Как сделать контактную сварку своими руками?
Как собрать аппарат для контактной сварки своими руками из подручных средств


На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
- Введение
- Детали и инструменты для сбора прибора своими руками
- Сварочный трансформатор
- Рычаги и управление сваркой
- Сварка и электроды
- Краткое послесловие
Введение


Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками

У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор


Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой


Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды


Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие

Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Как смастерить контактную сварку своими руками
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.


Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Общая информация
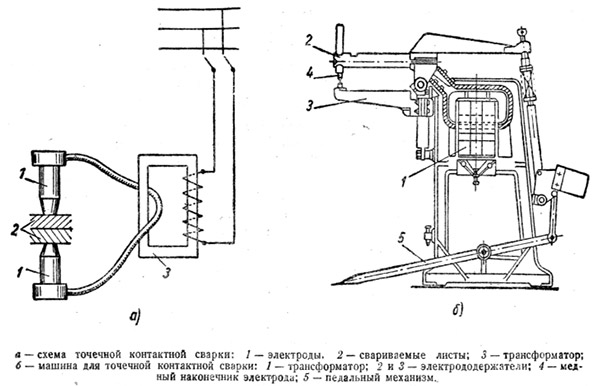
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.


Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.


Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.


Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.

Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).


Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.


Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
![]()

Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе! 
Сообщества › Электронные Поделки › Блог › Мощная контактная сварка


Постройкой данного аппарата занялся очень давно, еще в начале 2000-х. Нашел подходящую статью в журнале Радиоаматор №11. 2001, все устроило. Собрал трансформатор…


Сверил со схемой и изготовил печатную плату и корпус для всей электроники. Стал проверять и настраивать электронную часть, оказалось, что она не работает. Не работает не из-за моих ошибок в разводке платы и не из-за неисправных деталей. Причиной были многочисленные ошибки в принципиальной схеме. Это я уже понял. После неудачных попыток исправить все, по нехватке знаний в цифровой технике, насколько смог, добился от устройства нескольких выдержек времени. Этого мне пока хватало, а переделывать все не было никакого желания. Да и острая необходимость в контактной сварке отпала сама собой. Аппарат был успешно взгромоздён на полку в подвале и забыт надолго.
Потом была пара подтоплений в подвале, уровень воды поднимался до пояса и все, что нажито непосильным трудом, разом пришло в негодность.
Теперь снова возникла потребность в этой сварке. Достал, начал проверять и после вскрытия обнаружил испорченные «кишки» всей электроники, кроме некоторых элементов и соответственно самого силового трансформатора.
Взялся за повторение проекта и с учетом прошлых ошибок начал проверять правильность схемы в первоисточнике. Было выявлено еще несколько ошибок в схеме. Потом здесь в сообществе просил помочь мне прогнать схему в Протеусе, т.к. я с ним совсем не работал и представления не имею как это делать. Некоторые просто давали советы, некоторые на словах (глядя на мою схему) описывали как должно все работать. Некоторые вообще были возмущены такой дерзкой просьбой и и моей попыткой отнять у них драгоценнейшее время. Посоветовали мне собрать все на макетной плате для Ардуино и в таком виде проверить работоспособность устройства. «Ведь 21 век на дворе» есть такая «чудо-плата», на ней и проверяй». А на мою просьбу проверить все в Протеусе так никто и не откликнулся.
Ну, это все лирика и вступление, хватит букв — к устройству…
Трансформатор на первой фотографии — «стёб» — это «диванным теоретикам».
Вот транс, который был намотан на шести сердечниках ТС-270, провод первичной обмотки диаметром 3,2 мм, вторичка намотана 4 витка кабелем от промышленной дуговой сварки (сечение я к сожалению не знаю). Напряжение холостого хода во вторичной обмотке 6 вольт:



