Изделия из латуни своими руками
Ювелирное литье в домашних условиях для новичков








Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!

Изготовление фурнитуры для украшений своими руками: травление меди и латуни


Для работы нам понадобятся:
пластинка меди или латуни
ровная доска или наковальня
ёмкости для воды , лимонной кислоты и раствора хлорного железа
плоскогубцы или другой похожий инструмент.
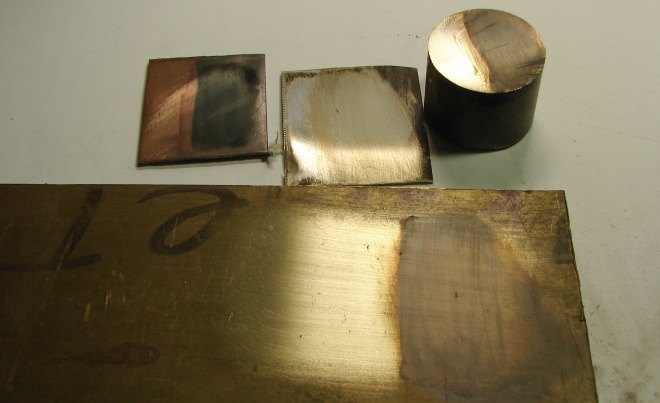
Я взяла пластинки и меди, и латуни. Процесс для обоих металлов одинаков. Я травлю всё в одной ёмкости
Как видно на фотографии, металл изначально неровный, погнутый, грязненький и зачуханный. Потому что вагончики продавцов металла у нас обычно не менее грязненькие и зачуханные. Но в работе кривая поверхность нам будет мешать при наклеивании картинок. И травильный раствор не сможет растечься равномерно по поверхности пластинок.
![]()

Поэтому нужно пластинки более-менее выровнять. Удобнее всего, на мой взгляд, использовать резиновую киянку или деревянный молоток, отбив металл на ровной твёрдой поверхности. У меня это наковаленка, но можно взять ровную доску или табуретку, если не жалко.
Металлический молоток не подойдёт, он жёстче мягкой меди и относительно мягкой латуни. Поэтому на пластинках останутся следы и вмятины от обычного молотка.
![]()
Относительно ровные пластинки кладём или в ёмкость с горячей водой, в которой щедро растворяем лимонную кислоту.
![]()
Или ставим ёмкость с водой и кислотой на огонь. Мне так нравится больше, потому что очистка металлов от окислов идёт почти мгновенно. Доводить до кипения не стоит. Считается, что в кипящей воде лимонная кислота утрачивает свои свойства.
![]()
Пластинки стали заметно чище. Латунь у меня такой какой-то марки, что цинк легко вымывается из её верхнего слоя. Поэтому проступает чистая медь.
С этого момента пластинки руками трогать нельзя. Только чистой тряпочкой или инструментами. Слой жира от пальцев создаст защитный слой на металле и нарушит рисунок. Короче, протравятся ваши отпечатки пальцев.
![]()
Дальше я заклеиваю изнанку скотчем. Можно закрашивать лаком для ногтей или акриловой краской. Но скотч — самый удобный и лёгкий вариант.
Лучше оставить небольшие поля скотча по краям. За них удобно брать пластинки без страха их испачкать.
