Холодная оцинковка металла своими руками
FakeEngineer › Блог › Цинкование и пассивация в домашних условиях.


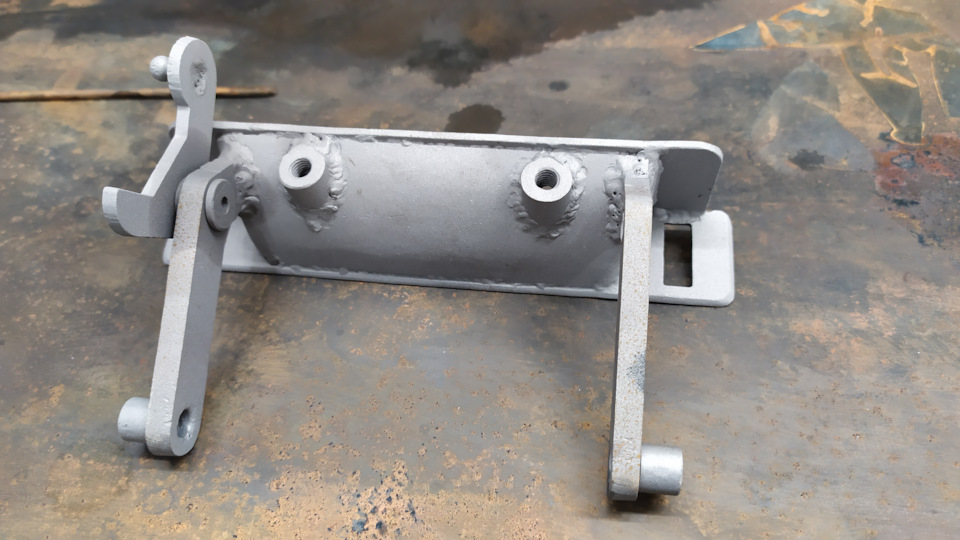
Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.


Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
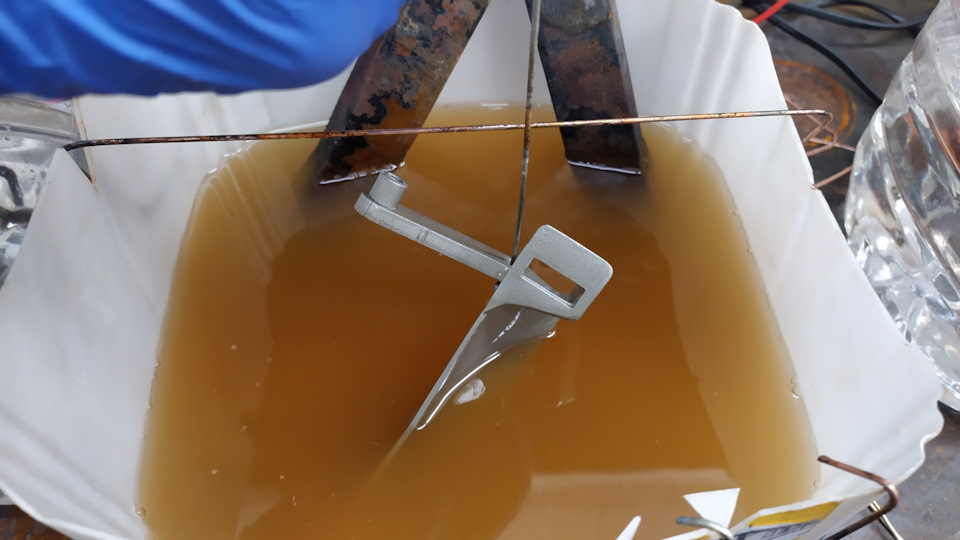
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.
При оцинковке анодом (+) является кусок цинка, сопоставимый по площади с деталью. Катод (-) сама деталь.
Напряжение должно быть в районе 12 вольт постоянного тока. Сила тока устанавливается в диапазоне 0,5 — 5 ампер на 1 кв.дм площади. Фактически желательно держать ток поменьше. При большом токе качество осаждения цинка сильно ухудшается. Старайтесь не превышать ток 1 ампер на небольших деталях. Цинкование происходит при температуре 18-25 градусов.
По времени слой наносится за 2-10 минут в зависимости от размера детали и тока.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
3. Для блестящего цинкования я использую щелочной электролит «экомет-ц31». Он дает отличное блестящее покрытие.

Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
Для этого я использую состав «экомет — пц12». Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Технология холодного цинкования металла своими руками.
Цинкование является одним из самых эффективных способов защиты металлических конструкций от коррозии. Известны несколько методик, с помощью которых достигается результат, начиная от электрохимического осаждения и заканчивая газо-термическим напылением. Однако самым популярным и простым является холодное цинкование металла – способ, подходящих для обработки деталей любого размера, выгодный и доступный даже для использования в домашних условиях.


