Литье металла в силиконовые формы
Военно-историческая
МИНИАТЮРА СВОИМИ РУКАМИ.
Последние обсуждения на форуме:
Для литья миниатюр из металла классической является разборная двухчастевая форма – гипсовая или силиконовая. Опыт работы с такого типа формами позволяет перечислить и ее недостатки: относительно большое количество силикона требуется на изготовление каждой из двух половинок, время на вулканизацию силикона 8-12 часов для каждого слоя силикона при комнатной температуре, а когда таких слоев три, то изготовление двух половинок силиконовой формы занимает двое суток. И главный недостаток – облой – металл, попадающий в промежуток между двумя половинками формы. Кто лил, тот знает, насколько трудно порой бывает получить отливку, на которой незаметна и точно совпадает линия облоя. Метод изготовления формы, который я хочу продемонстрировать, позволяет успешно преодолеть все три трудности и позволяет в домашних условиях получить качественные формы и, следовательно, качественные фигурки.
Часть первая. Подготовка модели.


Фото 1. В качестве примера взята 28 мм мастер-модель эльфа для игры Блад Боул, изготовленная из эпоксидного патти Квик-Вуд.
Перед началом изготовления формы надо подготовить саму модель. Во-первых, поставить модель на литник и выпор. Модели, которые я леплю сам, имеют проволочный каркас ног, концы проволоки я и использую для изготовления литника (кусок такой проволоки хорошо виден на первом фото). Итак, литник, имеет коническую форму, выпор – всего один, не слишком толстый – к другой ноге. Если трудно поставить отдельно литник и выпор, то иногда можно обойтись и без выпора вовсе. Далее вся конструкция устанавливается и приклеивается на картонное основание. Во-вторых, чтобы впоследствии легко отделить модель от силикона, я прокрашиваю модель тонким слоем акрилового металлика либо каким-нибудь нитро аэрозолем. Если ваша мастер-модель металлическая, то рекомендую тонировать именно нитро, а если пластмассовая, эпоксидная или из «грин стафа» (зеленки), то вполне подойдет акриловый металлик.


Почему именно металлик? По опыту – он легче всего отделяется, и при этом его можно нанести достаточно тонким слоем. Необходимо обратить внимание на то, чтобы краской были покрыты и все поднутрения (в другой литературе встречаются названиия «андеркаты» или «отрицательные углы»). Третий этап – необязательный, но очень рекомендуемый – начертить фломастером воображаемую линию раздела половинок формы – это очень поможет впоследствии сделать точный разрез силиконовой оболочки.
На снимке – модель подготовлена к началу изготовления собственно формы. Виидны литник, выпор, видна и линия разреза, по крайней мере, на ногах. На голове ее не ищите – ее там нет. Разрез будет доходить только до кончиков пальцев левой руки и до верхнего полюса мяча. Вся модель установлена на основании.
Вторая часть. Силиконовый кокон и каменный гроб.


Начинаем накладывать силикон слой за слоем. Первый слой требует большого внимания и терпения. Задача – внести силикон во все щели, щелочки и углубления. Силикон – материал довольно капризный и по своей воле туда не полезет, поэтому я беру маленькую капельку силикона и углубление за углублением вношу его туда, снова и снова проверяя, не забыл ли я еще какую щелочку.
Уже наложенный силикон можно придавить влажным пальцем. Я предпочитаю работать с прозрачным силиконом еще и по той причине, что можно видеть, не образуются ли пузырьки воздуха под слоем силикона. В конце этого этапа работы наша модель должна быть целиком покрыта тонким, желательно менее миллиметра слоем силикона.
На снимке: вот так, капля за каплей вносится силикон во все «проблемные» места.
Далее мы должны дать силикону высохнуть. Время на высыхание может быть разным у разных видов силиконов, но в большинстве случаев следующий слой силикона можно накладывать часов через восемь. И никогда не накладывайте следующий слой, пока не высох предыдущий! После того, как первый слой силикона высох, еще раз внимательно осмотрите «кокон», если нет никаких проплешин в слое силикона, то едем дальше! Если есть, то заполните недостатки силиконом и все равно едем дальше! А дальше – второй, третий и дальше, сколько надо. Эти слои должны плотно укутать модель в единый кокон уже без всяких поднутрений. Насколько он должен быть толстым? Скажем так – лишний слой силикона ему не повредит, зато слишком тонкий слой может привести к деформациям при литье, особенно в месте разреза формы. На демонстрируемой здесь модели силикон наложен четырьмя слоями и в отдельных местах я положил еще один дополнительный пятый слой. Когда закончено наложение силикона, то лишний картон подставки обрезается.





