Как делать заклепки на металле?
Ручной заклепочник — что за инструмент, как им работать.


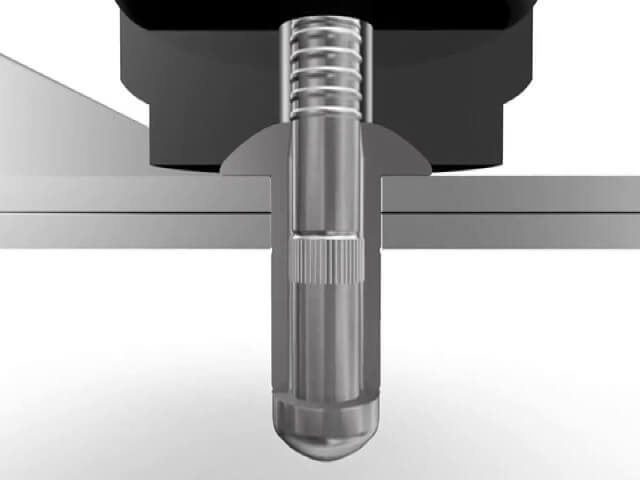
Ручной заклепочник — инструмент, предназначенный для скрепления листовых материалов. Чаще всего заклепками скрепляют листы металла толщиной до 3мм, однако можно прикрепить лист металла к профилю или уголку. Заклепочник у нас вытяжной, принцип его действия немного другой, нежели клепание обычными заклепками и молотком. В этой статье мы рассмотрим основные виды ручного инструмента для клепания, как подобрать заклепки и как пользоваться данным устройством.


Как работать вытяжным заклепочником
Прежде всего необходимо просверлить отверстие через оба скрепляемых листа, насквозь. Диаметр отверстия должен быть по диаметру заклепок. Затем «заряжаем» заклепку и вставляем ее сквозь оба листа и начинаем сжимать рукоятку(понадобится не один сжим). Заклепка начинает сплющиваться, когда шарик полностью втягивается в заклепку — хвост заклепки откусывается. В результате мы имеем заклепанные с двух сторон 2 листа металла. На фото ниже можно посмотреть инструкцию в картинках.


Видео — как правильно клепать
Сняли с напарником для вас видео, как пользоваться заклепочником. Надеюсь, оно вам поможет понять, как и что делать.

Какие бывают заклепочники:
Обычная недорогая модель
Взять к примеру, самый дешевый вариант от фирмы Stayer — самое первое фото. Его стоимость 300 рублей. Он поддерживает все диаметры заклепок(2.4 мм, 3.2, 4 и 4.8 мм), так что вы сможете подобрать диаметр заклепок наиболее подходящий для скрепляемых материалов.
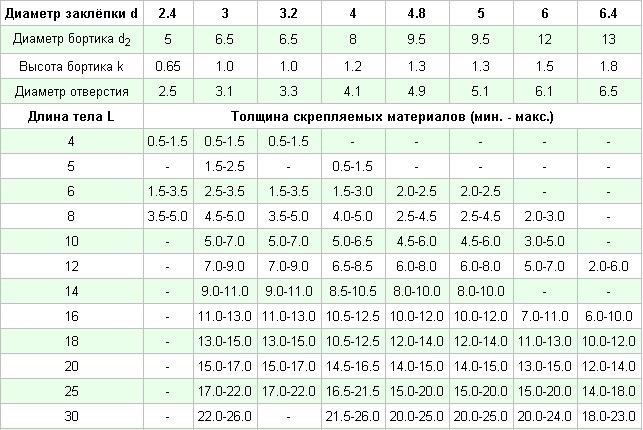
Для примера, тонкие заклепки диаметром 2.4 мм предназначены для скрепления листового материала общей толщиной до 5 мм. Конечно, есть еще такой параметр вытяжных заклепок, как длина. Чем длиннее заклепка — тем более толстый материал можно скрепить.
Предлагаю вашему вниманию таблицу соотношения размера заклепок и толщины материала.


Заклепочники с поворотной «головой»

Он отличается от обычного тем, что «башка» заклепочника может поворачиваться на 360 градусов. Это очень помогает при работе в труднодоступных местах, там, где обычным не подлезть. Правда и стоит он подороже, примерно 350 рублей. Также рассматриваем модель фирмы Стайер.

Усиленные модели (двуручные)
Для людей, кто работает заклепочником постоянно, выпускают силовые варианты.


