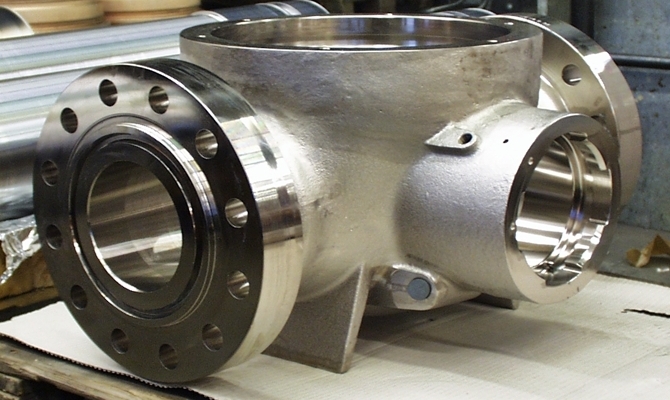
Химическое никелирование стали
Для чего необходимо химическое никелирование?
Никелирование химическое — это сложный процесс, позволяющий покрыть изделия из практически любого металла тонким защитным слоем никеля, повысить при этом коррозионную стойкость и придать поверхности блестящий вид и твердость.
1 Процесс химического никелирования деталей
Свойство никеля создавать на своей поверхности тонкую оксидную пленку, устойчивую к действию кислот и щелочей, позволяет использовать его для антикоррозионной защиты металлов.
Основной метод, применяющийся в промышленности — гальваническое никелирование, но оно требует наличия достаточно сложного оборудования и подразумевает работу с кислотами и щелочами, пары которых выделяются во время работы и могут сильно навредить здоровью человека. Для покрытия стали, алюминия, латуни, бронзы и других металлов может быть применен химический способ, так как он прост в использовании, и этот процесс можно проводить в домашних условиях.
На сегодняшний день существует два основных метода покрытия металлических деталей никелем: гальваническое и химическое. Первый метод требует наличия источника постоянного тока — электролитической ванны с электродами и большого количества химических реактивов. Второй способ намного проще. Для его проведения требуется наличие мерной посуды и эмалированной емкости для нагрева реактивов. Несмотря на всю кажущуюся простоту, это довольно сложный процесс, который требует большого внимания и соблюдения правил безопасности. По возможности проводите реакции в хорошо проветриваемом помещении. Идеальным вариантом будет оборудование рабочего места вытяжкой, ни в коем случае не соединенной с общедомовой вентиляцией. При работе пользуйтесь защитными очками, не оставляйте емкость с реактивами без присмотра.

Основные стадии для произведения химического никелирования следующие:
- Для того чтобы никель покрыл поверхность тонким и равномерным слоем, изделие предварительно шлифуют и полируют.
- Обезжиривание. Поскольку даже тончайшая пленка жира на поверхности обрабатываемого изделия может вызвать неравномерное распределение никеля по площади детали, последнюю обезжиривают в специальном растворе, состоящем из 25-35 г/л NaOH или KOH, 30-60 г кальцинированной соды и 5-10 г жидкого стекла.
- Деталь или изделие, которое необходимо покрыть никелем, промывают в воде, после чего на 0,5-1 минуту погружают в 5% раствор HCl. Данный шаг предпринимается для того, чтобы удалить с поверхности металла тонкий слой окислов, который будет значительно снижать адгезию между материалами. После протравки деталь снова промывают в воде, затем немедленно переносят в емкость с раствором для покрытия никелем.
Собственно никелирование производят при помощи кипячения металлического изделия в специальном растворе, который готовят следующим образом:
- берут воду (желательно — дистиллированную) из расчета 300 мл/дм 2 площади поверхности детали, включая как внутреннюю, так и внешнюю;
- воду нагревают до 60°С, после чего растворяют в ней 30 г хлористого никеля (NiCl2) и 10 г уксуснокислого натрия (CH3COONa) на 1 л воды;
- температуру поднимают до 80°С и добавляют 15 г гипосульфита натрия, затем в емкость с раствором погружают обрабатываемую деталь.

После погружения детали, раствор нагревают до 90-95°С и поддерживают температуру на таком уровне в течение всего процесса никелирования. Если вы увидели, что количество раствора сильно уменьшилось, можно добавить в него предварительно нагретую дистиллированную воду. Кипячение должно проходить не менее 1-2 часов. Иногда для получения многослойного покрытия, изделия из металла подвергают серии коротких (20-30 минут) кипячений, после каждого из которых деталь достают из раствора, промывают и высушивают. Это дает возможность получить слой никеля из 3-4 прослоев, которые суммарно имеют большую плотность и качество, чем одинарный слой той же мощности.
Особенность покрытия стальных изделий в том, что никель осаждается самопроизвольно вследствие каталитического воздействия железа. Для осаждения защитного слоя на цветных металлах используется другой состав.
2 Никелирование цветных металлов и сплавов
Химическое никелирование цветных металлов позволяет создавать защитную пленку на поверхности латуни, меди и бронзы. Для этого деталь сначала обезжиривают раствором, состав которого указан в первом способе, причем снимать оксидную пленку с металла не обязательно. Раствор для никелирования готовят следующим образом: в эмалированную емкость наливают 10% раствор хлористого цинка (ZnCl2), который более известен под названием «паяльная кислота». К нему понемногу добавляют сернокислый никель (NiSO4) до такой концентрации, при которой раствор окрашивается в зеленый цвет. Состав доводят до кипения, после чего погружают деталь в него на 1,5-2 часа. После того как реакция закончится, изделие достают из раствора и помещают в емкость с меловой водой (готовится способом добавления 50-70 г мела в порошке на 1 литр воды), а затем промывается.

