Как убрать гравировку с металла?
Как убрать гравировку с часов
В этой статье мы попросили мастера ответить на вопрос: «Как убрать гравировку с часов?», а также дать полезные рекомендации по теме. Что из этого получилось, читайте далее.
Собственно, нигде ответ не был найден. Кто-нибудь убирал новодельную глубокую лазерную гравировку или клейма на своих макетах или СХП в «ноль»? Может есть материал, выполняющий функции шпаклевки? То бишь, не просто закрасить, а сделать поверхность гладкую с восстановлением родного цвета покрытия(воронение, оксидирование или покраска нигрозином).
Шлифовка металла не рассматривается.
Заранее спасибо.
quote: если поверхность крашеная то залить углубления ювелирной эмалью сверху покрасить
Вот это интересно, спасибо!
Есть ли еще какие-нибудь компоненты, чтобы залить углубления, например на эпоксидной основе? (более доступные и недорогие)
Давайте не будем гадать. Покажите фото, что требуется скрыть. Подумаем.
quote: Давайте не будем гадать. Покажите фото, что требуется скрыть. Подумаем.
Да все просто, у товарища имеется обычный ВПО-925 от Молота, крашенный нигрозином, у которого на правой стороне ствольной коробки имеются не аутентичные надписи и клейма типа «сделано в России», «ВПО-925», эмблема Молота. На левой стороне так же имеются клейма «ГИС», новодельный номер, год выпуска. Шлифовать не хочется.
В связи с невозможностью сделать фото именно на его экземпляре, приведу пример, взятый у комрада superpnevmat из его темы о продаже.
По сути, все то же самое.
Тема создана для того, чтобы найти идею по «затирке» этих надписей, а не об их сошлифовке или просто закраске а-ля «почти не видно».
Если убирать местно, то все равно будет виден переход и разница в покраске.
Шлифануть, отпескоструить либо протравить кислотой до матового состояния, все перекрасить.
Во у вас тут заморочки. Хрен их выведешь без серьезной работы. Овчинка выделки не стоит.
quote: Хрен их выведешь без серьезной работы. Овчинка выделки не стоит.
Возможно, Вы правы.
Ну убрать так или иначе можно. А вот новые надписи и клейма копийно как сделать? Кто-то на форуме делал и очень здорово. Не могу найти. Может, у кого в закладках сохранилось?
Без шлифовки и перекраски не обойтись.В разделе продажи запчастей камрад продает краску и лак для калашматов
Для выведения корродированных поверхностей на СКС, третьей категории, думал залить каверны оловом с дальнейшей полировкой и выведением геометрии в ноль!
Так же можно и с лазерными надписями и расчистить(восстановить) потом легко.
Шлифуете совсем чучуть, обезжириваете, затем паяльной кислотой запаиваете и шлифуете лишнее. Затем подкрашиваете черной матовой краской и переходов никаких не будет.
quote: Originally posted by Zepp_Led:
сделать поверхность гладкую с восстановлением родного цвета покрытия(воронение, оксидирование или покраска нигрозином).
Вопрос, КМК, только в этом, как воссоздать цвет нигрозина, чтобы не было перехода цвета. А зашлифовать и выравнять — нет проблем.
quote: затем паяльной кислотой запаиваете
Не паяльной кислотой запаиваете, а С паяльной кислотой запаиваете ОЛОВОМ!
quote: Изначально написано Marsianin3:
Не паяльной кислотой запаиваете, а С паяльной кислотой запаиваете ОЛОВОМ!
Я это и имел в виду! Только выразился не так подробно.
quote: Originally posted by Zepp_Led:
Может есть материал, выполняющий функции шпаклевки?
Супер клей в помощь. Матирование иголкой.
——————
Если оружие лежит дальше вытянутой руки- считай ,что его у тебя нет.
ТС а зачем это делать,по ГОСТу должны присутствовать нестираемые надписи индивидуальные номер и принадлежности к списанному оружию — это и сделано на заводе. Если они выделяются на фоне краски — цвет металла, можно закрасить или зачернить (клевером например), а удалять их совсем ИМХО в корне неверно.
quote: ,по ГОСТу должны присутствовать нестираемые надписи
Они нужны производителю. Владельцу до лампочки эта писанина. Тем более на СХП.
quote: Изначально написано schmidt:
Они нужны производителю. Владельцу до лампочки эта писанина. Тем более на СХП.
думается мне, что ровно до тех пор, пока схп не попадет на экспертизу.
И? Экспертиза покажет, что изделие заводское и называется так-то. В связи с активной эксплуатацией маркировка не сохранилась, увы. И вернут.
На некоторых изделиях хохлома вообще убрана в малодоступные места. В добавок, на всех ОЧ выбивается клеймо «СО». Так что, поверхностная писанина — так ещё грамота. Хотя, при виде автоматов от КК СП будет проще убедиться в их законности, нежели вертя в руках ТОЗовский укорот, который ну совсем ничем не отличает от того, что лежит у него на заднем сиденье.
напишите мне в личку свою задачу
Делается наварка металла на места гравировки. Затем делается отпуск места сварки,так как сварка получается закалённой а основной металл нет. Если этого не сделать зашлифовать в единое целое не получится. После шлифовки заного покрываем краской.
quote: Originally posted by topas:
А зачем шлифовать?
Это ж «Стейнлесс стил» настоящий! Да еще для «тех, кто не в теме» написано, что «складной нож»!
Скока ему цена, чтобы так морочится?!
Да в том и прелесть, что на недорогом ножике попробовать что то сделать самому.
Испортить сложно, да и досадно не будет, если что.
А на «кастом» не у каждого рука поднимется. Да и не у всех есть.
Санремки — вполне рабочие ножики. Годные для использования. Почему бы не заморочиться?
Кто то тут лазерную гравировку на 710 делал, весьма симпатично получилось. Для недорого сувенира на память — очень даже.
И что значит «Стейнлесс настоящий»? Да, 8Cr13MoV это не s30v, но и не общеизвестный пластилин из палаток. Хотя плашки думаю из 420. Некритично впрочем. Нормальная железка за свои деньги.
Мне вот сегодня пришла Спайдерка стоимостью как раз 10 таких китайцев.
И что? Спуски разной ширины, пятка клинка необработана, края дырки неаккуратные, насечка на обухе непонятно чем сделана, РК намного толще чем у этого SRM.
Самое удивительное, что мы как-то постепенно стали нормально относиться к косякам на брэндовых ножах. Мне вот не в падлу было мини-Скирмиш и мини-Дежавю тюнинговать, потому что они в закрытом положении ни хрена не держали клинок.
И например, сегодняшняя Спайдерка мне очень нравится, несмотря ни на что. Просто «вот такие у нее недостатки», как у всех японских Спайдерок.
В ходе эксплуатации наручных часов их циферблат со временем тускнеет, а на поверхности стекла возникают дефекты. Существует несколько способов, которые позволяют вернуть изделию изначальный привлекательный вид. Давайте же выясним, как отполировать стекло на часах, устранить потертости и царапины.
Лучше всего поддается обработке дешевый органический материал. Немного больше придется повозиться с натуральным стеклом, которое отличается большей жесткостью по сравнению с предыдущим вариантом. В случае с сапфировыми основами нужно будет работать максимально аккуратно, по причине их склонности к растрескиванию при контакте с твердыми поверхностями.
Как отполировать царапины на стекле часов? Для этого потребуются следующие материалы:
- зубная паста;
- специальная паста для полировки ГОИ;
- вата;
- спирт;
- минеральное масло;
- отрезки сукна различной толщины;
- полировочный круг;
- шлифовальная машинка.
Как отполировать стекло на часах при наличии мелких царапин? Для начала незначительное количество зубной пасты наносится на подготовленный кусочек ваты. Использовать также можно отрезок тонкого сукна либо фетровую тряпочку, что предназначена для протирки оптики.
Стекло укладывается на ровную, твердую поверхность. Легкими плавными движениями в одном направлении, практически без надавливания, выполняется полировка изделия.
Как только дефекты исчезнут со стекла, последнее протирается от следов зубной пасты чистым, увлажненным водой ватным тампоном. Если полировка не позволила устранить все царапины и потертости, стоит повторить процедуру еще несколько раз.
Представленный метод эффективен при полировке органического стекла. Подходит он и для устранения дефектов с поверхности пластиковых часов. Однако прибегать к нему нерационально для обработки сапфирового стекла, которое поддается полировке лишь достаточно грубыми способами.
Работа выполняется в такой последовательности:
- Стекло удаляется из корпуса часов и деликатно протирается от загрязнений ватным тампоном, увлажненным спиртовым раствором.
- На шлифовальную машинку устанавливается полировочный круг. Последний обрабатывается пастой ГОИ малой зернистости, после чего запускается на низких оборотах.
- Стекло слегка прижимается к кругу. Выполняется полировка по направлению от краев изделия к его центральной части.
- Как только со стекла исчезнут потертости, на отрезок сукна наносится незначительное количество минерального масла. С помощью круговых движений в одном направлении выполняется финишная полировка, которая дает возможность добиться полной прозрачности изделия.
- В завершение остатки минерального масла убираются ватным тампоном, увлажненным спиртом.
Как и в предыдущем случае, стекло предварительно удаляется из корпуса часов. Паста ГОИ крупной зернистости наносится на предварительно увлажненный ватный тампон. Далее выполняется полировка стекла круговыми движениями на протяжении нескольких минут. В завершение изделие протирается сукном, смоченным в спирте.
Если на поверхности сапфирового стекла имеются крупные царапины, процедура осуществляется с применением полировочного круга на шлифовальной машинке. Чтобы не повредить изделие, в процессе работы нужно сохранять бдительность, выполняя деликатную обработку поверхностей.
Некоторые сапфировые стекла наручных часов содержат антибликовое покрытие. В таком случае не рекомендуется прибегать к его самостоятельной обработке. Для устранения дефектов в подобной ситуации лучше сдать часы в мастерскую.
Вот мы и рассмотрели, как отполировать стекло на часах при наличии повреждений различной сложности. Как видно, такая работа может быть запросто выполнена в домашних условиях. Главное – наличие необходимых материалов и специальных средств для полировки, а также внимательное отношение к задаче.
Возможно у Вас есть свои мнения на тему «Как убрать гравировку с часов»? Напишите об этом в комментариях. 
ВСЯГРАВИРОВКА