Принцип метода
Результатом становится образование высыхающей краской прочного покрытия. Причём, защита металла получается не только физической, предотвращающей механическое воздействие, но и катодной, препятствующей развитию коррозии за счёт снижения потенциала.
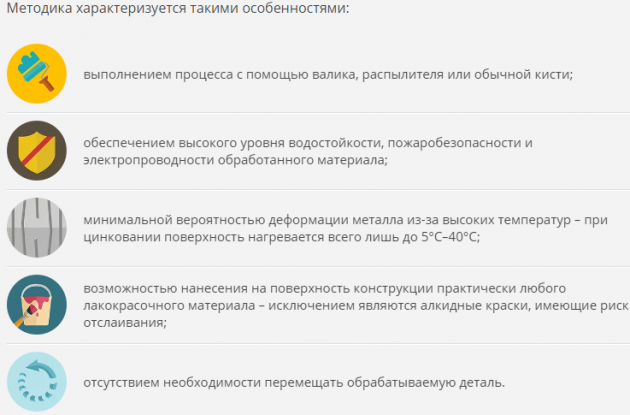
Методика характеризуется такими особенностями:





С помощью данной методики защищаются конструкции мостов, трубы, элементы железнодорожных путей и дорожных ограждений. Кроме того, цинкование обеспечивает защиту баков, резервуаров и нефтепроводов. А одной из самых популярных сфер применения способа является обработка деталей легкового и грузового транспорта.
Составы холодного цинкования, видео:

Отличия от горячего цинкования
Методика холодного цинкования имеет ряд отличий от горячего способа, делающих её более популярной. Одним из главных плюсов является возможность решения проблем с коррозией качественно и безопасно. К остальным достоинствам относят:
- Принцип нанесения цинкосодержащего состава. При горячем способе металлоконструкции погружают в заполненную цинковым сплавом ёмкость, ограничивающую размеры детали. Крупные предметы удобнее обрабатывать холодным методом, напоминающим покраску;
- Температуру, при которой наносится состав для холодного цинкования – не больше 40 градусов, то есть более чем в 10 раз меньше по сравнению с горячим методом. В большинстве случаев подходят даже стандартные комнатные условия;
- Возможность регулирования качества покрытия. Так, при использовании горячей методики исполнитель работ регулирует только температуру, получая практически непредсказуемый результат. Холодное цинкование требует аккуратности, но позволяет получить более эстетичный вид.
Преимущества холодной обработки металла дополняются меньшей стоимостью работ. А единственным минусом можно назвать только увеличение времени на их выполнение. Зато холодное цинкование своими руками может проводиться даже в домашних условиях – без использования специализированного оборудования и специальных условий.

Процесс цинкования
Процесс обработки металлоконструкции по технологии холодного цинкования требует подготовить поверхность перед нанесением защитного состава. По ГОСТу эта подготовка состоит из следующих этапов:
- В первую очередь поверхность промывается для удаления с неё загрязнений;
- Применяется гидроабразивный, гидродинамический или пескоструйный метод, благодаря которым металл приобретает требуемую степень шероховатости, а окалина и ржавчина удаляются;
- Если использовались первые два метода, конструкция просушивается;
- Выполняется ручная очистка металла с удалением острых кромок, варочных брызг и углов;
- Конструкция очищается от пыли с помощью сжатого воздуха.


Степень обезжиривания контролируется ГОСТ 12.2.052 , запылённость – по ISO 8502-3 . Шероховатость проверяется компаратором или профилометром и сравнивается со значениями из ISO 8503-1 .

Особенности нанесения
Когда поверхность подготовлена, а её качество проверено, начинается сам процесс. Для получения качественного результата технология холодного цинкования металла предусматривает поддерживание определённой температуры воздуха в зоне выполнения работ. Она должна превышать величину точки росы не меньше, чем на 3°С , что позволяет избежать появления на металле влаги и, соответственно, снижения качества защиты и уменьшения её эксплуатационного срока.
Защитное покрытие наносится в несколько слоёв, каждый следующий – только после полного высыхания предыдущего. Способ нанесения может быть безвоздушным или пневматическим. Требующие полосовой окраски элементы отделываются с помощью валиков и кистей. А после выполнения работы проводится проверка качества покрытия – для этого пользуются специальными измерительными устройствами и визуальным методом.