Никелирование алюминия проходит по схожей технологии, но состав раствора немного другой:
- 20 г сернокислого никеля;
- 10 г натрия уксуснокислого;
- 25 г натрия фосфорноватистокислого;
- 3 мл тиомочевины концентрацией 1 г/л;
- 0,4 г фтористого натрия;
- 9 мл уксусной кислоты.

Перед обработкой изделия из алюминия погружают в раствор каустической соды, концентрацией 10-15%, и нагретом до температуры 60-70°С. При этом происходит бурная реакция с выделением водорода, пузырьки которого очищают поверхность от окислов и загрязнения. В зависимости от степени загрязненности, детали выдерживают в очищающем растворе от 15-20 секунд до 1-2 минут, после чего промывают в проточной воде и погружают в никелирующий раствор.
3 Применение никелированных изделий
Вследствие никелирования значительно повышаются физико-механические и декоративные свойства металлических изделий. Никель имеет серебристо-белый цвет, на воздухе быстро покрывается незаметной человеческому глазу пленкой окислов, которые практически не меняют его внешнего вида, но при этом надежно защищают от дальнейшего окисления и реакций с агрессивной средой. Никелирование используется для защиты сталей, бронзы, латуни, алюминия, меди и других материалов.

Является катодной защитой. Это значит, что при повреждении целостности покрытия, металл начинает реагировать с внешней средой. Для повышения механических свойств защитного слоя, нужно наносить его, точно придерживаясь технологии и последовательности действий. Никель, нанесенный на поверхность со следами загрязнения и ржавчины, с большим количеством неровностей, может начать вспучиваться и отслаиваться в процессе эксплуатации.
Изделия, покрытые никелем, почти ни в чем не уступают хромированным — имеют похожий блеск и твердость. При больших размерах емкостей для химической реакции никелем можно покрывать довольно большие детали, например, автомобильные диски.
4 Основные выводы по теме
Никелирование придает металлу красивый блестящий вид, высокую коррозионную стойкость и повышает твердость поверхности. Детали, покрытые никелем, можно использовать для украшения столбов ограды, если такую предусматривает проект участка. Красиво выглядят и имеют длительный срок эксплуатации различные метизы — крепежные болты, скобы, элементы мебельной фурнитуры. Они могут быть использованы в условиях повышенной влажности, температуры и нагрузки — в местах, где сталь быстро ржавеет и теряет свойства.
Химическое никелирование можно произвести собственноручно, в условиях хорошо проветриваемого гаража или мастерской.

Нежелательно делать описанные технологические операции на кухне, так как испарения любых химических веществ могут быть опасными для здоровья.
Покрытие никелем с помощью химических реактивов не требует высоких энергозатрат, в отличие от гальванического, но позволяет получить достаточно качественное, блестящее и твердое покрытие.
Химическое никелирование
![]()