ПродукцияБейджи
гардеробные номерки
шильды, наклейки
панели приборов
пакеты ПВД
упаковка
Наградная продукциядипломы и плакетки
призы из стекла
призы из акрила
нестандартные призы
Наградные вымпелы
Грамоты
Полиграфиявизитки
листовки, бланки
открытки, приглашения
буклеты
брошюры
грамоты, дипломы
бумажные пакеты
календари
блокноты
папки
Сувенирная продукцияручки пластиковые и металлические
ежедневники, планинги, визитницы
термосы, кружки
флэшки
брелоки
антистрессы
Текстильфутболки, майки, поло
ветровки, куртки
бейсболки, кепки, козырьки
банданы, платки
зонты
спецодежда, фартуки
пледы
Новости
- Акция! Скидки на комплексные заказы.
- Бейджи с заливкой смолой
- Ежедневники из кожи Malaga
Статьи
Гравировка и чернение. FAQ
Гравировка и чернение. FAQ.
Данная статья будет интересна, кто не очень знаком с процессом лазерной гравировки и последующим чернением гравировки. В основном это касается менеджеров РА и посредников, начинающим гравировщикам, так как чаще всего у них стоит задача грамотно объяснить своим клиентам, как будет выглядеть лазерная гравировка на той или иной поверхности или сувенире. И про чернение то же самое, нужно не нужно, можно ли сделать, как будет выглядеть.
Здесь будут рассмотрены вопросы гравировки и чернения исключительно по металлу, так как по остальным материалам чернение после гравировки либо не возможно, либо редко необходимо.
Сначала про гравировку на металле, чтобы понимать, стоит ли делать чернение по гравировке.
Гравировку можно разделить на два основных вида:
1) Лазерная гравировка по “чистому” металлу, без краски, лака и т.п. – проще говоря, лазерный луч по заданному макету нарушает поверхность металла, при этом делая поверхность металла шероховатой и меняя её. Цвет гравировки зависит от того какой металл гравируем:
— на алюминии чаще всего гравировка получается белой или серой
— на нержавейке и латуни – серой, темно серой или коричневой
— другие металлы и сплавы, тогда по внешнему виду сложно угадать, что получиться, чаще всего, даже при нашем огромном опыте, мы рекомендуем делать образец.
Примеры гравировки без чернения.








2) Лазерная гравировка по металлу с покрытием (анодированным, лаковым, лакокрасочным) – лазерный луч снимает покрытие с поверхности до металла (основания) иногда тоже делая шероховатой поверхность металла (основания) под краской, а иногда получается почти глянец. Цвет гравировки зависит от того какой металл под покрытием:
— если алюминий или нержавейка — гравировка получается белой, серой или серебристой,
— если латунь – жёлтой или золотой.
Стоит знать, что цвет гравировки зависит от качества металла-основания, бывали случаи, когда из за некачественного основания гравировка получалась неравномерного цвета, пятнистой, или просто не яркого золотого или серебряного цвета, а тёмной.
Примеры гравировки по металлу с покрытием.











Итак, теперь про гравировку с чернением.
Есть три способа чернения:
1) чернение лазером – это когда ставятся мощные параметры на гравировку, и на большинстве металлов можно таким способом добиться практически чёрной гравировки. Из плюсов – конечно, такое чернение не стирается. Из минусов — с коммерческой точки зрения этот способ весьма не конкурентный, так как по времени может быть в 5-10 раз дольше обычной гравировки, что по идее должно так же отражаться на цене в сторону увеличения.
2) чернение с помощью химических реактивов – они окисляют металл, и он темнеет, чернеет. Из плюсов этой технологии – такое чернение не стирается. Из минусов:
— нельзя чернить «чистый» металл, так как этот процесс носит стихийный, а не выборочный характер и чернит весь металл и с гравировкой и без,
— так как это, по сути, химическое травление, то это достаточно мощный и часто сложно контролируемый процесс, бывает при некачественном покрытии (чаще всего лако-красочном) процесс окисления металла не останавливается на границе гравировки и краски, а продолжает, происходить и под краской тоже, конечно далеко он не заходит, но края краски вокруг гравировки он разрушает, получаются сколы, расслоение краски
— есть сплавы, которые травление практически не чернит
— достаточно долгий процесс
— вредный для здоровья людей осуществляющих процесс чернения, для конечных пользователей продукции – безвреден.
3) чернение копиркой (тонера) – самый простой и чаще всего применяемый в гравировке, в том числе и нами.
Технология проста — мелкие частицы тонера втираются в гравировку, и остаются на ней за счёт того что поверхность металла после гравировки имеет шероховатую поверхность. Из плюсов:
— можно чернить только гравировку, не затрагивая остальной металл или покрытие вокруг гравировки
— делается в разы быстрее химтравления и чернения лазером
— безвреден в отличии химтравления (для людей, которые это делают).
— со временем вытирается при использовании продукции, конкретный срок службы трудно определить, зависит от:
— металла из чего сделана продукция, так как на разных металлах лазер делает разную шероховатость, за счёт которой и держится тонер
— от условий эксплуатации (особо любопытные и настырные стирают чернение пальцем, ногтем, шероховатой тряпкой за несколько минут).
 |
 |
 |
 |
 |
|
 |
 |
Так же про гравировку стоит знать (случаи из нашего многолетнего опыта):
1) Некоторые китайские (и не китайские) производители при изготовлении брелоков, ручек и прочей сувенирной продукции используют дешёвые металлы типа силумин и прочие сплавы, которым придают презентабельный глянцевый вид, нанося тонкое металлическое напыление «под» глянцевое или матовое серебро или золото. Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
2) Часто встречающаяся ошибка производителей сувенирной продукции, особо часто встречается на ручках – если ручка крашенная (черная, синяя, красная, не важно) и имеет серебряную фурнитуру (клип, колечки, кнопку) – но гравировка на ней (на крашеной части) получается желтой или золотой из-за того, что под краской металл жёлтый, чаше всего латунь. Если красные, синие, зелёные ручки ещё можно потом зачернить, то на чёрных ручках вряд ли что исправить, так как гравировка после чернения сольётся с чёрнымкорпусом и будет не видна.
Гравировка на фарфоре


Нанесение надписи или изображения на фарфоровой посуде — ремесло, которое появилось много столетий назад и до сих пор не утратило своей актуальности. При помощи гравировки на фарфоре можно изготовить именной подарок или сувенир, и с течением времени он будет только увеличивать свою ценность. Такие изделия подходят как для личных коллекций с историей семьи, так и для профессиональных коллекционеров.
Техника выполнения
Технология была заимствована из ювелирной отрасли, а также – из техник обработки по металлу, которые применяли оружейники для декора мечей, сабель и прочих доспехов.
Для тех, кто только начинает свой путь в коллекционировании таких изделий, необходимо научиться понимать разницу между обычной росписью и нанесением гравировки. Роспись выполняется намного проще, но при этом она недолговечна. Реальная стоимость таких работ намного меньше, а новички, которые не видят различий, могут ошибиться и заплатить за рисунок дороже его реальной стоимости.


