Как развальцевать трубку из нержавейки?
Развальцовка труб: тонкости технологии и основные инструменты
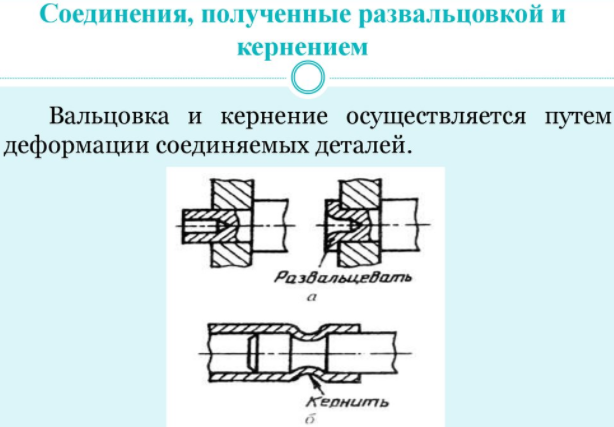
Специалистам часто приходится изменять как конфигурацию, так и другие геометрические параметры трубопроката для решения различных задач. Чаще всего для изменения формы и размеров трубного изделия используется такая технологическая операция, как развальцовка. Следует иметь в виду, что данная операция в корне отличается от той, которую называют вальцовкой, причем различия эти существенны.
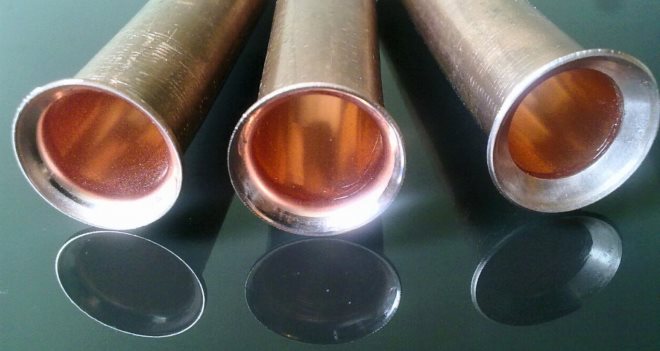

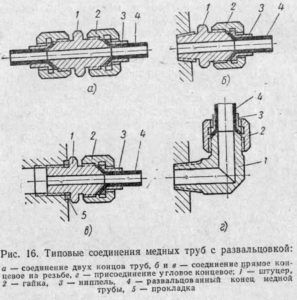
Концы этих медных труб развальцованы: расширены до определенной формы и подготовлены для соединения
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.


Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Таким образом, под вальцовкой и развальцовкой следует понимать совершенно разные технологические операции.


Развальцовка трубок в процессе установки кондиционера
Как развальцевать трубу
Задаваясь вопросом о том, как развальцевать трубу, следует иметь в виду, что подвергаться такой процедуре могут только изделия, изготовленные из достаточно пластичного материала. Сюда, в частности, можно отнести мягкие трубки из меди и алюминиевых сплавов, а также из отдельных марок нержавейки. Для выполнения такой технологической операции может быть использован как серийно изготовленный развальцовщик, так и самодельное устройство. Между тем развальцовка стальных труб большого диаметра или изделий, изготовленных из другого металла, должна выполняться с применением профессионального оборудования.