Отличаются от обычных тем, что сжимают его двумя руками, соответственно значительно экономятся силы. Представьте, что вам нужно заклепать 500 заклепок. Обычным заклепочником такой объем работ выполнить будет трудновато, а усиленным можно все склепать гораздо быстрее и без напряга. Как выглядит усиленный — на фото ниже.
Профессиональные модели с увеличенным сроком службы
Помимо бытовых моделей, для домашних работ, в продаже есть и профессиональные. Отличаются от бытовых более качественным исполнением и повышенным сроком службы. Для примера — модель фирмы kraftool. Обычная, неповоротная модель, однако стоит заметно дороже. На фото ниже заклепочник Крафтул — цена 400 рублей.


У всех заклепочников в комплекте идет 4 сменных насадки-штуцера для разных диаметров заклепок. Меняются они с помощью специального ключа, который также идет в комплекте.


Заклепки как правило, продаются небольшими упаковками, по 50 штук. Заклепки различаются по диаметру и длине, чем толще и длиннее заклепка — тем дороже стоит упаковка. Для примера:
- 3.2*6 мм — цена 26 рублей
- 4*12 — стоимость 35 рублей
- 4.8*16 — 50 рублей


При покупке расходников не забывайте, что заклепки нужны для заклепочника, вытяжные. А то в магазинах продаются и обычные, которые клепаются молотком.
Особенности и виды клепки металла в слесарном деле
Клепка металла и слесарное дело — два неразрывных понятия. С помощью клепочника можно соединять металлические детали разной толщины. Зависимо от вида крепежных элементов от готового соединения можно добиваться разных технических параметров.


Что такое клепка металла?
Клепка металла — технологический процесс, представляющий собой соединение деталей с помощью заклепок. Инструмент может быть ручным или пневматическим. Применяется, когда детали не получается сварить.
Виды работ
Специалисты выделяют две технологии клепки — горячую и холодную. Каждая из них применяется в разных ситуациях.
Горячая клепка
Перед соединением деталей стержень крепежного элемента нагревается. Температуру нагревания мастера определяют по цвету — металл должен быть раскален докрасна. Для проведения горячей клепки подходят стержни толщиной от 8 мм.
Холодная клепка
Стандартная технология, применяемая в разных ситуациях. Чаще холодную клепку проводят в домашних условиях, небольших мастерских для изготовления изделий, на которые не будут воздействовать большие нагрузки. Для ее выполнения применяются стержни толщиной не более 8 мм.


Виды заклепок
Виды заклепок для металла:
- Полутрубчатые. Имеют небольшой показатель прочности, но устанавливаются просто. Подходят для соединений, которые не будут подвергаться большой механической нагрузке.
- Пистонные. Изготавливаются из мягких видов металлов, легко монтируются. Предназначены для простых соединений.
- Вытяжные, закладные. Состоят из двух частей. Удобны в установке.
- Стандартные. Подходят для создания разных видов швов.
Еще один вид — гаечные или резьбовые. Подходят для скрепления деталей с тонкими стенками.
Типы стержней и закладочных головок
По типу стержня заклепки бывают:
- Пустотелые. Внутри стержня присутствует свободная полость цилиндрической формы. Они не выдерживают высокие нагрузки, но легко расклепываются.
- Полупустотелые. В области закладной головки стержень сплошной.
- Сплошной стержень. Заклепки тяжело устанавливать, но они выдерживают высокую нагрузку.
Возможные типы головок — конические, цилиндрические, полукруглые.


Типы швов
Типы клепочных швов:
- Прочный. Применяется, если нужно получить соединение высокой прочности. На готовую деталь при эксплуатации будет воздействовать большие нагрузки.
- Плотный. Применяются при изготовлении герметичных емкостей для хранения или перекачки жидкостей. Выдерживает небольшое давление.
- Прочноплотный. Применяются при сборке металлоконструкций, изделий, на которые будет воздействовать большое давление.
Зависимо от расположения крепежных элементов швы могут быть многорядными, двухрядными, однорядными.
Принципы выбора размера заклепок
Выбирать заклепки для соединения металлических деталей нужно зависимо от толщины соединяемых листов. При этом нужно учитывать диаметр стержня.
Для определения требуемого диаметра крепежного элемента нужно удвоить толщину металлических заготовок, которые будут соединяться. По длине стержень не должен быть меньше 2 диаметров.
Стандартные диапазоны размеров:
- диаметр — 1–36 мм;
- длина — 2–180 мм.
Мнение о том, что чем больше диаметр, тем выше прочность, ошибочное. Показатель прочности зависит от материала заклепки.