При гравировании присутствует обязательный этап – резание или нанесение насечек с повреждением глазури. Гравировка может быть выпуклой с определённым рельефом или углублённой. Таким образом могут выполнять рисунки, эмблемы, вензеля, орнаменты, подписи и любые другие изображения.
Чтобы сделать гравировку на фарфоре, необходимо специальное оборудование. Основной инструмент – резец. Он может быть в виде бора или фреза, штихеля, пуансона и т.д. В современной гравировке роль резца чаще всего выполняет лазер. Таким методом можно осуществлять обширные работы по конвейерному принципу, поэтому современное гравирование на фарфоре намного уступает в цене работам мастеров, которые занимаются этим по классическим технологиям. Даже сложные гравюры легко переносятся на посуду или фарфоровые изделия с любым рельефом благодаря специальным компьютерным программам.
Нанесение рисунка или надписи на фарфоре требует особого подхода. Это связано с тем, что у материала низкая пористость по сравнению, например, с фаянсом, и небольшое водопоглощение.

Варианты
Для коллекций чаще всего востребованы такие изделия:
- Посуда. Это не только блюдца, тарелки или чашки, но и большие блюда или подносы. На крупных предметах гравюра традиционно размещается по центру или в левом верхнем углу. Чашки могут быть украшены вдоль верхнего круга внутри или снаружи, на дне. Иногда надпись спрятана от глаз, например, на донышке с обратной стороны.
- Вазы. Эти предметы гравируются в тех местах, где рельеф наиболее гладкий, без сильных перепадов.
- Скульптуры. Именно их в первую очередь начали гравировать мастера, поэтому в коллекциях они представляют наибольшую ценность за счёт срока давности. Место выбирается таким образом, чтобы гравюра выглядела уместно и аккуратно.
- Часы. Это могут быть настенные часы или часы в корпусе. Особенно ценятся экземпляры германских часовщиков.
- Фарфоровые кулоны. Были ценным подарком дамам высокого происхождения к знаменательным событиям. Иногда выполнялись в форме медальонов. Эти фолианты есть только в частных коллекциях.
Для изделий, которые готовят на подарок или в качестве сувенира, выбирают такие варианты:
- надпись на предметах сервиза;
- монограмма – первые буквы имени и фамилии владельца, чаще всего закруглённые, переплетённые;
- корпоративная атрибутика с логотипом фирмы – всё больше набирает обороты в последнее время.

Восстановление после реставрации
Антикварные предметы после поломок или повреждений на отдельных участках нередко подвергаются реставрации или полномасштабному ремонту. Выполняют тонирование на месте нанесения гравировки, если она попала в область восстановления. Подобная реставрация должна проводиться мастерами высшего класса, способными подобрать такие средства, чтобы оригинал не отличался от зоны поломки. Места склеек или наращивания не должны выделяться на основном фоне оригинала, поскольку это может существенно ударить по стоимости коллекционного экземпляра.
Разновидности
Для коллекционеров, приступающих к скупке гравировки на фарфоре, или для тех людей, которые хотят заказать такое изделие себе или на подарок, важно знать особенности разновидностей этих работ. Дело в том, что не все из них применимы для фарфоровых изделий. Например, гравирование с протравливанием кислотой подходит только для металла. Алмазная гравюра тоже не используется для керамики. Она применяется для нанесения изображений на стекле и зеркалах.
Лазерная
Именно эта технология сейчас встречается в подавляющем числе гравёрных мастерских. Для выполнения приобретают углекислотные лазерные системы, которые дают изображение высокого разрешения. Это позволяет наносить гравировку любого уровня сложности с огромной точностью. Возможно изображать мельчайшие детали и миниатюрные буквы.
Лазерная гравировка даёт возможность обрабатывать фарфор бесконтактно, закрепив единицу в держателе. Это избавляет от риска повреждения посуды с максимально бережным нанесением.

Основные преимущества гравировки на углекислотном лазере:
- высокая точность маркировки;
- разрешение до 1200 точек на дюйм;
- возможность использования без фиксации изделия в последних модификациях;
- скорость при нанесении большеформатных гравюр;
- вариабельность контрастности в зависимости от мощности аппарата.
При этом стоимость лазерного нанесения по фарфору намного ниже, чем ручного, а качество таких рисунков будет выше. Цена остаётся стабильной, ведь износа оборудования в ходе работы нет, смена деталей и ремонт необходимы чрезвычайно редко. К тому же при эксплуатации не появляется стружка, и уборка в обычных масштабах не нужна.
Ручная
Технология ручной гравировки по фарфору доступна только настоящим мастерам. В первую очередь это связано с капризностью и сложностью материала. Только приобретя значительный опыт, специалист может выполнять работу разного уровня сложности. Таких мастеров – единицы, и найти их можно не в каждом городе. Важно не испортить изделие, а придать ему изящество. Специалист даст совет по месторасположению гравюры, размеру и цветовой гамме.

Очень важно не спутать гравирование с обычным нанесением надписей в технике рисования. Надписи серебристой или золотой краской без насечек очень быстро теряют цвет, могут тускнеть, слущиваться. Уже через несколько лет такое изделие выглядит неопрятно и теряет свою ценность. Чтобы посуда осталась эффектной даже через десятилетия, нужно обратить внимание на технику выполнения. Не последним фактором является цена: гравировка не может быть дешёвой, так как мастер проходит длительное обучение в процессе становления.
Ручная техника по фарфору выполняется двумя методами:
- с помощью бормашины – она позволяет вырезать тонкие линии;
- с помощью серебряного стержня – для полос стального цвета.
На первом этапе в верхнем слое глазури вырезанием делают эскиз. Толщина насечек должна быть такой, чтобы краска, которую будут наносить, проникала до пористой структуры фарфора. Именно туда ложится пигмент.

В полученный рельеф наносят краску. Традиционно используют серебристые и золотистые пигменты. Все классические изделия выполняют в этой палитре на белом фоне. На цветном участке наносят только некоторые маркировки, отличительные знаки именитых фарфоровых мастеров и пр.
Один из параметров, на котором всегда акцентируют внимание – скорость выполнения таких заказов. Специалисты рекомендуют не гнаться за быстротой исполнения, так как качественная работа не терпит суеты и торопливости.
Важные моменты
При покупке начинающим коллекционерам нужно обращать внимание на то, чтобы надпись была оригинальной. В первую очередь следует просмотреть шрифт, так как гравировка на поверку может оказаться обычной надписью. Дать оценку подлинности может только специалист. Он проведёт сличение оригинала с имеющимся экземпляром, ведь иногда авторскую надпись полностью копируют. Именно мастер скажет, действительно ли изображение нанесено в тот период, которым датируется. Подделки иногда касаются сувенирной продукции, подаренной известным людям, особенно – советского периода.

Удаление гравировки
Бывает так, что нанесённая надпись удешевляет предмет из коллекции. Она может быть выполнена некрасиво или расположена таким образом, что портит внешний вид. В таких случаях владелец может убрать гравировку.
Важно понимать, что этот процесс непростой, так как пигмент попал под глазурь и заполнил поры фарфора. В первую очередь нужно обратить внимание на цвет. Серебристые наносились при помощи алюминиевых насадок на бормашину, а золотые – насадками из сложных сплавов. Алюминий – более мягкий металл, поэтому можно попытаться вывести такие гравировки. С золотистыми, увы, не справиться самостоятельно. Дело в том, что после восстановления толщина глазури, сила блеска и оттенок фарфора могут не совпадать с фоном, а это снизит стоимость изделия.