Популярные материалы для цинкования
Холодное цинкование выполняют с применением различных материалов, которые выбирают в зависимости от целого ряда факторов. К популярным составам, подходящим и для промышленного использования, и для выполнения работ в домашних условиях, относят:
- препарат «Гальванол» , обладающий неплохой адгезией с изделиями из чёрных металлов и отличающийся лёгкостью нанесения, возможностью использования в температурном диапазоне –30°C – +50°C и цинкования даже ржавых поверхностей;
- «Цинотан» , применяющийся для обработки ёмкостей для хранения нефтепродуктов, труб и резервуаров системы ГВС, опор ЛЭП и гидросооружений;
- краска для холодного цинкования «АнтикорЦинк™» , отличающаяся устойчивостью к нефтепродуктам, растворителям, пресной и морской воде, высокой адгезией к поверхности металла, механической прочностью и неплохими эстетическими характеристиками;

- «Мастер АК-100» – состав, подходящий для защиты от коррозии автомобильных деталей, включая элементы кузова, строительных и железнодорожных конструкций и опор для линий электропередач;
- «Цинотерм» – раствор, применяющийся в комплексе с любыми лакокрасочными материалами, что позволяет не только защитить металл, но и изменить цвет его поверхности;
- «ЦВЭС» – краска, особенности состава которой (включение в неё цинкового порошка и этилсиликата) позволяют применять её для повышения защитных свойств легированной стали.
А при выборе конкретного средства следует обращать внимание на их цену и указанные характеристики типа эксплуатационного срока, времени высыхания до подходящего для нанесения следующего слоя уровня прочности и температурного диапазона использования.
Имеет значение и такой параметр, как содержание в материале цинка, находящийся в пределах 85–96%. В то время как срок эксплуатации может достигать 10 лет, период высыхания – от 0,5 до 6 часов, а цена обработки 1 кв. м поверхности начинается с 55–60 руб.
Технология холодного цинкования, видео:

Особенности выполнения работ в домашних условиях
Благодаря простоте методики и отсутствию особых условий, цинкование металла своими руками выполнить легче, чем воспользоваться другими вариантами обработки металла. При подготовке состава следует учесть, что он представляет собой не обычную краску, а, скорее, разновидность жидкого цинка. А её хранение выполняется в двух формах – в виде цинкового порошка и жидкого связующего компонента.
Также обязательно учитывается, что прочность получившегося покрытия во многом зависит от его подготовки. Аккуратно выполненная механическая зачистка металла и последующее обезжиривание позволяют увеличить эксплуатационный срок защитного слоя в несколько раз. А нанесение специальных составов не в один, а в 2–3 слоя обеспечит защиту на протяжении, минимум, 10 лет без необходимости дополнительной обработки.

При работе в домашних условиях рекомендуется наносить слои с промежутком не меньше 30 минут – но и не больше часа. Температура окружающей среды должна быть в пределах 5–40 градусов, что позволяет выполнять работы практически в любое время года, на улице или в помещении.
Если цинкование происходит внутри постройки (гаража или мастерской), следует обеспечить хорошее проветривание. А перед тем как наносить на оцинкованное покрытие финишную отделку и лаки желательно выдержать не меньше 24 часов , обеспечивая окончательное схватывание состава.
Правильно выполненное холодное цинкование в домашних условиях позволяет получить защиту металлической поверхности не хуже, чем результат фабричной обработки металлоконструкции. Для этого следует соблюдать все условия процесса. Хотя они и так простые по сравнению с другими методиками. А внешний вид защищаемого металла получается вполне эффектным, даже если исполнитель работ никогда не занимался цинкованием раньше.
Холодное цинкование своими руками – 8 правил качественного нанесения
Холодное цинкование своими руками – 8 правил качественного нанесения
- Что необходимо для подготовки поверхности и нанесения состава
- Условия нанесения
- Очистка поверхности металла
- Обезжиривание
- Приготовление рабочего состава
- Нанесение
- Общие рекомендации по нанесению
Чтобы защитить металлические конструкции и изделия от коррозии не нужно обращаться к специалистам, разбирать и куда-то их везти, тратить много денег, сил и времени. Достаточно просто купить состав для холодного цинкования, самостоятельно нанести и забыть о коррозии на 25 лет. Здесь мы расскажем: где купить холодное цинкование и как его наносить, затратив минимум времени и средств.
Немного о методе
Холодное цинкование металлоконструкций – нанесение на подготовленную металлическую поверхность состава с высоким (92-96%) содержанием цинка. Метод позволяет применять состав своими силами, без привлечения специалистов и прямо на месте эксплуатации конструкций. В результате образуется прочное покрытие, которое служит до 25 лет без обновления.

Что понадобиться?
Для подготовки поверхности металла и нанесения состава вам нужно:

1.Шлифовальная машинка, если ее нет, то металлическая щетка или крупнозерная наждачная бумага – это необходимо для удаления старого покрытия или уже образовавшейся ржавчины. Зернистость шлиф-круга или шкурки должна быть от 5 до 6 по ГОСТ 3647-71 или от 180 до 220 – по европейскому стандарту FEPA.
2. Растворитель: сольвент, ксилол, сольв-ур или любой подходящий к вашему составу для холодного цинкования. Растворитель необходим для обезжиривания поверхности, разбавления состава до более жидкой консистенции и очистки инструментов. Количество растворителя зависит от объема ваших работ по нанесению.

