Литье алюминия в землю
Литье в песок ХТС
Алюминиевое литье — процесс получения алюминиевых изделий способом заливки (литья) расплавленного металла в специальную форму. Такая форма получила название «литейной формы». Рабочая часть литейной формы представляет собой полость, в которой жидкий металл охлаждается и затвердевает, получая вид конечного изделия. Алюминий обладает важным для литья свойством — жидкотекучестью, то есть способностью принять конфигурацию литейной формы. Жидкотекучесть зависит от свойств металла: химического состава и структуры. Известно, что хорошими литейными свойствами обладает не чистый металл, а его сплавы.
Известно множество видов литья алюминиевых сплавов, наиболее широкое применение получили:
- литье в землю;
- литье в формы ХТС (литье в песок);
- литье в свободную металлическую форму (кокиль);
- литье под давлением;
- центробежное литье.
Литье в формы ХТС (формы на основе холодно твердеющей смеси) — относительно простой и технологичный способ изготовления отливок. Он позволяет изготавливать отливки со сложной плоскостью разъема формы и поднутрениями на поверхности. Поверхность получается с хорошим качеством, практически не требует дальнейшей обработки. Высокая точность позволяет давать минимальные припуски на механическую обработку, а многие поверхности получать сразу без обработки.
Литье в землю и литье ХТС
Ближайшая альтернатива литья в песчаные формы — литье алюминия в землю с очень низкой ценой за килограмм отливки. Многие заводы успешно применяют эту технологию. Она подходит для грубых заготовок, которые затем полностью обрабатываются (или когда качество не имеет значения). Обработка при литье в землю стоит дорого: припуски даются не менее 5мм (бывает до 40мм), обрабатываются практически все поверхности детали. Внедренная в металл смесь портит инструмент, в ходе обработки часто вскрываются поры и раковины. Иногда наполовину обработанную деталь приходится заваривать прямо на станке или отправлять в брак из-за вскрывшихся дефектов.
Литье в формы на основе ХТС позволяет получать точные и качественные поверхности. Часть поверхностей можно оставлять без обработки (если точности ЛТ4 и шероховатости от Rz80 достаточно). Там, где обработка необходима, припуски могут достигать 1-3 мм. Чем меньше в отливке «лишнего» металла, тем более технологичной она оказывается. Более легкая и тонкая отливка получается плотнее, поэтому вероятность вскрытия раковин и пор в ходе обработки ниже на порядок. Меньшая масса отливки позволяет устанавливать стоимость отливки близкой к стоимости литья в землю, хотя стоимость за килограмм литья будет разной.
Итоговая стоимость литой детали оказывается сопоставима несмотря на то, что цена за кг при литье в формы ХТС выше, чем при литье в землю. А если учесть существенное снижение количества брака, сокращение часов на обработку детали и увеличение ресурса инструмента, для многих литых деталей этот вид литья оказывается выгоднее.


Преимущества литья в формы ХТС перед литьем в землю:
- Отсутствие наплывов и отклонений от линейных размеров;
- Чистовые поверхности получаются без обработки (гидродинамические, рабочие поверхности пресс-форм, лопасти и т.д.);
- Высокая точность форм и стержней;
- Возможность создать любые, даже самые тонкие, детали дизайна изделия;
- Снижение количества различных дефектов, в том числе газовых раковин, уменьшение опасности размыва и обрушения форм;
- Масса отливки ниже за счет меньших припусков и лучшего качества поверхности.
Оснастка для литья ХТС
Для литья в формы ХТС применяется опочная литейная оснастка из МДФ, модельных пластиков или композитных материалов. Для крупных серий используется оснастка из алюминия или других металлов. Модельная оснастка повторяет форму отливки с учетом литейной усадки. Ее изготовление на станках с ЧПУ и подбор технологии формовки позволяют получать криволинейные поверхности, не требующие дополнительной обработки. В результате получаются отливки с классом точности ЛТ3-ЛТ4, что соответствует погрешности в 0,2-0,5 мм. После пропитки упрочняющим составом модельная оснастка выдерживает несколько тысяч съемов. Простые формы состоят из двух полуформ. Для оформления внутренних полостей изготавливаются стержневые ящики.


