Какой толщины металл можно варить полуавтоматом?
Основные тонкости технологии сварки металлов полуавтоматом
Современные производители сварочных аппаратов выпускают десятки различных моделей устройств для полуавтоматической сварки. Технология сварки металлов полуавтоматом позволяет прочно соединить между собой металлические детали, обеспечивая надёжное крепление конструкций.
Под понятием полуавтоматической сварки металлов подразумевается процесс присоединения друг к другу нескольких металлических деталей, при котором электродная проволока поступает в зону сварочных работ с определённой скоростью в автоматическом режиме. Вместе с этим в область сваривания подаётся инертный или активный газ. Его задача – защищать электродную проволоку и свариваемые детали от воздействия окружающей среды. Все остальные действия для работы со сварочным аппаратом при сварке в полуавтоматическом режиме необходимо совершать вручную.
- Какой толщины должен быть металл для сварки полуавтоматом?
- Полуавтоматическая сварка толстых металлов
- Сварка полуавтоматом тонких металлических конструкций
- Технология полуавтоматической сварки оцинкованных металлов
- Сварка полуавтоматом цветных металлов
- Полуавтоматическая сварка аргоном чёрных металлов
- Сварка чугунных и стальных изделий полуавтоматом
- Полуавтоматическая сварка деталей из нержавеющего металла
Какой толщины должен быть металл для сварки полуавтоматом?


Также полуавтоматические сварочные аппараты годятся для обработки деталей из толстых металлов. Сварка полуавтоматом эффективно соединяет конструкции, толщина которых не превышает 250 миллиметров. Специфика работы с толстыми металлическими изделиями зависит от материала, из которого они были произведены. Для обработки таких конструкций понадобится оборудование, отличающееся высоким уровнем производительности.
СОВЕТ: при сварке толстых металлических конструкций, произведённых из низколегированной стали, рекомендуется предварительно подвергнуть детали термической обработке. Высокая температура поможет размягчить металл и подготовить его к дальнейшим сварочным работам. Подогрев поможет провести сварку быстрее и с более высокими шансами на удачный результат. Если конструкция не будет подвергнута прогреванию, то тогда появится риск появления деформаций в материале.
Полуавтоматическая сварка толстых металлов


При сварке изделий, выполненных из устойчивых к перепадам температур металлов, возможно ухудшение прочностных свойств материала. Причина этого в том, что в зоне температурного влияния, оказываемого сварочным аппаратом, возникают микроскопические трещины, которые и размягчают сталь. Поэтому при полуавтоматических сварочных работах на толстых металлах дополнительно предпринимаются защитные меры, защищающие обрабатываемые конструкции от разупрочнения материала.
СОВЕТ: помните, что сварка толстого металла полуавтоматом может привести к возникновению трещин в конструкциях. Также сварочные работы способны повредить антикоррозийный слой деталей, из-за чего они окажутся подвержены вредному влиянию ржавчины. По этой причине рекомендуется прибегнуть к защитным мерам после сварки. Металл необходимо обработать специальным покрытием, которое сможет восстановить защиту изделия от коррозии.
Сварка полуавтоматом тонких металлических конструкций


Перед сварочными работами полуавтоматом обрабатываемые конструкции необходимо предварительно подготовить. Металл требуется очистить от грязи, кусочков краски или эмали, пыли или смазочных покрытий. Если этого не сделать, то плавящийся металл будет слишком сильно разбрызгиваться, и шов выйдет искривлённым. К тому же, посторонние элементы могут быть токсичны.
Для сварки тонкого металла полуавтоматом понадобится следующее оборудование:
- сварочный аппарат;
- электроды для сварки;
- источник электроэнергии;
- защитная амуниция для сварщика (укреплённый шлем, термостойкие перчатки, затемнённые очки).
СОВЕТ: для того, чтобы шов получился аккуратным и ровным, сварщику необходимо самостоятельно регулировать скорость движения сварочного аппарата. Также ему нужно подобрать электроды правильного типа и осуществлять контроль за стабильной подачей тока со постоянным показателем силы.
Технология полуавтоматической сварки оцинкованных металлов