3. Строительный миксер или дрель со специальной насадкой, или любой предмет, пригодный для перемешивания краски в банке – необходимо для тщательного перемешивания состава, чтобы покрытие легло ровно и без комочков.
4. Инструмент для нанесения, можно выбрать: кисть, валик, краскопульт, аппарат безвоздушного или воздушного распыления – то, чем вам удобнее наносить.

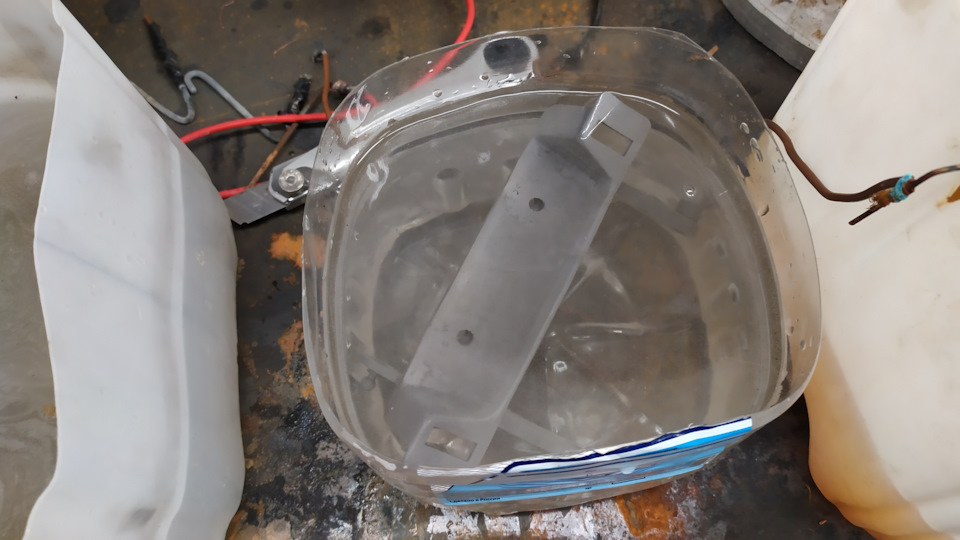
Если у вас мелкие детали с труднодоступными для нанесения участками, то имеет смысл наносить состав методом погружения. Тогда вам необходима удобная пластиковая емкость такого размера и глубины, чтобы туда полностью помещались ваши изделия.
5. Средства индивидуальной защиты: перчатки, респиратор, желательно – защитный костюм с капюшоном, чтобы не запачкаться, так как покрытие получится очень стойкое.
6. Состав для холодного цинкования, в необходимом вам количестве.
Условия нанесения и последующей эксплуатации для каждого состава холодного цинкования могут отличаться. Обязательно ознакомьтесь с инструкцией, прилагаемой к материалу.
Совет! В инструкциях и описаниях некоторых составов для холодного цинкования указано, что они позволяют нанесение прямо на ржавую и неподготовленную поверхность. Это действительно так, но мы вам рекомендуем все же тщательно подготовить поверхность и удалить остатки ржавчины и старых покрытий. Это позволит покрытию дольше продержаться – до 25 лет без обновления.
Условия нанесения
Температура нанесения
от -35°С до +35°СВлажность воздуха
70-98%На улице или в хорошо проветриваемом помещении
Подробная инструкция по нанесению состава для холодного цинкования
1. Очистка поверхности металла

- С поверхности металла необходимо удалить все следы грязи. Сделать это можно с помощью простых, бытовых моющих средств.
- Если сталь новая и присутствует плотно держащаяся окалина, необходимо провести абразивоструйную очистку до 2 степени по ГОСТ 9-402.
- Если металлическая поверхность имеет старое покрытие или ржавчину, то они удаляются с помощью шлифовальной машинки, щетки или шкурки.
Хорошо и быстро можно провести очистку с помощью воды под давлением 10-20 МРа.
- Если сталь уже оцинковывалась, то старое покрытие необходимо так же удалить. Здесь не обойтись без воды под давлением 10-20 МРа.
- Краску с металла удаляют механическим, химическим способом или водой под давлением 175-275 МРа, кому как удобнее.
- После удаления старых покрытий и грязи необходимо тщательно обеспылить поверхность, не пропуская участки. Для этого лучше использовать аппарат для очистки сжатым воздухом, который должен быть чистым и сухим, соответствовать ГОСТу 9.010-80.
2. Обезжиривание

- После проведения очистительных работ, поверхность металла необходимо обезжирить.
- Для обезжиривания металла используются растворители: ксилол, сольвент или специальные растворители той же марки, что и состав для холодного цинкования.
- Если металлоконструкция обрабатывается на открытом воздухе, то готовый состав необходимо наносить не позднее, чем через 12 часов после очистки и обезжиривания поверхности. Если же они обрабатываются в помещении, то не позднее, чем через 48 часов. Иначе очистку и обезжиривание придется проводить заново.
3. Приготовление рабочего состава