Иногда нужны двусторонние элементы в украшении, которые могут переворачиваться при движении. Тогда рисунок можно наносить с двух сторон. Только толщина металла должна быть не менее 0,6 мм или даже 0,7 мм. Иначе в местах наложения рисунка протравите пластину насквозь.
![]()
Переходим к нанесению рисунка.
Способов много. Я обычно использую водостойкие наклейки или перевожу с помощью утюга картинки, сделанные на лазерном принтере. Но сейчас муж в отъезде, а лазерный принтер у него на работе. Поэтому использую наклейки. Можно рисовать перманентным маркером, лаком для ногтей, битумом, акриловыми красками. Но рисую я значительно менее аккуратно, чем клею наклейки. Поэтому пользовалась маркером только поначалу.
![]()
Наклеиваем, не касаясь металла, и приглаживаем тряпочкой. Если недостаточно плотно наклеить картинку, будут пробелы в рисунке в итоге.
![]()
![]()
У меня 2 источника хлорного железа — химическая лаборатория, торгующая лабораторной посудой и химикатами. У них было значительно дешевле года полтора назад, когда я последний раз заказывала у них железо. И магазины радиотоваров. У них дороже, но если вы не планируете натравить вагончик металла, как это часто делаю я, то вам вполне годится 250-граммовая баночка. Она стоила рублей 70 последний раз. Но это было года 2 назад.
![]()
Не смущайтесь надписью «борная кислота», читайте под ней.
![]()
Вид хлорного железа сверху.
![]()
Я развожу 1 часть железа 3 частях воды.
![]()
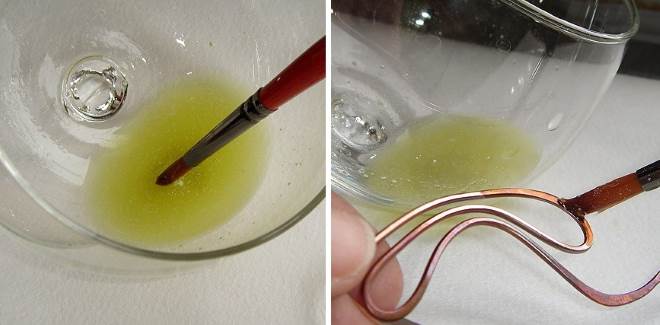
Развела, пластинки положила. Латунные вниз лицом, медную поверх них вверх лицом. Лучше травить при температуре 50-60 градусов. Зимой для этого годится батарея. Но сейчас можно хотя бы изначально залить горячей водой.
![]()
Ушла писать мастер-класс на 1 час 15 минут.
Пришла, проверила. Готово. Раствор можно использовать ещё. Просто с каждым разом время травления увеличивается. Считается, что раствор выработался и не годен, если он приобрёл красивый изумрудно-зелёный цвет.
![]()
Латунь моя пятнистая почти всегда — такая вот марка.
![]()
Изнанка осталась неизменной под скотчем.
![]()
Дальше вырезаете элементы, шлифуете острые края, патинируете и полируете. Добавляете в украшение. Готово.
На деле всё гораздо быстрее и легче, чем в письменном виде. Главное, раздобыть материалы.
Особенности литья латуни
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы. Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера. Проводить его можно на предприятии или в домашних условиях.


Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м 3 .
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.

Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Подготовительные работы
Прежде чем начинать изготавливать отливку нужно подготовиться к проведению основных работ. Изначально нужно разработать эскиз будущего изделия, зарисовать его на бумаге. По готовому чертежу сделать форму для заливания расплавленного сплава. Она изготавливается из глины и кварцевого песка. Существуют многоразовые, одноразовые формы. Первые изготавливать труднее, но они могут применятся при серийном изготовлении изделий из металлических сплавов.
После изготовления детали из латуни потребуется дополнительная обработка для устранения дефектов, возникающих при литье. Для этого поверхности отливки подвергается химической обработке. С помощью активнодействующих растворов с поверхности заготовок удаляются дефекты.

Проведение работ
Чтобы расплавить латунь в домашних условиях, сделать качественную отливку, необходимо точно следовать технологическому процессу, не менять этапы местами. Проведение работ:
- Тигель заполняется измельченными расходными материалами. Желательно, чтобы их размер был как можно мельче. От этого будет зависеть скорость процесса плавки.
- Щипцами ёмкость помещается в печь. Нагревательные элементы включаются.
- Тигель разогревается до тех пор, пока все куски металла не расплавятся.
- Тигель вынимается из печи. На поверхности расплавленной латуни будет находиться плёнка, которую нужно убрать металлическим прутиком.
- Останется перелить расплавленный сплав в форму, подождать остывания.
Если форма одноразовая, нужно разбить её молотком или разломать любым инструментом. Многоразовые конструкции разъединяются.
При литье нужно учитывать правила техники безопасности:
- Надевать защитные перчатки и одежду, изготовленную из жаропрочных материалов.
- Защитные очки уберегут глаза от испарений, капель расплавленного металла.
- Помещение должно проветриваться. Пары, концентрирующиеся во время плавления металлов, могут навредить здоровью
- Исключить контакт нагревательных элементов с легковоспламеняющимися жидкостями, материалами, веществами.
Соблюдая правила техники безопасности можно обезопасить себя от получения травм.
Литье латуни — технологический процесс, который можно повторить в домашних условиях. Для этого нужно подготовить оборудование, собрать самодельную печь, сделать формы, поэтапно выполнить плавку, отливку. Дать остыть расплавленному металлу и провести дополнительную обработку готового изделия.
Берем лист и делаем из него. все
Ещё немного о технологии.
Что можно сделать из листовой меди, латуни и т.д. То, что для опытных ясно и понятно, для новичков
часто откровение.
Думаю меня дополнят и получится полезная подборка. Понятно, что один всего знать не может. 
Способы формообразования могут быть разные.
Не самый простой, но очень эффективный- давление на токарном станке. Можно давить как бы обволакивая
пуансон, а можно загоняя лист в матрицу. Исходя из задачи точим оправку, материал оправки дерево, пластик, металл. Не очень глубокую вытяжку меди можно вполне сделать на дереве. Глубокую и точную
лучше делать на стальной полированной оправке. 
Простые работы можно делать деревом твердых пород смазав его густой смазкой или мылом.
Предпочтение нужно отдать древесине с не выраженными слоями бук, клен, граб.
В резцедержатель зажимаем пруток с выступами-упорами для палки-давчика и работаем палкой как
веслом в уключине.
Более ответственные работы лучше производить роликами отвечающими формой и размером будущему
изделию.
Часто в качестве роликов используют шарикоподшипники подходящего диаметра, которые можно крепить
и в вилку, и сбоку, и просто одев его на подходящий болт.Державка крепится на место резца,
на другую сторону резцедержателя зажимаем любой подходящий пруток, резцедержатель расслабляем
и давим на заготовку рычагом-прутком. Можно одновременно использовать суппорты для выбора точки
приложения усилия.




Кроме того полезно иметь гладило, можно сделать несколько разных из старых напильников или надфилей.
Особо хороши гладила из победита, делать их тяжело, но потом труд окупится. Прелесть победитовых в том, что они никогда не цепляют материал, ни мягкую медь, ни серебро, ни тем более латунь, даже на сухую.
Стальной инструмент нужно смазывать, хорошо воском натуральным или современным модельным.
Кроме формообазования победитовые гладила хороши для полирования как при вращении изделия на станке, так и просто нанося рукой зеркальные штрихи вплотную один к одному. Можно повторять движения в
поперечном направлении. Тут немного опыта и все будет понятно. У вас больше не будет
непрополированных мест из-за невозможности подобраться полировочным кругом.
На следующих фото приведены предметы требовавшие точности и повторяемости. Оправки в этом случае
были сделаны из стали, поверхность была полированной, цилиндрические с виду поверхности имеют конусность, в противном случае бывает очень проблематично снять готовую работу с оправки, это надо
обязательно помнить.






Отдельно стоит остановиться на изготовлении кольцевых обойм. заготовка представляет собой кольцо,
прижимаем её к оправке в виде торца толстой трубы вспомогательным цилиндром (можно из твердого
дерева)и накатываем внешнюю часть заготовки на оправку. Если нужны четкие углы используем
ролик из подшипника.
Перед закатыванием внутренней цилиндрической поверхности фиксируем внешнюю готовую скотчем или хомутом.
Скотч менее надежно, но значительно безопаснее. Вначале мягко загоняем материал в гильзу, затем
консольно сидящим на оправке подшипником формируем четкий край.
Рюмки сделаны из трех деталей и спаяны припоем ПОС-45. После финишной обработки -гальваническое покрытие.
На следующих фото касты под круглые камни диаметром 15 мм и 40 мм.



Предварительно выкатывается цилиндрическая кастрюлька на жесткой оправке. Затем точим точную
оправку из твердого дерева, одеваем кастрюльку, поджимаем задней бабкой с центром через прокладку.
Начинаем роликом и заканчиваем мелкими давчиками и гладилами. Чтобы снять готовую деталь
растачиваем древесину внутри детали и отделив отрезным резцом выламываем оставшийся бочонок.
Были многократные попытки сделать такой бочонок из спаянной трубки, получилось только из листа.
Шов не выдерживает, видимо дело в разнице твердости шва и остального металла.
А еще можно накатывать шестеренки, примерно так же, как делают обычную накатку- рифленку.
Для этого нужно найти стальную шестеренку не большую и с нужным зубом. Еще можно накатать
зубчатую рейку.