Основой процесса химического никелирования является реакция восстановления никеля из водных растворов его солей. Осаждение никеля возможно из щелочных и кислых растворов. Щелочные растворы характеризуются высокой стабильностью, простотой корректирования, отсутствием склонности к бурному и мгновенному выпадению порошкообразного никеля (явление «саморазряда») и возможностью их более длительной эксплуатации.
Для футеровки ванн, применяемых при химическом никелировании, наиболее целесообразно пользоваться съемными пластиковыми чехлами, сваренными методом горячего проглажива-ния. При очистке ванн растворы выкачивают насосом, а чехлы извлекают и обрабатывают в азотной кислоте. В качестве материала для подвесок и корзин следует применять углеродистую сталь. Изоляцию отдельных участков деталей и подвесок производят перхлорвиниловыми эмалями или пластикатом. Для нагревания раствора следует применять электрические нагреватели с передачей теплоты через водяную рубашку.
Методом химического никелирования создают никельфосфорные покрытия. Покрытие имеет полублестящий металлический вид и является сплавом никеля с фосфором. Никельфосфорному покрытию подвергаются детали из черных металлов, меди, алюминия и никеля, или покрытые этими металлами. Этот метод покрытия непригоден для осаждения на таких металлах или покрытиях, как свинец, цинк, кадмий и олово.
Содержание фосфора в покрытии зависит от состава раствора и колеблется от 4-6 % для щелочных и до 8-10 % для кислых растворов.
Из многочисленных составов можно рекомендовать следующий раствор (г/л) и режим работы:
- хлористый никель — 20-50;
- хлористый аммоний — 35-55;
- лимоннокислый натрий — 35-55;
- гипофосфит натрия — 10-25;
- аммиак (25%-ный водный) добавляется в раствор до достижения синего цвета;
- температура, °С — 78-88;
- скорость осаждения, мкм/ч — 10-15.
Процесс идет с интенсивным выделением водорода на поверхности деталей.
Кислые растворы характеризуются большим разнообразием добавок к растворам солей никеля и гипофосфита. Так, для этой цели могут применяться уксуснокислый натрий, янтарная, винная и молочная кислоты и прочие органические соединения. Например, возможно применение следующего состава раствора (г/л) и режимом работы:
- сернокислый никель — 20-30;
- уксуснокислый натрий — 10-15;
- гипофосфит натрия — 20-25;
- тиомочевина — около 0,03;
- уксусная кислота ледяная, мл/л — 6,0-10 температура, °С — 85-95;
- величина рН — 4,3-5,0;
- скорость осаждения, мкм/ч — 10-15.
Величину рН следует корректировать 2%-ным раствором едкого натра. Плотность загрузки составляет 1-2 дм 2 /л. Перегревание раствора сверх 95 °С может привести к саморазряду раствора с мгновенным выпадением темного губчатого осадка никеля и с выбрасыванием раствора из ванны. Раствор используют до накопления в нем фосфита натрия до 55 г/л. При более высоком содержании происходит выпадение соли в осадок, и раствор становится непригодным для употребления и подлежит замене.
С целью увеличения поверхностной твердости, износостойкости и прочности сцепления детали после химического никелирования подвергают термообработке. При этом аморфное покрытие превращается в кристаллическое. Наибольшее повышение твердости происходит в диапазоне температур 400-500 °С.
При выборе температурного режима следует учитывать, что для ряда сталей, прошедших закалку или нормализацию, высокие температуры не всегда допустимы. Кроме того, термообработка, проводящаяся в воздушной среде, вызывает на поверхности деталей появление цветов побежалости, переходящих от золотисто-желтого цвета до фиолетового, что ухудшает декоративный вид покрытия. По этим причинам температуру нагрева часто ограничивают 350-380 °С, при продолжительности 1 ч. Термообработку деталей производят в инертной атмосфере в термостатах.
После термообработки микротвердость никельфосфорного покрытия возрастает вдвое, составляя 10 000 — 11 000 МПа, сравниваясь таким образом с твердостью хромовых покрытий.
Возможно Вас так же заинтересуют следующие статьи:
Водные растворы для химического никелирования.
Водные растворы для химического никелирования.
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей с помощью гипофосфита натрия и некоторых других химреактивов. С помощью химического никелирования нельзя покрывать такие металлы, как олово, свинец, кадмий, цинк, висмут и сурьму.
Воду для химического никелирования и при нанесении других покрытий берут дистиллированную, но можно использовать и конденсат из бытовых холодильников. Химреактивы подойдут как минимум чистые (обозначение на этикетке «Ч»).
- чистая азотная кислота 1,4 г/см 3 = 0,71 см 3 /г
- чистая серная кислота 1,84 г/см 3 = 0,54 см 3 /г
- чистая соляная кислота 1,19 г/см 3 = 0,84 см 3 /г
- чистая ортофосфорная кислота 1,7 г/см 3 = 0,59 х см 3 /г
- чистая уксусная кислота 1,05 г/см 3 =0,95 см 3 /г
Процесс никелирования металлов и сплавов заключается в следующем.
- Обработанную деталь обезжиривают в одном из водных растворов,
- Затем деталь декапируют = обезжиривают и активируют в одном из перечисленных в данном разделе растворов.
- Для алюминия и его сплавов перед химическим никелированием проводят еще одну, так называемую, цинкатную обработку. Ниже приведены растворы для цинкатной обработки.После цинкатной обработки детали промывают в воде и завешивают их в раствор для никелирования.
- Никелерование. Все растворы для никелирования универсальны, то есть годны для всех металлов (где лучше, где чуть хуже). Последовательность приготовления: все химреактивы (кроме гипофосфита натрия) растворяют в воде обязательно в эмалированной посуде. Затем раствор разогревают до рабочей температуры и только после этого растворяют гипофосфит натрия и завешивают детали в раствор. Для прикидки: 1 л раствора можно отникелировать поверхность площадью до 2 дм 2 . Растворы, применяемые для химического никелирования, подразделяются на кислые (рН 4-6,5) и щелочные (рН выше 6,5). Кислые растворы предпочтительнее применять для покрытия черных металлов, меди и латуни. Щелочные — для нержавеющих сталей. Кислые растворы (по сравнению с щелочными) на полированной детали дают более гладкую (зеркальную) поверхность, у них меньшая пористость, скорость протекания процесса выше. Еще немаловажная особенность кислых растворов — у них меньше вероятность саморазряда при превышении рабочей температуры. (Саморазряд — это мгновенное выпадение никеля в раствор с расплескиванием последнего.) У щелочных растворов основное преимущество — более надежное сцепление никелевой пленки с основным металлом.
- ! Наличие в никеле фосфора делает пленку близкой по твердости пленке хрома!. К сожалению, сцепление пленки никеля с основным металлом сравнительно низкое. Решить проблему помогает — термическая обработка пленок никеля = низкотемпературная диффузия — процесс заключается в нагреве отникелированных деталей до температуры 400°С и выдержке их при этой температуре в течение 1 часа. Если покрываемые никелем детали закалены (пружины, ножи, рыболовные крючки и т.п.), то при температуре 400°С они могут отпуститься, то есть потерять свое основное качество — твердость. В этом случае низкотемпературную диффузию проводят при температуре 270-300°С с выдержкой до 3 ч. Такая термообработка повышает и твердость никелевого покрытия.
- Полученное таким образом однослойное покрытие никелем на 1 см 2 имеет несколько десятков сквозных (до основного металла) пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.Даже тройное покрытие (медь — никель — хром) не спасает деталь от ржавчины, так как и у тройного покрытия имеется несколько пор на 1 см 2 . Выход — в дообработке поверхности покрытия специальными составами, закрывающими поры. В домашних условиях можно рекомендовать следующие операции: Протереть деталь с никелевым (или другим) покрытием кашицей из окиси магния и воды и сразу же опустить ее на 1-2 мин в 50%-ный раствор соляной кислоты. После термообработки еще не остывшую деталь опустить в невитаминизированный рыбий жир (лучше старый, непригодный по прямому назначению). Протереть 2-3 раза отникелированную поверхность детали составом ЛПС = легко проникающей смазкой. В последних двух случаях излишки жира (смазки) через сутки удаляют с поверхности бензином. Обработку рыбьим жиром больших поверхностей (бамперов, молдингов автомашин) проводят так. В жаркую погоду протирают их рыбьим жиром два раза с перерывом в 12-14 ч. Затем через 2 суток излишки жира удаляют бензином. Эффективность такой обработки характеризует следующий пример. Никелированные рыболовные крючки начинают покрываться ржавчиной сразу же после первой рыбалки в море. Обработанные рыбьим жиром те же крючки не корродируют почти весь летний сезон морской ловли.
Составы растворов для декапирования
Что такое никелирование и как проводится этот процесс?
Никелирование — это покрытие поверхности металла никелем. Проводится для защиты конструкции от негативных атмосферных воздействий. Покрытие отличается высокой прочностью, герметичностью, долговечностью.


