Как приварить уголок к швеллеру?
Способы сварки швеллеров между собой гост
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали. Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Сварка швеллеров существенно прочнее, даже если конструкция дополнительно усилена.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.

Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
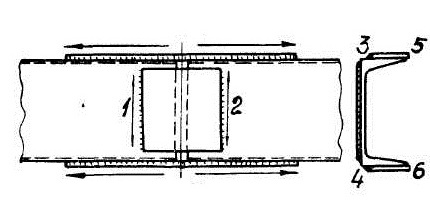
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.


- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
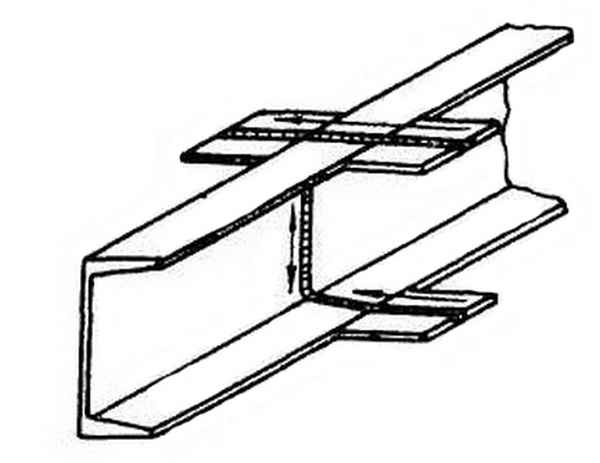
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Зачистка швов болгаркой в данном соединении категорически запрещена и может привести к ослаблению всей конструкции.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
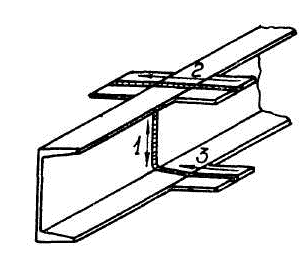
Смещенное соединение
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Самым прочным способом соединением среди всех видов считается соединение равнополочного проката с параллельными полками.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Швеллер — один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
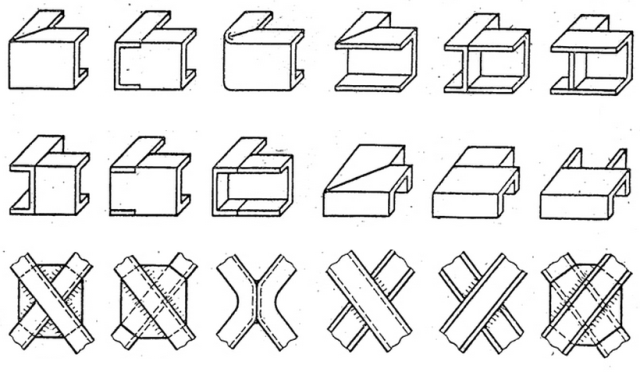
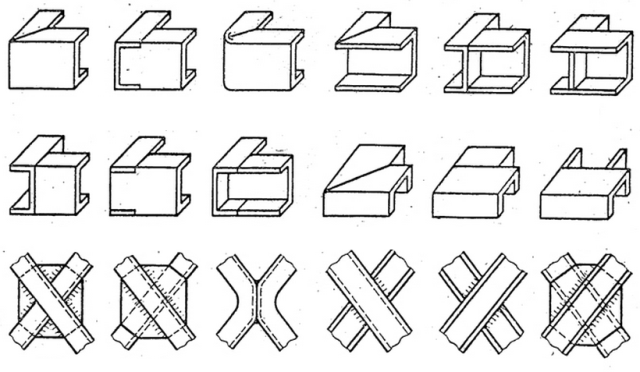
Различают следующие варианты взаимного расположения швеллеров:
Как приварить уголок к швеллеру?



- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи
![]()

- Список форумов AUTOLADA.RU
- Кофейня и курилка
- 1
- 2
- 3
- >
Такое дело значит братва.
Чем рельсы варят, а именно всякие железные штуковины к рельсам чем приваривать?
Пруток железный надо к рельсам приварить 20 мм диаметр.
Варим УОНИ постоянным током не липнет к рельсам
Добавлено спустя 21 минуту 23 секунды:
Гугл говорит что именно уони и надо использовать. Но почему не липнет? Может надо зачишщать рельс тщательно?
![]()

