Как сварить ленточную пилу своими руками?
Технология сварки и пайки ленточных пил
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
- Сварочные работы
- Резка
- Зачистка
- Установка
- Сварка
- Отжиг
- Зачистка
- Пайка ленточной пилы
- Подготовка
- Оборудование
- Процесс пайки
- Итог
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.

Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.

Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.

Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.

Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.

Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.

Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.

Сварка ленточных пил своими руками
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.


Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.


Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.


Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.


Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!


Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.


Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе! 
Технология сварки ленточных пил в домашних условиях — необходимое оборудование, режим, контроль


Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
- Общие сведения
- Оборудование
- Технология сварки
- Резка
- Зачистка
- Закрепление полотна в зажимы
- Режим сварки
- Сварка
- Отпуск
- Повторная зачистка
- Контроль пайки
- Заключение
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Оборудование


Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Технология сварки


Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка


Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Зачистка


Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
Закрепление полотна в зажимы


Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.
Режим сварки

Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Сварка


Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Отпуск


Операция проводится вследствие повышения твердости металла после сварки, что влияет на увеличение хрупкости. Отпуск поможет вернуть инструменту его начальное состояние. Отжим делает его пластичным, улучшает эксплуатационные параметры.
Дорогие сварочные агрегаты имеют отдельную функцию отпуска, на простом же станке процесс проводится вручную. Температура и время отпуска устанавливается в зависимости от типа материала пилы.
Низколегированные стали обусловливаются температурой отжига не более 450° C, высоколегированные — 650.
Биметаллическое полотно можно отжечь при 600° C, со временем остывания 40 минут. Величина нагревания обратно пропорциональна времени выдержки.
Однако специалисты рекомендуют проводить операцию, характеризующуюся более низким нагреванием, но с увеличением показателя времени. Это позволит металлу прогреться равномерно, а его структура эффективней уравновесится.
Процесс нагрева и охлаждения можно проводит поочередно — после подачи тока, выдержать 5 мин. для остывания.
При отсутствии на аппарате индикатора температуры, ее можно визуально контролировать по цвету полотна. Если оно приобрело вишневый оттенок, значит, уровень нагрева достигнут.
Однако оранжевый или желтый оттенок доведут материал до перекалки. Возможно, биметаллические ленты придется отпускать дважды.
Повторная зачистка


Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.
Рекомендуется также поправить углубления между зубцами, оформив их правильной геометрической формой.
Контроль пайки

Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.
Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.
Заключение