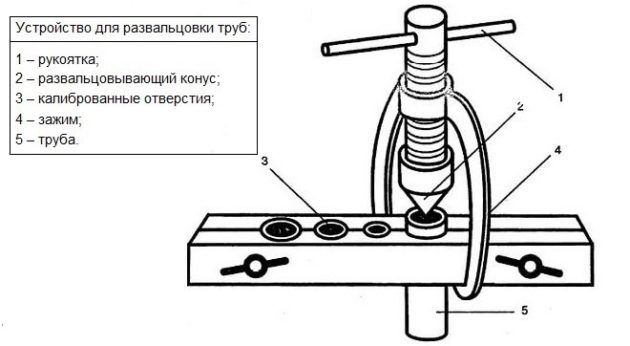
Приспособление для развальцовки труб
Как же развальцовывать трубы в домашних условиях? Развальцовке в таких ситуациях чаще всего подвергаются трубки из меди и других мягких металлов, но вне зависимости от материала изготовления изделий такая технологическая операция выполняется в следующей последовательности:
- Конец трубы тщательно зачищают, с его поверхности удаляют заусеницы.
- Затем на него устанавливают специальную муфту и помещают в приспособление для развальцовки.
- Если для выполнения развальцовки используется развальцовщик ручного типа, то процесс ее выполнения выглядит следующим образом: при завинчивании винта конус развальцовывающего устройства, оказывая механическое воздействие на внутреннюю поверхность трубы, деформирует ее.
- После того как конец трубки принимает воронкообразную форму с углом скоса, равным примерно 45°, приспособление для развальцовки снимают.
- Разъемную муфту, которая предварительно была надета на трубку, перемещают к ее торцу и закручивают гайку.
В том случае, если развальцовщик применяется для подготовки трубок к пайке, резьбовая разъемная муфта не используется.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.

Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
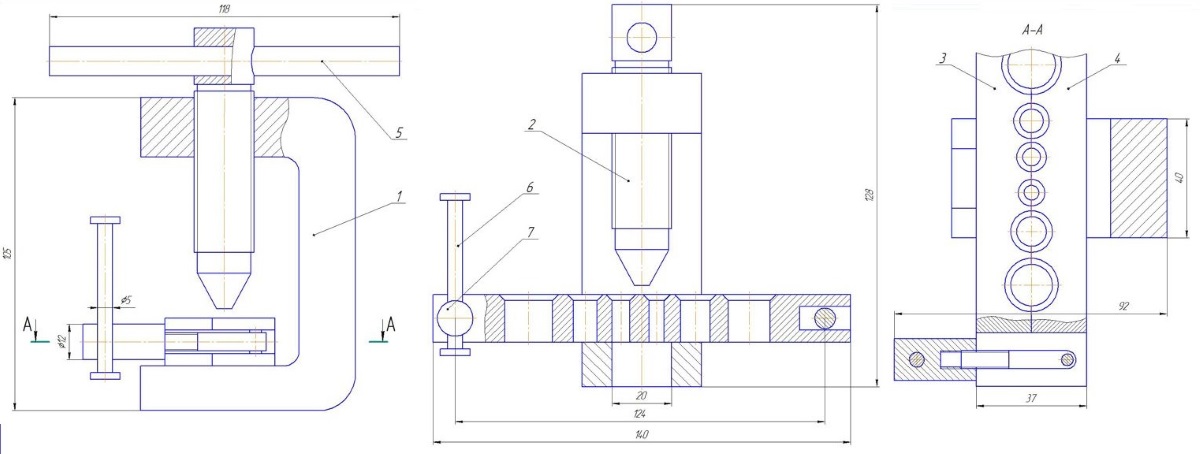

Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
При использовании таких устройств для развальцовки удается добиться более высокой равномерности толщины стенок и симметричности геометрических параметров трубных изделий.
Техника самостоятельной развальцовки труб
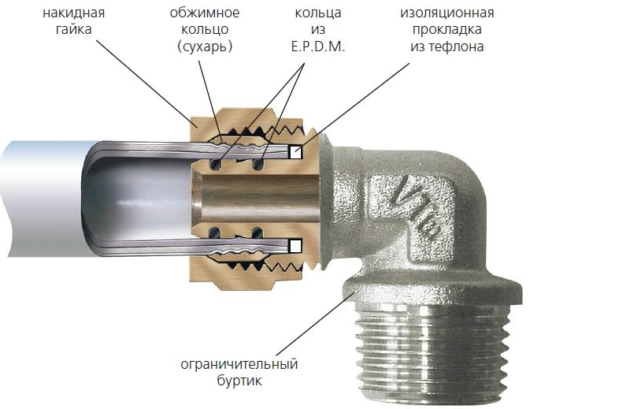
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.


В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.