- Большинство составов для холодного цинкования – однокомпонентны и сразу готовы к применению. Если состав двухкомпонентный, то его необходимо смешать в соответствии с инструкцией, прилагаемой к нему.
- Необходимо открыть банку и тщательно перемешать до однородного состояния, желательно механическим способом.
- Если вы наносите краскопультом или механическим распылителем, то может понадобиться разбавление состава. Для разбавления так же используются нефтяной, каменноугольный сольвент, ксилол или специальный растворитель той же марки, что и состав.
- Состав разбавляют не более чем на 5-10% от общей массы. После разбавления, а так же каждые 30 минут состав необходимо снова тщательно перемешивать, во избежание оседания цинковой пудры и неравномерности покрытия.
4. Нанесение

- После приготовления состав наносят на подготовленную поверхность, на открытом воздухе – не позднее чем через 12 часов, в помещении – не позднее 48 часов.
- Рекомендуем перед нанесением придать поверхности шероховатость с помощью шкурки – сцепление состава с металлом будет крепче.
- Нанесение при помощи кисти: рекомендуется выбирать кисть из натуральной щетины. При этом она должна быть очищена от различных загрязнений и пыли. Наносить как обычную краску.
- Нанесение при помощи валика: нужен валик из материала, который устойчив к органическим растворителям. Важно, чтобы валик был очищен от пыли и различных загрязнений, а также от ранее применяемых лакокрасочных материалов. Наносим состав так же, как обычную краску.
- Нанесение с помощью пневматического распылителя: распылитель должен быть очищен от грязи, а также от ранее применяемых лакокрасочных материалов. Диаметр используемого сопла 2,0-3,0 мм. Давление в распылителе 2-3 bar (0,2-0,3 МРа). Старайтесь распылять максимально равномерно.
- Нанесение способом безвоздушного распыления: используемое оборудование обязательно должно быть очищено от грязи, а также от ранее применяемых ЛКМ. Диаметр используемого сопла 0,38-0,63 мм или 0,015-0,025 дюйма. Давление в распылителе 80-120 bar (8-12 МРа).
- Нанесение способом окунания: погрузите деталь в банку или в специальную емкость с составом для холодного цинкования. Избегайте окунания рук. Деталь должна погружаться полностью, подождите 5-10 секунд. Убедившись, что состав попал во все скрытые полости и труднодоступные места, доставайте деталь. Дальше деталь рекомендуется подвесить до полного равномерного высыхания.
- Нанесение из аэрозольного баллона: при нанесении баллон следует держать вертикально клапаном вверх на расстоянии 25-30 см от покрываемой поверхности. Наносить аэрозоль при температуре окружающего воздуха от +5°С до +40°С. После окончания работ прочистить клапан: перевернуть баллон и нажимать на сопло до тех пор, пока не начнет выходить чистый газ. Остатки состава на клапане удалить тампоном, смоченным в растворителе (сольвент, ксилол).
Общие рекомендации по нанесению: наносить состав любым из способов рекомендуется в 2 или более слоев – так покрытие будет крепче и дольше прослужит. При нанесении необходимо каждый раз перекрывать кромку полосы предыдущего слоя. Между слоями выдерживают от 30 минут до 2 часов, в зависимости от выбранного состава. Итоговая толщина цинкового покрытия должна составлять от 40 до 160 мкм.
Финишные эмали наносят после полного высыхания покрытия, выдерживая от 30 минут до 8 часов – для специальных защитных покрытий совместимых с составом. Для простых лакокрасочных покрытий иногда необходимо выдержать 24 часа.
Цинкование в домашних условиях – доступный способ защиты металлов
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:


- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.


Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.


Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
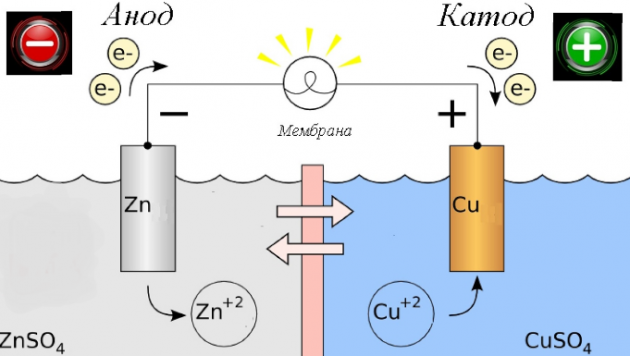
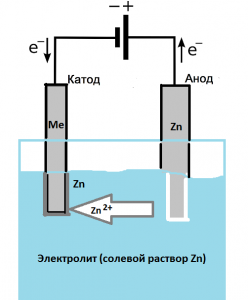
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.

Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.

3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.


Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.

4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм 2 ). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.

5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.


Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).

Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.

6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.


Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.