Не следует забывать о качестве самого отпуска. Его выяснение сопровождается изгибом ленты пилы в кольцо, причем его диаметр не должен превышать 250 мм.
Обратив внимание на форму изгиба можно прийти к выводу, что полноценный круг говорит о качественном отжиге, фигура напоминающая латинскую букву «V» — отсутствии такового.
Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение. Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата.
Операцию можно провести на оборудовании бюджетной стоимости. Однако, все настройки необходимо устанавливать вручную.
Сварка и пайка ленточных пил
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил на специальных сварочных аппаратах
Выпускается большое количество моделей станков для контактной сварки ленточных пил. Самые продвинутые из них обеспечивают автоматизированный цикл сварки и отжига, исключающий возможность ошибки оператора при выдерживании времени подачи электрического импульса во время сварки и отжига. В наиболее простых устройствах время сварки и отжига контролируются оператором.
Простейший аппарат для сварки ленточных пил показан на фото ниже. Он состоит из корпуса (1), сварочного трансформатора (2), зажимного механизма с электродами и рычагами зажима (3), пусковой кнопки (4). Зажимной механизм в свою очередь состоит из неподвижного (5) и подвижного (6) зажимов. Последний обладает свободным ходом, необходимым для осуществления осадки — движения концов пилы навстречу друг другу с образованием сварочного валика. Под действием пружины, создающей давление осадки, концы пилы с определенным усилием прижимаются друг к другу.
Процесс сварки ленточных пил включает в себя следующие операции:
- резка пилы;
- зачистка соединяемых концов;
- установка полотна в сварочный аппарат, выбор токового режима, установка необходимых усилия и хода осадки;
- сварка полотна;
- отжиг пилы;
- зачистка шва.
Резка. Резку полотна лучше всего производить на гильотинных ножницах, однако можно резать отрезным кругом или рубить зубилом. Если полотно уже было сварено раньше, при повторной сварке нужно отрезать около 5 мм с каждого конца.
В любом случае при резке должны быть выполнены следующие условия:
- место соединения должно располагаться между вершинами зубьев;
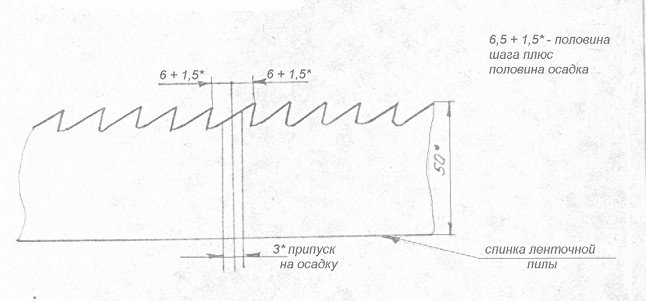
- при резке должен быть оставлен припуск на осадку (примерно 1,5 мм для каждого конца ленты);
- линия реза должна быть ровной, перпендикулярной спинке пилы.
Последнее необходимо для того, чтобы полотно сваренной пилы не имело изгиба в месте соединения (по линии спинки).
Есть довольно простой способ точной резки свариваемых ленточных полотен. Он состоит в том, чтобы уложить пилу так, как показано на рисунке ниже (среднее изображение) и обрезать или зачистить оба торца полотна одновременно (в сборе). При такой обработке концов, даже если линия реза будет не перпендикулярна спинке пилы, ее концы все равно состыкуются так, как положено, и ровность полотна после сварки будет обеспечена.
Зачистка. Концы пилы очищаются от загрязнений и обезжириваются ацетоном или спиртом. Соединяемые кромки зачищаются абразивом. Они должны быть ровными, без заусенцев.
Установка полотна в аппарат. Подготовленная пила устанавливается в зажимной механизм (один конец в неподвижный зажим, другой — в подвижный) таким образом, чтобы ее кромки встречались посредине свободного пространства между зажимами. При этом должно быть обеспечено их полное совпадение.
Соответствующими управляющими ручками устанавливаются усилие и ход осадки, режим сварки. Все эти параметры зависят от размеров свариваемых пил. Чем больше сечение пилы, тем больший требуется сварочный ток и более высокое усилие осадки.
В инструкциях к сварочным аппаратам имеются таблицы, содержащие все необходимые установки в зависимости от размера свариваемой пилы. Часто режимы сварки задаются без указания конкретного значения сварочного тока и напряжения. Для сварки определенной пилы необходимо просто установить управляющую рукоятку в определенное положение (I, II или III, например).
Сварка. Процесс сварки включается нажатием кнопки или поворотом рукоятки. При этом осуществляется подведение тока к зажимам, а от них к концам пилы, в результате чего происходит расплавление металла в зоне стыка. Под действием пружины подвижный зажим начинает смещаться в сторону неподвижного на величину хода осадки, в результате чего в зоне стыка образуется сварной валик, соединяющий концы пилы.
