Как согнуть лист металла в трубу?
Как изогнуть железный лист без гибочного станка
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.


Что понадобится для сгибания листа
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.

Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.



Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео

https://sdelaysam-svoimirukami.ru/
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.

Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.

Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
![]()

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
![]()
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.

Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
![]()
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.

Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
![]()
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.

Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
![]()
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
![]()
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
![]()
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка и гнутье листового металла

- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.


Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.

Типы гибки металлических изделий

Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.

Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:

- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.

Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.

Ручная работа

По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.

Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.

Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.

Как провести гибку металла в домашних условиях?
Для того чтобы провести сгибание металлических листов на производстве дополнительная обработка заготовки не нужна. Для этого применяется специальное оборудование. Оно может различаться по конструкции и принципу действия. Гибка металла считается отдельным технологическим процессом, который требуют определённых навыков и знаний при выполнении.


Виды гибочных станков
Перед тем как согнуть алюминиевый уголок, стальную трубу или металлический лист нужно выбрать оборудование для проведения работ. Гибка металла производится на разных видах станков:
- Ручные модели. Это оборудование для размещения в частных мастерских. Имеет небольшие габариты, не требует дополнительных навыков для проведения работ. С помощью ручных приспособлений можно сгибать металлические листы и детали небольшой толщины.
- Механические модели. Представляют собой конструкцию, которая приводится в действие энергией, передающейся от маховика. Изначально мастер должен этот элемент раскрутить.
- Гидравлические станки. В оборудовании установлен гидравлический цилиндр.
- Электромеханические агрегаты. Распространённые на производстве машины, которые работают за счёт электродвигателя. Он приводит в действие другие механизмы с помощью ремней и шестерней.
- Пневматические модели. Это конструкция, механизмы которой приводятся в действие пневмоцилиндрами.
- Электромагнитные машины. Для работы оборудования используются мощные электромагниты.
В продаже можно найти мобильные приспособления для сгибания металлических листов и деталей. Их используют в гаражах, частных домах, мастерских.
Принцип работы станков
При сгибании металлических деталей используется разнообразное оборудование. Это могут быть станки для гибки полос, труб, листов. Чтобы качественно выполнять работу, важно понимать, как работают те или иные механизмы.
Ручные листогибы
Предназначены для сгибания металлических листов. Различаются шириной рабочей поверхности, глубиной подачи заготовки. Порядок выполнения работ:
- Мастер прижимает лист металла с помощью специальной балки.
- С помощью гибочной балки лист сгибается до нужного угла.
- Заготовка отжимается и вытаскивается из станка.
На строительных площадках, в гаражах, мастерских удобнее использовать ручные листогибы, но они подходят только для сгибания металлических листов, толщина которых не превышает 2 мм.
Гидравлические листогибы
Это модернизированное оборудование, облегчающее труд рабочих благодаря использованию гидравлических цилиндров. Принцип действия оборудования:
- Жидкость, находящаяся в гидравлическом цилиндре, приводит в действие рабочий механизм. Она толкает плунжер, который изменяет положение поперечины с бойками.
- Лист под воздействием рабочей части станка начинает изгибаться.
Работа цилиндров позволяет выполнять работу точно и быстро.
Электромеханические листогибы
Принцип работы этого оборудования заключается в движении электрического привода. На основе таких станков изготавливаются листогибочные прессы. Листогибы, оборудованные электроприводом, бывают проходными и сквозными. С их помощью можно обрабатывать заготовки разной длины, высоты и ширины.
Гибка металла и ее основные способы
Не многие начинающие мастера знают, как согнуть профиль или металлическую трубу. Для этого важно знать технологии гибки различных заготовок.
В домашних условиях гнуть листовой металл можно с помощью ручных приспособлений. Перед тем как начать гибку листового металла своими руками нужно точно рассчитать размеры заготовки. Важно понимать, что длина детали, которая будет обрабатываться, должна быть больше, чем у готового изделия. Для расчёта используются готовые таблицы, которые можно найти в инженерных справочниках или интернете.