Для этого в прутке точат узкую канавку, вставляют туда вертикально полоску-заготовку, поджимают
роликом-шестеренкой и вращая патрон рукой катают зубчики. Постепенно поджимая повторяют до
получения полного профиля зуба.При необходимости можно свернуть зубчатую рейку в кольцо-
получится торцевая шестерёнка. Если такую заказывать будет дороговато, да еще не вдруг найдешь,
кто сможет такую нарезать, особенно в наше время.
Патинирование (чернение, состаривание) меди, латуни и бронзы своими руками
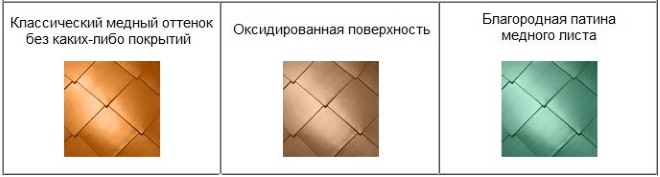
Патинирование меди, а также другие методы ее декоративной обработки (в том числе в домашних условиях) позволяют сделать изделия из этого металла более привлекательными, придать им налет благородной старины. Подвергать такой обработке можно предметы, изготовленные не только из меди, но и из таких ее сплавов, как бронза и латунь.


Используя различные способы патинирования медных сплавов, можно добиться совершенно разнообразных оттенков
Патинирование и оксидирование
Поверхность многих металлов (и медь входит в их число) при взаимодействии с окружающим воздухом и различными химическими веществами начинает покрываться тонким слоем окисей и закисей. Такой процесс, который также приводит к изменению цвета металлической поверхности, называется оксидирование. По большей части процесс окисления металла происходит естественным путем, но люди научились вызывать его искусственно, в производственных или домашних условиях, что делается для придания изделию состаренного вида.
Не следует путать оксидирование с патинированием – процессом, суть которого заключается в том, что на поверхности металла при взаимодействии с различными химическими элементами формируется тонкий слой сернистых или хлористых соединений. Патинирование, которое, как и оксидирование, сопровождается изменением цвета меди и бронзы, также можно выполнять искусственно, используя для этого специальные составы.

Старение меди происходит с течением времени естественным путем или сразу при обработке поверхности какими-либо препаратами
Если в естественных условиях процесс окисления и покрытия патиной меди или бронзы может протекать годами, то при использовании специальных растворов патинирование происходит за очень короткий промежуток времени. Поверхность изделия, помещенного в такой раствор, буквально на глазах меняет свой цвет, приобретая налет благородной старины. Используя различные химические составы, можно в производственных и даже в домашних условиях выполнять такие процедуры, как чернение меди, патинирование предметов из меди и бронзы, чернение латуни.
Подготовка к обработке
Решив выполнить патинирование или оксидирование, вы должны не только внимательно изучить вопрос о том, как состарить латунь, бронзу или выполнить чернение меди, но и предусмотреть необходимые меры безопасности. Преимущественное большинство химических составов, которые применяются для осуществления подобных процедур, являются очень токсичными и выделяют пары, представляющие значительную опасность для здоровья человека. Поэтому для хранения таких веществ как в производственных, так и в домашних условиях следует использовать сосуды с хорошо притертыми пробками, которые предотвратят попадание ядовитых паров в окружающий воздух.


Храните химикаты в недоступном для детей месте
Саму процедуру, проводимую для изменения цвета поверхности изделия под воздействием на него химических веществ, следует выполнять в специальном шкафу, к которому подведена вытяжная вентиляция. Следует иметь в виду, что дверцы такого шкафа в процессе выполнения оксидирования или патинирования должны быть слегка приоткрыты, что обеспечит эффективную вытяжку вредных паров из его внутренней части.
Изделия из меди, латуни и бронзы перед патинированием следует тщательно очистить, обезжирить и промыть в теплой воде. После самой процедуры патинирования или оксидирования обработанные предметы также промывают и укладывают в опилки для просушки. Использование опилок является более щадящим методом просушки, так как выполнение такой процедуры при помощи тканевого материала может повредить тонкую пленку сформированной патины, которая еще не закреплена лаком. Кроме того, при помощи ткани после патинирования практически невозможно качественно удалить влагу из углублений на рельефных поверхностях, а опилки ее легко вытянут.