Причиной этого является разная температура плавления. Если для сварки большинства металлов нужна температура в пределах 1700-2200 градусов по Цельсию, то плавление цинка начинается уже при 420°С. При 907°С этот элемент закипает и превращается в оксид, который образует на поверхности металлической конструкции микроскопические поры и трещины. Это и приводит к тому, что металл становится восприимчив к появлению коррозии.
Современная технология сварки оцинкованных металлов полуавтоматом заключается в одной инновации – MIG-пайке. Она позволяет проводить сварочные работы с помощью высокочастотных электрических колебаний с пониженной температурой. При этом плавление цинка не происходит, поэтому он не превращается в оксидное соединение и не наносит повреждение основному материалу обрабатываемой конструкции. Эта технология и позволяет решить проблему разрушения антикоррозионного слоя при полуавтоматическом сваривании оцинкованных металлов.
Сварка полуавтоматом цветных металлов


После того как оборудование проверено, происходит включение подающего проволоку переключателя в рабочее положение. Затем осуществляется зажжение электрической дуги. При наличии плавящейся проволоки нужно лишь прикоснуться к металлической поверхности. После зажжения электрической дуги можно протестировать выбранный режим работы на проверочном материале. Если аппарат функционирует нормально, то можно непосредственно приступать к сварке.
При полуавтоматической сварке цветных металлов передвижения горелки нужно вести только лишь в одном направлении. Лучшего всего проводить сваривание деталей с высокой скоростью и посредством одного шва. Если цветной металл отличается большой толщиной, то его необходимо разогреть до 150-300°С.
Полуавтоматическая сварка аргоном чёрных металлов


Для полуавтоматического сваривания чёрных металлов необходимо использование специальных электродов. Без них сварочный шов получится неаккуратным и слишком хрупким. Для сварки чёрных металлов лучше всего использовать электроды из цветного металла с большим содержанием графита. Наиболее оптимальный выбор – медно-никелевые компоненты, которые помогают надёжно сварить металл и не оставляют в получившемся шве большого количества графитных примесей.
Сварка чугунных и стальных изделий полуавтоматом


Еще одной особенностью чугуна является его предрасположенность к ускоренному окислению. Поэтому для его сварки и нужен аргон – он помогает формировать соединительные швы без образования шлаковых осадков. Быстрое окисление чугуна сделало его популярным материалом для ремонта старых автомобилей. Этот материал соединяется с требующими починки тонкими металлическими конструкциями.
Сварка чугуна и хрупких металлов полуавтоматом зачастую проводится при помощи вольфрамовой проволоки. Обрабатываемые изделия также нуждаются в предварительном подогреве. Для сваривания чугунных конструкций используется как постоянный, так и переменный ток. Его сила зависит от толщины металла и диаметра проволоки (на каждый миллиметр проволоки приходится от 50 до 90 амперов элетротока). Вместо вольфрама в качестве материала для проволоки может использоваться графит, медь или никель.
Полуавтоматическая сварка деталей из нержавеющего металла


Сварка нержавеющего металла аргоном осуществляется при помощи электродов, изготовленных из неплавящихся материалов. В процессе работы их необходимо располагать строго перпендикулярно относительно свариваемой обрабатываемой поверхности. Если это условие будет соблюдено, то сварной шов получится высококачественным.
Напоследок необходимо отметить, что на данный момент полуавтоматическая сварка металлов получила особо широкое распространение в нескольких областях производства, тесно связанных с обработкой металлов. Наиболее востребованной сварка полуавтоматом оказалась в автомобильной промышленности. Именно там всегда присутствует необходимость в обработке металлов малой толщины, для которых и подходят полуавтоматические сварочные работы. Зачастую в автомобилестроении используется сварка полуавтоматом металлов толщиной в 10 мм и меньше. Также сварка полуавтоматом часто используется при строительных работах, которые часто требуют сваривания жёстких металлических конструкций большой толщины.
Как правильно варить толстые заготовки при помощи полуавтомата? Технологические особенности
Соединение массивных деталей с использованием полуавтоматической сварки проводится в соответствии с ГОСТ 14771-76. Для обеспечения прочности соединений необходимо соблюдать общие правила: правильно подготавливать кромки деталей, устанавливать величину сварочного тока в определенных диапазонах, обеспечивать поступление необходимого количества углекислого газа в зону сварки.
Технологические особенности сварки толстого металла полуавтоматом
Чтобы свариваемые металлоконструкции выдерживали нагрузки, требуется создать надежные соединения:
- швы должны прочно соединять все элементы изделия;
- необходимо снять напряжения, которые возникают после сварки внутри сплавов. Для этого можно использовать предварительный подогрев. После сварки рекомендуется обеспечить медленное остывание;
- важно получить определенный технологией катет шва, это также усиливает металлоконструкцию.
При этом следует учитывать, что при работе на больших токах возникает риск деформации, это значит, что контрольные размеры детали изменятся, а форма конструкции будет отличаться от той, которая планировалась.
Необходимое оборудование и материалы
Для работы потребуются:
- Мощный сварочный аппарат. Максимальное значение сварочного тока – не менее 250 А.
- Баллон для хранения и транспортировки углекислого газа. Существуют емкости объемом 5, 10 и 40 литров. Баллоны красят черной краской.
- Редуктор для понижения давления газа. Требуется использовать специальное устройство для СО2. Желательно наличие подогревающего элемента.
- Шланг и хомуты – для подключения баллона.
Для сварки сталей полуавтоматом используют проволоку типа Св-08Г2с или аналогичную для сварки углеродистых сталей 08х18н9т, а также эквивалент для сварки коррозионностойких сталей. Диаметр – 1 до 1,6 мм. Распространенные катушки весят 5, 15 и 18 кг.