Проектирование отливок и модельной оснастки должно выполняться опытными инженерами. Качественная оснастка позволяет избежать многих проблем в литье — начиная от пор и раковин, и заканчивая смещениями и другими дефектами формы.
Мы даем минимальные припуски на механообработку, тем самым снижая общий вес отливки. Для небольших деталей мы используем многоместную оснастку, это позволяет существенно сократить сроки и стоимость выпуска партии. При серийном выпуске мы изготавливаем дополнительные комплекты тиражной оснастки, чтобы максимально быстро и эффективно поставлять отливки.
Особенности литья ХТС
Литье в формы ХТС предполагает использование песчаных форм. Кварцевый песок просеивается и прокаливается при температуре 1000С, что обеспечивает отсутствие посторонних включений и влаги.
Перед формовкой оснастка покрывается разделительным составом. Он обеспечивает легкое отделение оснастки от ХТС с сохранением формы детали. Все компоненты, входящие в состав формовочной смеси, перемешиваются в смесителе, затем смесь засыпается в опоки. В верхней полуформе устанавливаются прибыли и стояк для заливки металла. Смесь в опоках уплотняется на вибростоле.


Через некоторое время форму извлекают из опоки. Поверхность песка определяет форму отливки. Половинки форм собираются вместе. После сборки форма готова к заливке.
Как правило, заливается сразу несколько форм с одной плавки металла. Залитую форму выдерживают до тех пор, пока не завершится процесс кристаллизации металла. Затем форму вскрывают и выбивают готовую алюминиевую отливку.
Посмотрите отливки из алюминиевых сплавов, которые мы выпускаем.
Чтобы узнать больше, звоните +7 (495) 789-01-90
Литье в землю
ЗАО «Литейно-механический завод «Прогресс» производит литье в песчано-глинистые смеси (в землю) массой до 8тн
— Класс размерной точности по ГОСТ 26645-85: 8-14
— Шероховатость поверхности отливок по ГОСТ 2789-73 Ra= 50-100 мкм
— Минимальная толщина стенок 3-6 мм
— Площадь литейного цеха : 480 0 м2
— Производственные мощности: 12 000 т /год
— Плавильные печи, 2шт: ДСП-3М (максимальная загрузка по 5т)
— Линии машинной формовки:
размеры опок в свету — 1050х600х300, 850х680х300, 1050х1050х300, 1200х1600х450, 1600х1600х450
— Ручной плац : 360 м2
— Печи для отжига, 2шт: загрузка – 25т, рабочий размер – ширина 2500, высота 1850, глубина 5500
— Сроки изготовления: модельной оснастки – от 10 дней, отливки — от 5 дней
— Возможно изготовление отливок 3 группы до 6 группы сложности(сложные корпусные тонкостенные детали)
— Наличие собственной лаборатории. Возможно предоставление протоколов:
ультразвуковой дефектоскопии, рентгеноскопии, магнитоскопии, механических испытаний
— Показатели качества: при литье в землю брак менее 5,8%
— Возможна предварительная и чистовая мехобработка (см. возможности по мехобработке)
Сущность и особенности процесса
В разовых песчаных формах производят
80% от всего объема выпуска отливок. Это объясняется универсальностью процесса (широкие технологические возможности процесса обеспечивают получение любых отливок как по массе, так и по роду металла), низкой себестоимостью и сравнительно легкой и быстрой технологической подготовкой производства отливок широкой номенклатуры.
При всех преимуществах сырых форм им свойственны недостатки, в частности, непроизводительная переработка около 70% формовочных смесей, не участвующих в процессах формирования отливок; значительный брак по газовым раковинам, засорам и др. дефектам. Отсюда вытекает задача перехода от обычных к оболочковым, сухим, более прочным формам и стержням.
В настоящее время в литейном производстве применяют свыше 100 различных технологических процессов изготовления стержней и форм, более 40видов связующих материалов, свыше 300 различных противопригарных покрытий и т.д.
Наиболее перспективны процессы, при которых затвердевание стержней, изготовленных из смесей с органическими или неорганическими связующими материалами, происходит в ящиках. Для единичного и серийного производства чаще применяются процессы изготовления стержней из самотвердеющих смесей.
Вместе с этим новые технологические процессы получения песчаных форм стабилизируют и повышают показатели точности, снижают шероховатость поверхности отливок и повышают эффективность их использования.
Весь цикл изготовления отливки состоит из ряда основных и вспомогательных операций, осуществляемых как параллельно, так и последовательно в различных отделениях литейного цеха. Модели, стержневые ящики и другую оснастку изготовляют, как правило, в модельных цехах.
Литейная разовая песчано-глинистая форма (рис1) в большинстве случаев состоит из двух полуформ: верхней 7 и нижней 9, которые получают уплотнением формовочной смеси вокруг соответствующих частей (верхней и нижней) деревянной или металлической модели в специальных рамках — опоках 3 и 5.