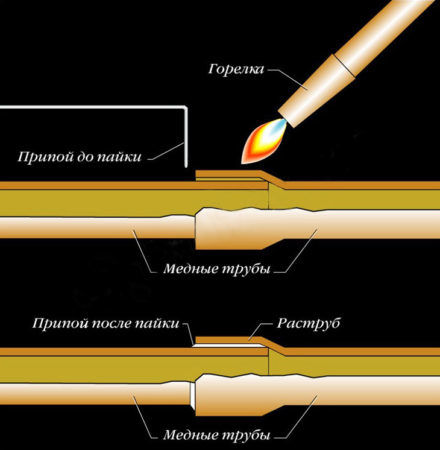
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.

Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.

В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.

Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
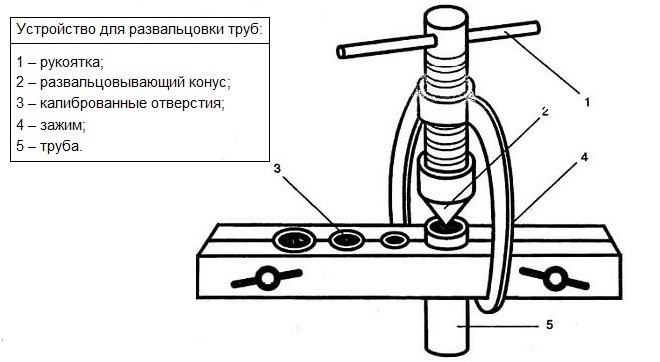
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
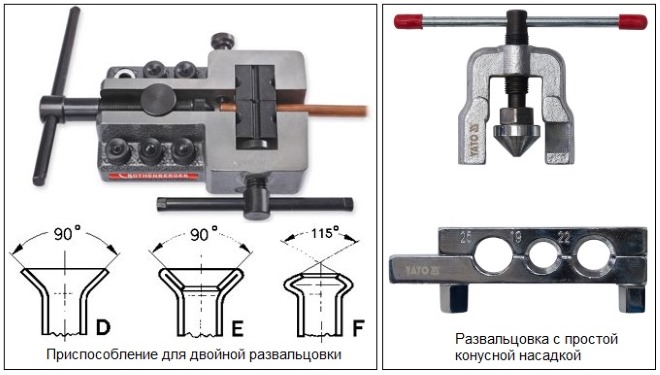
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.


Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.


Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.


Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.


Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
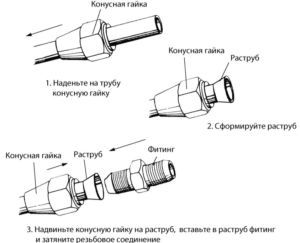

- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:


- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.

Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.






- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Заключение
Описанные в статье материалы не исчерпывают знаний в области работы с трубами и правильной организации соединений. Но все же некоторые освещенные практические моменты помогут избежать сложностей, используя метод развальцовки.
Видео по теме: Развальцовка трубок

Обзор технологии и оборудования для развальцовки труб
Развальцовка труб — это процесс по изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра.


Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение.

- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Особенности технологии


Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок


Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.

Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.
Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Что такое и как происходит развальцовка труб
Изготовление труб или их модификация для использования в той или иной системе, предполагает разнообразное воздействие. Применяют при этом как термические методы обработки, так и «холодные». Большинство процессов холодных связаны с участием вальцов.


Часто такого рода работы объединяются в одну категорию – развальцовка, что в корне неверно.
Вальцовка: что это означает
Термин используется для обозначения следующих процессов.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка вытягивается, утончается и калибруется на соответствующем оборудовании – вальцах. Отсюда и название.
- Развальцовка – не требует обязательного участия вальцов, может производиться своими руками. Суть ее заключается в увеличении диаметра края трубы с помощью механического воздействия. Необходимость такая часто возникает при соединении прямых отрезков.

Качественный стык подразумевает вставку одного отрезка в гильзу – расширение, другого и запаивание зазора. Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
- Завальцовка – обратная операция: обжимание края трубы перед установкой в гильзу. Если предполагает нарезка резьбы вручную, край трубопровода также нужно уменьшить в объеме – завальцевать. Используются для этого обычные клещи или миниатюрные вальцы.
- Гибка – большинство трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и постепенно выгибает под требуемым углом. Так как в операции участвуют вальцы, этот процесс тоже часто именуют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.