Иногда серебристые надписи из-под алюминиевых насадок можно удалить составами для удаления ржавчины с сантехнической керамики, среди компонентов которых есть соляная кислота. Советуют применять ватные палочки, чтобы область нанесения была точечной. Рекомендуется предварительно опробовать способ на маленьком участке. Наносить состав необходимо несколько раз, оставляя на 30 минут, после чего протирать шершавой стороной губки для посуды. Иногда достаточно 3 нанесений, но в отдельных случаях жидкость должна работать 5-7 раз.
Все манипуляции обязательно проводить в резиновых перчатках. Брать голыми руками использованные ватные палочки нельзя.
Любые химикаты могут вызвать изменение цвета фарфора, поэтому для восстановления рекомендуется отдать изделие высококвалифицированному специалисту.
Заливка цветом после глубокого гравирования


Заливка цветом после глубокого гравирования
Описание типов заливки цветом после глубокого гравирования
Заливка цветом — термин, используемый в промышленном гравировании для описания множества методов, используемых для добавления окраски или повышения контраста по отношению к гравированному узору. Даже при том, что существует широкое разнообразие гравируемых материалов, с множеством цветов, толщин и отделок, часто случается, что нужно придать цвет гравированному узору, чтобы выделить его или улучшить вид изделия в целом.
Оксидирование
Есть три основных процесса или варианта применения, которые подпадают под категорию заливки цветом. Наиболее часто встречающийся процесс, используемый для чернения гравюры, выполненной на латуни или алюминии, фактически является процессом окисления, выполняемым с применением слабой кислоты, которая при контакте чернит металл, на который она нанесена. Так как процесс оксидирования не является селективным в отношении места обработки, он может использоваться только на металлах, на которых есть некоторое покрытие, которое удаляется в процессе гравирования. Например, широко используемая в этой сфере торговая латунь покрывается лаком или некоторыми другими видами покрытия с длительным сроком службы. Алюминий может быть покрыт таким же образом или может быть анодирован. Анодирование – это электрохимический процесс, который создает непроницаемое покрытие на поверхности металла и предотвращает его естественное окисление. Когда мы удаляем любое из этих покрытий алмазным гравером, выглаживающим инструментом или вращающимся режущим инструментом, поверхности, на которые попал окисляющий раствор, могут начерниться, а на остальной части пластины этого не произойдет.
Имеются окислители как для латуни, так и для алюминия. Они вполне эффективны, и следует учитывать только то, насколько они свежие и не содержат загрязняющих веществ. Хотя большинство окислителей поставляется с мягкой кистью, последняя, возможно, является не лучшим способом нанесения, поскольку в этом случае приходится постоянно макать испачканную кисть в раствор. Лучший метод состоит в использовании ватных аппликаторов (палочек), выбрасываемых после каждого использования. Столь же важно, чтобы гравируемое изображение было чистым и не имело масляных (жировых) загрязнений, даже отпечатков пальцев. Так как оголённый металл испытывает естественное окисление под действием атмосферного воздуха, целесообразно выполнить его окисление сразу после выполнения гравировки, чтобы эффект окисления был полным. Нанесите окислитель тщательно на все гравированное изображение. Это иногда помогает фактически «очистить» его, вставляя аппликатор в каждую букву. Пусть гравюра потемнеет, и когда желательный результат будет достигнут, промойте пластину водой. Промывание разбавит кислоту и остановит процесс окисления. Если окислитель оставить на слишком долгое время, то процесс окисления продолжится, а почерневшие области могут стать серого и белого как мел цвета, вплоть до появления шелушения на гравировке. После промывания осторожно промокните пластину тканью или бумажным полотенцем – но не вытирайте ее, поскольку существует возможность стереть черную окраску с букв. После того, как пластина высохнет, можно выполнить конечную очистку. Если какие-либо области оказались не окисленными, можно повторить процесс заново. Оксидированное гравированное изображение склонно к матовости и понижению блеска. Можно улучшить его внешний вид, нанеся на пластину силикон, распыляемые смазки или даже средство для полировки мебели. Однако хотя эти методы позволяют увеличить степень черноты и добавить надписи блеска, результаты их применения обычно за относительно короткое время уменьшаются.
Красящий карандаш
Реально качественная заливка цветом, когда заполняющий материал наносится на гравированное изображение, может быть сделана только для вращающихся гравированных пластин с достаточной глубиной и обычно выполняется краской или красящим карандашом. Красящий карандаш похож на большой мелок, может иметь множество различных цветов, и прост в использовании. Сначала соскоблите конец карандаша с помощью ножа или лезвия, чтобы удалить образовавшийся наружный слой. Затем потрите стержень вперед-назад по гравированному изображению, пока буквы не заполнятся краской, а затем вытрите излишек тканью или бумажным полотенцем. На некоторых поверхностях красящий карандаш оставит масляный остаток, который может окрасить всю поверхность пластины. Иногда для удаления этой пленки эффективны спирт или растворитель, но самый легкий способ полной очистки шаблона состоит в том, чтобы оставить его на ночь для высыхания, а затем вымыть, используя теплую воду и неабразивный очиститель. Хотя данный метод заливки цветом легок в применении и дает достаточно долговечный результат, получаемое покрытие никогда не получается полностью отвердевшим и не обеспечивает такой гладкий и блестящий вид, как краска.
Заливка краской
Заливка краской, хотя она и выполняется несколько труднее, чем другие методы, обеспечивает самый широкий выбор вариантов с точки зрения материалов, цвета и вариантов применения. Для металлов и жестких пластиков (фенольных и акриловых полимеров) лучше использовать быстросохнущую масляную эмаль для заливки и уайтспирит для операции очистки. На мягкой пластмассе, такой как гибкая пленка для гравирования и другие материалы, на которые могут негативно воздействовать щелочные растворители, используется латекс или акриловые краски, а также вода или спирт для очистки. За исключением этих особенностей, процедура по существу одинакова для обоих видов пластмасс. При работе с краской также потребуется недорогая щетка, старая телефонная книга и несколько листов твердой бумаги или картона (размером и весом с визитную карточку).
Гравированное изображение должно быть гладким, без заусенцев, и иметь достаточную глубину, чтобы удерживать в себе краску. В качестве эмпирического правила рекомендуется, чтобы у символов высотой до 1/4″ глубина гравировки составляла с 0.010″-0.012″. При больших символах желательно достичь глубины 0.015″-0.020″ в зависимости от ширины линии и используемой методики заливки. Краска должна иметь достаточную толщину, чтобы она не позволяла проступать сквозь нее следам от режущего инструмента после того, как она высохнет. Наложите краску тщательно с помощью щетки, чтобы гравированное изображение было полностью заполнено. Сразу после заполнения установите один край картонного листа так, чтобы его прямая кромка была прижата к пластине, и соскоблите избыточную часть краски, оставляя только тонкий слой. Дайте пластине высохнуть в течение нескольких минут, пока краска не начнет загустевать, а поверхность можно будет вытереть, не нарушая слой краски на гравированном изображении. Время высыхания различается в зависимости от используемой краски, при этом оно должно составлять порядка 5-10 минут.
Следующий шаг — начальная очистка поверхности пластины. Плотно оберните деревянный или пластмассовый брусок два-три раза тканью, не содержащей хлопковых волокон, и смочите ее в разбавителе краски. Слегка протрите поверхность пластины, совершая движения в одном направлении, пока не будет удален остаток краски. На малых пластинах применяется более легкий способ очистки путем протирания пластины о ткань. Широко используется и такая эффективная альтернатива ткани, как листы телефонной книги. Их текстура позволяет им поглощать разбавитель, а все проблемы с наличием хлопковых волокон фактически отсутствуют.
Следует помнить о двух ключевых обстоятельствах, от которых зависит успех или неудача данной операции. Нельзя использовать слишком много разбавителя краски. Если ткань или бумага слишком влажные, разбавитель вытечет на гравюру и размоет краску, что испортит внешний вид изделия. Во-вторых, вытирать краску следует легкими движениями, чтобы ткань не касалась краски, заполнившей символы.
После того, как пластина будет вытерта начисто, на ней могут оставаться мутные пятна, что потребует некоторой дополнительной очистки. Рекомендуется дать пластине высохнуть, предпочтительно на ночь, а затем выполнить итоговую очистку, когда краска в символах надписи полностью засохнет. Может потребоваться использование мыла с водой или моющего средства, с помощью которого можно удалить любые масляные остатки краски и разбавителя.
При заливке больших букв можно в значительной мере или полностью обойтись без их очистки и протирания в случае использования аппликатора, который позволит нанести краску прямо внутрь гравированного изображения. В некоторых системах используются малые пластмассовые бутылки-пульверизаторы с игольчатыми соплами, а в других — более сложные механические системы дозирования. В любом из этих методов краска выжимается через тонкое сопло прямо в выгравированный символ. При наличии некоторого опыта можно достаточно легко выполнять эту операцию, которая избавляет от необходимости выполнения трудоемкой очистки.
При необходимости приобретения небольших количеств краски целесообразно обращаться к таким источникам поставки, как склады, предлагающие автомобильную краску для ликвидации дефектов окраски, или магазины, где продаются краски для любителей рисования или профессиональных художников. Всегда следует проверить краску прежде, чем применить ее к законченному гравированному изображению, чтобы удостовериться, что краска не повредит пластмассу.
Гравировка на металле: нанесение и виды