Рис. 1. Литейная разовая песчано-глинистая форма:
1 — литниковая система; 2 — полость формы; 3 — нижняя опока; 4 — штырь;5 — верхняя опока; 6 — прибыль; 7 — верхняя полуформа; 8 — стержень; 9 — нижняя полуформа; 10 — знаковая часть стержня.
Модель отличается от отливки увеличенными размерами на величину усадки сплава, наличием формовочных уклонов, облегчающих извлечение модели из формы, наличием плоскости разъема и знаковых частей 10, предназначенных для установки стержня 8, образующего внутреннюю полость (отверстие) в отливке. Стержень изготавливают из смеси, например кварцевого песка, отдельные зерна которого скрепляются при сушке или химическом отверждении специальными крепителями (связующими). В верхней полуформе с помощью соответствующих моделей выполняется воронка, каналы стояка и шлакоуловителя, а в нижней полуформе 9 каналы питателей. В целом воронка и все каналы образуют литниковую систему 1, по которой из разливочного ковша поступает литейный сплав в полость формы 2, и дополнительные полости прибыли 6. Прибыли являются дополнительным резервуаром жидкого расплава, который необходим для питания отливки при усадке металла в процессе его кристаллизации. Прибыли, как правило, устанавливаются над массивными частями отливки.
После уплотнения смеси модели собственно отливки, литниковой системы и прибылей извлекают из полуформ. Затем в нижнюю полуформу 9 устанавливают стержень 8 и накрывают верхней полуформой. Необходимая точность соединения полуформ обеспечивается фиксирующими штырями 4. Перед заливкой сплава во избежание поднятия верхней полуформы жидким расплавом опоки скрепляют друг с другом специальными скобами, или на верхнюю опоку устанавливают груз.
При ручном способе изготовления литейной формы формовка по разъемной модели в двух опоках начинается с изготовления нижней полуформы и производится в такой последовательности:
- Нижнюю половину модели (не имеющую центрирующих шипов) кладут плоскостью разъема вниз на подмодельную доску, припыливают модельной пудрой и накрывают нижней опокой (рис2, а).
- Через сито просеивают облицовочную смесь, покрывая модель слоем толщиной 15. 20 мм, а остальную часть опоки засыпают с избытком наполнительной формовочной смесью.
- Уплотняют смесь ручной трамбовкой.
- Линейкой срезают излишки формовочной смеси заподлицо с опокой.
- Иглой накалывают вентиляционные каналы (рис2, б).
- Набитую опоку переворачивают на 180°.
- На нижнюю полумодель устанавливают верхнюю полумодель и припыливают ее.
- Плоскость разъема формы посыпают разделительным сухим песком.
- На нижнюю опоку по штырям накладывают верхнюю опоку.
- Устанавливают модели шлакоуловителя, стояка и выпора.
- Просеивают облицовочную смесь, уплотняя ее руками вокруг моделей литниковой системы (рис2, в).
- Засыпают верхнюю опоку с избытком наполнительной смесью.
- Уплотняют формовочную смесь трамбовкой и линейкой срезают излишки смеси заподлицо с верхней опокой.
- Иглой накалывают вентиляционные каналы в верхней полуформе и гладилкой вырезают возле стояка литниковую чашу (рис2, г).
- Удаляют из формы модели стояка и выпора (рис2, д).
- Снимают верхнюю опоку и переворачивают на 180° (рис2, е).
- Кистью смачивают формовочную смесь вокруг полумоделей.
- Подъемником полумодели расталкивают в стороны и осторожно удаляют из форм.
- В нижней полуформе прорезают питатели.
- Форму отделывают, поправляют и выглаживают инструментом.
- Устанавливают в нижнюю полуформу готовые стержни по знакам.
- Накрывают верхней полуформой (рис2, ж) и нагружают.