Кроме значения силы тока, важнейшим параметром является время подачи токового импульса. Сварочные аппараты, имеющие автоматический режим сварки, отключают подачу тока по прошествии определенного времени (обычно 1-2 сек). При работе на машинах, не имеющих автоматического режима, время сварки должно контролироваться оператором.
Вся сложность сварки ленточных пил заключается в различии размеров их полотен и материалов, из которых они сделаны. Поэтому нередко после первой сварки, закончившейся неудовлетворительно, сварщик вынужден экспериментально подбирать подходящие режимы. Это лучше делать на ненужных обрезках полотна. После того, как оптимальный режим будет подобран, желательно записать его параметры, чтобы можно было применять правильный режим для всех пил с такими же параметрами.
Очень важно содержать в чистоте поверхности электродов, контактирующие с пилой. Наличие между полотном и электродами посторонних веществ увеличивает сопротивление цепи и нарушает режим сварки.
Отжиг. Отжиг необходим для того, чтобы металл, приобретший повышенную твердость и хрупкость в результате сварки, возвратил свою исходную (или близкую к ней) структуру, т.е. снова стал пластичным и вязким. Отжиг производится в тех же зажимах, что и сварка, но при отсутствии усилия осадки и в другом токовом режиме.
Разогрев до температуры отжига (около 600°C) и медленное охлаждение иногда осуществляется нажатием, удержанием и отпусканием кнопки, подающей ток отжига на электроды, при этом для замедления охлаждения периодически нажимается кнопка подачи тока отжига. Если аппарат не оснащен пирометром, температуру контролируют по цвету металла — при выходе на температуру отжига он должен быть вишнево-красным. Нельзя разогревать до оранжевого или желтого цвета, свидетельствующего о более высокой температуре. Постепенное охлаждение во время отжига может длиться около 3-5 минут. Некоторые полотна требуют двух циклов отжига. Иногда сварку и отжиг совмещают в один процесс, увеличивая время охлаждения шва после сварки периодическими включениями подогревающего тока.
Зачистка полотна. При зачистке с полотна должен быть удален наплыв в зоне сварного шва и придана правильная геометрия межзубовой впадине в месте соединения. Зачищать можно практически любым абразивным инструментом. Главное, чтобы обработанная поверхность получилась ровной и заподлицо с соседними областями. При зачистке круг нужно направлять вдоль шва, а не поперек его.
Контроль качества сварки и отжига. При сварке ленточных пил могут иметь место следующие дефекты.
- Сваренные кромки полотна оказываются смещенными друг относительно друга (поверхности концов полотна находятся не в одной плоскости). Это бывает при слишком большом ходе осадки или недостаточной силе тока.
- Выброс расплава на поверхность полотна. Наблюдается при слишком большом токе.
- Непровары. Случаются из-за низкого давления и малого хода осадки или слишком малого тока.
В качественно сваренных пилах сварной шов должен выступать над поверхностью полотна не менее 1,5 мм.
Качество отжига можно проверить следующим образом — согнуть полотно по окружности с радиусом изгиба 20-25 см и посмотреть на его поведение. Если дуга изгиба близка по форме к окружности, и шов не трескается, значит, сварка и отжиг проведены хорошо. Если изогнутое полотно принимает V-образную форму, значит, металл в зоне сварки получился слишком мягким из-за чрезмерного отжига. Возникновение в зоне сварки трещин говорит о недостаточном отжиге (слишком быстром охлаждении).
Пайка ленточных пил
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
Но возможны более простые варианты сделанные своими руками.
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
Сварка и пайка ленточных пил: как сделать все правильно своими руками?
Ленточная пила — специальное неразъемное замкнутое полотно с зубьями, предназначенное для распиловки металлических, деревянных изделий на специальных станках. При работе иногда происходит их разрыв в результате повышенной нагрузки. После чего пила — хоть на выброс. Но если она не изношена, можно попробовать починить своими руками. 