Сегодняшнее оборудование и техническое оснащение помогает создавать эстетичные и универсальные картины как собственными руками, так и при помощи специальных аппаратов. В статье разбираем, что такое гравировка по металлу, как и чем её делают, виды, техники и способы нанесения рисунков. Этот метод преображает повседневный предмет в эффектное и оригинальное творение, которое станет отличным подарком или памятной вещью.
.jpg)

Что представляет собой процедура
Гравировальное мастерство является одним из древних методов отделки металлической поверхности. Изначально оно применялось для придания бытовым предметам изыска, после чего вещи передавались из поколения в поколение. Несмотря на то, что это древнее искусство, сегодня его активно используют как для личных, так и для общественных целей (украшение улиц, городских памятников и т.д.).
Раньше роспись осуществлялась исключительно вручную, без помощи специального оборудования. Теперь для этой цели применяются различные аппараты и приспособления, позволяющие создать любой узор, надпись или картину. В зависимости от того, чем делают гравировку на металле и как именно гравировать (выбор методики), получают различные результаты. Поэтому стоит ознакомиться с доступными способами, так как каждый из них имеет свои особенности.

Описание технологий
Стремительное развитие этого ремесла привело к тому, что существует несколько различных способов нанесения изображения на металлическую поверхность. Если изначально для реализации фантазий использовались только руки мастера и простые подручные средства, то сегодня для этого применяются гравировальные аппараты и даже лазер.
Ручная
Данный тип нередко называется художественным, так как нанести гравировку на металл вручную крайне сложно. Это трудоёмкий и затратный по времени процесс, требующий наличия у мастера специальных навыков, знаний и терпения. Для создания необходимого рисунка или надписи применяется только режущий стальной инструмент — штихель. Это специальный резец для нанесения линий и точек разного углубления, которые в дальнейшем превращаются в картину. Подобная работа считается эксклюзивной, поэтому пользуется особой ценностью у людей, желающих заполучить уникальную в своём роде вещь или творение именитого мастера.


Механическая
Механическая гравировка по металлу пользуется популярностью, поскольку отличается особой долговечностью – убрать или стереть рисунок практически невозможно. Она реализуется остро заточенной вращающейся фрезой путём резки материала, имеющего исключительно плоскую поверхность. Фреза расположена внутри гравировального станка, который позволяет получить объёмные и рельефные рисунки. Результат зависит от глубины проникновения сверла, использования разнообразных клише (с учётом характеристик фрезы) и мастерства человека. Главными преимуществами этого вида являются:
- Гарантия высокой точности и получения желаемого результата с достижением нужной реалистичности.
- Длительный срок службы. Созданные рисунки не теряют первоначальный внешний вид даже спустя несколько десятков лет и при неблагоприятных внешних условиях.
- Возможность создавать объёмные изображения.
Подвидом механической методики является алмазная, имеющая некоторые отличия. В ней фреза выполняет ударные движения по поверхности, в результате чего образуется определенный орнамент. После прессинга иглы из алмазов формируются микроскопические точки, из-за которых полученная продукция получает специфический блеск. Алмазная фреза может справиться даже со сложной задачей, но обязательным условием является идеально ровная поверхность.
Пескоструйная
Этот вид имеет и другое название — абразивная обработка. Надпись на металле гравировкой или прочие изображения наносятся травлением верхнего слоя изделия песком или прочими абразивными порошкообразными веществами. Они распыляются мощным воздушным потоком, приводящим к образованию эффекта матирования. Применение специальных трафаретов позволяет получать не только узоры, рисунки или надписи, но даже фотографии.
Для этого вида нанесения изображения требуются пескоструйные системы, маска и воздушный компрессор. Большинство профессионалов отдают предпочтение замкнутым аппаратам средних размеров, так как они фильтруют пыль. Также для реализации этой технологии потребуется много свободного пространства, так как делать гравировку на металле пескоструйным методом можно только при наличии воздушного компрессора, который занимает много места и издаёт сильный шум.


Лазерная сублимация
Эта разновидность подразумевает под собой применение для окрашивания металлических материалов цветного принтера, специальных картриджей, сублимационной бумаги и термопресса. Для получения нужного изображения, в первую очередь, его необходимо распечатать. Полученный трансфер помещается сверху на изделие, после чего на последнее воздействуют высокими температурами, способствующими окрашиванию и переходу веществ из твёрдого состояния в газообразное.
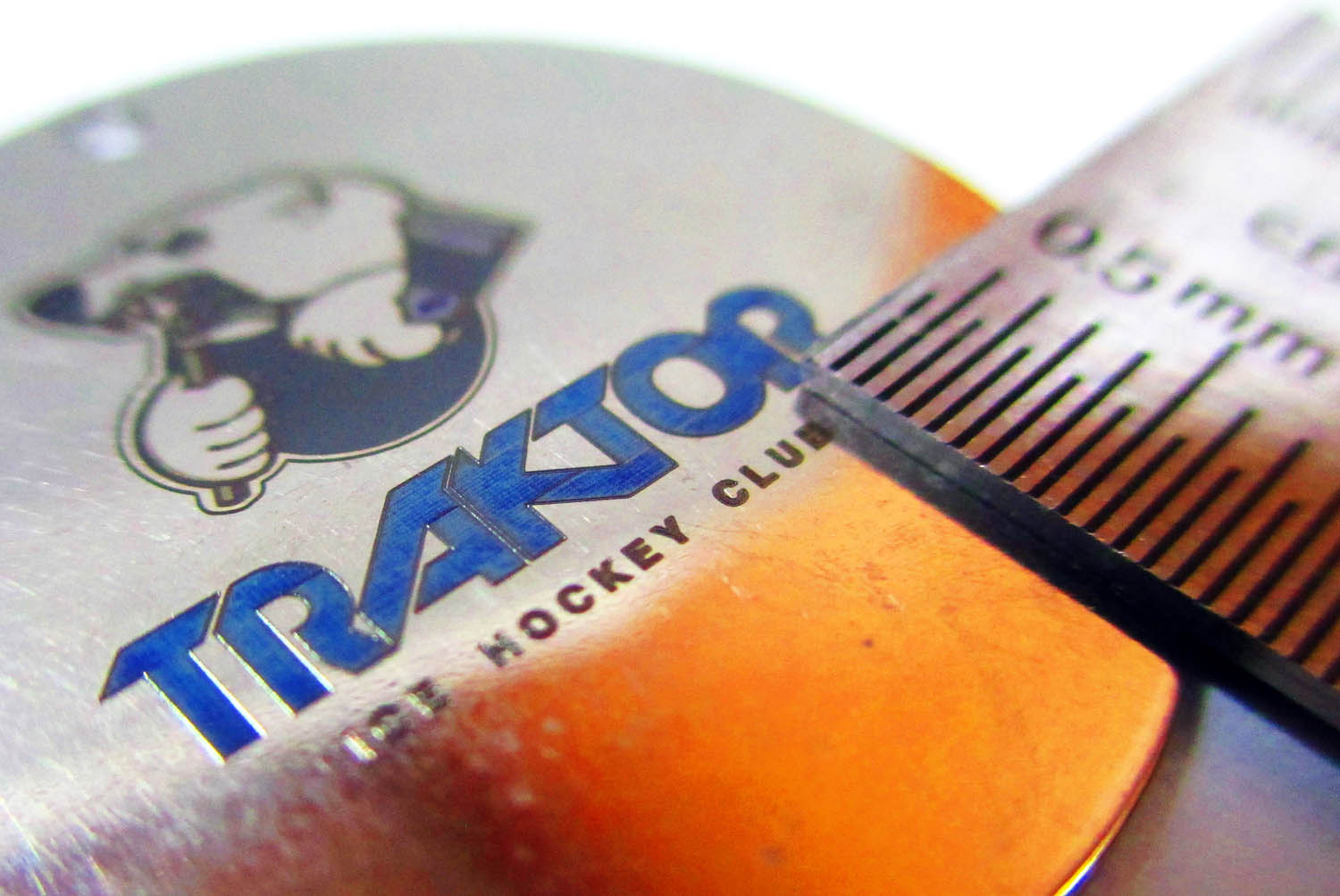
Глубокая лазерная гравировка на металле отличается производительностью и практичностью, что особенно важно для бизнеса, например для сувенирного при нанесении фотографий. Она одновременно сочетает в себе высокую скорость, массовость, точность, низкую стоимость и отличное качество. Эта техника подразумевает под собой применение сфокусированного лазерного луча. Он позволяет корректировать мощность лазера, благодаря чему изображению придают различную тональность и рельеф. Помимо этого, полученный рисунок сохраняется на протяжении долгих лет и не деформируется под влиянием воды или влаги.