В некоторые аппараты, работающие от сети 220 вольт, помещаются только маленькие бухты с проволокой.
Настройка аппарата и газового оборудования
Сварочные полуавтоматы разных производителей устроены по-разному. На лицевой панели располагаются как минимум два-три регулятора:
- настройка скорости подачи проволоки – регулируется частота вращения электромотора, который двигает проволоку;
- изменение силы тока – параметр влияет на скорость плавления присадки в сварочной ванне;
- настройка индуктивности – изменение касается характеристик тока. При минимальных значениях глубина проплавления металла меньше, а шов более выпуклый. Для сварки толстых заготовок рекомендуется увеличить до среднего или еще больше.
Совет: настраивать аппарат можно на слух. Во время сварки расплавление проволоки происходит очень плавно, полуавтомат издает ровный шуршащий звук.
После подключения редуктора к баллону с углекислым газом требуется выставить давление на выходе. Для работы в помещении достаточно 1-1,5 кг/кв. см. Если на редукторе установлен расходомер, то следует выставить 10-12 литров в минуту.

Подготовка к проведению работ. Обработка кромок
Сварочные работы с использованием полуавтомата следует производить только с чистыми заготовками. На поверхности не должно быть ржавчины, масла и грязи. В противном случае, будут появляться поры.
Правильная разделка кромок – важный этап подготовки деталей под сварку. Для обеспечения формирования качественных швов следует снять фаски в соответствии с ГОСТ 14771-76 – в зависимости от типа соединения. Если все сделано правильно, то соединение получится прочным. Важно добиться того, чтобы металл был проплавлен по всей своей толщине.

Процесс сварки
Толстые заготовки не допускается варить за один проход. Последовательность действий после подготовительных работ:
- Сборка элементов на прихватки.
- Проверка размеров будущей детали.
- Проваривание корня шва.
- Заполнение канавки между кромками в несколько проходов.
- Создание облицовочного шва.
- Обработка соединений при помощи болгарки с зачистным кругом.
Прихватка представляет собой полноценный короткий шов длиной около 15-25 мм с шагом 45-50 см. Варится на таком же токе, что и все изделие. Прихватки следует располагать так, чтобы будущее изделие приобрело жесткость и его не «повело» во время обварки.
Если требуется исключить (или максимально уменьшить) деформации от нагрева, рекомендуется зафиксировать деталь на сборочном столе с помощью зажимов, струбцин. Можно временно прихватить его к верстаку или стальной плите.
Первый проход. Корень шва
Коренной шов – это первое и самое важное сварное соединение между кромками, которое максимально удалено от лицевой части деталей. Важно добиться, чтобы с обратной стороны образовался валик, плавно соединяющий оба элемента.
Если коренной шов проварен с дефектами, в процессе эксплуатации детали могут появиться трещины, которые способны привести к разрушению всей конструкции.
Во время работы необходимо следить, чтобы деталь не нагревалась слишком сильно. Если используется метод сварки каскадом, коренной шов не требуется.
Заполнение пространства между свариваемыми кромками
Толстый металл необходимо сваривать за несколько проходов, заполняя пространство между кромками. Часто применяют каскадный способ сварки или метод «горка»:
- «каскад» – этот вариант предполагает одновременное формирование корня шва и заполнение пространства между кромками. Сначала варится отрезок корневого соединения длиной около 20-25 см. Следом накладывается второй шов протяженностью 40-50 см, половина которого ложится на коренной. Третий – длиной 60-65 см – частично (на две трети) перекрывает предыдущие, а ⅓ станет корневым. Четвертый шов (также около 60-65 см) должен перекрыть третий и выйти на толщину металла над корневой частью второго. Этот метод похож на сварку «ступеньками»;
- «горкой» – после сварки корня варится второй шов, соединяющий кромки и перекрывающий первый. После него накладываются третий и четвертый (облицовочный).

