Холодная штамповка листового металла
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
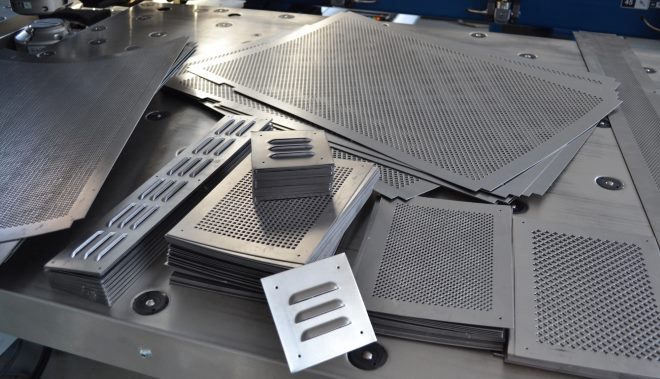

Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.


Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).


Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
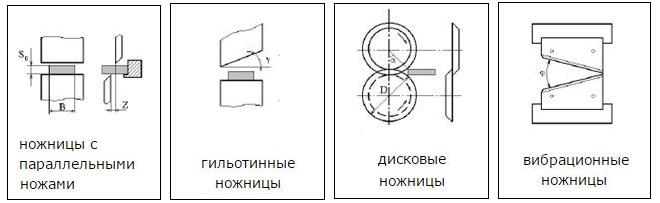

Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
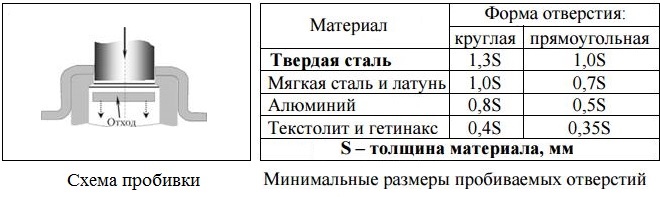

В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
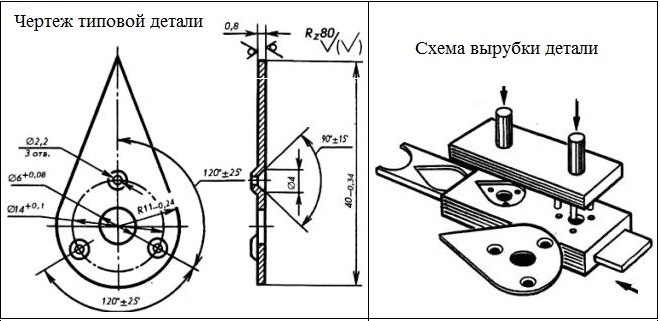

Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
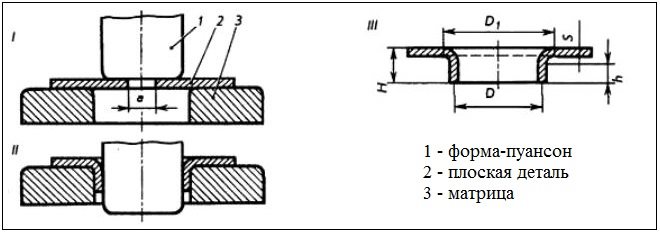

Схема отбортовки детали вокруг заранее пробитого отверстия
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
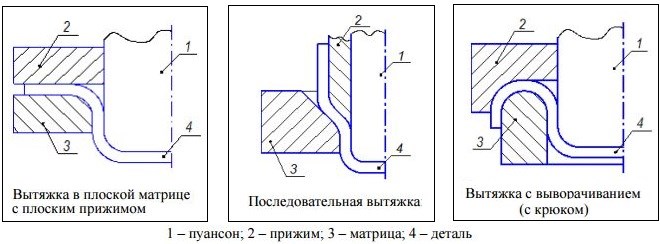

Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
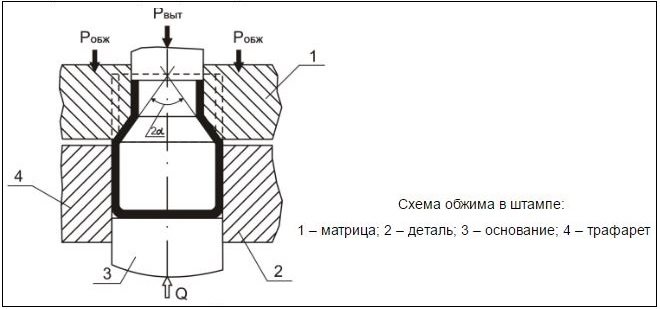