Различная мощность лазера для гравировки металла позволяет создавать утонченные и сложные узоры, имеющие необходимую глубину. Лазерное гравирование предусматривает снятие наружного слоя металлической поверхности, что важно учитывать в процессе работы. Отдельно выделяется лазерное контурное гравирование, подразумевающее обрисование исключительно контуров. В большинстве случаев эта методика используется для обработки монет, наград и прочих сувениров. Главными преимуществами лазера называют:
- Возможность работать на готовой продукции.
- Неограниченное количество обрабатываемых экземпляров.
- Низкая цена услуги и отличное качество.
- Отсутствие необходимости устанавливать опоры и фундамент.
- Возможность наносить эскизы даже на труднодоступные части изделия.
- Высокая точность, благодаря которой изделия отличаются реализмом и отличной передачей даже небольших узоров.


Цветная гравировка на металле
Перенос изображений разного цвета происходит при помощи стеклографа, изготовленного в виде карандаша или тушью. После гравирования заготовка покрывается бесцветныым лаком, чтобы на долгий срок сохранить полученный эффект в первозданном виде. Для обеспечения чёткости применяются краски на масляной основе, которыми обрабатывается металлическое изделие. Чтобы добиться насыщенного чёрного оттенка, не обязательно прибегать к профессиональному оснащению. С этой целью можно использовать смесь карбоната калия и серы в пропорции 1:2. Эти вещества нагреваются на слабом огне при постоянном перемешивании.После того, как состав заметно почернел, он снимается с огня, а смесь перетирается в ступе. Как делается гравировка на металле в чёрном цвете:
- Смешать состав с водой в пропорции 1:9.
- Опустить нужный предмет в заранее подготовленную ёмкость.
- Нагреть детали до черноты (должен получиться желаемый цветовой оттенок).

Общая технология
Главными техниками гравировки являются ручная и механическая, которая также делится на объёмный и штриховой тип. Так как сделать гравировку на металле с рисунками, имеющими объём, без применения специальных аппаратов невозможно, то обработка поверхности проводится при помощи трёхмерного метода. Штриховая технология используется при выполнении поверхностных действий. Работа осуществляется в несколько последовательных стадий: нанесение линий контурной обработки и снятие штриховыми движениями участка металлической поверхности.
Для дальнейших манипуляций обязательна хорошая заточка штихеля. Чтобы обеспечить высокое качество, рабочий аппарат обтачивается мелкозернистым точильным камнем, а затем протирается кусочком кожи. Работая с маленькими деталями, приготовьте специальную подушку. Изготавливается она следующим способом: сшиваются заготовки одинаковых размеров, полученный чехол набивается песком. В процессе работы при изменении направления узора, подушка вместе с заготовкой разворачивается в необходимую сторону, что обеспечивает удобство нанесения рисунка.


