Как науглеродить сталь в домашних условиях?
Цементация стали в домашних условиях графитом и другими методами — разбираем досконально


Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Закалка режущей кромки ножа


Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.

Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.
В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.

Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.

Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.


Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.
Выставляем инвертор на минимальные настройки и включаем.
Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.
Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.



В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.
Как только вы заметили разогрев места контакта, тут же поднимите нож.

Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
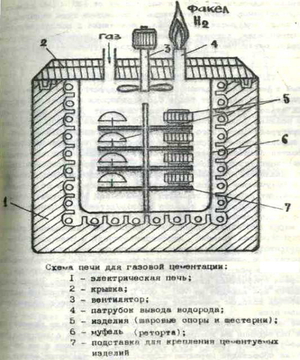
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
- в твердой;
- в газообразной;
- в растворе электролита;
- в виде специальной пасты;
- в кипящем слое.

В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.

Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.

Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.

В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Что такое цементация стали и как ее сделать в домашних условиях?
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
- Общие сведения
- Газовая цементация
- В твердом карбюризаторе (твердая)
- Графитом
- В пасте
- В растворе электролита
- Цементация в кипящем слое
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.
Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.
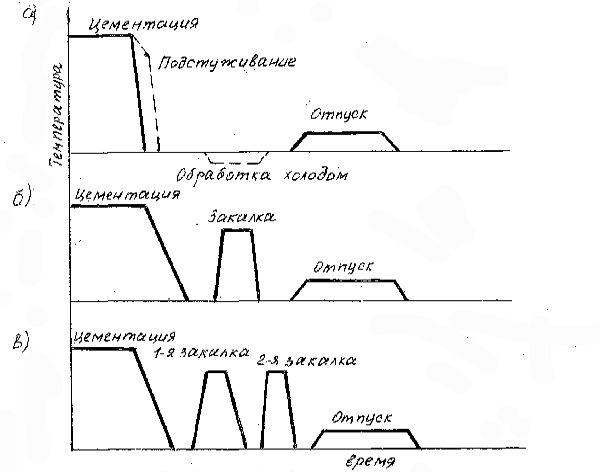

Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
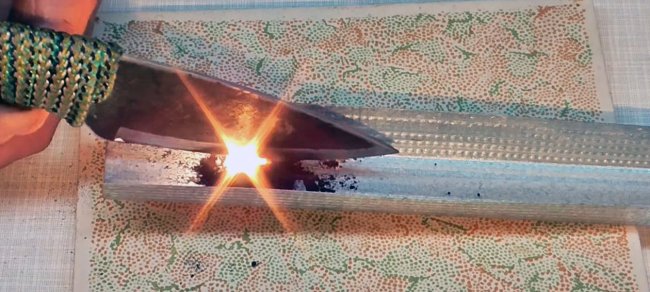
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).

Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Как закалить металл в домашних условиях?
damirlan
На форуме с 27.05.2009, cообщений 39
Что и говорить, бывают у производителей всякого рода режущего, колющего и строгающего инструмента огрехи в закалке металла. И часто можно услышать, как, например, хозяин какого-нибудь топора вздыхает: «Эх, не то пошло железо! Вот старики инструмент делали – это да! А сейчас. ».
И действительно, убедившись на собственном опыте, могу подтвердить: часто лезвие топора современного производства то недокалено (заминается), то, наоборот, перекалено (выкрашивается). Досадно! Причем, проверить качество закалки при покупке практически невозможно. Да, с определенной степенью точности можно узнать, как закален ваш инструмент, проведя по режущей кромке напильником. Если напильник очень сильно «липнет» к металлу, почти сто процентов вероятности – недокал, кромка будет слишком мягкой (и не будет держать заточку). Если напильник будет «отскакивать» от поверхности, «гладить» ее, ваша рука не будет при нажатии встречать никакого сопротивления, — это, скорее всего, перекал. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.
Согласитесь, пользоваться в работе было бы крайне неудобно как изделием из пластилина, так и из стекла – один мнётся, второе – ломается. Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Как же быть, если вы купили инструмент некачественной закалки? Выбрасывать? Продолжать пользоваться, сетуя на брак? Ни первое, ни второе! Вы можете закалить металл в дачных условиях. Для этого потребуется костер с солидным количеством углей и две емкости. Одна с машинным маслом (автол, дизельное, моторное, отработка), вторая – с колодезной водой. И подумайте, чем вы будете держать раскаленное железо. Идеальный вариант – кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Итак, будем считать, что вы готовы. Кладите инструмент в костер, на угли! Чем они белее, тем выше их температура. И контролируйте процесс. Цвет поверхности инструмента в месте закаливания должен быть ярко малиновым, но ни в коем случае не белым! Если вы перегреете металл, он может просто «сгореть». Следите за тем, чтобы цвет распределялся равномерно, на закаливаемой кромке не должно быть темных участков.
Если цвет будет недостаточно ярким – «синюшным», то вы «отпустите« сталь, она будет мягкой. Ни разу не замечали, что какие-нибудь «железяки» после костра становятся очень мягкими (слишком пластичными)? Кстати, так можно «размягчить» сталистую проволоку: сильно нагреть и дать ей медленно остыть. И не старайтесь добела накалить весь инструмент: вам же нужно закалить только режущую кромку!
Что ж, представим себе, что закаливаемый инструмент «созрел». Ну, так хватаем его и окунаем в емкость с маслом, чуть «побулькивая» им! Секунды три-четыре, затем резко вынули, секунды две подождали – и снова резко отпустили в масло и «побулькали» уже чуть дольше – секунд пять-шесть (до «синюшного» цвета). И тут же – в емкость с водой до полного остывания. Желательно «помешать» воду закаливаемым инструментом для более резкого охлаждения. Будьте осторожны: масло на «железяке», когда вы ее вытащите в первый раз из масляной емкости, может вспыхнуть!
Вот такой процесс. Если вы все сделаете правильно – качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной. Этому способу меня научил старый кузнец дядя Коля, – земля ему пухом! – и до сих пор я на качество своей закалки не жаловался. Слышал, кто-то использует вместо масла обыкновенный кипяток. Не знаю, попробуйте! Только учтите, что много раз повторять процедуру закалки одного и того же «объекта» вредно: металл «устает», теряет свойства, и потом – только переплавка…
Цементация стали – зачем и как производится операция?
Одним из часто применяемых способов химико-термической обработки металла является цементация стали, которая может осуществляться в разных средах при достаточно высоких температурах.
1 Процесс цементации стали – общие сведения
Под химико-термической обработкой стали понимают процесс нагрева изделий в жидкой, газовой либо твердой среде с целью изменения их химического состава, которое достигается за счет насыщения углеродом поверхностного слоя обрабатываемых объектов. Такое изменение существенно повышает износостойкость и твердость деталей. Причем их сердцевина остается вязкой.
Процесс цементации дает ожидаемые результаты в тех случаях, когда обрабатываются низкоуглеродистые стали, в которых содержание углерода не превышает показателя в 0,2 процента. Поверхностный слой изделия насыщается при его нагреве до определенной температуры (от 850 до 950 °С) в специально подобранной среде, способной без проблем выделять активный углерод.


При указанных условиях модифицируется не только химсостав детали, но и ее микроструктура, а также фазовый состав. Поверхность изделия становится упрочненной, по сути, она получает характеристики, аналогичные тем, которые получаются после закалки металла. При этом очень важно правильно подобрать длительность выдержки стали и температуру цементации.