При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
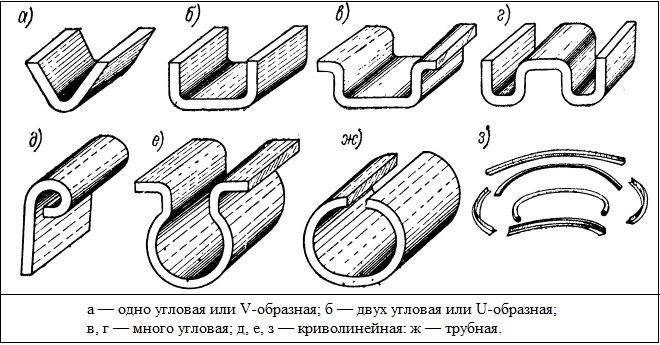

Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.

Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.


Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
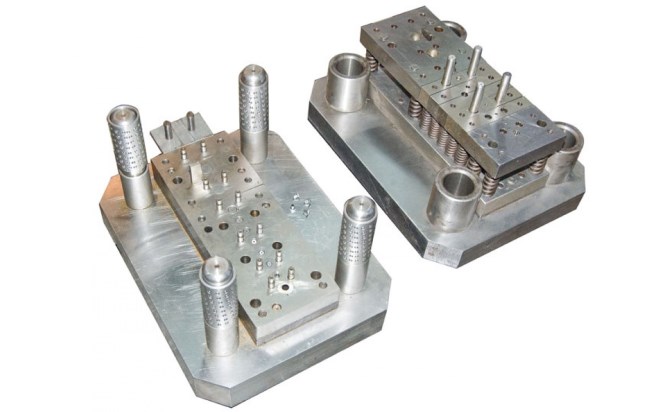
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.

Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
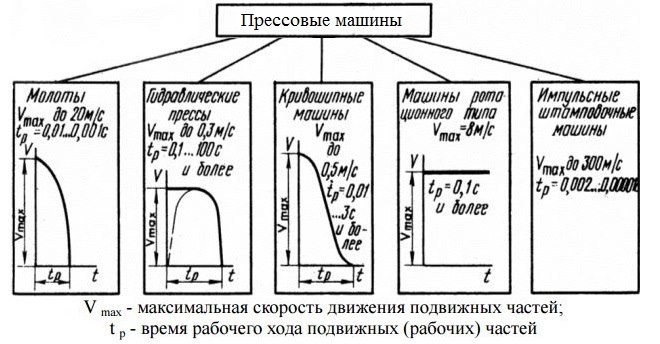

Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.


Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.

Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники

Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.

Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.

Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
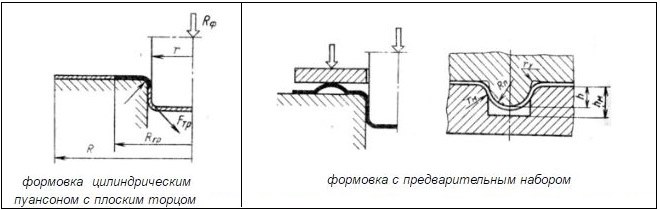
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.

Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.

Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Холодная штамповка высокой точности в Москве
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Холодная штамповка высокой точности в Москве
Изобретение листа стало настоящим прорывом в металлообработке. И практически сразу же, оценив пластические свойства полученного изделия, мастера задумались о том, что ему можно придавать различные формы. Первым образцом холодной штамповки металла стала простейшая чеканка: лист накладывали на форму, изготовленную из дерева, а затем планомерно обстукивали его молотком.
Технология была сложна и трудоемка. Но до изобретения механизмов, облегчающих работу, должны были пройти еще сотни лет.
Особенности холодной штамповки деталей
из листового металла
“Первая ласточка” серийной штамповочной технологии прилетела в цеха металлообработки в середине 19 века. Именно тогда было изобретено и запущено в работу первое станочное оборудование. Но по-настоящему выдающегося размаха штамповка достигла с появлением автопрома, а в 30-е годы прошлого столетия — самолето- и ракетостроения. Изготовление деталей методом холодной штамповки стало применяться для выпуска корпусов и внутренних комплектующих.
Технология стремительно развивалась и, наверное, даже сейчас не во всем достигла пика. Современная штамповка без нагрева до высоких температур способна создавать детали любых форм и размеров — как завершенный продукт или “полуфабрикаты” для последующей обработки. Выпущенные изделия отличаются точностью и повышенной прочностью.
Холодная штамповка металла: технология
В процессе штамповки важнейшую роль играет подготовительный этап — изготовление оснастки. Производится она в цехе, но зарождается в конструкторском бюро, где к процессу подключаются технологи и проектировщики. Они оценивают, какой финишной формы должно достигнуть изделие, сколько штамповочных операций и в какой последовательности должно пройти. Результатом сотрудничества этих специалистов становится создание пары “матрица — пуансон”.
Далее проект попадает в цех, где и происходит холодная штамповка металла: под воздействием силы давления матрица и пуансон штампуют из листов или полос необходимое количество деталей. Холодная штамповка называется таковой с долей условности: после получения оттисков нужной формы с целью их упрочнения может проводиться финальная термическая обработка — рекристаллизационный отжиг.
Иногда операция по штамповке может быть дополнена одновременной вырубкой или вытяжкой. С этой целью в матрицу и пуансон добавляют вставку из особо твердых металлов или сплавов. Но возможность таких работ должна быть рассчитана на этапе проектирования.
Объемная холодная штамповка металла
После контакта с матрицей и пуансоном листовой прокат превращается в трехмерное изделие, поэтому изготовление деталей методом холодной штамповки называют также объемным. Перед тем, как производить над металлом формоизменяющие операции — вытяжку, высадку, гибку, формовку, клеймение и прочие — материал необходимо разделить на заготовки заданных размеров: произвести отрезку, обрезку, надрезку. Иногда штамповке могут предшествовать зачистка листов и их перфорация (вырубка отверстий).
Холодная штамповка деталей в Москве
Спрос на услуги холодной штамповки в столице последние 30 лет остается достаточно нестабильным. За неожиданными спадами количества заказов, обычно связанными с экономическими кризисами, наступают такие же неожиданные периоды подъемов. Не приходится сомневаться в одном: московский штампованный прокат расходится по столичным предприятиям сотнями тысяч тонн. Заказчиков привлекают:
- высокая точность размеров изделий;
- исключение дефектов их поверхности;
- по сравнению с “горячей” технологией — отсутствие следов термической обработки: таких, как окалина.
Работать по технологии холодной штамповки металла выгодно и исполнителям, так как она менее трудоемка и более производительна. Наконец, и заказчики, и подрядчики отмечают тот факт, что при этом способе производства расходуется меньше материала.
Виды и способы современной обработки металла
Холодное штампование наряду с горячим считается одной из наиболее возрастных технологий обработки листовых заготовок. Наряду с ними на современных производствах могут использоваться более прогрессивные, но в то же время и дорогостоящие. Для материалов высокой пластичности применяется штамповка твердой резиной. Ее недостаток в том, что таким образом невозможно обработать крупную серию проката.
Интересна также и методика, при которой металл изменяют форму благодаря давлению жидкости. В этом процессе жидкое вещество выполняет функции пуансона, плотно прижимая лист к матрице. К данной технологии обращаются, если необходимо получить изделия сложных форм.
Достаточно “агрессивным”, но действенным считается штампование взрывной волной. В результате мини-взрыва материал вдавливается в матрицу.
Выбор способа определяется сложностью конечной детали, а также ее размерами.
Холодная листовая штамповка — гарантия получения
высокоточных деталей
Несмотря на кажущуюся архаичность, изготовление деталей методом холодной штамповки не знает себе равных по востребованности. Заказчиков привлекают:
- безупречная точность полученных оттисков,
- высокая автоматизация процесса,
- низкие затраты на производственный процесс,
- небольшая отходность,
- завершенность.
По сути, самым сложным этапом работы становится не изготовление детали, которая может быть выпущена быстро и в любых количествах, а проектирование.
Материалы, используемые при холодной штамповке
металла
Штамповочные операции возможны над всеми металлами и сплавами, обладающими достаточной пластичностью. Но детали из них могут иметь ограниченную сферу использования.
Простые углеродистые стали подходят для производства промтоваров и изделий, которым не нужно выдерживать большую нагрузку. Легированные конструкционные хорошо переносят не только штамповку, но и операции, совмещенные со сваркой. Штампованные заготовки из алюминия востребованы в сборке техники и в приборостроении, медные — в электронике, никелированные — в производстве посуды и украшений.
Холодная и горячая листовая штамповка
Значительная доля рынка металлообработки приходится и на горячую листовую штамповку. В отличие от холодной штамповки металла:
- существует меньший риск разрушения заготовки;
- на деформацию требуется не так много усилий, а значит, и мощности оборудования;
- обработанный материал может приобрести зернистую структуру, а с ней и повышенную прочность.
Но у этой методики есть и недостатки, причем существенные:
- намного большие затраты на производство;
- меньшая точность, в том числе из-за колебаний температур;
- образующаяся на поверхности металла окалина.
- ухудшение некоторых механических характеристик материала.
Виды оборудования для листовой штамповки
Сам механический процесс изготовления деталей методом штамповки довольно прост, но производиться он можнет на станках разного типа и класса. Рассмотрим виды прессового оборудования для штамповочных операций.
Кривошипно-шатунные прессы получили название по типу привода. Считаются простейшими в линейке станков данного назначения. С их помощью можно обрабатывать листы с небольшим сечением и производить детали весьма скромных размеров.
По сравнению с этой техникой гидравлические прессы намного мощнее. Только представьте: они могут оказывать на заготовку давление, равное двум тысячам тонн! Кроме потенциала преимуществами этих станков считаются больший контроль за управлением, более точная отладка. Если вам нужно превратить в детали листы солидной толщины, кривошипно-шатунный пресс окажется бесполезен, а гидравлический справится.
Более специфическое применение имеют радиально-ковочные прессы. Их используются для выпуска изделий с формой тела вращения.
Новейшим изобретением станочной индустрии считаются электромагнитные прессы, которые функционируют на основе электромагнитного поля. Ключевыми “инструментами” процесса становятся сердечник и пуансон, взаимодействующие на основе электромагнитных импульсов. Методика достаточно эффективна, и всё-таки электромагнитное оборудование уступает гидравлическому в мощности.
Технология штамповки деталей
из металлических листов
Прессовое оборудование использует силу давления, но операции на основе этой силы существенно различаются — в зависимости от типа заготовок. Для изготовления деталей в форме прутков применяется технология выдавливания. В производстве метизной продукции — шпилек, винтов, болтов и пр. — методика холодной высадки. Листовые заготовки обрабатываются описанным выше методом формовки, гарантирующим получение объемных изделий.
Особенности и технология холодной штамповки деталей из листового металла
Холодная штамповка деталей из листового металла представляет собой процесс обработки при помощи специального оборудования. Такой способ металлообработки производится под высоким давлением, что дает возможность изготавливать детали любой конфигурации.
- Немного истории
- Краткая характеристика
- Виды оборудования
- Принцип работы
- Прогрессивные способы штамповки листового металла
- Какие операции подразумевает холодная штамповка?
- Технология процесса
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Краткая характеристика
Изготовление различных деталей путем холодной штамповки – это процесс, что позволяет увеличить прочность изделия, уменьшая его пластичность, тем самым не давая ему возможность в последующем деформироваться под воздействием внешних факторов. В результате заготовки приобретают высокую прочность. Кроме этого, применяемая технология позволяет делать детали высокого качества и точности, при этом существенно экономя затраты на производство.