Правомерно называть так стоит только второй вариант – увеличение диаметра края перед соединением. ГОСТ регламентирует качественные и количественные характеристики результата вальцовки.
Развальцовка: последовательность действий
Операции подвергаются изделия из нержавейки, алюминия и меди – то есть, материала, обладающего определенным уровнем пластичности. Применяются для этого как приспособления, изготовленные своими руками, так и специальные. Для развальцовки трубы с большим диаметром необходимо профессиональное оборудование.
Развальцованные края чаще всего можно встретить у канализационных водоводов среднего и большого диаметра. Именно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях чаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Технология процесса одинакова для любого инструмента.
- Торец отрезка зачищается, устраняют заусеницы.
- На край одевается муфта.
- Труба устанавливается в какое-то приспособление для развальцовки и зажимается.
- Если речь идет о ручном приспособлении, то выглядит это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка должен иметь правильную воронкообразную форму со стенками, скощенными под углом в 45 градусов.
- Затем муфту перемещают на развальцованный край и закручивают гайку.

На видео демонстрируется развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками вполне достаточно ручного приспособления. Медь – металл пластичный. Для формирования воронкообразного края нужны не столько усилию, сколько аккуратность. Воронка должна быть совершенно симметричной, без перекосов или сколов.
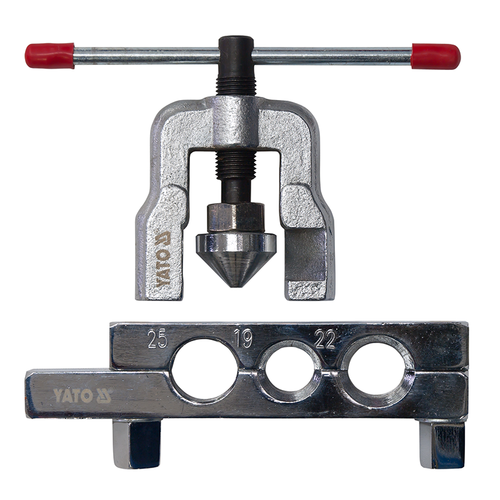
- Самый простой механизм состоит из двух частей: фиксатор с типовыми диаметрами – металлическая пластина, в которой удерживается изделие, и конус с винтом. На фото демонстрируется образец.
- Экстендер – рычажный инструмент со сменной расширительной головкой под разные диаметры. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.

Работать с механическими приспособлениями нужно аккуратно, так как здесь велика опасность сформировать стенки неравной толщины.
- Развальцовщик профессиональный – как правило, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответствующего диаметра прокатывается по краю изделия, пока воронка не достигает требуемой величины и формы. Равномерность и симметричность в этом случае значительно выше.

Для работы с водоводами из нержавейки, большого диаметра использовать можно только этот инструмент. В противном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
Вальцовка гофрошланга
Развальцевать можно простешими средствами

Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная — плохо гнется .Я заказывал на воду с фитингами из нержи — любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу — инструмент из трех подшипников — супер! (поленился сваять подобное — а вижу зря)
и правда — внутрь что то вставляется наверное — пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе — от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа 
(смотреть на станину)
дрель крепим штатной ручкой так — убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем — дрель закреплена.

вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы — жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY
Огромное СПАСИБО! SedoY, 29 Окт. 13, 06:48
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме — вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например — нет трубореза, да ещё и неисправного — чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу — приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке — предположение выдал выше — пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) — зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил — удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) — и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится — от цели зависит — или нужно сгибать или длинная 
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить — будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками — не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка — три гофринки конечно лучше захватить — ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно — делать стоит, тем более что там его делать? — дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно — как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) — с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати — на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой — сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником — легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) — смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю — готово — можно лудить паяльником.
Развальцовка трубы теплообменного оборудования
![]()