Описание метода
Никелевое покрытие формируется на различных металлических конструкциях из чёрных и цветных металлов. Повышает коррозионную стойкость, защищает от износа, повышенной влажности, некоторых химически активных веществ.
Никелевые покрытия отличаются высокой твёрдостью, стойкостью к окислению, отличной отражательной способностью.
Толщина покрытия — от 0,8 до 55 мкм. Применяется для нанесения на следующие изделия:
- металлические конструкции, эксплуатация которых предполагается в неблагоприятных атмосферных условиях или в кислых средах;
- кузовные детали транспортных средств;
- спецоборудование или инструменты, которые используются в медицине;
- ограждения и опорные стальные или алюминиевые конструкции;
- металлические изделия, эксплуатируемые в кислотных или щелочных средах.
Никелевый слой бывает матовым, глянцевым или чёрным.
Невозможно никелирование заготовок из кадмия, свинца, олова, висмута, сурьмы. Перед проведением работ нужно учитывать данную особенность.
Технология
Никелирование деталей выполняется путём нанесения тонкослойных покрытий на металл. Данная технология применяется для защиты стали, меди, алюминия, титана.
Методы обработки
Чтобы выполнить покрытие никелем металла, нужно выбрать способ нанесения защитного слоя. Технологии:
- электролитическая;
- химическая.

Электролитический метод
Покрытие никеля наносится в ванне с электролитом, в которую погружены электрод и заготовка. Между деталью и анодом пропускается ток, подаваемый от лабораторного источника питания или понижающего трансформатора.
Образуемое покрытие отличается высокой однородностью, минимальным количеством дефектов на поверхности, отсутствием пор. Приготовление электролита в домашних условиях достаточно простое.
Гальваническое никелирование позволяет получать защитные слои с такими характеристиками:
- температура плавления — +1450 градусов;
- твёрдость по Виккерсу — 250;
- деформация продольного типа — 10–30%;
- адгезионная прочность — от 35 до 45 кгс/мм 2 ;
- удельное сопротивление —8,510 -5 Ом•м;
- магнитная восприимчивость — 37.
Нанесение защитного слоя:
- Подготовить ёмкость, подходящую под размеры детали.
- В ёмкости положить электрод, а на кронштейне разместить заготовку. Важно, чтобы они не касались стенок сосуда.
- Внутрь ёмкости залить электролит.
- Подобрать источник питания, на выходе которого формируется напряжение до 6 В и ток до 1,2 А.
- Подключить к аноду положительный контакт источника питания, а к заготовке — отрицательный.
- Подать на электроды напряжение.
- Толщина наносимого покрытия зависит от времени подачи напряжения на электроды.
- После получения слоя никеля требуемой толщины отключить источник тока и достать деталь.
- При необходимости покрытие можно отшлифовать.
Химический метод
Химический способ нанесения покрытия позволяет создавать на заготовках прочные никелевые слои. Отличается простотой реализации, эффективностью. Не требует наличия навыков или опыта выполнения подобных работ.
Химический способ не подходит для нанесения защитного слоя на поверхности с шероховатостью или сложной геометрией. Наносить равномерный слой в труднодоступных местах не представляется возможным.
Химическое никелирование позволяет получать покрытия со следующими свойствами:
- температура плавления — +890 0 С;
- твёрдость по Виккерсу — 550;
- деформация продольного типа — 3–6%;
- адгезионная прочность — от 35 до 50 кгс/мм 2 ;
- удельное сопротивление — 6010 -5 Ом•м;
- магнитная восприимчивость — 4.
Нанесение защитного слоя:
- Подготовить раствор для никелирования путём смешивания реактивов с водой в ёмкости, стойкой к данным химическим компонентам.
- Нагреть раствор до закипания, а потом добавить NaPO2H2.
- Подготовить эмалированную металлическую емкость. Изготовить диэлектрический держатель. Его конструкция должна быть такой, чтобы при опускании в ёмкость деталь не касалась стенок.
- Залить в ёмкость электролит, опустить заготовку на кронштейне.
- Подогреть конструкцию до такой температуры, чтобы электролитический состав закипел. Выдерживается в растворе течение 1–3 часов, в зависимости от химсостава, требований к толщине покрытия.
- Извлечь готовую деталь, промыть в растворе гашёной извести.
- При необходимости отполировать.