Еще раз проверил схему и сравнил каждую мелкосхему с даташитом, как оно должно работать (в теории). Вот первоначальная схема, кстати и она немного подправлена на предмет лишних соединений :
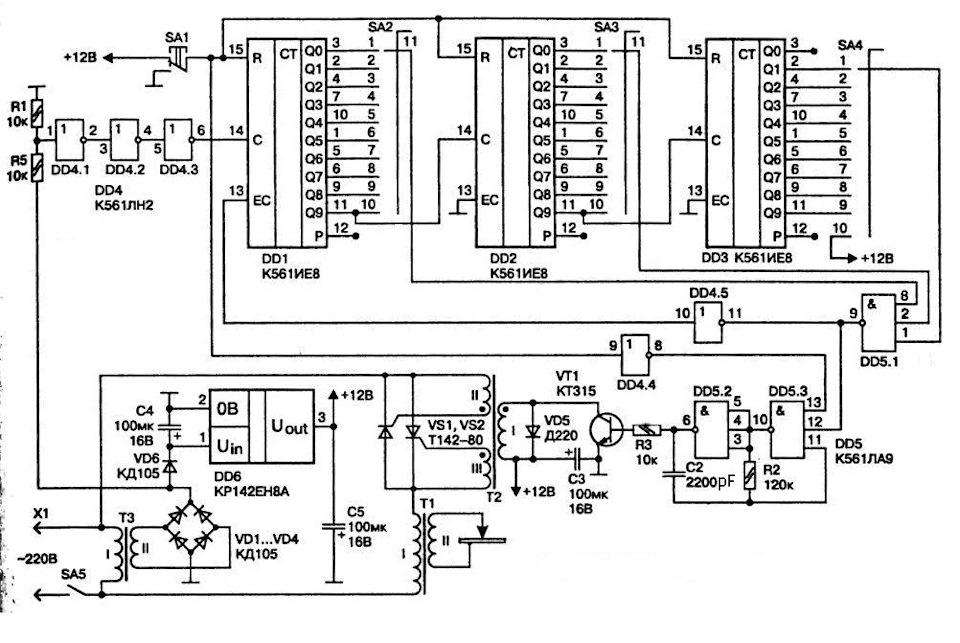

Все-таки нашел в своем городе человека, владеющего Протеусом и он проверил работоспособность схемы в программе. «Вылизал» все «косяки» и уже получилась нормальная, работоспособная схема.
Вот она:
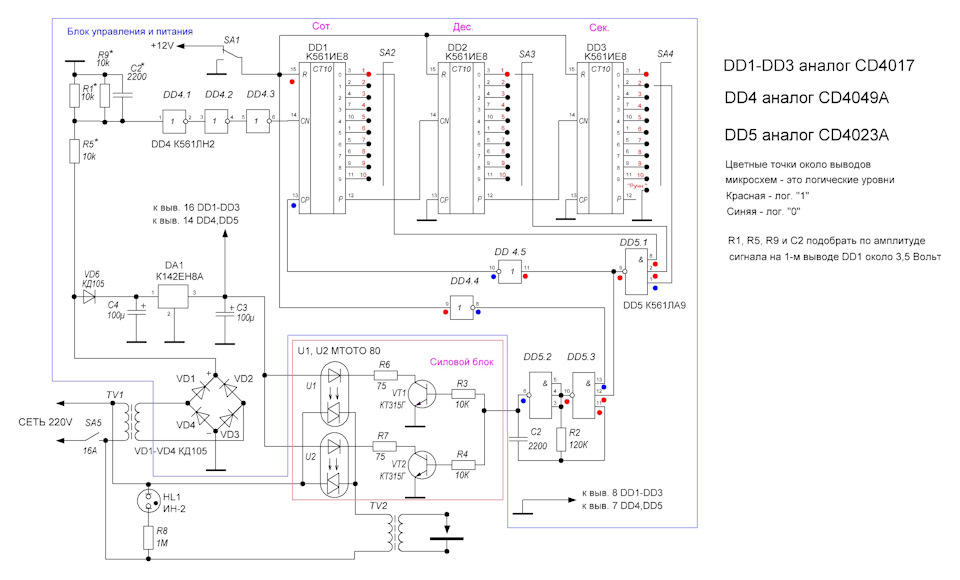