Как гравировать на металле гравёром
Работать с гравёром можно даже в домашних условиях. Рабочее место должно быть просторным и хорошо освещённым. Перед началом работы на поверхность изделия обычным карандашом, маркером или копировальным листом наносится эскиз. После этого по нанесённым линиям вырезаются узоры. При этом важно следить за тем, чтобы фрезы шли в единой направленности. Завершающим этапом является обработка прозрачным закрепляющим лаком или воском.
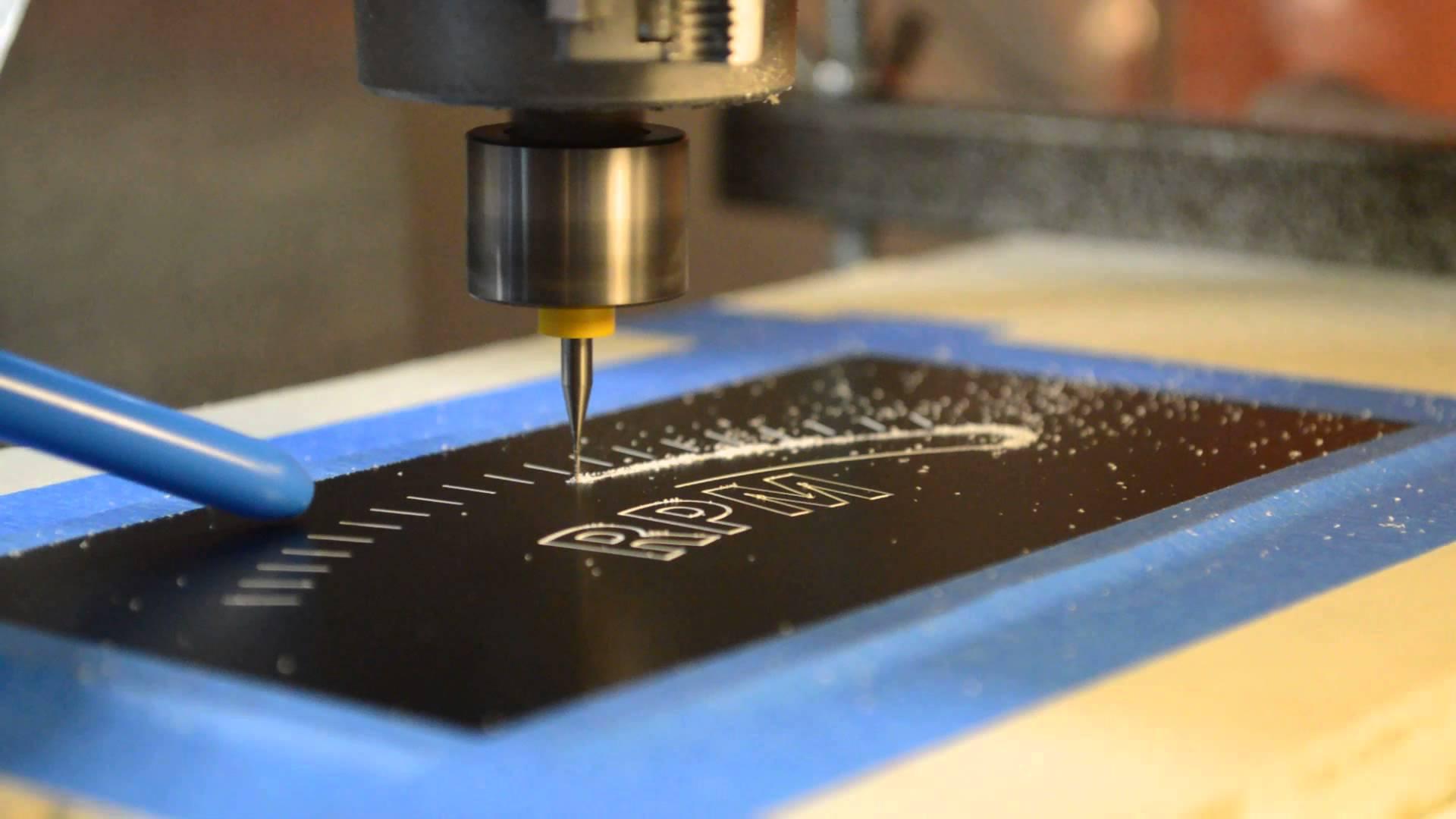
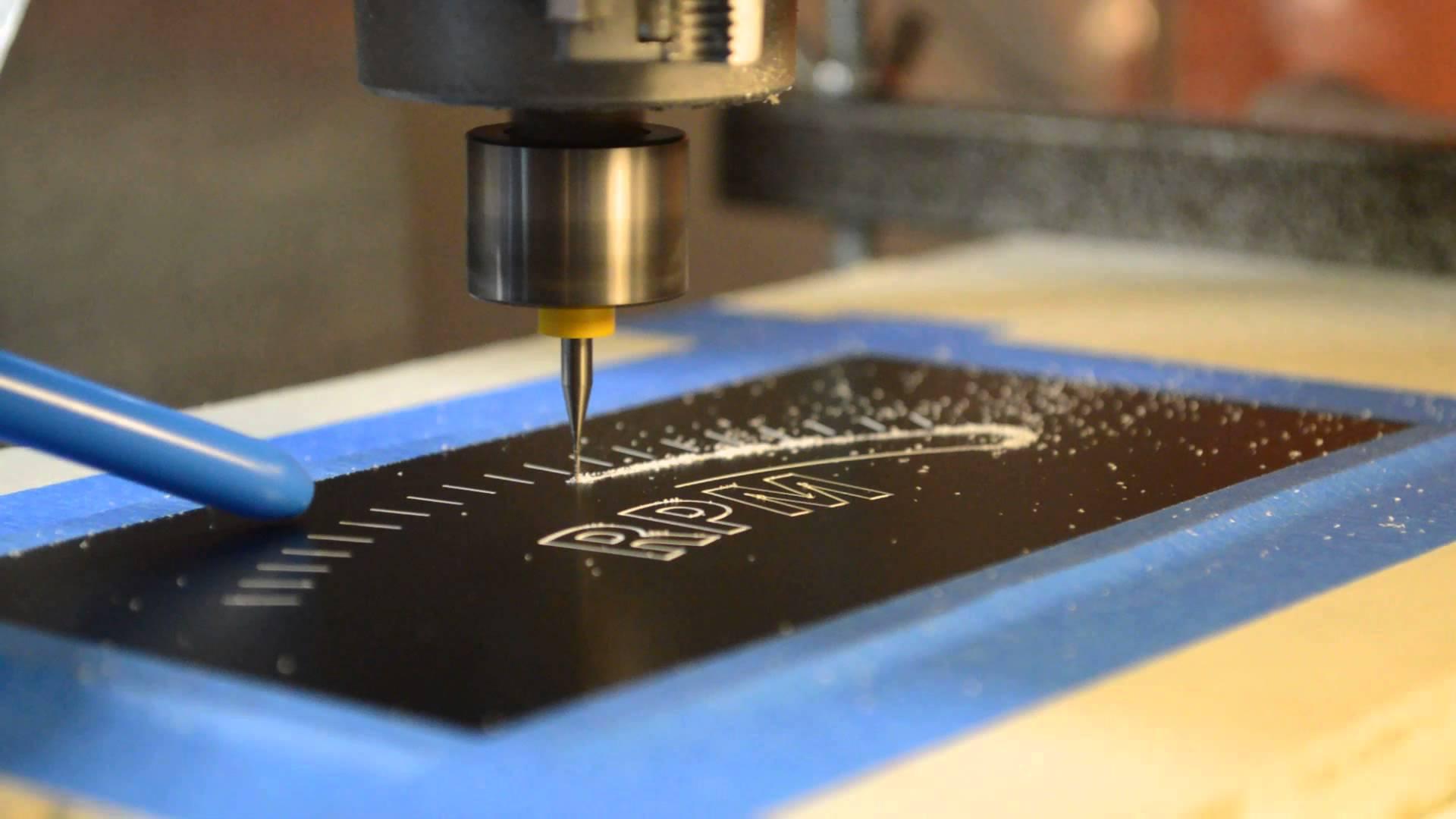
Как делать гравировку на металле на станках с ЧПУ
Фрезерные станки с ЧПУ активно эксплуатируются для создания памятных металлических сувениров. Они дают возможность значительно увеличить производительность и ускорить рабочий процесс. Особой популярностью пользуется нержавеющая сталь, отличающаяся прочностью, эстетичностью, демократичной ценой, устойчивостью к коррозийным изменениям и временному износу. Используемые станки имеют особые крепежные системы для заготовок нестандартных габаритов.

Сегодня гравировка по металлу на станках с ЧПУ пользуется повышенным спросом в ресторанном бизнесе. Наличие логотипа на столовых приборах придает статусность и оставляет приятное впечатление у гостей заведения. Процесс нанесения изображения на фрезерном станке происходит в несколько стадий:
- Подготовка рисунка в специальной программе.
- Составление маршрута прохождения фрезы. На данном этапе нужно уделить особое внимание подбору фрезы и частоте её вращения. Также подбирают участок, на котором будет располагаться эскиз будущей картины или надписи.
- Фиксация заготовки на станке. Если необходимо, сверху наносится специальная смазка, обеспечивающая лучший результат.
- Закрепление фрезы в шпинделе посредством цанги, имеющей нужный диаметр.
- Проверка уровня жидкости в механизме.
- Загрузка программы управления станком и завершение автоматизированной работы.
Существует множество способов нанесения изображений на сувенирную и подарочную продукцию. Однако на протяжении многих лет успехом пользуется гравирование по металлу.