Но почему не липнет
Тож варил, стреляет, горит, но вроде приваоилось, варил украинскими электродами стандарт.
Добавлено спустя 57 секунд:
Рельс был малый, узколейка или чего еще. Точно не скажу.
![]()
SDRIVER
Ну а сам рельс плавиться ? Может ты не плавишь рельс, поэтому и не прилепает ?
Походу не плавится, варю не я сам. Сварщик варит. должен вроде соображать, но чет мозги ипет типа не варится.
Добавлено спустя 2 минуты 25 секунд:
Рельс надо прогревать, с стеканием на привариваемый металл. Потом правда зачищать заколебался, вольфрам твердый, зачистной его слабо берет
Может электроды не прокалены перед сваркой?
Или сварщик рукиизжопы.
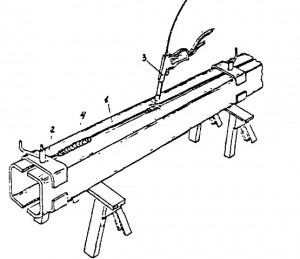
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Сейчас прбовали еще раз. Провариваем шов. И деталь отрывается под нагрузкой от рельсы прямо с куском рельсы. Рельса как будто крошится
Емнип, рельса это конструкционная Сталь65.
пруток 20 мм. сталь инструментальная марку точно не знаю
SDRIVER
Привари к подошве рельса 

SDRIVER
Привари к подошве рельса
SDRIVER
Привари к подошве рельса
![]()
Положим сверку швеллер П образныц и на него будем варить, а потом обвяжем вокруг рельсы
- 1
- 2
- 3
- >
Информация по иконкам и возможностям
Вы не можете начинать темы
Вы не можете отвечать на сообщения
Вы не можете редактировать свои сообщения
Вы не можете удалять свои сообщения
Вы не можете голосовать в опросах
Вы не можете вкладывать файлы
Вы можете скачивать файлы
Сварка двух швеллеров между собой
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.


Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.

Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.

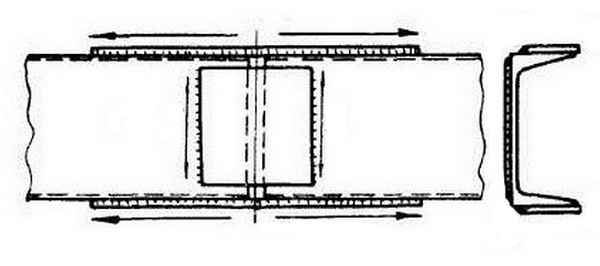
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.

Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.

Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швеллер широко используется в различных сферах деятельности, однако длины или прочности одного изделия зачастую не хватает, поэтому используются различные методы соединения.
Способы
От того, насколько качественным будет соединение швеллеров, напрямую зависит прочность и надежность всей металлоконструкции. Наибольшая прочность, и, в то же время, простоту монтажа, обеспечивает сварка. Обычно используется электродуговая или, реже, газовая. Всего можно выделить 3 способа соединения с ее использованием.
Встык


Применяется при необходимости удлинить или соединить швеллер под углом в неответственных конструкциях, где нагрузка на шов не слишком велика.
Методика сварки следующая:
- При толщине полок (боковых граней швеллера) до 6 мм сварка производится без их предварительного скоса; при толщине 6-12 мм на свариваемой поверхности подготавливается скос под углом 30°; при большей толщине – скос имеет тупой угол и располагается на внутренней стороне швеллера.
- Свариваемые детали прихватываются точечной сваркой. Расстояние между точками – 40 мм. Проверяется геометрия соединения.
- Производится полноценная сварка с двух сторон или с одной, но с проваркой корня шва. Направление сварки – от середины основания к полкам.
Полученный этим методом сварной шов имеет меньшую прочность в сравнении с самим профилем, но в неответственных частях конструкций этот недостаток не является критичным.
С накладками
Для упрочнения стыка могут применяться металлические накладки. В этом случае соединение производится последующей схеме:
- Производится сварка встык. Полученный шов зачищают заподлицо.
- Изготавливаются парные накладки – большая для наружной стороны и маленькая для внутренней. В качестве сырья используется листовой прокат из той же марки стали, что и швеллер. Толщина накладки должна быть равна или превышать толщину его боковой полки. Форма накладки может быть различной, включая 4, 6 или 8-угольник.
- Накладки привариваются поверх сварных швов в месте соединения точечной сваркой.
- Производится проварка накладки по всему контуру.
Сварка в коробку