Цементирование стали – это достаточно продолжительный процесс. Как правило, скорость насыщения поверхности и получения ей особых свойств равняется приблизительно 0,1 миллиметр за 60 минут выдержки. Для большинства деталей требуется упрочненный слой более 0,8 мм, а значит, процесс займет не менее 8 часов. Сейчас цементацию производят в следующих средах (их называют карбюризаторами):
- в газовой;
- в пастообразной;
- в твердой;
- в растворах электролитов;
- в кипящем слое.
Чаще всего, используется цементация в газовом и твердом карбюризаторе.
2 Цементация стали в твердой среде – в домашних условиях и на предприятии
Твердый карбюризатор делается из смеси углекислого натрия, бария или кальция с древесным углем (березовым либо дубовым), который дробится на небольшие фракции (от 3 до 10 мм), а затем с целью удаления пыли просеивается. Соли также необходимо измельчить до порошкообразного состояния и пропустить через сито.
Непосредственно смесь готовится по двум методикам:
- сухая соль и уголь перемешиваются максимально тщательно, чтобы исключить вероятность образования пятен в процессе химико-термической обработки стали;
- древесный уголь поливается солью, которую перед этим растворяют в воде, затем получившуюся композицию высушивают (влажность готовой смеси должна быть не более 7 %).

Вторая методика признается в разы качественнее первой, так как гарантирует получение равномерной смеси для насыщения поверхностей углеродом. Древесного угля в готовом карбюризаторе – от 70 до 90 %, остальная часть – углекислый кальций и углекислый барий.
Осуществляется твердая цементация в ящиках с карбюризатором. Оптимально, если ящики производят по форме тех изделий, которые предполагается обрабатывать, так как в этом случае качество цементованного слоя улучшается, а время, идущее на прогрев «тары», снижается. Чтобы исключить утечку газов, ящики замазывают глиной (огнеупорной) и накрывают плотно прилегающими крышками.
Отметим, что «тару» специальной формы (под конкретный вид изделий) экономически целесообразно изготавливать и использовать только тогда, когда химико-термической обработке подвергается множество деталей. Чаще же применяются стандартные по форме (квадратные, круглые и прямоугольные) ящики с разными геометрическими параметрами, что позволяет выбирать их в зависимости от числа изделий и размера печи.

В качестве материала для ящиков выступает малоуглеродистая или (что лучше) жаростойкая сталь. А сам процесс обработки в твердом карбюризаторе проводится по такой схеме:
- изделия, которые следует насытить углеродом, укладывают попеременно с приготовленной смесью в ящики;
- печь нагревается до 900–950 °С, в нее и подается «тара»;
- выполняют прогрев ящиков при температуре от 700 до 800 градусов (такой прогрев называют сквозным), сигнализатором достаточного уровня нагрева служит однородный цвет подовой плиты (без темных мест под ящиком);
- поднимают до 900–950 °С температуру в печи.
При указанной температуре проходит диффузия в кристаллическую структуру металла активного углерода (его атомов). Теоретически возможна даже цементация дома, есть немало умельцев, которые выполняют данный процесс самостоятельно. Но эффективность «домашней» цементации находится на низком уровне из-за длительности обработки и необходимости обеспечить высокую температуру процесса.
3 Газовая цементация – оптимальный вариант для массовой обработки изделий
Теоретические основы такой цементации были разработаны С. Ильинским, Н. Минкевичем и В. Просвириным, а впервые осуществили ее на Златоустовском комбинате под руководством П. Аносова. Процесс производится в среде углеродосодержащих газов (генераторных, искусственных, природных) в полностью герметичных нагревательных печах. Самым популярным искусственным газом является состав, который получается при разложении нефтепродуктов. Изготавливают его следующим образом:
- в стальную нагретую емкость подают керосин, проходит пиролиз (разложение керосина на смесь газов);
- некоторый объем пиролизного газа (около 60 %) крекируют (модифицируют его состав).