Помимо создания таких шедевров руками мастера, можно воспользоваться высокотехнологичным аппаратами, обеспечивающими высокую точность и отличное качество нанесённого изображения. Они способны создать любые надписи и даже настоящие художественные картины, неподвластные умениям человека. Автоматизированная система самостоятельно устанавливает правильную глубину, а также определяет, какая мощность лазера нужна для гравировки металла и нанесения фото (при лазерной методике).
Чтобы получить оригинальный, качественный рисунок, обращайтесь в компанию «Сармат». Наши специалисты за максимально короткое время создадут для вас уникальное изделие при помощи лазерного гравировального станка в точном соответствии с вашими пожеланиями.
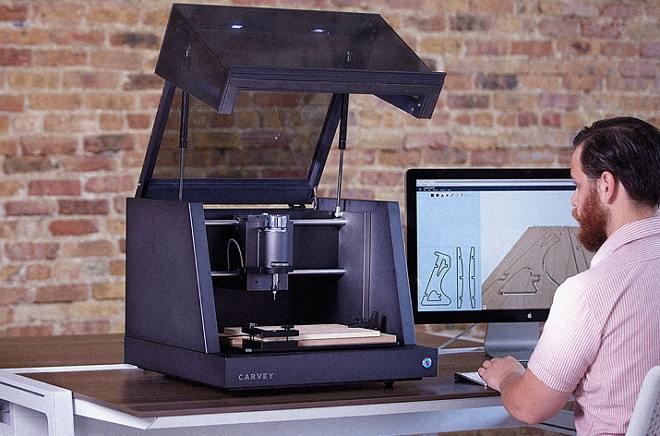
Что можно сделать на лазерном гравировальном станке: гравировка, лазерная резка, нанесение изображений
Гравировка лазером – одно из самых популярных направлений в обработке материалов на сегодняшний день. Технология успешно применяется практически во всех направлениях – от рукоделия до массового промышленного производства. Лазерные граверы позволяют с максимально возможной точностью нанести выбранное изображение на любую поверхность.
Как работает лазерный гравер?
Современные лазерные граверы – это станки с ЧПУ преимущественно портальной конструкции. Они различаются в зависимости от исходной мощности, размеров рабочей поверхности, конструктивных особенностей излучателей и механики процесса.
На лазерном гравере можно обработать следующие виды материалов:
- Все типы древесины, включая массив, фанеру, шпон и др.
- Полимерные материалы, в том числе ПВХ, акрил, органическое стекло и т. д.
- Резину.
- Искусственную и натуральную кожу, текстиль.
- Картон и бумагу.
Изображение на выбранную поверхность наносится за счет направленного процесса горения в точке, где фокусируется луч. Из-за конструкции устройства и технологических особенностей процесса при работе на лазерном гравере следует исключить обработку металлических заготовок. Работа с такими материалами требует узконаправленного оборудования, в котором мощность излучателей гораздо выше, чем в стандартных граверах, предназначенных для домашнего и мелкосерийного производства. Горение поверхностных слоев требует более высоких температур и дополнительной обработки заготовок специальными матирующими составами.
ВАЖНО! Использование гравировальных лазерных станков с ЧПУ позволяет наносить изображения как в векторном, так и в растровом формате. Источником может стать любое изображение, выполненное в монохроме, обработанное в специальном редакторе, поставляемом вместе с оборудованием.
Как правило, векторные изображения, к которым относят любые надписи, товарные знаки, логотипы и др. могут быть нанесены на любой материал по желанию заказчика. Растровые изображения, к которым традиционно относят портреты, пейзажи и др., наносят на специальный пластик, отличающийся многослойностью, дерево, фанеру и т. д. Чтобы наносимый рисунок имел высокую четкость и был читаемым, следует правильно подбирать материал заготовок.
Лазерные гравировальные станки с ЧПУ могут быть укомплектованы лазерными излучателями нескольких типов:
- Светодиодные. Их чаще всего устанавливают на модели с малой мощностью, предназначенные для домашнего использования и мелкосерийного производства. Оптическая мощность лазера в этом случае редко превышает 15 Вт, поэтому перечень пригодных к использованию материалов для этих устройств достаточно ограничен.
- Газовые. Мощность таких лазерных трубок более 40 Вт, что позволяет существенно расширить спектр задач, которые может выполнить такой гравер. Устройства, оборудованные таким лазером, пригодны для использования в массовом и крупносерийном производстве.
Оптическая система станка состоит из 3 зеркал, два из которых являются подвижными, и выходной линзы, отвечающей за изменение направления излучаемого потока и его фокусирования в заданной управляющей программой точке.
Портал и каретка гравера оснащены раздельными системами привода, которые способны обеспечить требуемые рабочие скорости, возможность ускорения при необходимости и максимально возможную точность перемещений рабочей головки.
То, как долго станок может работать без перерыва, зависит от установленной на него охлаждающей системы. Чаще всего лазерная трубка охлаждается за счет водяной системы, которая обеспечивает отвод избыточно образовавшегося тепла. Чиллер при этом входит в комплект оборудования, поставляемый при продаже.
Еще одной конструктивной особенностью лазерного гравера с ЧПУ является необходимость оперативно удалять продукты горения, образующиеся при работе устройства. Большинство граверов оборудуется надувными и вытяжными вентиляторами высокой мощности. Их наличие делает возможной работу с пластмассами и прочими полимерными материалами, которые при тепловой обработке выделяют токсины. Если гравер не оборудован системой дымоудаления – использовать его в мастерских без приточно-вытяжной вентиляционной системы нельзя.


- Электропитание AC 220V/ 50HZ
- Размеры, мм 2600 x 2100 x 1100
- Вес, кг 920
- Диаметр пятна лазера 80 мм
- Длина волны лазера 1400 мм
- Мощность трубки лазера 130 Вт
- Подъемный стол нет
- Рабочее поле 1600 x 2000
- Скорость гравировки 0 — 1000
- Тип лазера СО2
- Точность гравирования 0,01
- Интерфейсы USB
- Охлаждение Чиллер на фрионе СW 5200
- Цена 950 000 руб.
Как работать на лазерном гравере?
Управление процессом нанесения гравировки на устройстве с ЧПУ производится с помощью специализированной программы на основе графического файла с электронной моделью изделия. Режущим инструментом в этом случае является лазерный луч, а обработка проходит без механического воздействия на материал заготовки. Это дает оператору станка возможность не применять жесткую фиксацию, а просто правильно расположить изделие на рабочей поверхности гравера.
При первом запуске устройства алгоритм действий таков:
- Станок подключается к электросети и заземляется.
- Далее оператор проверяет способность инструментального портала беспрепятственно передвигаться по рабочей поверхности.
- Лазерная трубка должна быть надежно зафиксирована, после чего следует провести юстировку оптической системы.
- Устанавливается охлаждающая система и вытяжка.
- К устройству подключается компьютер, на который устанавливается управляющая гравером программа.
После того как устройство полностью собрано, а все узлы подключены – проводят тестовые работы.
Этапы работы на лазерном гравере:
- Подготовка макета изделия. В одном из графических редакторов (CorelDraw, AutoCAD и др.) создается электронный макет изделия. Исходя из того, какая работа запланирована (резка, нанесение маркировки, объемная гравировка и т. д.), изготавливается двухмерная или 3D-модель. Готовый чертеж сохраняется в нужном формате и загружается в память станка.
- Затем оператор устанавливает параметры обработки, в том числе мощность лазера и скорость резки. Эти показатели напрямую зависят от используемого материала.
- Из-за того, что фокусирующая линза лазера может концентрировать луч на строго фиксированном расстоянии, перед началом печати необходимо отрегулировать расстояние между головкой лазера и поверхностью, которая будет подвергаться обработке, в зависимости от высоты объекта. От того, насколько тщательно проведен этот этап подготовки, зависит качество обработки материала и толщина линии реза. На тех станках, где предусмотрена автофокусировка, эта настройка производится в автоматическом режиме.
- Заготовку следует правильно разместить на рабочем столе. Сделать это следует таким образом, чтобы луч попадал строго в точку начала обработки.
- После того как все подготовительные действия завершены, станок может быть запущен. Обработка производится без участия оператора, но перед запуском требуется дополнительно проверить функциональность охлаждающей и вентиляционной системы.
При работе с лазерным гравером следует соблюдать правила безопасности и ухода за устройством. Для этого необходимо регулярно проверять состояние всех механических узлов устройства, своевременно проводить чистку и смазку не статичных частей станка, а также уделять внимание чистоте фокусирующей линзы и зеркал. Чистка оборудования должна производиться не менее одного раза в неделю, а при высокой нагрузке – каждые два-три дня.

От того, насколько правильно работают все компоненты станка, зависит не только итоговое качество обработки деталей, но и безопасность использования оборудования. При неисправной электрической системе станка высок риск несчастного случая от поражения током, а наличие мусора на рабочей поверхности может привести к пожару. Пыль и нагар на оптических частях станка может стать причиной перегрева и неисправности линзы.
ВАЖНО! Обслуживание оборудование должно производиться только тогда, когда питание устройства отключено.
При работе на лазерном гравере следует соблюдать технику безопасности:
- Оператор станка должен помнить, что лазерный луч опасен для глаз и может вызвать ожоги на коже.
- Не следует проводить обработку тех материалов, нагревание которых приводит к выделению токсичных веществ.
- Рядом со станком нельзя хранить горючие вещества и легковоспламеняющиеся предметы.
- Станок должен своевременно обслуживаться, а работа на поврежденном устройстве строго запрещена.
Возможности и применение лазерного гравера
Лазерные граверы предназначены, чтобы декорировать изделия практически из любых твердых материалов. С их помощью можно нанести рисунки, надписи или узоры на поверхности дерева, стекла, пластмасс, кожи и др. материалов.
Устройство может быть использовано при создании:
- Логотипов компаний.
- Брендовых значков.
- Рекламных материалов.
- Информационных табличек.
- Сувенирной продукции.
- Штампов и печатей .
- Именных наград.
- Картин и т. д.
Станки предназначены не только для нанесения рисунков на заготовку, но и для полировки, шлифовки и резки материалов. Также с помощью станка можно изготавливать 3D-элементы и сверлить отверстия.