Благодаря тому, что полуавтомат позволяет непрерывно подавать проволоку в сварочную ванну, можно формировать длинные швы с высокой скоростью.
Сварка в вертикальном и потолочном положениях
Особенности работы в положениях, отличных от горизонтального, заключаются в том, что металл трудно удержать, под воздействием силы тяжести он стремится вытечь из сварочной ванны. Чтобы избежать этого, применяют два способа.
- Уменьшение величины сварочного тока на 15-20%. Металл нагревается менее интенсивно и быстрее кристаллизуется.
- Сварка с отрывом. Накладываются короткие швы, идущие друг за другом. В вертикальном положении следует идти снизу вверх. Сварка сверху вниз не допускается из-за возможных непроваров.
По возможности следует избегать работы в положениях, отличных от горизонтального. Сварка вертикальных и потолочных швов требует более тщательной подготовки кромок, считается менее производительной и более трудоемкой.
Особенности сварки порошковой проволокой
Если при работе с омедненной проволокой требуется защитный газ, то применение порошковой его не требует. Процесс напоминает сварку электродом – с образованием шлаковой корки, которую необходимо удалять. Обмазка проволоки содержит элементы (флюс), которые при нагреве защищают сварочную ванну от воздействия воздуха. Отличительные особенности:
- высокая мобильность – не требуется перемещать баллоны по рабочей площадке;
- множество разновидностей марок проволоки позволяет подобрать ту, которая необходима в конкретных условиях;
- порошковую проволоку часто применяют во время уличных работ, в этом случае порывы ветра не мешают процессу в отличие от сварки с газом.
Главный минус – высокая стоимость. В среднем порошковая проволока на 50% дороже обычной омедненной.

Дефекты, возникающие при сварке массивных деталей. Как избежать проблем
Во время проведения работ могут возникать проблемы, влияющие на качество соединений.
Если металлоконструкция сложной формы и есть опасения, что при сварке она деформируется, сборщики часто прихватывают в ответственных местах дополнительные временные усилители из уголков, швеллеров или арматуры. Они позволяют удержать размеры изделия в заданных пределах. Когда деталь остынет, их можно срезать.
Сварка массивных деталей полуавтоматом считается самым производительным способом. При минимуме усилий можно получить красивые и надежные соединения.
Правильная настройка и сварка полуавтоматом
Советы начинающим сварщикам по настройке и использованию полуавтомата. Уроки и видео, как правильно варить в углекислотной среде и без газа. Узнайте главные правила и тонкости, а так же, как избежать дефектов шва.


Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.


Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Варить в защитных газах нужно, предварительно укомплектовав рабочее место необходимым оборудованием. Там должен находиться баллон с редуктором, аппаратура для измерения расхода газа и его регулирования, подогреватель газа при соединении с применением баллона с углекислотой.
Подготовка полуавтомата, проволоки и газа
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Возможные регулировки в процессе сварки
Более подробно о регулировке на видео:

Сварка при помощи проволоки
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:
Нюансы сварки самозащитной проволокой на видео:
| Вид неисправности | Причина или причины возникновения | Способ или способы устранения |
|---|---|---|
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Возможные дефекты шва при сварке полуавтоматом и как их не допустить


Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Как варить полуавтоматом толстый металл


Как варить полуавтоматом толстый металл: расход газа и толщина проволоки
С самого появления сварочных полуавтоматов так повелось, что ими варят тонкий кузовной металл, там, где справиться обычным электродом не под силу. И правда, полуавтоматическая сварка, отлично справляется с заготовками небольшой толщины, оставляя очень красивое соединение.
Но что делать, если нужно варить полуавтоматом толстый металл? Неужели полуавтомат и проволока не способны заварить металл толщиной 5 и более миллиметров. Как осуществляется сварка полуавтоматом толстого металла, читайте в этой статье migmagsvarka.ru.
Как варить полуавтоматом толстый металл
Сварка полуавтоматом массивных изделий осуществляется в соответствии с ГОСТ 14771-76. Чтобы получить хороший провар металла и обеспечить тем самым наилучшую прочность сварных соединений, очень важно правильно подготовить кромки металла, а также подобрать нужную величину сварочного тока.