Комбинацию крекированного газа и чисто пиролизного используют для проведения химико-термического процесса науглероживания. Необходимость в получении крекированного газа обусловлена тем, что при использовании только пиролизного состава получается недостаточная глубина цементирования стали, а на деталях, кроме того, оседает очень много сажи, которую не так уж и просто удалять.
Процесс газовой цементации проводится в конвейерных печах непрерывного действия (в методических) либо в стационарных агрегатах. В муфель печи помещают изделия, которые хотят упрочнить, закрывают установку, подогревают ее до 950 градусов, а затем подают подготовленный газ. Преимущества подобной процедуры по сравнению с обработкой деталей в твердом карбюризаторе:


- лучшие условия для рабочих;
- ускорение процесса за счет малой выдержки изделий и отсутствия потребности в долгом приготовлении карбюризатора с использованием угля.
4 Цементация в менее распространенных карбюризаторах
Цементация стали 20, 15, а также низкоуглеродистых легированных сталей (20ХГНР, 20Х2Н4А, 20Х, 18Х2Н4ВА, 20Г, 12ХНЗА и других) может осуществляться в других карбюризаторах:
- Раствор электролита. Обработка данного типа базируется на анодном эффекте, который дает возможность насыщать в многокомпонентных электролитах (точнее – в их растворах) углеродом малые по размерам детали. Их разогревают до температур от 450 до 1050 градусов под напряжением 150–300 В. Дополнительно в электролит добавляют сахарозу, ацетон, глицерин, некоторые другие вещества, содержащие углерод.

- Кипящий слой. Такой слой представляет собой восходящий поток метана и эндогаза, «пронзающий» мелкие фракции корунда (от 0,05 до 0,2 миллиметров), помещаемые на печную газораспределительную решетку.
- Пасты. Цементация в этом карбюризаторе выполняется нанесением слоя пасты (желтая соль, древесная пыль, сажа) на металлическую науглероживаемую деталь, ее просушиванием, а затем нагревом (до 910–1050 °С) током высокой или промышленной частоты.


После цементации рекомендовано проводить дополнительную термообработку стали, например, отпуск. Допускается и шлифование металла (упрочненных деталей).
Зачем и как делать цементацию стали
Во время обработки стали на производстве, используются различные виды оборудования и химические вещества. Одним из процессов обработки является цементация стали. Это химико-термическое воздействие, во время которого материал разогревается, и его атомная решётка перестраивается. Дополнительно к этому, в состав металла попадают необходимые вещества для изменения его свойств.


Общие сведения о процессе цементации стали
Цементация стали — особый термический процесс, обладающий множеством особенностей:
- При равномерном разогревании, металл обрабатывается в жидкой, твёрдой или газовой среде. Одновременно с этим, свойства стали изменяются.
- Качество цементированного слоя улучшается благодаря тому, что во время плавного разогревания в металл проникает углерод. Повышается его прочность и износоустойчивость.
- Цементация может проводится при различных температурах. При проведении манипуляций на производстве, температура нагрева достигает 1200 градусов. При обработке в домашних условиях, оптимальной температурой считается показатель в 500 градусов.
- Поверхность металла получает идентичные характеристики, что и при повторной закалке. Это объясняется тем, что процесс равномерного разогревания изменяет атомную решётку материала.
Подведя итоги, можно сказать о том, что цементация стали похожа на процесс закалки, однако, при такой обработке металл получает более высокие эксплуатационные характеристики.
При самостоятельной обработке, не нужно надеяться на быстрый эффект. Максимальная скорость цементации, проводимой самостоятельно, может достигать 0.1 в час. Оптимальный размер упрочнения ножа для бытового использования должен составлять 0.8 мм. Следовательно, процесс займёт не менее 8 часов.
Свойства металла после обработки
После цементации увеличивается прочность используемых заготовок. На поверхности металла образуется науглероженный слой. Его твердость легированной стали не превышает 58–61 HRC, а в металлах с малым содержанием углерода — 60–64 HRC. Чтобы убрать крупные зёрна, образующиеся после термической обработки, заготовку нагревают повторно, а после этого проводят отпуск.
Дополнительная закалка для исправления недочетов должна проводиться при температуре в 900 градусов. Крупные зерна измельчаются благодаря образованию перлита и феррита. Если речь идет о легированной стали, в качестве дополнительной обработки проводится нормализация. На заключительном этапе обработки, заготовка подвергается низкотемпературному отпуску.