Теперь мы имеем силиконовую мумию из которой еле просвечивает наша модель. Пришло время построить «каменный гроб». Я делаю опалубку из деталей конструктора «Лего», развожу гипс и заливаю первую половинку гробика, до половины утапливаю в гипсе кокон, жду.
Обратите внимание на резиновую чашку для разведения гипса. Исключительно удобная в работе вещь, ветеран производства. Изначально – это стоматологический инструмент, но также может быть изготовлена и из половинки резинового мяча. Работая с одной и той же емкостью для разведения гипса, со временем учишься дозировать воду и гипс «на глаз», чтобы не было слишком много отходов, а после работы очистить от застывшего гипса – просто вывернув ее наизнанку.






Kогда гипс застывает, что определяется по его нагреванию, передвигаю опалубку выше, но ни в коем случае не вынимайте кокон из гипса! Затем надо не забыть смазать поверхность гипса чам-нибудь, чтобы потом половинки гипса разделить. Никаких специальных смесей! Жидкость для мытья посуды или жидкое мыло подойдет. Разводим вторую порцию гипса и заливаем ее в опалубку. Снова ждем до нагревания гипса. Когда гипс затвердел, снимаем опалубку, разделяем половинки «гроба» и вынимаем мумию.


Часть третья. Хирургическая.
К этому моменту мы уже имеем полностью изготовленную литьевую форму. Теперь дело за малым – вынуть модель из формы и прографитить литьевую поверхность. На самом деле вскрытие силикона и вынимание модели – самая ответственная операция, поэтому подойти к ней надо очень серьезно. Махать ножом – это вам не силикон размазывать. Во-первых, я очень рекомендую взять совершенно новое лезвие скальпеля. Во-вторых, не торопясь, осмотрите мумию и вспомните или попробуйте аккуратно найти ту линию разреза, которую мы рисовали при подготовке модели. И только продумав, как должен пойти разрез – начинайте. Резать надо не торопясь, понемногу, но «твердой рукой». Начинайте проводить разрезы, ориентир ваш – линия, не зря же мы ее рисовали, между тем, постепенно и очень аккуратно отделяйте силикон от модели. Хотя силикон и очень эластичен, но оторвать от него кусочек или отрезать чего лиишнего скальпелем не так уж и сложно, поэтому никакого применения силы и торопливости. Конечной задачей этой операции является – вывернуть силиконовую оболочку так, чтобы можно было вытащить модель, но при этом оставить оболочку целой, так, чтобы отпустив ее она снова приняла свою изначальную форму.






Снимая форму с моделей сложной формы можно делать дополнительные разрезы, чтобы извлечь из силикона отдельные части, но ничего не отрезать насовсем. Как если бы мы хотели снять кожуру с апельсина целиком. В этом и смысл метода. Нам это удалось! Теперь хирург может снять маску и перчатки, заварить кофе и устало закурить.
Перед литьем внутренние поверхности формы надо как следует обработать графитным порошком (я в качестве источника графита использую внутренности батареек, хотя это может быть и графитный стержень карандаша), сдуть излишки графита и снова собрать всю форму. Форма полностью готова к литью. Зажим прост и удобен до ужаса – две палочки и две резинки.
Конечно, хорошо бы дать время гипсу высохнуть, хотя бы пару суток, но кто ж удержится, уже имею полностью готовую форму от удовольствия сделать пару-тройку пробных отливок? Не могу удержаться и я.