Инструмент для проведения работ
- Набор слесарных молотков. Его нужно выбирать зависимо от диаметра заклепок. Лучше применять молоток с квадратным бойком.
- Чеканку. Слесарное зубило, которое с одной стороны имеет плоскую рабочую часть.
- Натяжку. Бородок, который имеет отверстие на рабочей части.
- Обжимку. Инструмент для придания формы замыкающей головке.
Дополнительно понадобятся тиски, инструмент для сверления, ручной заклепочник.
Этапы работ
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.

Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости. Работать можно только заточенным сверлом.
Вставка заклепок
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.


Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
Часто случаются ситуации, когда необходимо сначала удалить старые крепежные элементы, а потом прикрепить деталь повторно на то же место. Чтобы удалить полукруглую головку заклепки можно использовать острое зубило. Остатки крепежа нужно выбить пробойником.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Заклепки для металла: виды, конструкция, техника монтажа
При креплении листового металла используются самые разные приспособления, начиная от болтов с гайками и заканчивая современными разъемными клипсами. Но раньше всего для решения таких задач начали использовать заклепки – и сегодня они все еще используются.
Естественно, современная заклепка отличается от своей предшественницы довольно сильно. Именно поэтому стоит разобраться, какие заклепки применяются при производстве металлоконструкций, и как такие соединения монтируются.
Принцип крепления металла заклепками
Если совсем просто, то заклепкам – это металлический стержень, который вставляется в отверстия в соединяемых деталях и после деформации фиксирует их, удерживая вместе:
- Как правило, при производстве заклепку снабжают выступом – шляпкой или бортиком. Благодаря этому экономится время на монтаж, поскольку с одной стороны фиксация уже обеспечивается.
- Диаметр стержня заклепки обычно равен или чуть меньше диаметра отверстия, в который она устанавливается. В первом случае мы обеспечиваем минимальную подвижность деталей в месте крепления, во втором – уменьшаем временные затраты на установку заклепки в гнездо.
- Саму заклепку делают из достаточно мягкого материала. Благодаря этому она деформируется при относительно небольшом усилии, что облегчает монтаж соединения с использованием ручного инструмента.

Важно! Из этого правила есть исключения. Так, заклепки, которые монтируются при нагреве, могут быть изготовлены из материалов с высокой плотностью, например, из стали. Также стальные элементы могут входить в конструкцию сложных заклепок – например, вытяжных.
- Обязательное условие для монтажа заклепки – деформация ее тела (стержня или гильзы). За счет этой деформации формируется второй выступ (бортик), который прижимается к скрепляемой поверхности и обеспечивает фиксацию деталей.
По схожему принципу работают все заклепочные соединения. Но при этом и в конструкции, и в схеме работы разных заклепок есть отличия.
Разновидности заклепок
Классические («под молоток»)
Стандартные заклепки сегодня используются достаточно редко. Их обычно применяют либо при кустарном изготовлении конструкций, либо при соединении высоконагруженных элементов. Во втором случае используются стальные заклепки, которые расклепываются при нагреве.