Классификация среды в которой проходит цементация стали
Обогащение стали углеродом и изменение атомной решетки металла может проводиться в разной среде:
- твердой;
- газообразной;
- жидкой;
- электролитическом растворе.
Также возможно проведение цементирования с помощью паст.
Каждый из способов обработки требует отдельного рассмотрения, так как обладает своими особенностями.
Цементация с использованием твердой среды
Чтобы обработка прошла успешно, необходимо использовать твёрдый карбюризатор. На производстве для этого используют смесь древесного угля, полученную из дуба и берёзы. Дополнительно, к углю добавляется соль угольной кислоты, которая насыщена кальцием или другими щелочными металлами. Чтобы углерод выходил быстрее и насыщал сталь, заранее подготовленную смесь дробят до мелкой фракции. Она просеивается сквозь несколько сит, чтобы на выходе получились одинаковые крупицы размером в 10 мм.
- Когда смесь подготовлена, её помещают в ящики.
- Позже в них закладываются заготовки. Ящики герметизируются со всех сторон и разогреваются до 800 градусов.
- Температура медленно повышается до 950 градусов.
Длительность обработки будет зависеть от того, какую толщину углеродного слоя необходимо получить на выходе.


Цементация в газовой среде
Обработка в газовой среде применяется при изготовлении двигателей. Сталь обогащается углеродом только на 2 мм вглубь. В качестве газов используются любые смеси, обогащенные углеродом.
- Заготовки помещаются в герметичную печь. Она разогревается до 950 градусов.
- Постепенно, в печь начинает подаваться газ, насыщенный углеродом.
- Выдерживается заготовка в течение 12 часов.
На поверхности стали нарастает слой 1,2 мм. Если нужно ускорить обработку, температуру могут поднимать свыше 1000 градусов. Благодаря этому, процесс сокращается на 4 часа.
Цементация в жидкой среде
Под словами «жидкая среда» подразумеваются расплавленные соли.
- Ванны с расплавленной солью разогревают до 850 градусов.
- В них опускают заготовки и оставляют на продолжительное время.
Чтобы получить цементируемую сталь в жидкой основе, максимальная толщина слоя должна составлять 0.5 мм. Чтобы получить такой результат, необходимо выждать 3 часа.


Цементация в вакууме
Чтобы ускорить процесс обработки стали, применяется способ цементации в вакууме. Этапы обработки:
- Изначально, заготовки раскладываются в печи. Она герметизируется.
- Внутри создаётся вакуум.
- Начинается разогрев печи до определённой температуры.
- Выдержка в среднем занимает 60 минут.
- Далее, камера заполняется углеводородным газом. Верхние слои обогащаются углеродом.
- В печи повторно создаётся вакуум.
Науглероженный слой требуемой толщины получается только после трёх стадий создания вакуума и подачи углеводорода под давлением. Охлаждаются заготовки в печи, с помощью инертных газов.
Цементация пастами
Один из популярных способов цементации — обработка с помощью паст. Они состоят из пыли древесного угля. Пасты наносятся на заготовку. Состав накладывается таким слоев, чтобы он был больше в 8 раз, чем требуемая толщина углеродного слоя. Далее, заготовки помещаются в индукционную печь и разогреваются до температуры в 1000–1100 градусов.
Цементация в электролитическом растворе
Процесс обработки подразумевает под собой помещение заготовок в раствор электролита. Изначально, он нагревается до 450–1050 градусов. Далее, в раствор подаётся напряжение в 150–300 вольт. Происходит обогащение металла углеродом.