Холодная штамповка металла (ХШ) представляет собой соответствующие действия, в ходе которых из предоставленного материала изготавливаются изделия нужной формы путем высокого давления, что в результате дает возможность сделать необходимую конфигурацию.
Суть такого процесса заключается в том, что листовые заготовки помещаются на специальное оборудование, которое состоит из неподвижной и подвижной части, что в результате сближения производят деформацию.
Что касается листового металла, из которого делаются заготовки, то в промышленности применяются различные сплавы и виды стали, что без затруднений поддаются деформированию, это, к примеру, такие, как:
- Углеродистая сталь.
- Легированная сталь.
- Медь.
- Латунь (с содержанием более 60% меди).
- Титан.
- Алюминий.
Виды оборудования
В зависимости от типа изготавливаемых деталей в промышленном производстве выделяют несколько видов штамповочных машин. Это такие, как:
- механический молот;
- прессы, представленные гидравлическими и кривошипными модификациями;
- кузнечно- штамповочные автоматы;
- горизонтально-ковочные машины.
Учитывая, что производство в основном ведется в больших масштабах, то практически все оборудование, автоматизированное. Также применяется и обычный пресс, который полностью контролируется оператором. Но такой вид ХШ применяется в изготовлении небольших партий и не может конкурировать с промышленными аналогами относительно скорости проводимых работ. Хотя это никоим образом не влияет на качество готового изделия.
Кроме этого, стоит отметить, что конструкции прессов можно разделить на:
- Однокривошипные.
- Двухкривошиные.
- Четырехкривошмпные.
- В случае если листовой металл имеет небольшую толщину, то применяется фрикционный пресс.
- Что касается гидравлического штамповочного оборудования, то оно применяется для крупного производства заготовок, что изготавливаются из более толстого металлического листа.
С этого следует, что делать это в домашних условиях не целесообразно и маловероятно, поскольку потребуется для этого специальное оборудование. К тому же осуществление готового изделия на заказ будет намного выгодней, а также качество предоставляемых услуг будет намного выше.
Принцип работы
Пресс ХШ состоит из механизма, который повергает его в работу и устройство, что выполняет непосредственно сам процесс штампования.
Кривошипный пресс. Что касается работающего механизма, то это кривошипный вал, который вращается при помощи электропривода. В результате вращения маховика происходит цепочная передача вращения на кривошипный механизм.
Гидравлический пресс. Принцип работы такого устройства заключается в том, что формирования происходит в ходе придавливания материала с помощью жидкости, что находится в специальных резервуарах, соединенные специальными трубопроводами. В ходе создания давления в одном цилиндре происходит давление на другой, что, в свою очередь, передается на ползун, приводя его в действие. В результате таких усилий продавливается заготовка.
Относительно самого штампа, то он заключает в себя две основные рабочие части, это матрица и пуансон.
Матрица располагается в нижней части оборудования и является неподвижной, а вот пуансон, его движущая часть, что в ходе деформирования прижимается к матрице, на которой располагается соответствующий материал. Таким способом осуществляется формирование на металлической поверхности.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
Видео: холодная штамповка изделий.