Конструкция таких изделий очень проста:
- Заклепка представляет собой полнотелый металлический стержень, с одной стороны у которого находится полусферическая шляпка-грибок.
- При монтаже стержень вставляется в отверстие с таким расчетом, чтобы шляпка плотно прилегала к соединяемым деталям с одной стороны.
- Второй конец стержня расклепывается (с нагревом или без него). По возможности расклепывание должно быть равномерным, поскольку так обеспечивается отсутствие бокового смещения и максимальная надежность фиксации.
При монтаже таких заклепок могут использоваться и другие приспособления и технологии, но общий алгоритм остается неизменным.
Пустотелые и полупостотелые
Наряду с цельными заклепками используются разновидности с внутренними полостями. Чаще всего их применяют при монтаже неметаллических изделий (соединение ткани, кожи, полимеров), но иногда такие заклепки задействуют и при работе с тонколистовыми металлическими заготовками.
Основное отличие конструкции таких заклепок – наличие полости:
- У полопустотелых заклепок полость находится на конце, предназначенном для расклёпывания. При механическом воздействии края гильзы раскрываются, формируя широкий бортик – при этом усилие, необходимое для расклёпывания, будет меньше, чем при использовании стержневой заклепки.
- Пустотелые заклепки (пистоны) представляют собой тонкостенные трубки со сквозным отверстием в центре. Вместо шляпок они обычно оснащаются широкими горловинами – ровными, скруглёнными или потайными. При расклепывании деталь деформируется так же, как и полупустотелая заклепка, но центральное отверстие при этом сохраняется.
Как заклепать заклепку – автоматические и ручные методы для разных материалов
На сегодняшний день самый надежный вариант крепежных соединений – неразъемный, и, имея на руках специальные инструменты, можно не задумываться над вопросом, как заклепать заклепку. Далее мы расскажем, как именно выполняются подобные крепежи.
1 Существующие виды клепок – типы и назначение
Что собой представляет этот крепеж? Изначально, исторически, это металлический стержень, реже – пластинка. Всегда с закладной головкой с одной стороны (шляпкой, ограничивающей движение элемента в отверстии) и замыкающей – на другом конце. Впервые использовался для изготовления доспехов, таких как латы и кольчуги, а также для соединения некоторых элементов холодного и раннего огнестрельного оружия. Если закладная головка имеется изначально, то замыкающая возникает вследствие процесса осадки (расклепывания) или же при помощи специального инструмента за счет деформации вытяжным стержнем. Логично, что осадка применяется к литым или штампованным, цельнометаллическим элементам, а деформация стержнем возможна только при использовании пустотелых (трубчатых) вытяжных заклепок. Также существуют взрывные и разрезные варианты.


Итак, мы знаем, что рассматриваемые нами крепежные элементы являются неразъемными, что обеспечивает зачастую высокую надежность. Но прочность соединения зависит в первую очередь от материала, поэтому мы сначала рассмотрим разновидности клепок именно по этой характеристике. Наиболее распространенные – алюминиевые крепежи, во многих производственных процессах, а также в ряде ремесел используются медные и латунные стержни. Все эти материалы не имеют высокую степень надежности и годятся лишь там, где нет больших нагрузок, для крепежа декоративных деталей. Помимо прочего, существуют стальные клепки, в том числе и из нержавейки, они обеспечивают достаточно прочное соединение и пригодны даже для сборки несущих конструкций и машиностроения.
Очень важно при монтаже металлических деталей использовать клепки из того же материала, что и соединяемые элементы.
2 Способы применения – как соединить 2 пластины?
Прежде, чем использовать заклепки, нужно знать, как правильно клепать те или иные детали. Существует немало способов соединения, но делятся они, как правило, на 3 вида. Прочные крепежи используются исключительно там, где присутствуют определенные нагрузки. Герметичные, как это понятно из названия, нужны для того, чтобы обеспечить герметичность в местах соединения листов или каких-либо деталей. И, наконец, прочно герметичные выполняют обе функции. Следует отметить, что для второго типа, то есть для герметичных заклепок, закладные головки делают усиленными.

Наиболее распространенный способ соединения – внахлест, при этом применяется он не только к листовому прокату, но и к деталям сложной формы. Этот вариант также называют односрезным. Под воздействием разнонаправленных нагрузок, например, при растягивании, такой шов может легко деформироваться. Более прочным является соединение встык, с использованием одной или двух (по обе стороны от шва) накладок, но такой вариант, называемый также многосрезным, сильно утяжеляет конструкцию и приводит к большему расходу материала. Установка заклепок при крепеже может быть цепной или шахматной, вторая более надежная, но очень трудоемкая.
Закладные головки бывают самых разных форм. Наиболее часто используемые – полукруглые и потайные. Первые полностью перекрывают собой отверстие, как шляпка винта, а для вторых канал развальцовывается с тем, чтобы имеющая форму перевернутого срезанного конуса головка полностью поместилась в лунке. Во втором случае поверхность детали остается гладкой, поскольку клепание происходит заподлицо, и разрушение таких заклепок становится затруднительным. Также существуют полупотайные форм-факторы (с небольшой округлой выпуклостью), плоские, плоскоконические, конические и овальные.
3 Простое решение – используем механический клепальный инструмент
Наиболее часто сегодня используются вытяжные клепальные элементы, которые особенно удобны, если необходимо прикрепить деталь к поверхности, противоположная сторона которой недоступна. Они представляют собой трубку с развальцовкой на одном из торцов (аналог закладной головки), в канале которой проходит стержень со шляпкой на ровном конце клепки. С развальцованной стороны выдвинута большая часть стержня, с которой и происходит сцепление зажима инструмента, для последующего протягивания сквозь трубку. Ровный ее конец сминается шляпкой стержня и образует замыкающую головку.