Недостатки цементации
Помимо явных преимуществ, цементация стали обладает определёнными недостатками:
- Изменяется структура металла. Требуется финишная обработка.
- Для проведения работ требуется опыт и дорогостоящее оборудование.
Цементация стали своими руками
Чтобы провести цементацию стали в домашних условиях, нужно выбрать обработку заготовок в твёрдой среде. Он не требует покупки дорогостоящего оборудования и большого практического опыта для проведения работ.
В первую очередь, необходимо сделать карбюризатор. Для этого можно использовать две смеси:
- Смешивается одинаковое количество соли и древесного угля. Они тщательно перемешиваются между собой. Крупные части измельчаются.
- Другая смесь изготавливается из древесного угля, который требуется изначально полить солёной водой и просушить.
По технологии обработки в твёрдой среде, требуется запекать заготовки в специальных ящиках. Их нужно изготовить из жаропрочной стали. Щели и места соединений, необходимо герметизировать с помощью глины. Кроме печи, для разогрева не нужно использовать дополнительных приспособлений. Её требуется равномерно разогреть до 700 градусов. Проблемы при домашнем производстве могут возникать только с нагнетанием высокой температуры. При меньшей температуре, значительно увеличивается процесс выдержки металла в печи.
При самостоятельном проведении металлообработки, можно воспользоваться способом обработки в газовой среде. Однако, для этого требуется приобрести дорогостоящее оборудование, которое будет рентабельным только при производстве различных изделий в большом количестве.
Цементация стали позволяет не только насытить её углеродом, но и изменить атомную структуру. Заготовки становятся прочнее и долговечнее. Выполнить обработку можно в домашних условиях, однако, на производстве доступно больше способов обогащения стали углеродом.
Отжиг стали на булат (метод Аносова) заключение.
Итак, долго вынашивая идею создания данной темы, решил пусть будет.
Абсолютно не жалко ни какой информации, возможно кому то поможет в последующем.
Тема актуальна и тем, что разговоры про отжиг стали на булат есть, а все поверхностно. Обращался к В.В. Кузнецову с помощью в теории — ответы были в одну две строки, поверхностные. Писал и его «соратникам» — ответы в два слова. Ну что же, оно и правильно, значит нужно брать и делать, зная что помощи ждать не от кого. Немного задело другое: ученики Виктора Васильевича, имея огромный опыт не делятся им, хотя такие же ножеделы как и мы, а сам ВВК не сидит в инете, впрочем им виднее.
Была точка опоры : Павел Петрович Аносов, думаю он точно писал так, как оно есть, коммерческих интересов не имея.
Не претендуя на какую-либо истину (а сейчас начнется критика), демонстрирую результаты.
Про печь.
Для эксперимента я соорудил печь из шамотного кирпича (450-500 шт), причем отжиг уже производил второй раз, так что опыт какой-никакой был. Я не стану принципиально останавливаться на устройстве печи, у П.П. Аносова все описано.

О ящике.
Изначально стояла проблема с ящиком, собственно первый эксперимент был провален из-за этого (да и не только). Необходим толстый металл, не тоньше 8 мм, так как очень сильно угорает. Если делать конструкцию сварной — возникает риск непроваров, коробления, в условиях приличной мастерской это оптимальный вариант. Чугунные ящики нынче не встречаются, Аносов не знал таких проблем.
Чуть позже пришла мысль взять ‘половину’ кислородного баллона, мин толщина 7-8 мм, макс 12 мм, что я и сделал. Обрезав баллон 50 см от днища, проанализировав, остался удовлетворен. К тому же для частной мастерской даже 20-30 кг шихты, помещаемой в баллон прилично (на год точно хватит).
Баллон поставил прямо над топкой, так что жар и угли были прямо под ним, на стальные пруты Д35 мм, за 3 суток не сгорят. Печь Аносова (конструкция) потребовала бы больше кирпичей, и, могу с уверенностью сказать, при такой конфигурации она не выдаст максимальный жар.
Шихта.
В качестве сталей для отжига использовал: У12А, Х12, Х12ф1, Х12МФ, ШХ 15сг, ХВГ, Р6М5,импортные штамповые стали (марку не знаю).
Процесс.
Отжиг производил листвяными, сосновыми дровами. Первые 6 часов происходил нагрев ящика до светло-красного цвета. Еще 6 часов (теоретически) я оставил на прогрев содержимого ящика. В течении 2,5 суток был сам отжиг, около 10 часов остывание, можно округлить до 3 суток.
Подкидывал дрова по мере сгорания, т.е. когда появлялось место для новой партии дров. Периодически поправляя защиту ящика через специально сделанное для этого окно.