Как осуществляется холодное цинкование металла
Холодное цинкование: суть и назначение антикоррозийной технологии. Особенности проведения обработки. Краткий обзор составов Цинконол и Гальванол. Способ цинкования своими руками.

Холодное цинкование – это технологический процесс, который применяют для защиты металлических изделий от коррозии. Данный метод был открыт сравнительно недавно – в середине ХХ века. Тогда возникла необходимость в антикоррозийной обработке трубопровода Морган Вьяла, который проходил по южному побережью Австралии. Его длина составляла 460 км. Было принято решение покрыть его цинксиликатным составом вручную, что и было проведено в течение двух лет – с 1942 по 1944 года.
Сейчас процесс является надежной альтернативой традиционным способам защиты металла – гальваническому и горячему цинкованию. Современная промышленность широко использует холодную обработку поверхностей: от покрытия металлоконструкций до обработки морских судов.


Суть и назначение холодного цинкования
По принципу действия холодное цинкование является одним из способов защиты металла. Его можно использовать для обработки следующих элементов:
- металлоконструкций;
- резервуаров;
- труб;
- контейнеров;
- мостов;
- транспорта;
- морских судов;
- опор линий электропередач.
В зависимости от условий обработки выбирают способ нанесения состава на поверхность:
- распыление;
- окунание;
- облив;
- ручное покрытие валиком или кистью.
Метод был назван холодным из-за отсутствия требований к соблюдению температурного режима. На заре появления данной технологии был известен только горячий метод, который характеризовался нагревом рабочего состава, в который погружали обрабатываемую заготовку, до 400 °C.
Рабочий состав для обработки – это цинксодержащая краска, цинк с добавлением полимеров различного происхождения, увеличивающий адгезию к поверхности. Согласно требованиям межгосударственных стандартов массовая доля цинка должна составлять не менее 95%. Для достижения качественного результата размер фракции не должен превышать 15 мкм.
Краска, изготовленная с соблюдением вышеуказанных параметров, способна обеспечить надежную защиту от коррозии и прочих вредных факторов. При качественной обработке с соблюдением всех технологических требований срок службы покрытия составит 35–50 лет.
При взаимодействии цинка с железом образуется гальваническая пара. Цинк – более активный элемент, поэтому при реакции с кислородом в качестве анода выступает именно он. Железо принимает на себя свободные электроны, защищаясь от контакта с влагой.
Плюсы и минусы метода
- Любые размеры. Технология позволяет обрабатывать любые поверхности независимо от их формы, размера и фактуры объекта.
- Отсутствие необходимости в демонтажных работах. Перед покраской изделия не нужно разбирать, что уменьшает трудоемкость и сокращает срок обработки.
- После холодного цинкования допустимо проведение сварочных работ, которые не влияют на целостность покрытия. На шов можно нанести свежий защитный слой.
- Производительность. Большую часть времени занимают подготовительные работы. Непосредственно процесс нанесения покрытия длится недолго.
- Широкий температурный диапазон. Технология допускает проведение работ при температуре -20…40 °C.
- Высокая надежность. Структура отличается пластичностью и стойкостью к температурным перепадам.
- Высокая адгезия цинксиликатной краски позволяет одинаково хорошо взаимодействовать как с чистым металлом, так и с финишными покрытиями.
- Простота. Для проведения работ не требуется специально обучать специалистов, достаточно провести вводный инструктаж по охране труда и технике безопасности.
- Экономия. По сравнению с прочими методами цинкования себестоимость холодного метода гораздо ниже.
Технология покрытия не имеет ярко выраженных минусов. Существуют два фактора, которые тяжело назвать недостатками:
- Для достижения качественного результата необходимо тщательно готовить поверхность.
- Для обработки полостей требуется приложить определенные усилия.
Для получения надежной защиты необходимо тщательно соблюдать технологию на всех этапах работ. Малейшее нарушение условий приведет к тому, что срок эксплуатации будет сокращен, а защитные свойства уменьшены.
Как проходит холодное цинкование


Рассмотрим технологию нанесения холодного цинкования на поверхность. Рабочий цикл разбит на следующие этапы:
- Подготовительные работы. Специалисты рекомендуют провести пескоструйную обработку перед холодным цинкованием. Это обеспечит необходимую адгезию краски к плоскости. В любом случае заготовка должна быть сухой, чистой, обезжиренной, без наличия инородных тел.
- Приготовление рабочей смеси. Для этого краску перемешивают с помощью миксера до получения однородной массы.
- Холодное цинкование. Нанесение антикоррозийного слоя проводят с учетом рекомендаций завода-изготовителя. Способ нанесения зависит от технических возможностей и габаритов заготовки. Толщина и количество слоев зависят от пользователя. Интервал между работами составляет 40 минут – за это время краска успеет высохнуть.
- Контроль качества. Результат оценивается путем визуального осмотра. Холодный слой не должен иметь пор, вздутий или прочих дефектов. Наиболее простой способ – потереть поверхность замочным ключом или ребром монеты. Если слой стирается, необходимо повторное проведение работ. Данную процедуру следует проводить после полной кристаллизации, срок которой указывают в инструкции пользователя.
- Эксплуатация покрытия. Холодное цинкование набирает крепость несколько суток. Точный период зависит от изготовителя краски и погодных условий.
В течение полугода с момента ввода в эксплуатацию крепость защитного слоя увеличивается в 5 раз.
Составы для холодного цинкования
«Гальванол»