Ванны для проведения обработки
Покрытие заготовок никелем выполняют в ваннах с добавлением:
- хлорида Na, Mg или Zn — предназначается для растворения анодного материала, лучшего протекания реакции в присутствии Zn и других загрязнителей;
- сульфата никеля — используется в качестве источника ионов для покрытия;
- борной кислоты — регулирует кислотный уровень в ванне на требуемом уровне.
Оптимальные условия для протекания химических реакций:
- температура состава — +32 0 С;
- кислотность pH — от 5,3 до 5,9;
- количество сульфата никеля — до 360 г/л.
Никелевые слои с металлическими поверхностями имеют малую прочность закрепления. Поэтому необходимо выполнять их термообработку при температурах до +400 0 С с последующей закалкой в течение 3 часов. Превышение данного значения оказать негативное влияние на свойства металла. Оптимальный диапазон — от +260 0 С до +310 0 С.
Внутри ванной устанавливается специальное перемешивающее оборудование, позволяющее достигать однородности раствора. Для удаления различных загрязнений используются фильтры.
Производительные ванны для промышленного использования требуют добавления пеноподавляющих веществ либо сжатого воздуха.
Подготовка изделия
Процесс никелирования в домашних условиях требует правильной подготовки:
- абразивными инструментами снимается оксидная плёнка или поверхностный слой ржавого металла;
- щёткой убираются опилки с поверхности заготовки;
- водой смывают следы грязи, если они есть;
- заготовку обезжиривают растворителем или содовым составом;
- следы обезжиривателей смывают водой, затем просушивают.


Нанесение защитного слоя
Чтобы выполнить никелирование стали, на её поверхность нужно нанести слой меди. Проведение работ:
- Подобрать стеклянную ёмкость.
- Приготовить электролит. Для этого нужно подготовить 20% CuSO4, 2% H2SO4, 78% H2O.
- Поместить заготовку в емкость. С противоположных сторон разместить аноды.
- Собрать электрическую цепь на основе лабораторного источника тока. Его мощность определяется на основе площади никелирования — если нужно обработать 10–15 мА/см 2 поверхности детали, напряжение должно быть в диапазоне от 5,8 до 6 В.
- Подать напряжение на подключённую схему. Оптимальная толщина покрытия достигается в течение 30 минут.
Наносить защитный слой можно и кисточкой:
- Из многожильного медного провода изготавливается кисточка путём удаления изоляционного слоя. Для удобства её фиксируют на деревянном бруске с удобным для работы сечением.
- Заготовку очищают, обезжиривают, затем отмывают от растворителей.
- Берут лабораторный источник питания. К положительному контакту подсоединяют кисточку, а к отрицательному — заготовку.
- Подготавливают раствор электролита.
- Включают питание на источнике тока.
- Кисточку погружают в электролитический раствор, затем вынимают и проводят над заготовкой.
- Последовательно и равномерно покрывают всю заготовку медным покрытием. Толщина определяется временем воздействия на определённый поверхностный участок.
Как повысить стойкость покрытия?
Для повышения стойкости никелированных покрытий к негативным воздействиям необходимо:
- омеднить деталь для снижения шероховатости;
- в установку для химического никелирования залить раствор MgO и H2O и HCl или H2SO4;
- нанести смазку глубокого проникновения, затем погрузить деталь в ёмкость с очищенным рыбьим жиром, достать наружу и удалить остатки состава;
- нанести многослойное никелированное покрытие;
- дважды выполнить обработку рыбьим жиром с интервалом в 12 часов.
Удаление покрытия
Удалить никелированный слой можно следующими способами:
- электрохимическим травлением в 30% растворе H2SO4;
- механической обработкой абразивными инструментами;
- пескоструйной обработкой.
Чтобы при добавлении кислоты не снять слой металла с подложки, нужно в раствор добавить глицерин в количестве 50 г/л.
Никелевый слой может защищать металл от окисления, выполнять декоративную роль или быть подложкой для хромового покрытия. Технология проста в реализации, не требует дорогого оборудования, специального образования.
Никелирование химическое.
Наибольшее распространение нашли химические покрытия никелем, медью, серебром, палладием, кобальтом и реже оловом, хромом и другими металлами.
Химическое никелирование. Восстановление ионов никеля из растворов происходит за счет окисления гипофосфита по суммарной реакции
H 2 PO — 2 +H 2 O + Ni 2+ = H 2 PO — 3 + 2Н + + Ni.
При этом восстановление может протекать следующим образом:
NiCl 2 + NaH 2 PO 2 + H 2 O = Ni + 2HCl + NaH 2 PO 3
NaH 2 PO 3 + Н 2 O = NaH 2 PO 3 + Н 2
или Н 2 РO — 2 = РO — 2 + 2Н +
Ni 2+ +2H = Ni + 2H +
Выделяющийся водород восстанавливает также фосфит до фосфора, поэтому никелевое покрытие содержит 6 — 8% фосфора, который во многом определяет его специфические свойства (табл. 24).
24. Свойства химического и гальванического покрытия никелем
Температура плавления, °С
Удельное сопротивление, Ом•м
60•10 -5
8,5•10 -5
Твердость по Виккерсу
Прочность сцепления с основой, кгс/мм 2
Несмотря на то, что никель, осажденный химическим способом, обладает значительной коррозионной стойкостью, он не может быть применен для защиты от коррозии в среде азотной и серной кислот. После термической обработки такой никель имеет твердость HV 1000-1025.
В основном технологический процесс никелирования сводится к следующему. Детали из стали, меди и ее сплавов подготовляют так же, как и под гальванические покрытия.
Никелирование ведут в растворе следующего состава (г/л):
Никель сернокислый 20
Гипофосфит натрия 25
Натрий уксуснокислый 10
Тиомочевина (или малеиновый ангидрид) 0,003 (1,5 — 2)
Температура 93 ± 5°С, скорость осаждения 18 мкм/ч (при 90°С и плотности загрузки 1 дм 2 /л), рН = 4,1 ÷ 4,3.
Детали в процессе никелирования необходимо встряхивать. Допускается замена тиомочевины малеиновым ангидридом в количестве 1,5 — 2 г/л.
Для инициирования осаждения никеля на деталях из меди и ее сплавов необходимо обеспечить их контакт со сталью или алюминием. Процесс ведут в фарфоровых емкостях или стальных, футерованных полиэтиленовой пленкой, а также в емкостях из силикатного стекла.
При скоростном осаждении и при большой плотности загрузки деталей несложного профиля рекомендуется применять раствор следующего состава (в г/л):
Никель сернокислый 60
Гипофосфит натрия 25
Натрий уксуснокислый 12
Кислота борная 8
Аммоний хлористый 6
Температура раствора 93 ± 5°С, скорость осаждения 18 мкм/ч (при 90°С и плотности загрузки 3 дм 2 /л), рН = 5,6 ÷ 5,7.
После химического никелирования детали промывают в уловителе, затем в проточной холодной и горячей воде, сушат при 90 ± 10°С в течение 5 — 10 мин и термически обрабатывают при 210 ± 10°С в течение 2 ч (с целью снятия внутренних напряжений и повышения прочности сцепления с основой). Далее в зависимости от условий эксплуатации детали покрывают лаком, обрабатывают гидрофобной жидкостью (ГКЖ и др.) или без обработки подают на сборку.
Основными причинами некачественного покрытия при химическом никелировании являются:
1) самопроизвольное осаждение никеля в виде черных точек из-за плохой очистки ванн, наличия следов никеля или других очагов кристаллизации на дне и стенках ванны, а также из-за перегрева раствора;
2) наличие непокрытых мест на деталях сложной конфигурации из-за образования газовых пузырей и неравномерного омывания деталей раствором;
3) частичное отложение никеля на внутренней поверхности ванны из-за касания деталями стенок или дна ванны в процессе никелирования;
4) снижение кислотности раствора (растрескивающееся, хрупкое покрытие);
5) увеличение кислотности раствора (покрытие грубое и шероховатое).
Значение рН корректируют, добавляя 10%-ный раствор уксусной кислоты или едкого натра.
Детали из кремния никелируют в щелочных растворах следующего состава (в г/л):
Хлорид никеля 30
Гипофосфит натрия 10
Цитрат натрия 100
Хлорид аммония 50
Скорость осаждения 8 мкм/ч, рН = 8÷10 (за счет введения NH 4 OH).
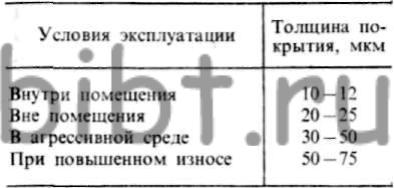
Порядок химического никелирования керамики: обезжиривание в щелочных растворах и химическое растравливание поверхности (смесь серной и плавиковой кислот), сенсибилизация в растворе (150 г/л) гипофосфита натрия при 90°С, никелирование в щелочной ванне. Толщина покрытий деталей в зависимости от условий их эксплуатации указана в табл. 25.
25. Значения толщины покрытий в зависимости от условий эксплуатации