Этим способом из П-образного швеллера производятся усиленные полые балки с квадратным или прямоугольным сечением. Для этого два изделия прислоняются друг к другу полками и скрепляются струбцинами. Сварка может производиться встык с предварительной подготовкой скоса на кромках, либо с зазором между краями полок. Последний метод используется при соединении изделий с полками большой толщины.
Полученный в результате полной проварки шов не зачищается для увеличения прочности. Для дополнительного усиления могут использоваться накладки.
Альтернатива – болтовое соединение
В отдельных случаях использовать сварку для монтажа не представляется возможными или не требуется. Например, это относится к производству разборных конструкций или к работе с оцинкованным прокатом. В последнем случае сварка повредит защитный цинковый слой и в месте соединения появится ржавчина.
Болтовое соединение позволяет произвести монтаж швеллера без разрушения цинкового слоя и привлечения квалифицированных сварщиков, которые могут обеспечить максимальную надежность и правильность монтажа.
Однако в большинстве конструкций использовать соединение на болтах нецелесообразно, так как оно имеет ряд недостатков:
- отверстия в прокате снижают его прочность,
- необходимо периодически проверять надежность соединения и подтягивать гайки, особенно если металлоконструкция испытывает вибрационные нагрузки,
- со временем крепеж из черных металлов начинает ржаветь, что снижает его надежность и усложняет разборку,
- процесс монтажа на болтах занимает больше времени, чем сварка.
Выбор конкретного способа соединения швеллера, как и его типоразмера, зависит исключительно от вида производимых работ и предназначения конструкции с обязательным соответствием регламентирующим документам.
Способы сварки швеллеров
Швеллер — это популярный на сегодняшнее время металлопрокат, который используется для строительства всевозможных конструкций. Для соединения швеллеров чаще всего применяется сварка, поскольку именно она способна обеспечить требуемую надежность металлоконструкции. Однако, при несоблюдении технологии сварки швеллеров, может произойти её ослабление.
Именно по этой причине к сварке швеллера предъявляются особые требования. В данной статье сайта про ММА сварку mmasvarka.ru будет рассмотрена технология сварки швеллеров, которая включает в себя различные нюансы, например, виды стыковки, алгоритмы осуществления сварочных работ, а также другие нюансы.
Виды стыковки швеллеров
От того, каким именно видом будет осуществлена стыковка швеллеров, всецело зависит прочность и надежность металлоконструкций. Всего различается пять видов стыковки:
- Стыковка швеллеров, когда их полки обращены вовнутрь;
- Смещенное размещение полок;
- Перпендикулярное и диагональное размещение;
- Стыковка швеллера с расположением полок наружу. В данном случае образуется такой металлопрокат, как двутавр.
Выбор того или иного вида стыковки швеллеров зависит от многих особенностей конструкции, а также, от условий проведения сварочных работ.


Как правило, определиться с выбором какого-то конкретного вида, позволяют следующие моменты:
- Как именно будет происходить наложение сварочных швов;
- Общая нагрузка на металлоконструкцию и её требуемая устойчивость;
- Протяженность сварочного шва и его другие особенности.
Итак, разобравшись с видами стыковки швеллеров, можно перейти непосредственно к способам сварки этого популярного и востребованного металлопроката на сегодняшнее время.
Сварка швеллеров: электроды и способы соединения
Соединение швеллеров может быть осуществлено как газовой сваркой, так и электросваркой. Что касается ручной дуговой сварки, то для соединения такого металлопроката как швеллер, следует отдавать предпочтение только качественным и проверенным временем электродам. Одними из таких, являются электроды УОНИ, которые как раз и предназначены для сварки серьезных металлоконструкций.


Когда осуществляется сварка швеллеров электродами УОНИ, следует учитывать такие особенности проведения работ:
- Рекомендуется варить швеллера внахлёст;
- Перед использованием электродов УОНИ, их рекомендуется прокалить перед работой в специальной печи, не менее одного часа при температуре в +250 градусов;
- Варить швеллера без маломальского опыта не рекомендуется;
- Обязательно нужно надлежащим способом подготовить место соединения швеллера, очистить его от грязи и ржавчины;
- Для сварки швеллеров необходимо выдерживать короткую дугу средней мощности, а варить швеллер, лучше всего используя для этих целей сварку на постоянном токе и с обратной последовательностью.
Также следует понимать, что металлоконструкция из швеллеров, сваренная электродами УОНИ не должна подвергаться в процессе эксплуатации температурам ниже сорока градусов.
Способы сварки швеллеров между собой
Рассмотрим самые популярные способы сварки швеллеров между собой. Ну а те начинающие сварщики, кого интересует вопрос, в чем отличие электродов УОНИ от МР-3, могут получить информацию в предыдущей статье на канале. Самыми ходовыми способами соединения швеллеров между собой, являются: сварка встык, с накладками, внутрь, смещённое соединение.

Сварка швеллера встык — данный способ используется преимущественно для конструкций, которые не будут подвергаться чрезмерным нагрузкам в процессе эксплуатации. Способ соединения швеллера встык, предполагает хорошую толщину провара с тыльной или лицевой стороны швеллера.
Сварка швеллера с накладками — для этих целей используется специальная накладка из металла, которая располагается с той же стороны, что и сварочный шов. При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.