Технология процесса
Каждый технологический процесс подразумевает под собой проведения определенных операций. В данном случае они связаны с формированием листового металла при помощи ХШ, что выполняется на соответственном оборудовании. В его основу входит:
- Изначально обозначается суть операции, основополагающие ее процессы, которые должны будут выполняться в соответствующей последовательности.
- Составление эскиза.
- Следующим этапом является расчет всех размеров на стадии заготовки, формирования и готового изделия.
- Обозначается месторасположение всех необходимых отверстий, углублений и других элементов, что требует соответствующая деталь.
- Обязательно необходимо оформить все стадии процесса с внесением данных с размерами документально.
- После согласования чертежей происходит изготовление изделий.
Предоставленная информация дает полную картину самого процесса ХШ, что проводится на соответствующем оборудовании при использовании специальных материалов. Кроме этого, благодаря внедренным инновациям, применяемая технология дает возможность изготовления высококачественных изделий в промышленных масштабах. А также уменьшая количество отходного материала, что в свою очередь делает такое производство весьма экономным.
Особенности и технологии холодной штамповки
Холодная штамповка считается передовым методом в обработке металлов. С помощью этой технологии можно изготавливать различные детали, формы и конструкции. Весь процесс упрощается за счёт того, что после холодной обработки детали не требуют дополнительного термического воздействия и готовы к использованию. Чтобы понимать, как получаются готовые конструкции и формы, необходимо разобраться с особенностями процесса.


История возникновения процесса
Штамповка изделий из металла претерпевала изменения на протяжении всей истории. Первый подъём в этом процессе был отмечен в 1850-ее годы. С этого периода времени в штамповке металлов начали применяться станки, благодаря чему улучшилось качество готовой продукции.
Следующий подъём в процессе штамповки произошёл в 20 веке. Благодаря развитию новых технологий начала активно развиваться сфера автомобилестроения. С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
В 1930-е годы процесс штамповки начал использоваться в корабле- и самолетостроении. Спустя 20 лет эта технология получила популярность в области ракетостроения.
Существует несколько причин, объясняющих рост популярности этой технологии обработки деталей:
- Можно производить как готовые детали, так и заготовки для дальнейшей обработки. Форма и параметры могут быть любыми.
- В процессе штамповки можно изготавливать детали малой массы и высокой прочности.
- Высокая точность работ исключает необходимость в дополнительной обработке детали другими инструментами.
- Роторно-конвеерная линия, работающая автоматически, облегчала и ускоряла процесс производства.
С помощью холодной штамповки можно изготавливать конструкции и детали различных форм, однако касательно размеров есть ограничения. Эта технология рассчитана на производство заготовок массой до 1 тонны. Если нужна деталь большей массы, применять холодный способ обработки металла нецелесообразно.
Краткая характеристика
При холодной листовой штамповке заготовки обрабатываются на специальном оборудовании под большим давлением. Изменяется их форма и размер. Другие геометрические характеристики деталей остаются в изначальном состоянии.
В процессе штамповки металл становится гораздо прочнее. Однако при повышении прочности, увеличивается хрупкость металла. Чтобы снизить влияние этого негативного фактора на состояние готовой детали, проводится дополнительный процесс термической обработки. Называется он рекристаллизационный отжиг. Благодаря проведению этого этапа достигаются оптимальные показатели хрупкости и прочности металла.
Принцип проведения работы
Существует горячая и холодная обработка металлов. Если в процессе изготовления не используются этапы с использованием высоких температур (кроме рекристаллизационного отжига), значит, обработка называется холодной.
Процесс проходит с использованием специальных штампов, в которых металл упрочняется под воздействием высокого давления. В качестве заготовок используется металл, который прошёл этап прокатки. На выходе получается лист или полоса, которую сворачивают в рулон и передают на штамповочную обработку. Главная особенность этого процесса — температура до которой разогреваются заготовки должна равняться или быть ниже ковочной.


Оборудование и материалы
Для выполнения холодной штамповки важно правильно выбирать материалы. Чтобы делать детали различных форм и габаритов, используется низкоуглеродистая и легированная сталь, латунь, медь, магниевые сплавы. Очень популярна алюминиевая штамповка, в которой используется алюминий и его сплавы.
При изготовлении заготовок используется специальное оборудование. К нему относятся автоматы и прессы.
Прессовочные станки разделяются на две группы:
- Механические. К этой группе относится однопозиционное и многопозиционное оборудование. Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство.
- Гидравлические. Они используются при мелкосерийном производстве. С помощью гидравлических прессов производят детали удлинённой формы. Такое оборудование обладает множеством преимуществ. Гидравлические прессы не боятся больших нагрузок, в них доступна регулировка усилий, появляется возможность изменять скорость движения ползуна. Если снизить скорость рабочей части в момент её соприкосновения с заготовкой, можно уменьшить динамический удар. Однако у гидравлических прессов есть серьёзные недостатки. Они имеют низкую производительность. Дополнительно к этому подвижный механизм имеет неравномерную скорость хода, из-за чего он быстро выходит из строя или повреждает заготовки.
Автоматы для проведения холодной штамповки могут выполнять различные операции — осадка, выдавливание, высадка, обжим, отрезка, калибровка, чеканка. От количества операций зависит возможность изготавливать сложные детали.
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.


Какие операции подразумевает холодная штамповка
Холодная штамповка металла подразумевает наличие различных этапов обработки заготовок. Их можно разделить на две большие группы:
- Разделительные операции. К ним относится грубая обработка заготовок. Сюда входят операции по вырезке, отрезке, обрезке, создании надрезов, зачистки листов, вырубке отверстий.
- Формоизменяющие операции. Сюда относится обжимка заготовок, калибровка, правка, осадка, высадка, формовка, чеканка, клеймение, гибка.
Также в отдельную группу можно выделить комбинированные операции, которые представляют собой соединение нескольких методов обработки. Таким образом удешевляются детали, получаемые холодной штамповкой.
Технология процесса
Технология обработки металла холодным методом подразумевает под собой выбор одной из нескольких операций:
- Выдавливание. Используется для изготовления прутковых заготовок.
- Холодная высадка. С помощью этого способа производят заклёпки, болты, гайки, шпильки, винты.
- Формовка. Для этой операции используются закрытые и открытые штампы. Таким образом изготавливаются детали сложной формы.
В первую очередь, составляется эскиз штампа. Затем проводится проверка и подгонка его размеров на компьютере. Обозначаются технологические отверстия в рабочих поверхностях штампа. Изготавливается форма. Для снижения прочности металла, заготовка подвергается термической обработке. Подготавливается поверхность будущей детали. Проводится штамповка выбранным способом.
Холодная штамповка металла




Для холодной штамповки деталей из листового металла компания «Техносила» применяет современное высокоточное прессовое оборудование. На предприятии налажено собственное производство штампов, что позволяет обеспечить выпуск продукции высочайшего качества по привлекательным ценам.
Холодная объемная штамповка листового металла прессом обладает рядом преимуществ по сравнению с традиционной токарно-фрезерной обработкой или литьем, это:
- низкая себестоимость продукции;
- высокая производительность производства, обеспечивающая массовый выпуск изделий;
- быстрая переналадка оборудования и запуск производства другого вида продукции;
- возможность получать высокоточные, тонкостенные детали практически любой формы;
- высокий коэффициент использования металла.
Листоштамповочный пресс-автомат ESSA PLA-15
Листоштамповочный пресс-автомат в основном используется для получения готовых изделий из штучных заготовок, металлической ленты или полосы. Он может выполнять такие технологические операции, как вырубка, вытяжка, пробивка и обрезка.
Номинальное усилие, тс: 15
Ход ползуна, мм: 30
Размер стола, мм: 550х350
Частота ходов в минуту: 800
Коленорычажный чеканочный пресс Grabener GK 180
Чеканочный пресс предназначен для чеканки и других операций объёмной штамповки с малым рабочим ходом, а также для холодной плоскостной и объемной калибровки — повышения пластическим деформированием точности форм и размеров поковки и качества ее поверхности.
Номинальное усилие, тс: 180
Ход ползуна, мм: 50
Размер стола, мм: 450х370
Количество ударов в минуту: 60




Однокривошипный пресс К2019
Электромеханический однокривошипный пресс предназначен для мелкосерийного или единичного производства. Станок может быть использован, как автономная технологическая единица, так и может быть включён в производственные линии.
Основное назначение пресса: вырубка, гибка, неглубокая вытяжка, протягивание, пробивка отверстий и другие операции по холодной штамповке металла на заказ.
Номинальное усилие, тс: 8
Ход ползуна, мм: 50
Размер стола, мм: 360х280
Количество ударов в минуту: 250
Пресс гидравлический П6320Б
Прессы гидравлические одностоечные П6320Б предназначены для выполнения широкого круга работ: запрессовки-выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки. Работа пресса осуществляется в 3 режимах: наладочный, полуавтомат (одиночный цикл) и автомат. Благодаря автоматическому режиму управления обеспечивается интегрирование пресса в автоматические линии.
Номинальное усилие, тс: 10
Ход ползуна, мм: 400
Размер стола, мм: 500х380
Количество ударов в минуту: ручное управление
Эксцентриковый пресс С-36
Основным назначением эксцентрикового пресса является вырубка из металлической ленты с автоматической подачей под штамп. Высокая производительность пресса обеспечивается за счет большого количества ударов рабочего механизма в минуту.
Номинальное усилие, тс: 4,2
Ход ползуна, мм: 60
Размер стола, мм: 265х260
Количество ударов в минуту: 155
Настольный кривошипный пресс Д-10
Предназначен для различных операций холодной штамповки — для изготовления деталей из ленты, полосы металла и штучных заготовок по низкой цене, которая обусловлена технологичностью пресса. Пресс оснащён механизмом для автоматической подачи ленты и автооператором с бункером. Работа пресса рассчитана на три режима: вручную, с автоматической подачей ленты и с подачей автооператора из вибробункера.
Номинальное усилие, тс: 0,5
Ход ползуна, мм: 15
Размер стола, мм: 500х380
Количество ударов в минуту: 500
Собственное производство штампов и современное высокопроизводительное прессовое оборудование компании «Техносила» гарантирует исполнение заказов на штамповку металла в строго установленные сроки с соблюдением высочайшего уровня качества.