Однако следует учитывать, что при соединении двух деталей вытяжной клепкой расширяется и ее канал, поэтому края отверстий должны быть прочными, не подвергающимися деформации. Поэтому для крепежа пластин из достаточно мягкого материала, будь то пластик или алюминий, должны применяться закладные втулки из стали или же шайбы с обеих сторон соединяющихся деталей. То же касается и соединений, которые должны быть подвижными, шарнирными, к ним также применимы в комплексе с шайбами втулки, причем длина их должна превышать суммарную толщину скрепляемых пластин.
4 Соединение при помощи цельнометаллических клепок – оковка головок
В отличие от вытяжных, обычные литые или штампованные клепальные элементы нужно устанавливать с применением определенных прилагаемых к замыкающему концу усилий. Это может быть прессование или же целенаправленные удары для расплющивания выходящего из отверстия конца стержня. Второй вариант больше всего напоминает ковку, тем более что выполняется он холодным или горячим способом. Если толщина клепки не превышает 1 сантиметр, можно использовать холодную оковку замыкающей головки. Если же диаметр больше 10 миллиметров, то необходимо накаливание крепежного элемента для облегчения расплющивания его конца.

Как правило, перед тем, как расклепать горячим способом заклепку, ее нагревают в горне, после чего устанавливают в отверстие и несколькими сильными ударами делают плоскую замыкающую шляпку. При этом снизу должна располагаться наковаленка с лункой под закладную головку. Для холодного способа применяется специальный инструмент – боек с лункой полукруглой формы, при помощи которого формируется ровная полусфера путем деформации выходящего из отверстия конца в пределах выемки. Оковка обычным молотом дает такой же результат, если бить по торцу, направляя удары слегка вскользь, от центра к краям, но такая головка будет менее аккуратная.
5 Как удалить заклепку – несколько доступных способов
Как мы уже говорили, рассматриваемый тип соединения является неразъемным, однако, если все-таки необходимо разобрать конструкцию, детали которой склепаны между собой, можно использовать несколько разных методов. Самый распространенный, который обычно применяется к вытяжным, взрывным и разрезным типам крепежей, а также там, где имеют место потайные головки – высверливание. Для этого сверло, соответствующее предположительному или точно известному диаметру отверстия, устанавливается точно в центр закладной или замыкающей головки, после чего делается лунка на необходимую глубину или же сквозной канал. После этого несколькими точными ударами можно легко выбить клепку.

Второй способ несколько трудоемкий, однако, вполне эффективный для головок, которые хорошо видны над поверхностью, то есть для полукруглых и конических. Вам понадобится специальное зубило, напоминающее формой стамеску, с помощью которого необходимо срубить шляпку, нанося резкие и сильные удары по тыльному концу рукоятки. Также может подойти и остро заточенная стамеска, однако этот инструмент рекомендуется использовать только для заклепок небольших диаметров. Крепежные элементы со стержнем около 1 сантиметра и более таким способом срезать очень сложно.
Самый простой метод для удаления заклепок с выступающими головками – применить угловую шлифовальную машину, в просторечии именуемую болгаркой. На нее лучше всего установить для этой цели отрезной диск, и, подведя сбоку к головке, аккуратно срезать ее. Если при этом есть вероятность повредить поверхность детали, с которой удаляется соединение, рекомендуется использовать грубый шлифовальный диск, при помощи которого головка просто аккуратно стачивается до основания. Далее, установив любой достаточно острый инструмент, например, пробойник, можно сильным ударом молотка легко выбить стержень заклепки из отверстия.
Клепка металла
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
препятствует свободному извлечению заклепки из монтажного отверстия;
обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
внахлестку – на одну металлическую пластину накладывается другая;
встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
![]()

Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
В зависимости от сферы предназначения заклепочные швы подразделяются на:
прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
![]()
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.
![]()
Что же касается стержней, то они бывают:
сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
![]()
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.
![]()
Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Обозначения по ГОСТу 2310-77 головок молотков
Сторона квадрата ударной плоскости бойка, мм
Вес (номинальный) квадратных головок молотков, кг
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение D з ):
4,0 мм ≤ D з ≤ 5,0 мм молотки с головкой весом 0.4 кг;
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
![]()
Работа с натяжкой предусматривает:
введение выступающего участка стержня заклепки в имеющееся в ней отверстие;
нанесение нескольких ударов молотком по ударной части этого приспособления.
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности. Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки. На рисунке представлены чеканы, наиболее часто используемые при клепке.
![]()
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
диаметра стержня крепежной детали;
конструкции сопрягаемых объектов;
![]()
Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
![]()
Значения отображенных на чертеже параметров указаны в таблице.
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d 1 ), мм
УАЗ 31512 К700 › Бортжурнал › Половой пост часть 2 или кузовной ремонт с минимальными затратами денег (и только их, но не времени)


Находясь не в состоянии потратить около 30 000 рублей на вменяемый сварочный полуавтомат я задался вопросом, как еще можно скрепить кузовные элементы?
Вариантов скрепления кузовных деталей на самом деле достаточно много:
1. Сварочный инвертор. Отказался от сварки кузовщины инвертором после нескольких безуспешных попыток сварить тонкий металл между собой, даже с электродом 2мм, и токе 40-50 ампер глазом не успеешь моргнуть как прожигаешь даже хороший металл насквозь, поэтому пришлось отбросить, в назидание будущим поколениям: сварочный инвертор ну никак не поможет вам в кузовном ремонте, если хотите варить кузовщину то берите полуавтомат, не тешьте себя напрасными надеждами что сможете набить руку и инвертором варить кузовщину.
2. Точечная сварка — сложно реализуемый и не всегда доступный вариант сварки в гаражных условиях, можно сделать такой аппарат из инвертора, но на месте его использовать врядли получится. Да и не для всех условий сварки это подходит, например не сваришь встык, а можно варить только внахлест, опять же куча настроек длительности и силы импульса… не вариант
3. Полуавтомат из инвертора — не тратьте время, вкратце мораль басни такова что инвертор это источник тока, а полуавтомат это источник напряжения, совсем разные принципы и идеологии сварочного процесса, даже если получится удержать дугу, то это будет нестабильный и неуниверсальный сварочный процесс
4. Тиг сварка из инвертора — есть такие сварочники с функцией тиг, мой один из таких, вообще идея реализуемая, но в моем маленьком гараже держать баллон на 40 литров с аргоном ну совсем неохота, а с учетом стоимости горелки и редуктора и баллона (5 000 + 1500 + 2500 = 9 000), для сварки небольших объемов тонколистового металла вполне себе может заменить полуавтомат, но баллон :-((( вообще самый универсальный способ сварки, варить можно что угодно, но в скорости уступает полуавтомату конечно.
5. Болтовое соединение — вполне себе неплохой способ соединения металлов, но минус его только в том что шляпки болтов будут выступать сильно далеко наружу, что может оказать негативное влияние на функциональность конечной заготовки. Зато есть огромный плюс в том что соединение получается разборным и обслуживаемым, но врядли это будет существенным аргументов в пользу этого метода для кузовного ремонта, так что от этого способа я тоже отказался
6. Заклепки — ну и наконец способ, который я избрал в качестве рабочего для своего случая, это заклепки. Дешево (заклепочник 1500 + сами клепки по 1-2 рубля за штуку + сверла в среднем 60-70 руб за штуку на сотню отверстий). Из минусов только высокие трудо/времязатраты, а времени у меня хоть отбавляй, в сибири 10 месяцев в году зима а в остальное время идет дождь
По способу закрепления на детали заклепки бывают следующих видов
1. под молоток — старый вариант, так клепают самолеты и корабли, в том числе космические, для установки такой заклепки сверлим отверстие, суем туда заклепку, упираем заклепку в какой нибудь твердый предмет и метким ударом молотка с обратной стороны расклепываем ее внутри детали
2. резьбовые — сверлим отверстие, суем туда заклепку, закручиваем в заклепку специальный болт и крутим, пока заклепка не расклепается внутри детали,
3. вытяжные — самый простой вариант, сверлим отверстие, суем туда заклепку, и расклепываем ее заклепочником.
Понятное дело что клепать уаз молотковыми заклепками — уж сильно неоправданные трудозатраты, резьбовые отбрасываем потому как по сути это болтовое соединение, только вместо гайки выступает заклепка, остаются вытяжные.
Плюсы вытяжных заклепок:
1. «самолетная» технология, проверенная и надежная, сами клепки не очень сильно выступают из детали
2. прочность соизмеримая со сваркой (про прочность ниже)
3. не деформируется клепаемая деталь
4. ДЕШЕВО… очень
5. можно соединять несколько слоев деталей
6. можно соединять достаточно толстые детали
Минусы вытяжных заклепок:
1. очень высокие трудозатраты
2. очень высокие временные затраты
3. негерметичное соединение, то есть между деталей надо предусмотреть нержавеющую прокладку, сами клепки надо промазывать герметиком или мастикой чтобы стали герметичными
4. трудно клепать сложные формы, клепки лучше всего применять для крепления деталей внахлест, и это не всегда удобно, особенно в современных машинах, для крепления деталей встых подойдет только полуавтомат, для уаз еще можно подклепать, но для современных машин можно клепать только то, что не видно глазу.
Материал вытяжных заклепок и их выбор
1. говнолиновые — сделаны из слов продавцов леруа мерлена, касторамы, бауцентра продаются там же, состоят такие заклепки как правило из непонятной смеси непонятных металлов, обладают непредсказуемыми характеристиками, предсказуемо высокой ценой, годятся разве что для крепления унитаза к потолку, который закономерно упадет вам на голову когда вы захотите посрать. Образуют гальваническую пару с феррумом, сталью, железом если хотите. Выгнивают вместе с отверстием, при условии периодического взаимодействия с водой за 2-3 года.
2. стандартные аллюминиевые (со стальным или аллюминиевым сердечником) — такие заклепки сделаны из сплава аллюминия, обладают предсказуемыми характеристиками, продаются в магазинах проф строительных материалов, или инструментальных магазинах. Также как и первый вариант плохо подходят для крепления железа т.к. гальванизируют с ним. Ими можно крепить неответственные соединения, которые если отвалятся то не жалко переклепать. Выдерживают самую низкую нагрузку. Клепаются самым обычным
3. стальные — заклепки сделаны из обычной стали, сердечник стальной, выдерживают бОльшие нагрузки, чуть дороже чем люминиевые, требуют усиленного заклепочника, который стоит пару касарей.
4. нержавейка — заклепки не ржавеют, гальванических пар не образуют, выдерживают нагрузки сравнимые со сваркой, требуют хорошего заклепочника, и стоят как космический корабль :-))) шутка, примерно по 4-5 рублей за штуку, но они того стоят
Теперь о прочности вытяжных заклепок в цифрах, то есть килограммах