в домашних условиях
Гибка металлических труб
При замене сантехники важно знать, как согнуть водопроводные и канализационные трубы в домашних условиях. Для этого применяется ручной или механизированный метод. Процесс изменения формы трубы представляет собой силовое воздействие на заготовку.
Чтобы согнуть трубу без разрывов и складок, применяется холодный и горячий метод. Первый вариант подходит для сгибания труб с небольшим диаметром. Трубы с большим диаметром изначально разогреваются для увеличения показателей пластичности.
Гибка металлопроката
Чтобы согнуть профиль, необходимо применять способ прокатки. В этом случае информации о том, как согнуть алюминиевый лист, недостаточно. Для этого используется профилегибочные станки. На них устанавливается до 5 валков. Чтобы было проще сгибать заготовки высокой прочности, может проводиться предварительный нагрев металла. В этом случае применяется ток высокой частоты.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба.
Как сделать трубу из жести – делаем жестяные трубы своими руками
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.

Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.

Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.

Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Как согнуть трубу: ТОП-10 способов проведения работ, советы и рекомендации с фото, изгиб трубы в домашних условиях
Трубы – универсальные изделия, которые могут быть использованы для самых разных целей. Очень часто, чтобы труба идеально «встала» на отведенное для нее в конструкции место, необходимо выполнить ее изгиб. Как согнуть трубу в домашних условиях разбираемся далее.


Краткое содержимое
Выбор способа сгиба
Как согнуть трубу своими руками? Вопрос не из простых. Сгибая данное изделие самостоятельно, прежде всего, важно учесть то, что во время данного процесса в профилированном металле возникают радиальные и тангенциальные силы, воздействие которых может привести к разрыву сечения и возникновению на ней складок.


Чтобы этого не произошло, при формировании сгиба необходимо принять во внимание все параметры данного процесса.


Технологию, которая может быть применена в каждом конкретном случае, выбирают ориентируясь на:
- Материал трубы;
- Ее размер;
- Требующиеся угол и радиус изгиба.


Произведя предварительную оценку данных параметров, следует сделать выбор одного из ниже предложенных вариантов. Разобраться в правильной реализации каждого из них помогут размещённые ниже фото, поэтапно демонстрирующие, как производить сгиб трубы.

Нагрев
При воздействии на них высоких температур многие металлы и их сплавы становятся более пластичными и менее деформируемыми. Это правило применимо к алюминиевым, дюралюминиевым, стальным, медным, латунным изделиям и заготовкам из алюминиево-железистой бронзы.
- При нагреве труб из оловянистой бронзы, серого чугуна или сплавов цинка можно получить прямо противоположный эффект – раскаляясь они становятся более хрупкими.
- Из этого следует, что далеко не любую трубу допустимо нагреть для изгиба.
- Возможен нагрев оцинкованных труб, поскольку их покрытие в этом случае не повреждается.
- Нагревая изделие нельзя слишком увлекаться, поскольку под воздействием слишком высоких температур в материал начинает проникать кислород, что влечет за собой его окисление — необратимый процесс, разрушающий трубу. В качестве примера можно рассмотреть выполнение изгиба алюминиевой заготовки.
- Нагреваем изгибаемую поверхность и подносим к ней лист бумаги. Если она загорится, изделие можно сгибать.














В качестве показателя степени нагрева конструкций, выполненных из стали может быть использовано их покраснение до состояния окалины.


Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.


Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.


Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.

Использование шаблонов
Данный способ подойдет для выполнения сложных изгибов труб. Самым простым шаблоном может выступать кусок проволоки, предварительно выгнутой в соответствии тем, как будет изогнуто изделие.

Если имеется возможность разместить сгибаемый отрезок трубы на плоскости, своеобразным шаблоном могут выступить закрученные в кусок фанеры саморезы. Сгибание производят постепенно, сверяя время от времени получающийся результат с шаблоном.

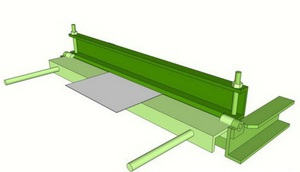
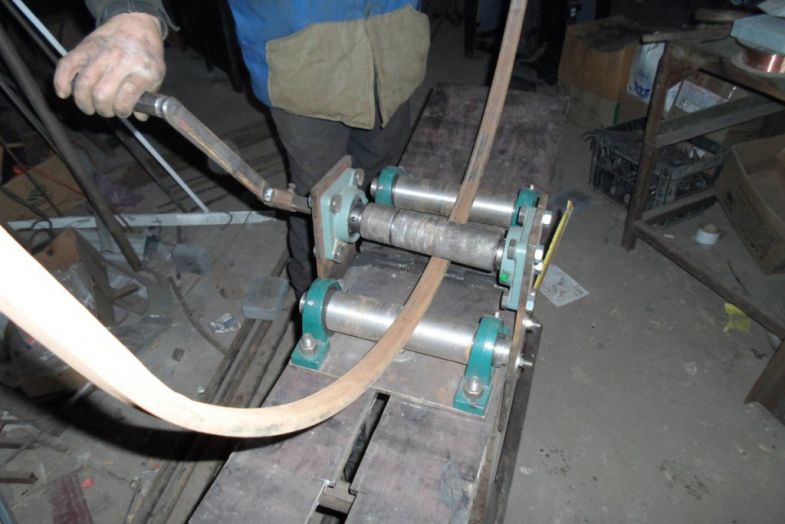
Применение валков
Данный способ подойдет для сгиба металлического профиля. Хорош он тем, что его использование позволяет снизить трение поверхности изделия и уменьшая риск его нежелательной деформации.











Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.


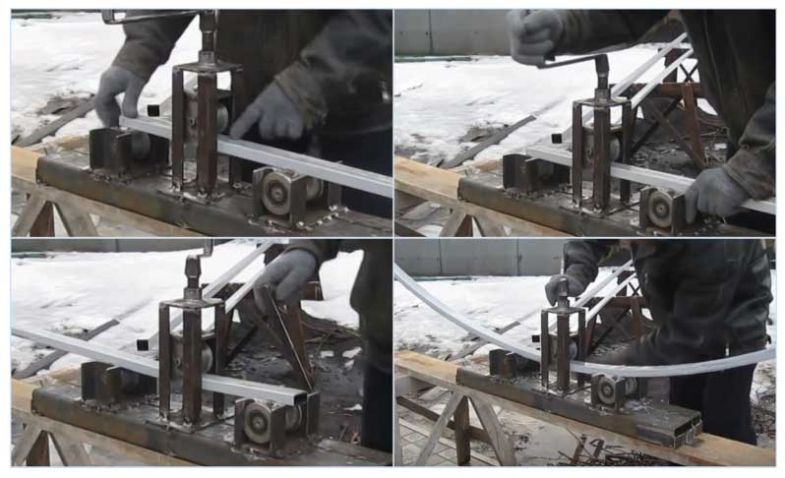
Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.

Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.


Пружина
Суть данного варианта заключается в помещении в сгибаемую заготовку выполненной из стали пружины нужного диаметра.


При выполнении изгиба она удерживает трубу, препятствуя ее неверной деформации. Предварительно профильный элемент со вставленной в него пружиной подогревают, а затем, изгибают, используя пассатижи.


В определенных случаях пружина может быть заменена на проволоку. Ее пучок устанавливают в трубу отдельными кусками, а после выполнения сгиба – постепенно вытаскивается.

Способы сгибания заготовок из различных материалов
Трубы из профиля
Профильные трубы могут иметь квадратную, овальную и прямоугольную конфигурации. Изогнуть их не нарушая технические характеристики достаточно непросто. Наиболее удачными вариантом проведения работ станет использование сварки с предварительным подпиливанием стенок заготовки болгаркой там, где планируется сгиб.

При чем, целесообразно будет предварительно сделать пропилы и согнуть заготовку, а потом сварить швы. Если деталь имеет небольшой диаметр, то вместо сварки подойдет обычный паяльник.









Трубы из нержавейки
Не гнут при помощи нагревания из-за высокого риска их повреждения. Чтобы снизить риск деформации трубы, используют наполнители — чаще всего, песок или воду. Это позволяет сохранить ее форму и минимизировать вероятность появления дефектов.

Медные или алюминиевые трубы
Медь и алюминий характеризуются повышенной мягкостью. Следовательно, медную или алюминиевую трубу можно выгнуть, применив лишь холодные способы сгиба или незначительный подогрев. Наполнителем, в данном случае, могут выступить песок, вода, пружина или канифоль.

Трубы из металлопластика
Хорошо сгибаются вручную, не пи этом требуя нагрева. Главное проследить, чтобы в результате не получился излишний перегиб заготовки.

Для выполнения сгиба можно использовать и проволоку, введя ее в полость сгибаемой металлопластиковой трубы или подключить к данной процедуре нагрев, контролируя при этом полученную температуру бумажным листом.

Полипропиленовые изделия
Гнут только тогда, когда без сгиба невозможно обойтись. Для выполнения сгиба поверхность полипропиленовых труб предварительно нагревают строительным феном не более чем до 150 градусов.