Содержание фосфора в осадках зависит от рН электролита и длительности процесса никелирования. С увеличением толщины покрытия содержание фосфора в них увеличивается. Причиной тому является истощение раствора и снижение рН в результате образования соляной или серной кислоты.
Так, при рН = 5,5 в осадках содержится 7,5% фосфора, а при рН = 3,5 14,6%. Повышение твердости покрытия до 1100-1200 кгс/мм 2 при 200-300°С вызывается выделением фазы Ni 3 P, которая кристаллизуется в тетрагональной системе с постоянной кристаллической решетки а = b = 8,954• 10 -10 м и с=4,384•10 -10 м. Максимум твердости никеля соответствует 750°С. Модуль упругости при этом составляет 19000 кгс/мм 2 . Предел прочности при растяжении равен 45 кгс/мм 2 (при 20°С) и 55 кгс/мм 2 после термообработки при 200°С в течение 1 ч. Коэффициент трения покрытия (при нагрузке > 10 кгс) после его нанесения такой же, как и блестящего хрома. Удельный износ никелевого покрытия при 100°С составляет 2•10 -3 мм 3 /м.
При перемешивании кислого раствора увеличивается блеск осадков и скорость осаждения. Если процесс осаждения прерывается на несколько минут, то детали можно загружать в ванну без дополнительного активирования. При длительном перерыве (24 ч) детали следует хранить в холодном растворе никелирования, а затем переносить в рабочую ванну.
Скорость осаждения металла тем меньше, чем ниже рН раствора. Кроме того, скорость является функцией отношения Ni 2+ : Н 2 РО — 2 . Для нормальной кислой ванны оно должно колебаться в пределах 0,25 — 0,60 (для буферированной ацетатом 0,3—0,4).
При наличии солей аммония уменьшается скорость осаждения. Во вновь приготовленных растворах скорость осаждения сначала высокая, а затем по мере старения падает. Так, в ацетатных и цитратных растворах она уменьшается с 25 до 2 — 5 мкм/ч. Наиболее оптимальная скорость осаждения
Блеск покрытия определяется качеством подготовки поверхности основы, которую следует полировать. В щелочных ваннах покрытия получается более блестящими, чем в кислых. Покрытия, содержащие 10% фосфора — очень блестящие, но с желтоватым оттенком. Разброс по толщине покрытия 30 мкм даже на деталях сложной конфигурации составляет, например, не более 1—2 мкм. Когда ванна работает при постоянном значении рН, количество фосфора в покрытии пропорционально концентрации гипофосфита в ванне.
Нормальное содержание фосфора в покрытии 5 — 6%. Содержание фосфора тем выше, чем больше отношение H 2 PO 2 :Ni 2+ . На низкоуглеродистых сталях адгезия никелевых покрытий очень высокая (2200 — 4400 кгс/см 2 ), но ухудшается, если температура раствора понижается до 75°С. Адгезия на сталях, легированных Al, Be, Ti, и сплавах на основе меди зависит от способа обработки поверхности и улучшается последующей термообработкой при 150-210°С.
Первым признаком нарушения стабильности состава раствора является образование белой пены вследствие чрезмерного выделения водорода во всем объеме ванны. Затем появляется очень мелкая черная взвесь Ni-P, которая ускоряет реакцию разложения раствора.
Причинами преждевременного разложения раствора могут быть: слишком быстрое введение щелочи и гипофосфита (следует добавить разбавленного водного раствора при интенсивном перемешивании); локальный перегрев; слишком высокое содержание гипофосфита (нужно понизить рН и температуру); внесение палладия в раствор с деталями, активированными в PdCl 2 , неправильное соотношение суммарной площади деталей к объему раствора.
Уровень раствора в ванне необходимо поддерживать постоянным, так как понижение его за счет испарения приводит к концентрированию раствора. В процессе покрытия деталей не следует допускать отключения нагревателей (пар, теплоэлектронагрев и др.).
В отличие от гидрозина, гипофосфит натрия обладает важным преимуществом, так как в осадке содержится в 8 — 10 раз меньше газов. Добавка тиосульфата натрия способствует снижению пористости никеля. Так, при толщине 20 мкм она снижается от 10 до 2 пор/см 2 . При выборе материала для ванны следует учитывать, что растворы испаряются при температуре, приблизительно равной температуре кипения, и имеют высокую чувствительность к различным загрязнениям. Кроме того, материал должен быть стойким к HNO 3 , так как периодически со стенок ванны приходится удалять осадки никеля. Ванны объемом 20 л изготовляют из пирекса, а большего — из полированной керамики. Внутреннюю поверхность стальных емкостей покрывают стекловидной эмалью. Ванны из коррозионно-стойкой стали необходимо пассивировать концентрированной азотной кислотой в течение нескольких часов. Для предотвращения возникновения гальванопар между стальной ванной и покрываемыми деталями ее стенки необходимо футеровать стеклом или резиной. В качестве футеровки в ваннах малой емкости используют полиэтиленовые вкладыши.
После каждой выгрузки деталей электрические нагреватели стержневого типа необходимо протравливать в HNO 3 .
Дефектные покрытия с деталей из стали, алюминия и титана следует удалять в концентрированной азотной кислоте при температуре не выше 35°С, с деталей из коррозионно-стойких сталей в 25%-ном растворе HNO 3 , а с латунных и медных — анодным растворением в H 2 SO 4 .
С целью улучшения стабильности состава раствора зарубежные фирмы рекомендуют добавлять соли хрома. Пористость покрытий, полученных в растворе, содержащем 10 г/л K 3 Fe(CN) 6 и 20 г/л NaCl, определяют в течение 10 мин. Поры совершенно отсутствуют при толщине покрытия => 100 мкм.
Кустарные и промышленные способы никелирования
Никелирование в домашних условиях: возможности, особенности и используемое оборудование. Что такое никелирование. Химическое и электрохимическое покрытие деталей. Видео процесса обработки своими руками.