В первую очередь следует познакомиться с составом для холодного цинкования «Гальванол». Его особенность – возможность проведения работ без предварительной подготовки плоскости в широком температурном диапазоне (-30…80 °C). Несмотря на то что вышеуказанные свойства гарантируются заводом-изготовителем, рекомендуем наносить краску на обработанную поверхность: это повысит прочность слоя.
Массовая доля цинка – не менее 96%. Обработанная деталь обладает стойкостью к влаге, включая морскую воду, а также выдерживает взаимодействие со щелочами и слабыми кислотами. Состав совместим с большинством лакокрасочных покрытий. Средняя стоимость 1 кг – 400–450 рублей.
«Цинконол»


Полиуретановая грунтовка, которая предназначена для защиты металла от коррозии и химических воздействий. Допустимо применение как в сочетании с эмалями, так и в качестве самостоятельного финишного покрытия. Особенность – постоянная защита от воздействия высоких температур (до 120 °C). Производится только в одном цвете – сером. При этом возможность колеровки в другие цвета отсутствует. Средняя толщина слоя составляет 70 мкм.
Для проведения холодного цинкования данной грунтовкой необходима положительная температура – от 5 °C. При необходимости в качестве растворителя используют сольвент.
Средняя стоимость 1 кг – 380–430 рублей.
Холодное цинкование своими руками
Низкая стоимость составов, а также простота технологии холодного цинкования привели к тому, что данный метод часто используют домашние мастера для антикоррозийной защиты различных элементов. В строительных магазинах имеется широкий выбор красок самого разного качества.
По соотношению цены и качества «Гальванол» занимает лидирующие позиции. Опытные специалисты рекомендуют его как надежный и недорогой состав для холодного цинкования.
Подготовка поверхности
После механической обработки обезжирьте поверхность любым доступным способом.
Советы по нанесению состава
Краску для холодного цинкования продают в виде двух составляющих: цинкового порошка и полимера. Их необходимо перемешать в пропорции, указанной в инструкции пользователя. Ввиду высокой плотности рабочей массы рекомендуем готовить смесь непосредственно перед нанесением на поверхность. В противном случае состав будет иметь слоистую структуру, что негативно скажется на качестве работ. Работы следует проводить при положительной температуре со средним показателем влажности.
Перед эксплуатацией изделия советуем подождать 40–48 часов для достижения слоем необходимой крепости.
Двухслойное покрытие при соблюдении вышеуказанных требований обеспечит надежную защиту изделия на 8–10 лет.
Холодное цинкование – доступный и надежный способ антикоррозийной защиты металла. Его простота позволяет выполнять работы даже в домашних условиях. А вы сталкивались с изделиями, обладающими этим покрытием? Напишите о своих впечатлениях в блоке комментариев.
Технология выполнения цинкования в домашних условиях
Метод цинкования – один из самых распространенных для создания надежной защиты для металла от коррозии. Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Цинкование как распространенный способ коррозийной защиты металлов
При создании качественных и долговечных металлических покрытий чаще всего применяют именно технологию цинкования. Это объясняется невысокой стоимостью расходных материалов и отличным результатом. Само цинкование происходит по простейшей технологии. Для ее осуществления не нужны дополнительные расходы и много усилий, что позволяет проводить подобную обработку в домашних условиях.


Цинковое покрытие формируется в результате того, что цинк вступает в реакцию окисления с кислородом, находящимся в составе воздуха. В последующем на поверхности обрабатываемого металла образуется прочная защитная пленка, которая ограждает его от негативного воздействия внешней среды.
Цинк является более активным металлом, чем железо или сталь. Поэтому он в первую очередь взаимодействует с кислородом и водой, предотвращая коррозию. Даже если на поверхности изделий из металла присутствует хоть часть покрытия, оно защищает его от разрушения.
Проведение цинкования в домашних условиях
Технологический процесс цинкования подразумевает под собой осаждение катионов металла на аноде. Подобная химическая реакция протекает в ванне с электролитом при воздействии электрического тока.
Где найти электролит
В качестве электролита можно использовать любой раствор солей цинка. Самыми популярными и легкодоступными считаются хлорид цинка и соляная кислота. Также электролит с необходимыми свойствами можно получить методом травления цинка в серной кислоте. Эту реакцию следует проводить очень осторожно. Она сопровождается выделением большого количества тепловой энергии и взрывоопасного водорода.

Как получить цинк
Для цинкования в домашних условиях необходимо подготовить цинк, который можно получить следующими способами:
- используя обычные солевые батарейки;
- плавкие предохранители времен Советского Союза;
- любые детали с цинковым покрытием;
- чистый металл, который можно найти в соответствующих магазинах, где продаются химические реактивы.

Подготовка к выполнению процедуры
Для создания качественного металлического покрытия следует выполнить несколько подготовительных операций:


- подготавливают гальваническую ванну. Ее роль может выполнять любая стеклянная или пластиковая тара;
- устанавливают штативы для анода и катода;
- электролит не должен содержать в составе нерастворенные кристаллы соли, для чего дополнительно вводят дистиллированную воду;
- роль анода выполняет цинковая пластина. Чем больше ее площадь, тем качественнее получится покрытие;
- к аноду присоединяется плюс от источника питания. Данных элементов при желании может быть несколько;
- к катоду присоединяется минус. На его поверхности будут осаждаться частицы цинка;
- катод должен быть очищен от ржавчины и любых загрязнений. Перед обработкой его дополнительно окунают в раствор кислоты;
- катод должен находиться на одном расстоянии от анода, чтобы получилось равномерное покрытие со всех сторон;
- в качестве источника питания применяют любой аккумулятор или блок питания с постоянным током на выходе;
- чем больше сила тока и вольтаж, тем быстрее будет происходить реакция и тем рыхлее получится защитная пленка;
- при использовании автомобильного аккумулятора в цепь включают лампочку накаливания до 20 Вт для снижения силы тока.


Технология создания цинковой пленки
Для создания качественного защитного покрытия на поверхности металла после проведенных подготовительных операций источник тока подключают к сети, а катод окунают в гальваническую ванну. Данный процесс должен проходить без бурного кипения. Если такое наблюдается, можно заподозрить слишком большую силу тока в системе. Чтобы снизить ее, в электрическую цепь присоединяют несколько дополнительных потребителей.
Постепенно на поверхности катода будет формироваться металлическое покрытие. Чем дольше протекает этот процесс, тем больше будет толщина защитного слоя на металле.

Популярные методы
Существует много эффективных химических способов выполнения цинкования, каждый из которых имеет свои преимущества и недостатки. В любом случае созданное покрытие будет служить долго, если не подвергать его механическим воздействиям и правильно выбрать толщину защитного слоя с учетом особенностей эксплуатации изделий.

Горячий метод
Данный способ цинкования является одним из самых эффективных. После проведения подобной обработки удается создать надежное покрытие, которое надолго остается на поверхности металлических изделий. Недостатком горячего метода является его вредность для окружающей среды.
Для выполнения данной обработки необходимо придерживаться следующей технологии:

- подготовка. Поверхность металла обезжиривают, проводят травление;
- после выполнения подготовительных процедур деталь промывают и высушивают;
- изделий из металла опускают в емкость с цинковым раствором.
Такой метод цинкования не подходит для обработки больших по площади деталей и требует определенной подготовки, поиска подходящих емкостей.
Холодный метод
Данный метод обработки подразумевает окраску металлоизделий специальными смесями. Они содержат в составе цинк, что позволяет в кратчайшие сроки сформировать на поверхности надежное покрытие. Наносят такую краску обычным способом – валиком, кистью, краскопультом. Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.


Гальваническое цинкование

Такое цинкование в домашних условиях проводится с применением электрохимических воздействий на металл. При его выполнении на поверхности металла образуется тонкая защитная пленка, которая эффективно защищает металл от внешнего негативного воздействия.
Для обработки изделие помещают в специальную емкость, где находится цинковая пластина. После этого подводится электричество. Именно оно переносит частицы цинка с пластин на поверхность обрабатываемых изделий.
Основным недостатком данного метода называют его дороговизну. Также в процессе обработки металла остаются опасные яды, которые требуют специальной утилизации.
Термодиффузионное цинкование
При выполнении термодиффузионного цинкования создается среда, которая характеризуется наличием высоких температурных показателей. Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.


Процесс нанесения защитного покрытия на изделия из металла осуществляется в специальной камере закрытого типа. Вначале на поверхность детали наносится порошковый цинк, после чего она подвергается нагреву. Данная технология применяется исключительно в промышленных условиях. Дома ее использовать очень сложно, дорого и небезопасно.
Преимуществом термодиффузионного цинкования называют его безопасность для окружающей среды. Создаваемое покрытие имеет значительную толщину, что обеспечивает отличные защитные качества.
Газотермическое цинкование
Нанесение цинка осуществляется при помощи интенсивного газового потока. После выполнения подобной обработки поверхность обязательно окрашивают. Несмотря на особенности подобной технологии, она обеспечивает высокое качество и долгий срок службы обрабатываемых деталей.


Видео по теме: Цинкование металла в домашних условиях