Сварка ленточных пил
Ленточное полотно в работе испытывает высокие нагрузки, которые иногда ее рвут. Ремонт кажется незамысловатым. Вся сложность заключается в качестве соединения. Шов должен выдерживать те же нагрузки, что и само изделие, подвергающееся изгибающим и растягивающим нагрузкам.
Оптимальным вариантом станет сварка полотна. Надежно соединить его можно с помощью специального аппарата для сварки ленточных пил. Он варит пилу встык, после чего ее характеристики не ухудшаются. Ручной контактной сваркой такую работу произвести невозможно.
Простейший аппарат требует нескольких этапов подготовительных работ:
- Разрезка полотна. Для этого используем гильотину — она дает наиболее ровный срез. Его располагаем на вершине зубцов, оставляя 1-2 мм на осадку. Концы лучше обрабатывать одновременно, складывая полотно, для ровной обработки.
- После реза концы обязательно зачищаются и обезжириваются любым растворителем.
- Установить концы пилы в зажим, попав в промежуток между подвижной и неподвижной частью конструкции. Стык должен получиться ровным и точным.
- Для сварки настроим режим аппарата. Ручная настройка подбирается в зависимости от толщины металла и скорости подачи импульса тока. Это необходимо для предотвращения перегрева материала.
- После нагрева подвижный зажим немного смещается для образования сварного валика.
- В результате сварки место нагрева становится жестким и хрупким. Вернуть ему былую форму поможет отжиг, после чего пластичность возвращается. Для отжига не обязательно доставать полотно из зажима — просто измените режим подачи тока и добейтесь разогрева металла до 600 градусов. Дорогие аппараты делают это автоматически. Полотно при нагреве становится вишневым. Не перегревайте до желтого и оранжевого цвета. Отжиг выполняется дважды с остыванием в течение 5 минут.
- От образовавшихся наплывов поможет повторная зачистка любым абразивом.
- Контроль качества сварки обязателен. Необходимо согнуть полотно с диаметром окружности 25 см. Изгиб должен быть круглым . После сгибания на месте сварки не должно оставаться трещин. Их появление говорит о некачественном отжиге
Пайка ленточных пил
В отсутствие аппарата для сварки ленту полотна пильного станка паяют. Для этого ее обезжиривают, газовой горелкой подогревают концы полотна и проводят следующие операции — наносят флюс и расплавляют его той же горелкой, соединяя диффузией с куском латуни:
- Наложим кусочек латуни на конец полотна, плавим его в пламени горелки — при расплаве сталь пилы диффудирует с расплавом латуни на атомарном уровне. В качестве флюса используем буру или специальный флюс ПВ209Х.
- Сооружаем специальное приспособление, похожее на подвижные и неподвижные зажимы станка для сварки пил.
- Закрепляем концы и наносим флюс на оба конца.
- Выравниваем концы ленты внакладку на 2 зуба, выравниваем.
- Кусочек латуни вставляем между полотнами и нагреваем это место горелкой.
- По мере образования расплава соединяем полотна.
- Ждем полного самостоятельного остывания.
- Шлифуем место соединения до момента «хватит — уже ровно».
Температура плавления латуни составляет около 900 градусов. Половинки разогреваются именно до такой температуры. Вместо латуни можно использовать серебряные припои с температурой плавления более 900 градусов.
Соединение внакладку проще, но обработать место пайки до нужной толщины сложнее. Этот метод подходит лишь при невозможности использования специального оборудования для сварки.
Как сварить ленточную пилу
Ленточные пилы, как по дереву, так и по металлу изготовляются из режущего полотна, соединённого в кольцо. Поскольку во время работы они подвергаются циклическим нагрузкам на растягивание и изгиб место соединения по прочности в идеале не должно уступать материалу полотна. Поэтому для сварки ленточных плит используется специальное оборудование.
Аппараты для сварки ленточных пил
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки. В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.


Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.


Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.


Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Заключение
Как следует из статьи освоить сварку пил несложно, особенно с помощью специализированных станков. Для качественного соединения необязательно иметь дорогостоящий станок. Дешёвые модели вполне успешно справляются с этой задачей, хотя с меньшей производительностью. В экстренных случаях можно обойтись вообще без оборудования, используя ручное сваривание и пайку.