Покрытую лаком поверхность можно отполировать войлочной насадкой
Изменения цвета меди и ее сплавов от серого до черного
Серый, темно-серый или черный цвет меди и ее сплавов делает внешний вид изделия более привлекательным и презентабельным. Для получения этих цветов, степень насыщенности которых можно регулировать, нужен используемый уже не один десяток лет состав «серная печень». Свое название он получил из-за того, что в процессе приготовления он должен спечься, то есть превратиться в запекшуюся массу.
Чтобы сделать такой состав для патинирования в домашних условиях, необходимо выполнить следующие действия:
- одну часть порошковой серы смешивают с двумя частями поташа;
- полученную смесь помещают в жестяную банку, которую затем надо поставить на огонь;
- дождавшись расплавления порошка и начала его спекания, необходимо поддерживать этот процесс на протяжении 15 минут.


Для приготовления серной печени понадобится сода и сера
В процессе спекания порошка на его поверхности может вспыхнуть сине-зеленое пламя, которое можно не сбивать, так как оно не ухудшит качественные характеристики серной печени. После окончания спекания и полного остывания полученную массу следует измельчить до порошкообразного состояния. Этот порошок, если его поместить в стеклянную банку с плотно закрывающейся крышкой, можно хранить достаточно долго.
Для того чтобы при помощи серной печени выполнить патинирование различных металлических сплавов, используют несколько основных методов.
Данный способ предполагает использование водного раствора серной печени. С его помощью можно изменить цвет изделий, изготовленных из следующих материалов:
- меди;
- стерлингового серебра;
- бронзы и латуни.
Цвета, которыми можно окрасить поверхности изделий при помощи данного метода, также различаются:
- медь и серебро – пурпурный, голубой (получить очень сложно), серый, коричнево-серый, черный;
- латунь и бронза – нежно-золотистый.

Проба раствора на меди, бронзе и латуни дает различные эффекты
Если вы не знали раньше, как состарить медь и сформировать на поверхности данного металла прочную пленку патины, отличающуюся насыщенным черным цветом, используйте именно этот способ. Для его реализации изделие из меди помещается в раствор, состоящий из литра воды и 1–20 граммов порошка серной печени.
Чтобы окрасить медь в светло-серый цвет, раствор готовят по другой рецептуре: в 1 литр воды растворяют по 2–3 грамма хлористого натрия и серной печени. В полученный раствор помещается изделие из меди, за изменением цвета которого следует внимательно следить. После того как цвет металла приобретет желаемую тональность, подвергаемый патинированию предмет необходимо промыть водой и просушить в опилках.


Продолжительность обработки медного украшения раствором зависит от желаемого эффекта чернения
Для патинирования меди можно также применять раствор, приготовленный по следующей рецептуре: в насыщенный водный раствор сульфата меди добавляют нашатырный спирт и делают это до тех пор, пока жидкость не станет прозрачной и ярко-синей. Очищенное и обезжиренное обрабатываемое изделие помещается в такой раствор на несколько минут, после чего его извлекают и подвергают незначительному нагреву. После таких манипуляций медь должна приобрести насыщенный черный цвет.
Для использования данного метода, который также позволяет качественно почернить медь даже в домашних условиях, обрабатываемый предмет необходимо зачистить при помощи тонкой наждачной бумаги. К зачищенной поверхности не следует прикасаться руками, чтобы на ней не образовались жировые пятна. После предварительной подготовки к патинированию предмет обрабатывается раствором хлористой платины или полностью погружается в него. В такой раствор, если он не вызывает кислой реакции, можно добавить небольшое количество соляной кислоты.
Сформировать на поверхности медного изделия прочную окисную пленку, отличающуюся насыщенным черным цветом, позволяет его погружение в состав, приготовленный из азотной кислоты и металлической меди. Чтобы изменение цвета медной детали проходило более интенсивно, такой раствор можно дополнительно подогреть.
Получение патины других цветов
Для формирования на меди окисной пленки другого цвета можно даже в домашних условиях воспользоваться одним из следующих методов.
Для получения красно-коричневой окисной пленки медное изделие на несколько минут помещают в состав, приготовленный из одной части медного купороса, одной части хлористого цинка и двух частей воды.


На примере одной детали видно, как изменяется оттенок в зависимости от продолжительности нахождения в растворе
Чтобы получить такую патину, предмет из меди необходимо поместить в раствор, состоящий из одного литра воды и 20 граммов сернистого аммония. Изменяя температуру нагрева обрабатываемого изделия перед патинированием, можно регулировать интенсивность окрашивания.
Чтобы придать поверхности медного изделия светло-коричневый цвет, необходимо обработать его смесью натриевого хромпика (124 г/литр), азотной (15,5 г/литр) и хлористоводородной (4,65 г/литр) кислот, 18-процентного сульфида аммония (3–5 г/литр). Такой раствор наносится кистью и выдерживается в течение четырех-пяти часов.