Все вроде складывалось. Сделал «печатку», запаял детальки и принялся настраивать. И здесь не обошлось без мелких неприятностей. Генератор на микросхеме DD4.1-DD4.3 выдавал импульсы с частотой 100 Гц, но у сигнала была слишком большая амплитуда и установленная выдержка работала 1 раз из 20 — 30 попыток. Пришлось опытным путем (методом «научного тыка») подобрать задающие элементы на входе генератора (R9, C2). Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Да, чуть не забыл, в качестве управляющего элемента для силового трансформатора был использован сдвоенный оптосимистор МТОТО 80, специально раздобытый для данного устройства. Запас по току у него огромный, даже с избытком…
Контактная сварка – как самому изготовить оборудование и клещи?
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.


Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки, как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную «на глазок» с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.


Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.

2 Схема устройства для сварки металла толщиной до 1 мм
Устройство точечной сварки для соединения деталей контактным способом можно собрать по ниже приведенным схемам. Предлагаемый аппарат рассчитан на сварку металлов:
- листовых, толщина которых до 1 мм;
- проволоки и прутков, диаметр которых до 4 мм.
Основные технические характеристики устройства:
- напряжение питающей сети – переменное 50 Гц, 220 В;
- выходное напряжение (на электродах контактно-сварочного механизма – на клещах) – переменное 4–7 В (холостого хода);
- сварочный ток (максимальный импульсный) – до 1500 А.
На Рис.1 приведена принципиальная электрическая схема всего устройства. Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций. Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.


На Рис.2 представлена схема обмоток сварочного трансформатора с указанием количества витков. Первичная обмотка имеет 6 выводов, переключением которых можно осуществлять ступенчатую грубую регулировку выходного сварочного тока вторичной обмотки. При этом постоянно подсоединенным к сетевой цепи остается вывод №1, а остальные 5 служат для регулировки, и для работы подключают к питанию только один из них.


Схема пускателя МТТ4К, выпускаемого серийно, на Рис.3. Этот модуль представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО «Элемент-Преобразователь».


Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки. Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.

3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.


При нажатии на КН1 нормально-замкнутая контактная группа размыкается, отключая цепь управления от блока питания, а нормально-разомкнутая – замыкается, подсоединяя заряженные емкости к реле K1. Конденсаторы при этом разряжаются, и ток разрядки приводит к срабатыванию K1.

Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.

4 Силовая часть – трансформатор
Предлагаемая контактная сварка может быть собрана, как показано по видео, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.

Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм 2 .

Количество витков указано на Рис.2. От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.

5 Как сделать клещи?
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, как на видео, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком. Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек. Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.

Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.

Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.

2 способа сделать аппарат точечной сварки
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.


Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:


Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.


Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.

Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.


Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.

Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Изготовление своими руками контактной сварки с чертежами
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
- Конструктивное исполнение
- Самостоятельное изготовление
- Чертежи
- Изготовление трансформатора
- Изготовление клещей
- Выполнение работ
- Об оборудовании
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.

Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Чертежи
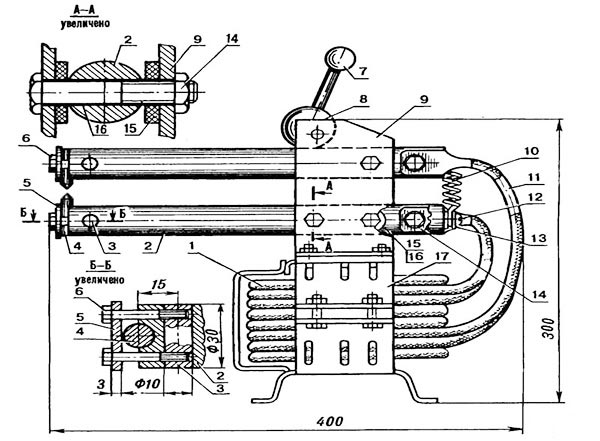


Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.