Не менее важно выбрать и проволоку подходящего диаметра, которой можно было бы варить толстый металл. Также нужно отнестись с особым вниманием к количеству подаваемого углекислого газа в зону сварки. Его должно быть достаточно для проведения сварочных работ.
Для сварки толстых металлов потребуется достаточно мощный полуавтомат, который смог бы выдать полноценные 250 Ампер сварочного тока. Также потребуется углекислый газ и проволока. Для сварки толстого металла полуавтоматом предпочтительно использовать сварочную проволоку типа Св-08Г2с или другую, которая была бы предназначена для сварки углеродистых сталей.

Диаметр проволоки, также нужно выбирать как можно больше. Но однозначно то, что для сварки толстого металла нужна будет сварочная проволока диаметром более 1 мм. Лучше отдать предпочтение сварочной проволоке 1,6 мм, которая поставляется в катушках весом до 18 кг.
Какой расход газа должен быть при сварке полуавтоматом
После того как величина сварочного тока подобрана нужно будет выставить давление углекислого газа на выходе из редуктора. Для сварки толстого металла вполне достаточно будет порядка 10-12 литров углекислоты в 1 минуту.
Как было сказано выше, чтобы получить прочное и надежное сварное соединение очень важно правильно подготовиться перед сваркой толстого металла. Для этого металл очищается от ржавчины и грязи, а также, пятен масла на поверхности.

На следующем этапе необходимо будет снять фаски со свариваемого металла. Фаски снимаются в соответствии с ГОСТ 14771-76. Правильное снятие фасок гарантирует хорошее проплавление толстого металла при сварке и гарантированно обеспечивает надёжность соединению.
При сварке толстого металла полуавтоматом очень важно знать, что не допускается выполнять всего один проход. Как минимум нужно три прохода с созданием облицовочного шва.

Процесс сваривания массивных заготовок полуавтоматом выглядит следующим образом:
- Сначала металл подготавливается;
- С металла снимаются фаски;
- Заготовки фиксируются и соединяются прихватками;
- Далее следует проваривание корневого шва;
- Затем канавки между кромками заполняются металлом;
- Выполняется облицовочный шов;
- Полученное сварное соединение обрабатывается болгаркой с зачистным кругом.
Как видно, сварка толстого металла полуавтоматом достаточно сложный и трудозатратный процесс. Возможно, именно по этой причине полуавтоматическая сварка в основном и используется для того, чтобы варить кузовной металл и заготовки небольшой толщины. Однако варить толстый металл полуавтоматом можно, главное знать, как правильно это делается.
вопрос по толщине проволоки
#1 ivn12
Здравствуйте, совсем недавно освоил сварку! варю в бытовых условиях в гараже или подвале.
начал с обычного инвертора, теперь пробую полуавтоматом с углекислотой Co2. Надо сварить короб из листовой стали толщиной 3мм.
в моем полуавтомате ролик с двухсторон имеет две канавки под 0.8 и 1.0 мм проволоку. но говорят можно поставить другой ролик и смогу варить более толстой проволокой.
вопрос получится ли 1мм проволокой сварить металл 3мм? или надо купить ролик под более толстую проволоку?? какой по толщине металл можно варить 1мм проволокой?
- Наверх
- Вставить ник
#2 waha
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А. А ф 1 мм можно тройку заварить. и 0.8 можно.
Бармалея старший брат
- Наверх
- Вставить ник
#3 Rust_eze


- Город: Иркутская обл. г.Усолье-Сибирское
0,8 проволока варит толщины от 0,8 до 6
1,0 — от 1,5 до 15
1,2 — от 4 до 25 мм
И это при нормальных стабильных режимах, а так же зависит от возможности настроек самого аппарата.
На практике разбег куда больше. Так что варите спокойно и 0,8 и 1,0 Просто перед сваркой на обрезках подберите нужный режим, чтоб было хорошее проплавление и не прожигало, и в «добрый путь»
Я 1,0 проволокой спокойно сваривал и 24мм пластины.
- Наверх
- Вставить ник
#4 Миротворец

- Город: г. Иркутск. Александр, можно на ты
Диаметр проволки выбирается прежде всего от возможности аппарата. Для ф 1.2 минимум 250А.
И какому утверждению верить?
У Пикомига 180 пульс максимум 160 ампер и в джобе проволока 0.6-1.2 мм.
- Наверх
- Вставить ник
#5 штурман 001
Своих не бросаем. Пленных не берем.