Никелирование изделий из металлов и сплавов — это процесс нанесения на их поверхности защитных и декоративных слоев никеля. У народных умельцев данный вид гальванотехники является одним из самых популярных. Это объясняется тем, что для никелирования в домашних условиях не требуется сложного оборудования, все реагенты доступны и не очень дороги, а сам никель и его соединения неагрессивны и нетоксичны. Широкое использование никелирования в промышленном производстве главным образом связано с тем, что никелевые покрытия обладают одним из самых высоких уровней устойчивости к коррозии, а их твердость выше, чем у защиты из кадмия, цинка и олова. Но никель намного дороже всех этих металлов, поэтому его чаще всего применяют в тех случаях, когда требуется защитить изделия от коррозии и одновременно придать ему эстетичный вид. Внешне никелевые покрытия очень похожи на хромовые, но имеют более теплый оттенок (см. рис. ниже).


Специфика, определение и назначение никелирования
Защитное никелевое покрытие может наноситься практически на все виды металлов и их сплавов, а также на стекло, пластмассу и керамику. Но чаще всего никелирование используют для защитно-декоративной обработки изделий из стали, меди, цинка, алюминия и их сплавов. В домашних условиях изделия чаще всего покрывают одним никелевым слоем, а в промышленном производстве никель обычно входит в состав многослойных покрытий. Это связано с его пористостью, которая полностью исчезает только при толщине слоя более 30 микрон. По этой причине никель чаще всего накладывают на подслой меди, а снаружи защищают слоями хрома или кадмия.
Никелирование деталей с предварительным омеднением несложно осуществить даже в домашней мастерской, а вот использование хрома и кадмия требует особых условий и мер предосторожности в связи с высокой токсичностью соединений этих металлов. При промышленном и домашнем никелировании с помощью электролитных добавок и различных режимов электролиза можно получить следующие виды поверхностей:
- блестящие;
- матовые;
- полублестящие;
- двух- и трехслойные;
- композиционные;
- черные;
- велюровые;
- износостойкие.
На рисунке ниже изделия с матовым и черным никелевыми покрытиями.