Температура.
Вот уж не мог подумать насколько велика разница в теории и практике! Поначалу, прочитав, обдумав все я предположил что на дровах более 850 С получить будет невозможно. Однако взяв кусочек латуни, положив в смотровое окно нашел его расплавленным, латунь плавится при 880-920 С, однако степень жара можно было поднимать несколько выше (судя по цвету каления). Уверен что получить 980 и 1000 С и уж точно 950С возможно, при условии качественных дров и конструкции печи. В моем случае было 900-950С

Здесь виден верх баллона, засыпан песком.


Это смотровое окно за наблюдением степени жара, печь еще не прогрета



Здесь уже достигнуто максимальое значение, далее температура будет на этом уровне еще 2,5 суток. Латунь плавится, медь спекается. Наверное можно сказать с уверенностью что 950 С есть

А вот видно как отваливается окалина, собственно если бы не этот факт, можно было продолжить отжиг. Окалина несколько толще сгоревшего металла, это меня и смутило, когда я подумал что вот-вот баллон сгорит. Через 12 часов окалины было еще больше, я, к сожалению не запечатлел, но позже увидете.



О кочегарах.
Не завидую им. Тем более их несть у меня. Процесс требует внимания к мелочам, возникающим в процессе. Просил помощников — не удовлетворили. Зомбо-состояние после второй ночи, но эксперимент требует жертв, я был настроен так: если все удастся — результат окупит себя, по крайней мере периодическими выбросами эндорфинов. Если нет: что же ‘нет’ тоже результат, будет возможность прогнозировать точнее в будущем , к тому же практика, на мой взгляд первична теории.
Результат.
После того, как печь остыла, извлек ящик, открыл. Сталь была без малейших признаков окалины, более того, в ящике был мелкий древесный уголь, сталь нацементировалась с поверхности.



Вроде написано У12А и еще какой то символ.
А вот что стало с баллоном после 3 суток

Заметно что металла останость 3-4 мм



Это собственно карбюризатор, но он был помещен в ящик в качестве защиты, нежели цементации, так как нацементовался только поверхностный, ранее обезуглероженный на заводе слой
Зерно выросло, сталь стала более мягка.
Вот фото зерна до и после отжига, пруток один и тот же

В обычном состоянии, хотя по логике вещей сталь с завода должна быть отожжена, прут ломался без проблем, даже был хрупок, я бы сказал.
Нужно было сделать надпил и ударить о рог наковальни, сталь ломалась и со звоном отлетала в сторону.

После отжига сломать подобным образом не представлялось возможным, пустил в ход ручник, видны вмятины, сталь стала более мягка и вязка
После надпилов пытался сломать как прежнюю сталь, не вышло, пришлось еще глубже сделать надпил и ломать молотком, сталь получила деформацию, чего не было в ее прежнем виде.
Однако на всех образцах в середине зерно было мельче чем по периферии . Возможно проблема в дендритной ликвации (в середине заготовок всегда есть этот участок).
При травлении я не обнаружил узоры булатного типа. Но поверхность шлифа имела блестящие вкрапления, полупрозрачный мраморный рисунок с черным грунтом. Блестки — вкрапления цементита, равномерно распределенное по всему объему.

Макро структура все же отличается на всех прутах, даже из одних зон нагрева, проблема в стале.

При травлении обычной стали ни чего не было, кроме светло-серого грунта (реактив хлорное железо, концентрация и время выдержки одинаковое).

Искра.
Сравнение искры одной и той же стали, разница в структуре а не в хим составе.

Искра до отжига напильника (часть)

Искра после, длиная, точится тяжелее, вязкий
В любом случае получен композитный материал.
Возникает вопрос почему нет явственных узоров как у Аносова? Нарушена технология? Не та сталь?
Пока напрашивается единственный вывод: те стали что мы имеем в распоряжении имеют бОльшую степень деформации,, нежели стали со Златоустовского завода, которые выливали в формы и проковывали ,сохраняется дендритный узор, ликвации. Разумеется формы делали так чтобы приходилось меньше ковать. И опять же — это макроструктура, нам нужна микро-.
При отжиге в горне я хоть и получал более крупное зерно, но ‘блестки’ были не столь заметны, хотя это отдельная тема.

