовиком по ГОСТ 10903 и другие
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.

С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.


Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
- общая всего инструмента – 225–395;
- рабочей части – 145–275.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 3.

4 Сверла с коническим хвостовиком ГОСТ 22736
ГОСТ 22736 распространяется на сверла диаметром 10–30 мм, оснащенные твердосплавными пластинами. Инструмент производится в укороченном и нормальном исполнении. Длина составляет (мм):
- общая всего инструмента в укороченном исполнении – 140–275, нормальном – 168–324;
- рабочей части в укороченном исполнении – 60–125, нормальном – 87–175.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4.


Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из быстрорежущей стали или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.


Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.

Основные части сверла




Рис. 1 Части сверла
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш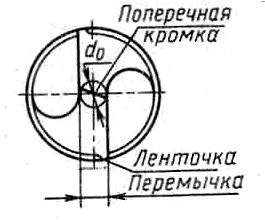

при обработке легких сплавов равной
при обработке других материалов
f=(0,1…0,5)d 1/3 .
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С

Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла — 2.Для быстрорежущих сверл 118-120 о , для твердосплавных 130-140 о . Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55 о ).
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16 о , для обработки материалов средней прочности и вязкости —=25-35 о , для обработки вязких материалов —=35-45 о .
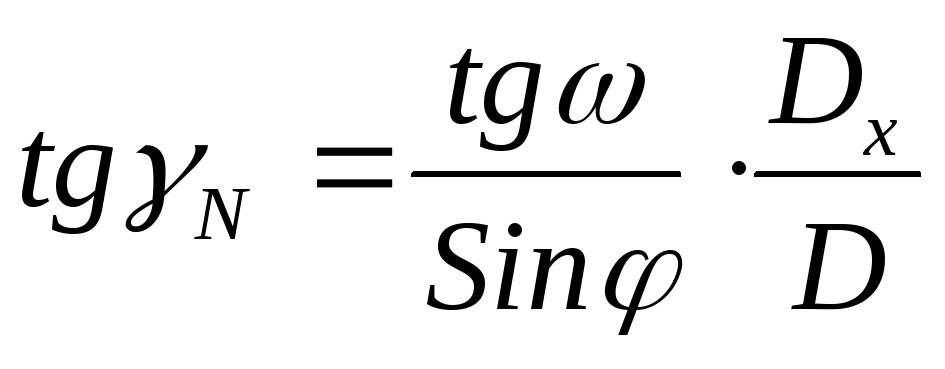
Угол наклона винтовой канавки в данном сечении х определяется по формуле

где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.

где D– диаметр сверла.
Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П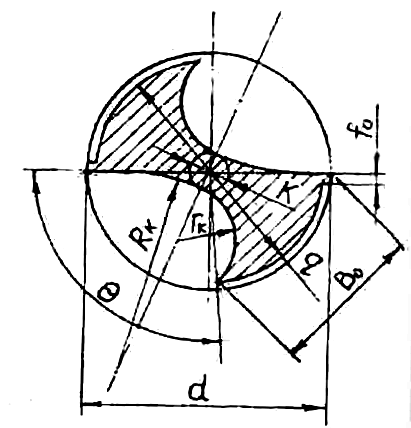

Угол стружечной канавкиθпри обработке легких сплавов равен 116 о , других материалов 90…93 о .
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:

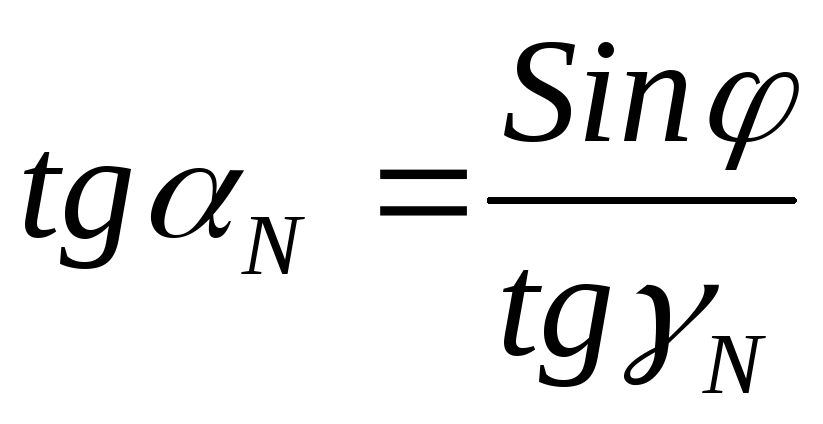
Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN—N(N)сечении. Максимальное значение находится по формуле

Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60 о ). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок —образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.

Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15 о . Для твердосплавных=4-6 о .
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14 о , а у сердцевины 20-25 о в зависимости от диаметра сверла.
Ф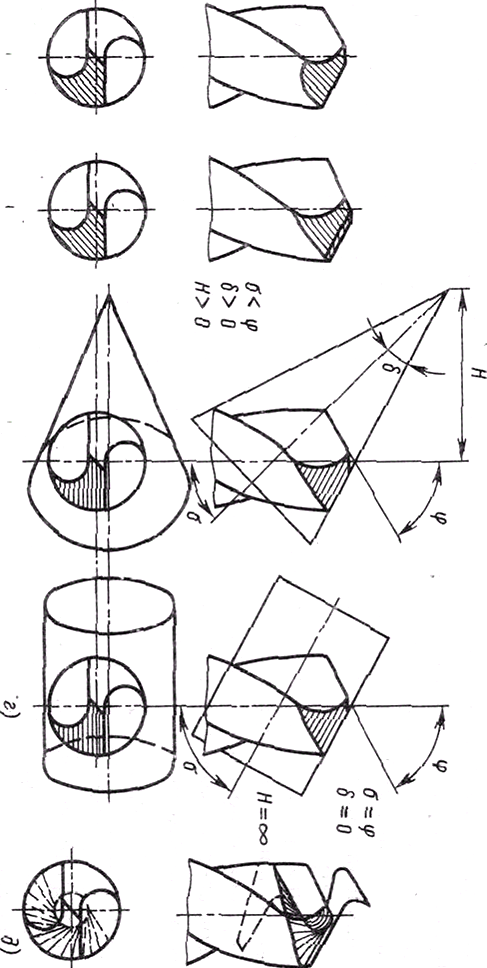

Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 — 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К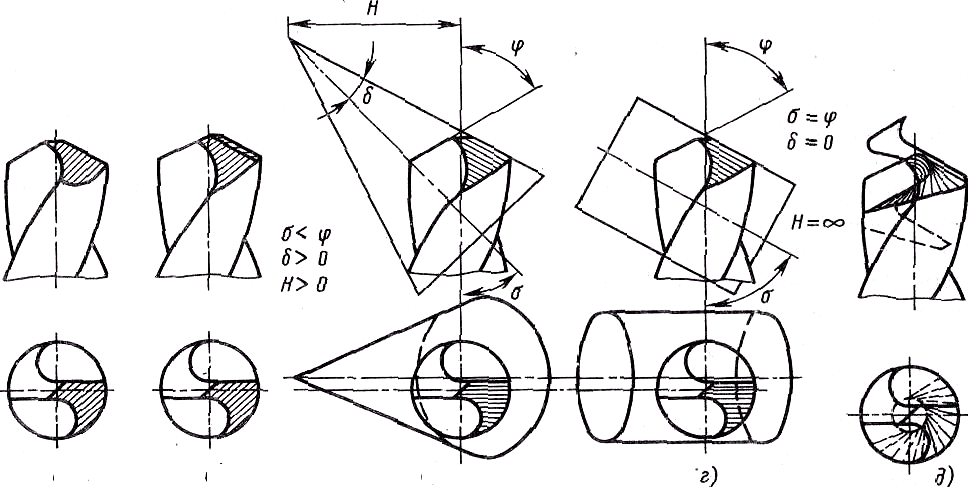

Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе.
У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки.