Листогиб сегментный своими руками
Сегментные листогибы
Гибка относится к неэнергоёмким операциям пластического деформирования металлов, а потому не требует приложения к изгибаемой заготовке больших усилий. Поэтому часто для изменения оси сравнительно тонких (до 2 — 2,5 мм) стальных изделий применяют листогибы с ручным приводом. Имея соответствующую техническую подготовку и оборудование, такой листогиб можно сделать даже своими руками.
В единичном производстве удельный вес разнородных по своей конфигурации деталей достаточно велик. Традиционный листогибочный пресс с жёстко фиксированной формой гибочного штампа в подобных случаях себя не оправдывает. Поэтому всё чаще в быту, для производства различных строительных работ, в автосервисе и т.д. можно встретить ручной листогиб с сегментированным рабочим инструментом.


Устройство и принцип действия
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.

Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).

Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.

Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

Одна из схем сегментального листогиба
Самостоятельное изготовление сегментированного листогиба
Работы по получению данного оборудования своими руками начинаются с изготовления чертежей. Конструкция агрегата должна проектироваться под конкретные потребности производства, и на заданную программу выпуска, чтобы избежать лишних финансовых затрат. Встречаются рекомендации, что такой листогиб можно сделать даже из древесины, однако функциональность оборудования окажется весьма ограниченной, а трудоёмкость обработки прочной древесины (граба, бука, груши) вполне сравнима с затратами по обработке металла.
Следующим вопросом является выбор степени компактности – ручной листогиб может быть передвигаемым, а может монтироваться и стационарно. После этого можно приступать к заказу (либо изготовлению своими руками, при наличии должной производственной базы) следующих узлов и деталей:
- Двух валов, на которых будет устанавливаться прижимная и поворотная балки.
- Опорной рамы – несущей конструкции, на которой будут монтироваться все узлы агрегата.
- Управляющей ручки-рычага, или рамной педали (для ножного привода).
- Фиксаторов и ограничителей, которые определяют точность установки заготовки в зазоре между матрицей и прижимной балкой.
Для работ потребуются: стержни из холоднокатаного стального проката круглого поперечного сечения (оптимальные марки стали – не ниже сталь 40, диаметр прутка – не менее 20 мм), швеллерный прокат от №6 и выше, а также стальные уголки сечением не менее 50×50 мм. В зависимости от того, в каких условиях будет находиться листогиб, принимается решение о приобретении коррозиестойкого проката, либо обычного, который в дальнейшем придётся покрасить атмосферостойкой краской. Для фиксации изгибаемых заготовок необходим магнитный зажим (его лучше заказать отдельно, поскольку в неспециализированных условиях обработка магнитных материалов весьма утомительна).

Кроме токарного и фрезерного станков, для выполнения сварочных работ по изготовлению оборудования необходим сварочный аппарат. Ручной винтовой пресс окажется не лишним для последующей правки готовых узлов. Соответственно чертежам подбирается также и требуемая номенклатура крепёжных изделий.
Поскольку готовый агрегат должен обеспечивать требуемую точность гибки, в процессе его изготовления не обойтись без контрольно-измерительных инструментов и шаблонов – мерительного угольника, рейки, уровня.
Сборку листогиба выполняют при строгом соблюдении правил, указанных в инструкции по сборке (обычно она всегда прилагается к чертежам).
Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба. Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°.

Сообщества › Кулибин Club › Блог › Листогиб своими руками)))


Во время капитального ремонта Транзита часто приходилось гнуть из металла всякие штуковины. По началу использовали дедовский или даже прадедовский способ с тисками и двумя уголками. Но этот секас порядком надоел и порывшись в нете нашёл чертежи листогиба. Вот они
homemade-product.ru/samod…yj-listogib-lichnyj-opyt/
chertegnik.ru/prisposoble…detalirovka-izdeliya.html
Купил металл и работа началась.












Метки: листогиб
Комментарии 47


а если кромку не подготавливать а с верху кинуть навесы…то что изменится?

при открывании будет щель .не будет угла а будет загиб . погляди на ворота гаража.
вот щас сам занялся этим изготовлением…будь добр скажи между уголками основными рабочими зазор нужен…в твоем случае это швелер и уголок…вижу что зазора нет…я так понимаю он появляется при подьеме уголка в верхнее положение…то есть зависит от навесов…которые приварины
я делал плотное прилегание без зазоров, так гиб точнее и чётче.)))

Только ручки надо по бокам сделать, а то когда второй гиб надо будет сделать, деталь упрется в ручки, проверенно)

хорошая штукаработал с такой

Нужная вещь конечно. работал как с заводским так и с рельсовым ( самопальным ) — с заводским работать приятно и можно в одиночку, работаешь весом, а самопал, хотя и из рельсов — гнет до 1мм (от двойки рельс согнулся), усилие такое что не все просто пустой рельс могут поднять.


нужен противовес с грузом с другой стороны от ручки, чтобы легче гнуть было, на этом много усилий нужно приложить. У нас на работе заводской стоит — удобная штука. Если нужно могу фото сделать
это на ура справляется с поставленными задачами, а когда его не хватаем есть у знакомого жестянщика листогиб на рельсе длиной 2.5метра.))) фото интересно )))))

Спасибо за нужную в хозяйстве вешь! На днях займусь изготовлением подобного листогиба!

по фото не понял, как гнется то?
видео не моё, но у меня все точно так же 



Распространенная конструкция, но хендмейд впервые вижу.Отлично получилось, возьму на вооружение)

Тоже нужен будет скоро листогиб и благодаря Вашей записи быстро усваиваются основы — предложена простая в понимании и реализации конструкция, которую каждый может по своему желанию модернизировать и т.д.
спасибо.
очень греет душу понимание, что был кому то полезен.)))

Здравствуй! А какова максимальная толщина сгибаемого листа?
до 1.5мм смотря какое качество гиба нужно. если значительно увеличить массив станка тогда сможет согнуть и 3мм.

а подскажите, 2мм согнет лист.или только оцинковку?
оптимальная толщина металла до 1.5мм, при увеличении толщины ухудшается качество гиба, увеличивается радиус. что бы гнуть 2мм и толще, листогиб надо изготавливать на базе рельсы, и ещё важна длина загибаемой детали. другими словами для двойки и более эта схема подойдёт только листогиб надо строить на бОльшом и массивном металле иначе не будет качества.

у мена давным давно такой уже)только как-то не удобно сделано ключом крутить-у меня он не нужен!
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.




Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Приваривают петли с двух сторон (проварить с лица и с изнанки).


К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.


К укосинам приварить гайку болта.


Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.


Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.


К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.


К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.



Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют. 
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.


В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.




Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.


Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.


Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.

Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.


Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить. 

Как своими руками изготовить листогиб: советы профессионала
На чтение: 3 минуты Нет времени?




Желание выгнуть лист металла в необходимую форму порой ставит в тупик домашнего мастера. Если это небольшой элемент, вполне можно воспользоваться молотком, плоскогубцами и тисками. Но что делать, если размеры листа внушительные. В таком случае придётся обращаться за помощью к специалистам, или… Своё решение этого вопроса предлагает автор YouTube-канала Дмитрий, который объясняет, как можно изготовить полноценный листогиб в условиях гаража или маленькой мастерской.
Читайте в статье
Какой материал необходимо подготовить для изготовления листогиба
Основой для подобного приспособления станут стальной швеллер и уголки. На их размерах мы останавливаться не будем по причине того, что здесь каждый будет решать этот вопрос в зависимости от толщины планируемого к обработке металла. Естественно, что чем толще будет лист, тем мощнее потребуются детали для изготовления приспособления.
Что касается инструмента, то здесь ничего нового, всё, что требуется при работе со стальными конструкциями, а именно:


Подготовка материала к работе, чертежи, подгонка
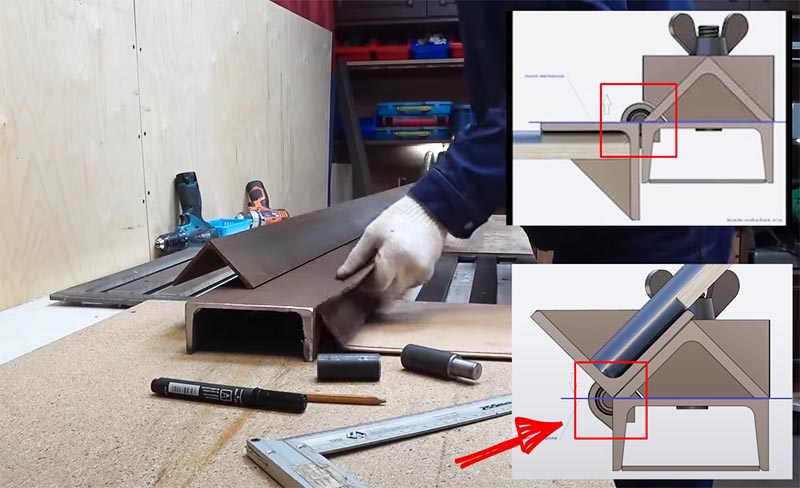
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок. Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели. Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.

Подготовка пазов под шарнирные петли
Отметив будущее расположение петель, в швеллере и уголке нужно вырезать выемки. Эта работа производится при помощи болгарки с отрезным диском. После того как пазы готовы, их проверяют по размерам и глубине. Если всё в порядке, их можно будет прихватить сваркой. Сразу шов проваривать не стоит, возможно, придётся что-то поправлять в процессе.


ФОТО: YouTube.com Пазы для петель готовы, их нужно проверить на соответствие размерам
Установка направляющих для зажима
Для того чтобы обрабатываемый лист металла не «плавал» в процессе сгибания, необходимо продумать зажим для него. Для его обустройства по обеим сторонам швеллера нужно установить шпильки. Приваривать их не стоит, ведь со временем их придётся менять. Лучше просверлить швеллер насквозь и зафиксировать шпильки при помощи контргаек.


ФОТО: YouTube.com Шпильки установлены, переходим к монтажу зажимного элемента
Изготовление и установка зажимного элемента листогиба
Зажим изготавливается из того же уголка, что и рабочая подвижная платформа листогиба. После того как уголок отрезан по размеру, по обеим его сторонам нужно приварить небольшие стальные платформы с отверстиями. Остаётся надеть на шпильки пружины (подойдут клапанные пружины от любого ДВС легкового авто), которые будут слегка приподымать зажим, после чего установить уголок на место.


ФОТО: YouTube.com Примерно так выглядит зажим для металла листогиба
Небольшая доработка зажима
Для того чтобы можно было пользоваться зажимным механизмом, необходимо приварить пару гаек к Т-образным элементам из полудюймовой трубы. Именно при помощи подобных воротков и будет осуществляться фиксация листа металла на станке.
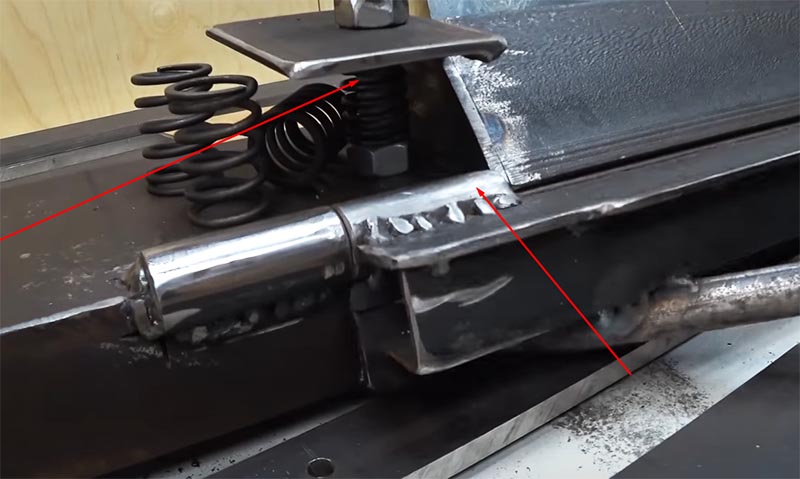

ФОТО: YouTube.com Вот так выглядит зажимной механизм листогиба в собранном варианте
Доработка листогиба, изготовление и установка ручки подвижной платформы
Для того чтобы листогибом можно было пользоваться, к подвижному уголку следует приварить ручку. Её форма зависит от предпочтений мастера и может иметь одну, две или три поперечины. Для её более надёжной фиксации по центру уголка нужно приварить профильную трубу. Теперь работу по изготовлению листогиба можно считать полностью завершённой, пора приступать к проверке.


ФОТО: YouTube.com Финальный штрих – изготовление и установка ручки на подвижную рабочую платформу листогиба
Первые испытания: проверка листогиба на работоспособность
Для проверки можно использовать любой ненужный листовой материал. Сначала прижимную планку ослабляют, при этом пружины, расположенные на шпильках, отжимают уголок вверх. Листовой металл подсовывают под планку на необходимое расстояние. Далее, при помощи воротков, уголок опускается, прижимая материал к основной платформе (швеллеру). Остаётся поднять подвижную рабочую платформу за рукоятку, придав изгибу металла нужный угол.

ФОТО: YouTube.com Испытания листогиба превзошли все ожидания
Изгиб какой толщины металла под силу такому приспособлению
Если говорить о применении подобного приспособления в гараже, то ограничений по толщине практически нет. Вряд ли мастеру потребуется согнуть лист, толщиной в сантиметр. Ну а на бытовом уровне, подобный листогиб справляется с довольно толстыми металлическими листами без видимых проблем.


ФОТО: YouTube.com Металл довольно толстый, но приспособление легко с ним справилось
Какие детали можно изготовить при помощи листогиба
Здесь также ограничений не отмечается. Если говорить предметно, то такой листогиб позволяет даже изготовить профилированный лист из обычного. Также возможно изготовление различных ёмкостей, коробов и тому подобных элементов.


ФОТО: YouTube.com Вот такие сложные предметы можно изготовить на самодельном листогибе
В заключение
Понятно, что подобный листогиб может пригодиться в гараже не каждому. Однако, даже если использовать его всего несколько раз, изготовление такого приспособления себя точно оправдает. К тому же времени подобная самоделка много не займёт. Если полностью понять суть всей работы, то на изготовление листогиба можно потратить не более двух часов. Приплюсуем сюда дешевизну материалов, требуемых для самоделки, и получим на выходе функциональное приспособление за копейки, которое позволяет гнуть металл под различными углами.
Надеемся, что изложенная сегодня информация будет полезна не только начинающим домашним мастерам, но и тем, кто не первый год занимается подобной работой. Редакция HouseChief обязательно ответит на все ваши вопросы по теме, если таковые возникли. Просто изложите их суть в обсуждениях ниже. Там же вы можете прокомментировать прочитанное, поделиться своим мнением, насколько подобная самоделка может пригодиться в гараже или домашней мастерской.
Если статья была вам интересна, не забывайте ставить оценки прочитанному. Для нас очень важно ваше мнение.
Берегите себя, своих близких и будьте здоровы!
Как сделать листогибочный станок своими руками: описание, чертежи, фото


Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.


Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:


Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:

Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:

Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность.
Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали.
Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы сделать конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна.
Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металла для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами сделайте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:

Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металла.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее сделать две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей.



Конструкция с чертежом
Предоставляем рабочую схему:

Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:

Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Для завершения темы посмотрим еще одно видео:
Как сделать самодельный ручной листогиб своими руками
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?


Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.


Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.

2 Станок-листогиб за полчаса (для мелких работ)
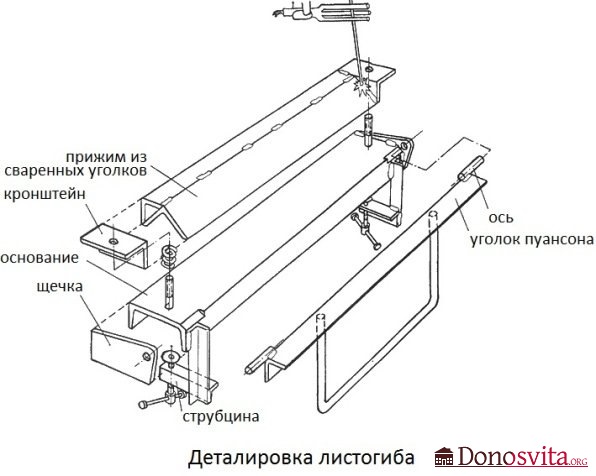
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.


Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.


Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.

Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.

Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