Темный грунт 3 суток отжиг, серый 2 часа при 1200С, есть предпосылки, но здесь нужно еще работать над результатом.
Ковка.
Для ножа был взят напильник 6х30 мм, для ускорения процесса.
Нагрев под ковку осуществлял в горне на древесном угле.

Не выше 800 С, даже меньше. Сталь ковалась довольно легко, и, во всяком случае, несколько лучше чем простой напильник. Кую острым концом молота (нашел у Кузнецова) теперь плоским бойком даже нет желания что-либо ковать, так как медленно и опасно (просто стоит проверить и затем делать выводы, теорию выкинуть за борт, часто она ошибочна).

Можно болгаркой спилить лишнее.
Разогнав клинок, произвел нормализацию, и сразу закалку. Поясню: нет смысла отжигать еще раз, вернее есть, но не так как в обычной стали, хотя рисунок после 5-6 часового отжига сфероидизурующего усиливается (проверено из прошлых экспериментов).
Закалка-отпуск.
Сталь закалил на сорбит-троостит (точно не знаю), отпустил до желто-коричневого, кончик до синего. Клинок звонок, упруг. За пределами упругости гнется. При выточке видны ‘кратеры’ наверное выдергиваются крупные карбиды.
Рез.
Рез оказался очень агрессивным, более чем обычный напильник, к тому же, очень легко правится, а это важно. У меня есть пеньковый канат, я режу его для сравнения свойств и агрессивности, так или иначе, есть определенный опыт сравнить, что режет, а что нет.
При рубке кости имеются замины, нужно делать толще подводы и больше угол заточки, мне это не нравится, пока минус. На обычном напильнике при закалке на троостит режущие свойства очень плохие, проверено.
Результат превосходит обычный напильник, еще нет точных данных для сравнения, но я в этом уверен.
Рисунок.


Рисунок состоит из продольных линий. Возвышается над грунтом. В данном случае мала степень деформации, однако ясно: чем выше степень деформации тем отчетливее рисунок. Я разогнал напильник не много, но результат виден, при отжиге в горне и бОльшей деформации рисунок был четче, уверен что проблема и здесь в этом.
Это для доказательства композитности, а дальше только испытывать.
Тема актуальна. Еще нет сравнений, но результат все же достигнут.
Аносов не заблуждался в своих поступках, конечный результат был важнее чем узоры-завитки и пр. Сегодня я бы выделил несколько проблем стоящих перед данным процессом:
1) Сталь. Нет, или мало сталей удовлетворяющих потребностям булата. У12А еще есть в продаже но мало углерода. Альтернативой я бы выставил 13Х и У13А, сколько не искал так и не нашел этих сталей в свободной продаже. Легированные стали, хотя и тоже отжигал, упускаю из вида, это тоже отдельный вопрос, и режимы возможно будут иными.
2) Печь. Если устраивать печь на дровах — необходимы дежурные, либо самому жить в амбаре и следить, что я и делал. Электро печи потребляют много энергии, как правило дорого обойдется. В моем случае я сжег дров на 1,5-2 т.р.
Как альтернатива газовые, мазутные печи.
PS : Пока я привел лишь некоторые факты. Я не претендую на какие-либо открытия с моей стороны, их попросту нет. В литературе есть упоминания данного метода, но с сухим акцентом науки. Весь процесс никто не показывал.
Статья будет по мере возможностей редактироваться и дополняться. Более того, я создам параллельную тему в которой попытаюсь преподнести теорию. Не факт что она верна, но тем не менее, одна голова хорошо:
огромное спасибо, очень интересно ! подпишусь на тему.
а как повели себя остальные стали ? которые — Х12, Х12ф1, Х12МФ, ШХ 15сг, ХВГ, Р6М5.