Я для себя определился что меня устроит прочность заклепки из нержавейки диаметром 4мм.
С материалом и толщиной определились, теперь определяемся с длиной заклепок

Теперь надо определиться с шагом и расстоянием между заклепками.
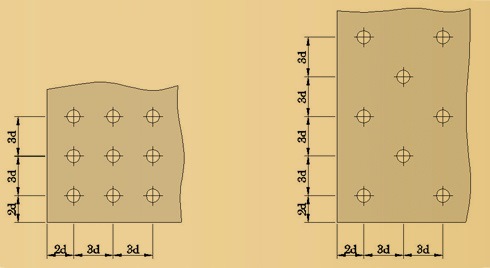

Где d это диаметр гильзы заклепки.
Дальше надо определиться с порядком заклепывания для того чтобы не было люфтов и расстояний между скрепляемыми плоскостями, то есть нам надо выбрать слабину между скрепляемыми деталями, для этого идем в любой магазин продающий метизы и покупаем там болты на 4мм 2х видов длиной 10 мм и 20 мм, далее, по мере того как мы сверлим отверстия мы стягиваем детали при помощи болтов, в итоге перед заклепкой у нас будет собранная конструкция, только вместо заклепок у нас будут болты, болтами намного проще стягивать детали, клепки плохо стягивают, но хорошо держат, поэтому по мере сверления стягиваем болтами, а дальше, когда вся деталь полностью готова но станута болтами, то, на место болтов ставим заклепки, делаем это таким образом что сначала снимаем болты через один, и в первый проход получится примерно половина заклепок и половина болтов, потом во второй проход снимаем все болты и по мере разболтовывания ставим на место болтов заклепки. В итоге у вас получится прочная, почти монолитная конструкция с минимумом люфтов.
Удачи вам в клепании. Перед сборкой для клепания, надо обязательно промазать все места стыков щелевым герметиком или битумной мастикой