Покрывайте поверхности детали, пока не добьетесь нужного оттенка
Для получения поверхности такого цвета медную деталь на 5–25 минут помещают в горячий раствор (90–95°), в состав которого входят персульфат аммония (9,25 г/литр) и едкий натр (50 г/литр). Процедуру для достижения требуемого эффекта повторяют 2–3 раза.
Гамма от оливкового до коричневого
Медное изделие для патинирования на 10–15 минут помещают в подогретый водный раствор бертолетовой соли (50–70 г/л), нитрата меди (40–50 г/л) и хлорида аммония (80–100 г/л).
Наиболее популярным методом создания зеленой патины является погружение медного предмета в состав, приготовленный из воды (1 литр), медного купороса (50 г) и марганцовокислого калия (5 г).
Существует еще множество методов, позволяющих создавать патину разнообразных оттенков зеленого, коричнево-черную, золотистую, золотисто-коричневую с малиновой побежалостью и других.
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Латунь — широкоизвестный металл, использующийся во многих промышленных сферах жизни благодаря своим техническим и технологическим характеристикам и свойствам. Однако зачастую люди задаются вопросом: «как расплавить латунь в домашних условиях?». В данной статье мы постараемся дать максимально расширенный ответ на данный вопрос и раскрыть все тонкости плавки латуни в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Основные виды латуни
- Способы обработки латуни
- Свойства латуни
- Влияние других металлов на латунь
- Что нужно знать перед плавлением латуни
- Способы расплавить латунь дома
- Как расплавить латунь в домашних условиях: пошаговая инструкция
- Применение в промышленности
- Техника безопаности при плавке латуни
- Итог: как расплавить латунь в домашних условиях
Латунь признана одним из самых востребованных в народном хозяйстве и промышленности материалом, благодаря своим высокими показателям текучести, пластичности, деформируемости и лояльности к обработке многими способами. По своему составу латунь является сплавом меди и цинка. Характерное процентное соотношение составляет до 70% меди и около 30% цинка. Содержание меди практически всегда составляет основную часть сплава, в то время, как количественная составляющая цинка может варьировать от 20 до 45%.
Именно процентное содержание цинка придает сплаву цветовую гамму (от золотистой до зеленой) и способно изменить степень пластичности и твердости. В некоторых случаях к основным составляющим примешиваются добавки, придающие дополнительные свойства сплаву.

ОСНОВНЫЕ ТИПЫ ЛАТУНИ
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
СПОСОБЫ ОБРАБОТКИ ЛАТУНИ
Способы обработки делят сплавы латуни на:

Деформируемые (проволока, листовые образцы, прут, труба);

Литейные (арматура, подшипниковые заготовки, приборные аппараты);
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
- Высокая степень пластичности. Данный параметр позволяет обрабатывать латунь как штамповочным, так и методом точения;
- Высочайшая степень устойчивости к коррозийным разрушениям позволяет использовать изделия из латуни даже при прямом контакте с водой и при повышенных показателях влажности;
- Высокие антифрикционные свойства латуни делают ее пригодной в использовании при достаточно высоких показателях трения;
- Хорошая свариваемость допускает использование при получении сочетанных материалов;
- Сплав допускает возможность нанесения различных типов покрытий, в том числе и декорирующих;
- Высокие показатели эстетичности допускают использование в изготовлении предметов декора и украшений. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой. Подобные цветовые вариации делают латунь весьма привлекательной с эстетической точки зрения;
- Высокая степень текучести при воздействии высоких температур позволяет использовать латунь при производстве контурно сложных изделий;
- Сплавы латуни хорошо поддаются воздействию давлением вне зависимости от температурного режима;
- Высокая теплопроводность, зависящая от процентного содержания меди;
- Сплав относится к не магнитящимся.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:






Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
ИТОГ: КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Для того, чтобы разобраться, как расплавить латунь в домашних условиях, стоит изготовить тренировочную партию заготовок самых малых размеров. Только после полного освоения всех нюансов, можно перейти к расплавлению больших объемов.