Рис. 2. Формовка в двух опоках по неразъемной модели.
Общий вид отливки с литниковой системой показан на рис2, з.
При машинном способе изготовления литейных форм и стержней приме-
няют следующие типы формовочных машин:
- прессовые с давлением прессования до 5⋅105 Па и более 106 Па;
- встряхивающие;
- пескометы;
- пескодувные;
- пескострельные;
- импульсные;
- вакуумные;
- специальные (уплотнение формовочной смеси отличается от перечисленных методов).
Выступы и выемки шириной более 25 мм и глубиной свыше 6 мм на мелких и средних отливках выполняют литьем.
Формовочно-литейные уклоны принимают равными от 00 45′ до 20. Значения уклона зависят от высоты части модели, а также от материала модели используемой для изготовления литейной формы. При этом меньшие значение уклона вертикальных поверхностей отливок относятся к высоким и металлическим моделям, большие — к низким и деревянным моделям.
Литье в землю — доступный способ производства отливок
Технология литья в землю
Чтобы получить отливку простой формы с небольшими рельефами, применяют цельные модели. Если нужно получить отливку более сложной конфигурации, то используют разъемные формы. При производстве песчаной формы для литья в землю применяют специальные ящики (опоки), у которых нет дна и крышки. Из них составляют форму, в которую выполняется литье. Опоки, чаще всего, выполняют из чугуна, стали, алюминия, гораздо реже пользуются деревянными.
Для оформления заказа на литье в землю, обратитесь в отдел сбыта по телефонам, указанным на странице «Контакты».
Литье алюминия в землю

Формы для литья металла могут быть выполнены из любого материала. Одними из самых первых и используемых сегодня остаются земляные формы для литья алюминия. Процесс отливки таким способом заключается в создании литейной формы из песка и глины по указанному шаблону, в которую заливается расплавленный металл.
Прочность формовочного вещества определяется процентом наличия глины: чем глины больше, тем вещество дольше не разрушается от толчков в процессе изготовления, при переносе и во время заливания металлического сплава.
Глина также влияет на пластичность формовочной смеси – способность во влажном состоянии воспроизводить в мельчайших подробностях отпечаток изготавливаемой модели и сохранять точную форму детали при литье алюминия.
Литье алюминия по выплавляемым моделям в гипсовые формы.
Такой способ дает возможность применять направленное затвердение, получать отливки мелкого и среднего размера высокого качества по более низкой цене. Гипсовая форма не коробится от горячего металла заливки и не восприимчива к перепадам температуры, что повышает точность выплавляемой отливки и дает возможность выпускать сложные и тонкостенные детали.
Литье алюминиевых деталей высокой точности выполняют под давлением с помощью автоматических машин и специального оборудования. В таком случае используют металлические пресс-формы, отличающиеся высокой прочностью и идеальностью поверхности. В форме для литья алюминия должны находиться подвижные стальные стрежни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям в таких формах можно задавать любую конфигурацию.
Использовать в домашних условиях литейную технику не только экономически не выгодно, но и неудобно. Такое оборудование имеет крупные размеры, а технологический процесс сам по себе трудоемкий.
Придают изделиям нужную форму с помощью метода литья алюминия в формы из земли и цемента. Можно создавать отливки различной конфигурации, так как формы можно создать из подручных средств.
Заданную деталь можно получить путем литья алюминия в цемент. Только выплавляемым заготовкам нужно будет придать форму квадрата или прямоугольника.
Для домашнего литья часто используют гипсовые формы. Моделям придается любая форма, главным показателем является усадка, которая должна быть минимальной при застывании.
Выполнить сложную конфигурацию деталей можно из воска, но модели при этом одноразовые.
С помощью литья можно создать деталь, в основе которой будет находиться материал дюраль, представленный в виде сплава из алюминия и некоторых определенных компонентов. Заготовки из дюраля будут иметь один недостаток – необходимо время на этапе застывания.
Совсем не сложно наладить дома изготовление деталей из алюминия, не тратясь на покупку дорогостоящего оборудования. Моделям под литье стоит пройти предварительную подготовку – очистить поверхность и нанести на него масло. При литье алюминия в цементную форму тоже необходима подготовка. Следует обратить внимание, чтобы усадка расплавленного алюминия была минимальной. В противном случае, параметры полученной детали не будут соответствовать заданной.
Для плавки металла используется стальная емкость и печь, которую также можно изготовить самостоятельно из кастрюли, бака, дискового колеса и других атрибутов хозяйства.
При литье алюминия в цемент и землю, при литье алюминия в гипсовые формы рекомендуется не забывать о технике безопасности, например, надевать спецодежду для защиты кожного покрова от возможных ожогов.
Типовые цены
| Изделие | Срок изготовления | Цена |
|---|---|---|
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из алюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |

Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.

Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.

Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
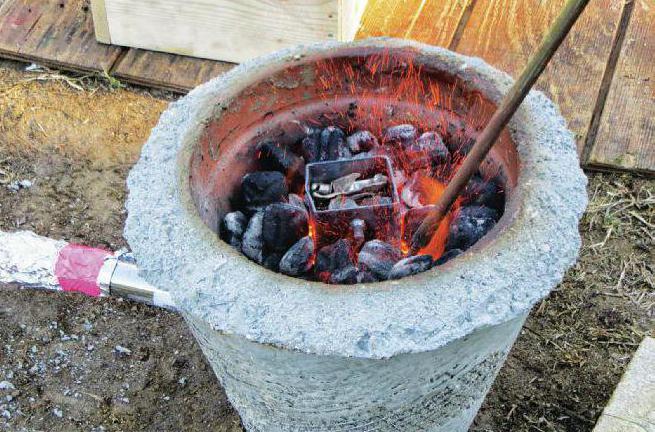
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.

Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.

Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.

Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.

Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
![]()

Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
![]()
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
![]()
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
![]()
Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
![]()
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.

2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
![]()
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
![]()
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.

Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
![]()
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
![]()
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.

Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.

Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.

Как отлить деталь из алюминия в домашних условиях
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала. 
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.


- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»

Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.

Подробности процесса можно уточнить по видео.

Видео «Литье алюминия под высоким давлением»

Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.


Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
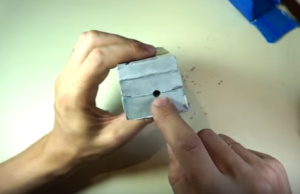
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.


3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.


Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.


6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.

Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Литье по выжигаемым моделям: особенности технологии
Изготовление детали из алюминия с помощью литья по выжигаемым моделям имеет свои особенности, которые будут рассмотрены ниже. Работы выполняются в следующей последовательности:
- В качестве материала для модели в домашних условиях используют пенопласт. С помощью режущих элементов и клея изготовьте фигуру, очертаниями напоминающую требуемую форму.


- Приготовьте емкость для изготовления модели. Можно воспользоватся старой коробкой из-под обуви. Смешайте алебастр с водою. Залейте смесь в коробку. Поместите пенопластовую модель. Разровняйте. Дайте время материалу хорошо застыть. В связи с быстрым процессом застыванию алебастра, работы выполняйте в ускоренном темпе.


- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.


- После того как металл остынет, разбейте форму и достаньте полученную литую алюминиевую модель. Посмотреть процесс подробнее можно по видео.

Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
Интересные факты об алюминии
Алюминий может гнуться как бумага или быть твёрдым как сталь. Алюминий повсюду, даже внутри нас.
Каждый взрослый получает около 50 мг алюминия каждый день вместе с пищей, это ни какая-то диета, просто этого не избежать.
Алюминий самый распространённый металл на планете. Его содержание в земной коре 8 %, но его не просто добывать, по крайней мере, в чистом виде.
В отличие от золота и серебра, алюминии не встречается в виде самородков или целых жил. Алюминий в 3 раза легче железа или меди.
Алюминий в своём первоначальном виде совсем не похож на металл, это всё из-за особой «любви» алюминия к кислороду.
Фактически первое применения алюминия в истории произошло, когда восточные гончары добавляли глину богатую алюминием в свои изделия, чтобы сделать их крепче.
Достаточный для производства пивных банок, прочный для гоночных автомобилей, гибкий для обшивки самолётов, способный превратиться во что угодно, алюминий – не заменимый материал для современного мира.
И это ещё не все особенности, который хранит этот полезный металл.