«Черный» никель применяют в оптических приборах и при создании военной техники. В его состав входит до трех четвертей неметаллических компонентов — сульфидов никеля и гидроксидов цинка. Нанести такие покрытия в домашних условиях очень сложно, т. к. для этого требуются профессиональные знания и специальные реагенты.
Плюсы и минусы никелированных покрытий
Главный недостаток никелевого покрытия, который связан с особенностями осаждения этого металла, — это его пористость, которая имеет глубину до 25–30 микрон. Поэтому никелирование, как правило, выполняют по подслою из меди, что несложно реализовать даже в домашней мастерской при наличии минимальных навыков в гальванотехнике. Другой способ защиты от пористости — это дополнение никелевого покрытия защитным слоем из фосфорных соединений, хрома и пр.
Для нанесения никеля на поверхность алюминия изделие предварительно подвергается цинкатной обработке, после чего по поверхности цинка выполняется гальваническое никелирование. Как и предварительное омеднение, эта технология легко реализуется даже в домашней мастерской.
Методы нанесения никелевого покрытия
Электролитический метод
Электролизное покрытие изделий никелевым слоем осуществляется по традиционной технологии. В емкость с электролитом помещается обрабатываемая деталь, которая выступает в роли катода, и анод из чистого никеля. При подаче положительного напряжения на анод и отрицательного на изделие начинается электрохимический процесс, в результате которого анионы никеля отрываются от анода и через электролитический раствор двигаются к катоду, оседая в виде тонкой пленки металла на поверхности изделия. В домашних условиях для электролитического никелирования обычно используют стеклянные емкости объемом в несколько литров, а в качестве источника тока — автомобильные аккумуляторы или бытовые блоки питания напряжением 12 В.

Химический метод

Технология никелирования металлов
- Погружение на статической подвесной оснастке. Применяется для габаритных деталей. Этот метод пригоден как для промышленного, так и домашнего применения.
- Никелирование движущегося катода. Таким способом покрывают проволоку и ленты, сматываемые с одной катушки на другую с прохождением через электролит.
- Натирание. Покрытие наносится с помощью ручного приспособления с никелевым стержнем, обернутым в пористый материал с электролитом. Применяется для восстановления небольших участков поверхностей и в домашних мастерских.
- Погружение во вращающихся барабанах (см. рис. ниже). Используется для одновременного никелирования большого количества мелких деталей. Традиционной способ обработки метизов.
Гальваническое никелирование позволяет создавать защитные и декоративные слои, состоящие из композитных материалов, в которых никель может составлять меньшую часть. Наглядным примером этого является «черное никелирование» — нанесение на изделия композита из никеля и солей других металлов. Такое покрытие обладает повышенным светопоглощением, т. к. имеет почти абсолютно черный цвет.
Проведение никелирования в домашних условиях
- стеклянную или пластиковую емкость для электролита;
- приспособления для подвески никелевого анода (или анодов) с клеммой;
- траверсу для подъема и опускания изделия в электролит с клеммой (обычно это медная трубка или прут);
- источник питания или аккумулятор с выключателем и провода;
- подогреватель и термометр.

Кроме того, может потребоваться сосуд большего размера для помещения домашней гальванической емкости в водяную баню. Для химического никелирования не нужны никелевые аноды, источник питания, провода и клеммы.
Процесс домашнего никелирования включает в себя следующие этапы:
- механическая очистка всех поверхностей;
- обезжиривание;
- промывка в проточной воде;
- никелирование;
- промывка и сушка готового изделия.
В зависимости от потребностей домашнего мастера перед никелированием может потребоваться создание медного подслоя, которое также выполняется гальваническим способом.
Подготовка изделия
Состав ванны для никелирования
В промышленном производстве применяется множество разнообразных растворов для гальванического и химического никелирования. При этом основным компонентом в любой рецептуре является сульфат никеля, который обеспечивает перенос анионов никеля от анода к покрываемой детали. Остальные реагенты служат для повышения электропроводности, а также повышения качества и создания особых свойств никелевых покрытий. В домашних и небольших производственных мастерских, как правило, используют трехкомпонентный раствор, включающий в себя сульфат и хлорид никеля, а также борную кислоту.

Как увеличить стойкость покрытия
В домашних мастерских для повышения коррозионной стойкости никелируют изделия по подслою из меди или цинка, а также обрабатывают их поверхности полимерными материалами.
Как удалить никелевое покрытие
Удаление никелевого покрытия возможно механическим, химическим и электрохимическим способами. В первом случае покрытия снимаются с помощью ручных шлифмашинок с применением абразивоструйного оборудования или галтовочных аппаратов. Поскольку никелем покрывают различные металлы, причем с использованием подстилающих и защитных слоев из меди, цинка, кадмия и хрома. Универсальных методов удаления никелевых покрытий попросту не существует. При этом в каждом случае ставится вопрос о возможности повреждения подстилающего слоя или основного металла детали. Чаще всего в состав реагентов для химического и электрохимического удаления никеля входят азотная, соляная и серная кислоты в совокупности с различными добавками. Для таких методов требуется хорошо оборудованная химическая мастерская, и в домашнем гальваническом производстве они, как правило, неприемлемы.
Нанесение защитных покрытий после никелирования связано с применением токсичных и агрессивных реагентов. А может, все-таки существуют какие-то современные способы укрепления никелевых покрытий, которые безболезненно можно применять в домашних условиях? Если кто-нибудь знает, как это делается, — поделитесь, пожалуйста, информацией в комментариях к данной статье.