Обзор процесса развальцовки труб: вальцовки и реверсивные вальцовочные машины для ремонта теплообменников, секреты и особенности процесса вальцевания труб.
Вальцовка труб теплообменников: особенности процесса
Перед тем как рассмотреть процесс развальцовки труб, обратим внимание на определение слова. Понятие «вальцовка труб» означает одновременно две вещи:
- Операцию по деформированию труб (сгибание труб).
- Радиальную деформацию трубы (увеличение диаметра трубы) для получения герметичного соединения внешних стенок трубы и трубной решетки. Процесс применяется в основном при ремонте теплообменного оборудования (котлы, бойлеры, теплообменники колонного и емкостного типа, испарители, конденсаторы, подогреватели, охладители). Именно об этом процессе мы и будем говорить в статье.
Что вы узнаете из этой статьи:
1 Вальцевание труб: особенности процесса?
В некоторых ситуациях при создании герметичных соединений трубопроводов невозможно применить сварное или резьбовое соединение. Вальцовка труб в таких случаях является практически единственным эффективным способом обеспечить оптимальную сцепку частей теплообменной системы.
Наиболее распространен метод вальцевания при изготовлении теплообменного оборудования. С его помощью создается эффективное соединение трубы с трубными решетками.





2 Специфика вальцовки труб: 3 закона профессионала
Технология вальцевания обеспечивает надежную сцепку частей трубопровода: трубы и трубной решетки. Однако, для достижения максимального результата необходимо следовать определенным требованиям обработки и соблюдать правила вальцевания:
1. Вальцевание допустимо производить только с трубами из металлов: черная и нержавеющая сталь, оцинковка, алюминий и другие.
2. Для точного подбора инструмента вальцевания нужны 2 показателя: диаметр трубы, подлежащей вальцовки, и толщина его стенок;
4. Каждый диаметр вальцевания должен выполняться оборудованием определенной серии.
Многолетний опыт работы специалистов нашей компании показывает, что все этапы вальцовки должны выполнять квалифицированные специалисты. От уровня подготовки работника зависит до 30% надежности соединения.
3 5 этапов процесса вальцевания трубы
Суть процесса вальцовки – подгон концов двух помещенных друг в друга частей трубопровода по диаметру до полной герметизации.
Весь процесс вальцевания мы разделяем на несколько этапов:
1. Установка трубы в трубную решетку. При этом образуется зазор.
2. Расширение диаметра внутренней трубы при помощи специальных инструментов — вальцовок и вальцовочных машин.
3. Привальцовка – в процессе воздействия оборудования внутренняя труба, расширяясь, подвергается деформации.
4. Развальцовка — увеличиваясь в диаметре, внешняя поверхность оказывает давление на отверстие барабана трубы, отчего он начинает также деформироваться. После завершения работ по вальцеванию стенки барабана начинают активно давить на трубу, поэтому соединение становится полностью герметичным.
4 Подводные камни вальцевания
При проведении вальцовочных работ возникают различные производственные риски. Так, например, если затянуть процесс вальцовки, то деформация материала барабана превысит допустимые нормы. В такой ситуации произойдет чрезмерное расширение трубы, а прочность и надежность ее стенок значительно снизится. Как следствие – снижение уровня герметизации соединения. Недостаточный уровень вальцевания также пагубно скажется на конечном результате.
Чтобы избежать подобных промахов в работе, специалист должен четко знать и учитывать специфику вальцовок различных серий. Применять их необходимо только в соответствии с предназначением. При этом объект вальцевания должен быть обработан криогеном. Это позволит увеличить прочность трубы, снизить уровень истирания и увеличить срок службы конструкции.
КСТАТИ. Мы рекомендуем приобретать специальные реверсивные вальцовочные машины с автоматическим контролем крутящего момента. Отрегулируйте реверс, протестировав машину на одной из трубок теплообменника, зафиксируйте его и спокойно проводите развальцовку остальных трубок без опасности чрезмерной или недостаточной деформации
Узнайте больше об особенностях процесса вальцевания труб теплообменного оборудования у специалистов нашей компании. Для этого позвоните по бесплатному по России номеру телефона, напишите письмо на электронную почту или обратитесь через онлайн-консультант портала. Наши сотрудники обязательно ответят на любые Ваши вопросы о вальцевании труб, а также помогут подобрать оборудование нужной серии.
Вальцовки серии Т с фиксированной глубиной вальцевания
Вальцовки серии Р с регулируемой глубиной вальцевания