Соединение швеллера вовнутрь — прибегают к данному способу соединения швеллеров, как правило, в том случае, если нужно собрать усиленную пустотелую балку. Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Смещённое соединение швеллера — наиболее сложный способ, для осуществления которого требуется сразу два электросварщика.
Стыковые сварные соединения (сварка встык)
Как правильно сварить уголок под 90 градусов
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение. Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:












.. | Соединение металлических труб,
Соединение металлических труб , имеющих разный диаметр или форму. Как соединить трубы .
Водогазопроводные трубы и электросварные трубы используют для газоснабжения, разводки отопления, обустройства канализации, изготовления разнообразных конструкций в машиностроении, авиастроении, сельском хозяйстве. При этом необходимо соединение двух или нескольких труб между собой.
Преимущества использования стальных труб — трубы легко сгибаются, свариваются газом, конструкция герметична, и работа занимает небольшое время, конструкция служит не менеее 20 лет и не нуждается в частом ремонте. Однако металлические трубы подвергаются коррозии и имеют большой вес. Существуют оцинкованные металлические трубы, а также трубы с полиэтиленовым покрытием или нанесением эпоксидного состава на них. При закапывании в землю трубопроводов используют битумное покрытие на трубы.
На сегодняшнее время возможны следующие варианты соединения стальных труб :
соединение стальных труб сваркой,
соединение труб с помощью фитингов,
стыковка труб , используя фланцы.
Сварка стальных труб
В зависимости от необходимого качества и используемого материала, сваривать металлические трубы можно: электродами, применяя электродугу, аппаратами для газовой сварки, аппаратами MIG/MAG (плавящимся электродом в среде газа) и TIG (неплавящимся электродом в среде газа, чаще всего аргона).
Перед сваркой кромки труб обязательно очищаются от ржавчины, окислов,снимается фаска. Сварочный шов заполняется расплавленным металлом, в результате чего шов становится более ровным и герметичным. Если выполняется сварка газовых труб встык, то шов должен быть выпуклым и ровным по всей его длине.
При сварке газовой горелкой окончание шва происходит с небольшим напряжением,чтобы исключить непровар. Используется газовая горелка с двумя ниппелями. К одному ниппелю присоединяется баллон с кислородом, ко второму — баллон с горючим газом или газогенератор. Кислород смешивается с горючим газом в горелке, образуя на выходе из сопла пламя,нагревающее трубы. Газовую сварку стальных труб используют в основном для труб с толщиной стенки не более 4 мм, т. к. есть риск перегрева области шва,что делает его менее прочным.
Сварка труб стальных водопроводных или электросварных труб , труб из чёрного металла или стальных оцинкованных производится с помощью полуавтомата или используется ручная дуговая сварка. Такая сварка применима для труб с небольшим диаметром и тонкими стенками, толщиной 1,5 — 5 мм. Для сварки водопроводных труб чаще всего используют дуговую сварку,а также автоматическую или полуавтоматическую. Используется листовая горячекатаная сталь. Для соединения профильной чёрной и нержавеющей трубы также применяют дуговую сварку. При сварке профильной трубы с толщиной 0,8 мм стык сваривается короткой дугой, при толщине 0,8 — 3,0 мм — обычной дуговой сваркой, более 3 мм — применяют дуговую сварку с плавящимися в газе электродами. При сварке профильной трубы приваривают корень шва трубы,но сам металл не должен прижигаться.
Перед дуговой сваркой труб отопления очищают торцы, снимают фаску, трубы центрируют между собой, прихватывая в 3-4 точках по всей окружности трубы, затем обваривают шов, заполняя фаску сварочным материалом на 2/3 высоты фаски. Сначала используют меньший электрод, диаметром 3мм, затем — если необходимо более высокое качество — наклыдвают сверху второй шов с электродом большего диаметра. Поверхность стыка вычищают,удаляют остатки шлака. При ручной сварке отопления с помощью полуавтомата используют смесь газов, которые состоят из аргона, углекислого газа, кислорода. При такой сварке диаметр сварочной проволоки должен соответствовать трубе. Обычно используют проволоку, диаметром 1 — 1,2 мм, чтобы сварить трубы,толщиной стенки до 5мм. Между удалением электрода и соединением поверхности не должно пройти много времени, т.к. это грозит застыванием поверхности и ухудшением качества шва.
Если в конструкции одна труба большего диаметра другой, то такие трубы соединяют при помощи фланцев — специальных плоских колец с отверстиями для шпилек и болтов. Фланцы стальные широко применяют для трубопроводного транспорта и коммунального хозяйства. Фланцевые соединения состоят из фланцев, прокладки, крепёжных изделий. В зависимости от параметров фланцевые конструкции разделяют на цельные и свободные. Цельные претерпевают одинаковые нагрузки вместе с корпусом. Цельные фланцы различают:
1) литые — производят как одно целое с корпусом,
2) стальные, которые имеют резьбу на шейке, исползуется для трубопроводов с низким давлением,
3) воротниковые — изделие, сваренное впритык,