- Город: Рязанская область
- Наверх
- Вставить ник
#6 Миротворец
- Город: г. Иркутск. Александр, можно на ты
штурман 001,В комплекте 0.8-1.0. 1.2 докупал сам, а 0.6 мм и другие размеры можно заказать у Rust_eze, делает не хуже заводских.
- Наверх
- Вставить ник
#7 waha
Что бы заморачиваться на ролики и 1.2 проволку нужно хотя бы 5-8 мм постоянно варить . Ну швеллер там 14, уголок 75 прочае тяжелые железяки. Току для них нада многа. Как то так. Ампер 250 так и то маловато будет, 400 сам раз Можно, не вопрос, только зачем? Заточен под 1 мм -и нечего мешать железу работать.
Вторая цитата вообще к сварке железок не относилась, ибо про чугунину там терли
Плюс ко всему, обзавевшись 1.2 проволкой всякие ржавые железяки в гараже-подвале варить будет тяжко, потребуется смена проволки и вообще случится процесс перенастройки аппарата. Вопрос: Зачем?
Бармалея старший брат
- Наверх
- Вставить ник
#8 Миротворец
- Город: г. Иркутск. Александр, можно на ты
1.2 проволку нужно хотя бы 5-8 мм постоянно варить .
Вторая цитата вообще к сварке железок не относилась, ибо про чугунину там терли
- Наверх
- Вставить ник
#9 gonta
0.8 проволока, аппарат ПДГ-160.Он и брался то в основном для работы с машинами по кузовщине.
До тройки мощности хватает за глаза.Все что толще-электродом-мне так проще.Есть ли смысл варить толстую сталь па то?
- Наверх
- Вставить ник
#10 waha
А ПВ?
правильно, я думаю, синегерика на фроне выставляет. я пока привык, что вылет больше держать надо- не мог ваще вьехать, клял неметчину и их режимы почитал книжку- а вон оно чё оказывается.
Я вообще от меньше 1.2 избавился и в запасе не держу принципиально, что бы со всякими глушителями и коробами мозг не выносили. Ну конечно , при наличии желания, и соответсвующей мотивации можно 2 мм заварить, прекрасно варит, но у мну принципиально-тоньше 4.5 мм аппарат большой, не берет.Проволка толстая, прожигает. Ибо на толстом и деньги потолще
Сообщение отредактировал waha: 09 Декабрь 2015 21:33
Как выбрать сварочный полуавтомат
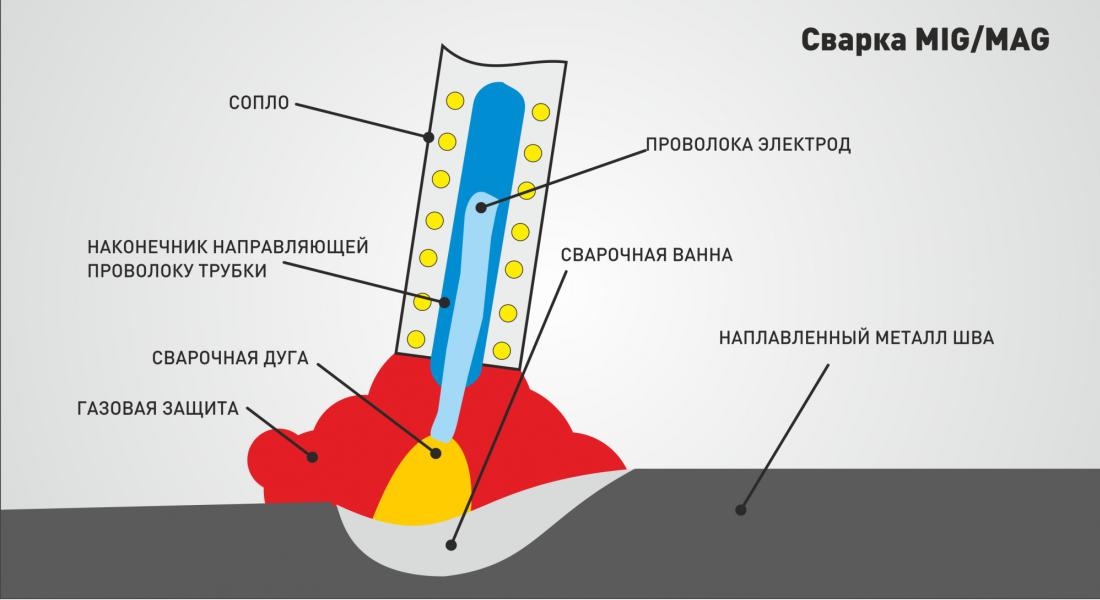
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.


Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.


Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.


Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.


Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.