Времезатраты.
Подготовка модели: изготовление литников – полчаса, покраска и нанесение разделительной линии – пусть будет еще полчаса (разумеется, это максимальные затраты времени, все это можно делать еще быстрее). Наложение первого слоя силикона занимает минут двадцать. Последующие слои – операции не требующие суперточности, поэтому на них уходит 5-15 минут времени. Высыхание каждого из слоев силикона, как я уже говорил, требует часов восемь времени, но и здесь есть небольшой фокус. Если поставить модель в теплое место, наверное градусов 60-80, мне трудно сказать точно без термометра, то силикон вулканизируется за час. Я ставлю в электродуховку. Недостатки: неприятный запах в духовке и во всей кухне. Если запах сильно неприятный – попробуйте снизить температуру. Можно, конечно и вытяжку включить, если у кого есть. Итого пять слоев застынут часов за шесть. Я предпочитаю не торопитья и оставить самый наружный слой (все равно он самый толстый) еще на ночь в комнатной температуре. На следующий день: на изготовление гипсового гроба – минут 20 на каждую половинку. Хитрость: разводите гипс в подсоленной воде. Соль является катализатором кристаллизации гипса. Итого, на все-про все, включая уборку ушел час. Без уборки – 40 минут и жена очень бы ругалась. Операция вскрытия «кокона» у меня заняла 15 минут, засекал по часам. Еще минут пятнадцать ушло на то, чтобы отграфитить поверхности формы и собрать все в полную боевую готовность. Итак: вчера в 11 утра я начал изготовление формы, сегодня в 13 часов я уже держал в руках отлитые фигурки.
Возможности метода.
Я делаю формы таким способом уже года два, на опыте убедился в существенной экономии силикона и времени по сравнению с другими способами изготовления форм. Формы из двух силиконовых частей я теперь делаю только для совершенно плоских деталей, а все остальное – руки, тела, головы – только так. Качество улучшилось, особенно в отношении облоя и точности совмещения половинок формы Такой метод можно успешно использовать для изготовления форм для фигур любой формы и сложности. Одинаково успешно применял его для литья 28 мм 54 и даже 75 мм фигурок.


В завершение хочу сказать пару слов о силиконах. Найти подходящий для дела материал – непросто. Приходится перепробовать немало сортов. Чтобы сэкономить средства, не ищите для литья металлов стоматологических силиконов и ювелирных (те их гордо называют «жидкой резиной») – они нетермостойки. Есть наверное и исключения, но как правило они еще и дорогие.
Я использую самый обычный строительный силикон Silirub бельгийской фирмы Soudal. Шприц 330 г. Почти не чувствуется от него запаха уксуса. Он выпускается трех видов: черный, белый и прозрачный. Первый и последний температуру литья олова, т.е. 300-400 градусов держит хорошо. Белый после нескольких заливок покрывается трещинами и коркой «припека». После многократных заливок практически не деформируется. Остается только пожелать удачи всем любителям перемазаться в силиконе.
Литье в силиконовые формы
Для выпуска многомиллионных партий товаров, как правило, используют пресс-формы (металлические оснастки). Это дорогостоящие решения, на изготовление которых уходит много времени и средств. Если же вы выводите на рынок небольшое количество продукции (до 500 — 1 000 единиц), воспользуйтесь литьем в силиконовые формы, которое не только сэкономит ваши деньги, но и позволит добиться оптимального качества готового изделия.
Мелкосерийное производство по доступной цене
Технология
Мелкосерийное производство путем литья в силиконовые формы имеет определенные особенности и состоит из нескольких этапов:
Производство прототипа изделия. Речь идет о проектировании объемной модели на компьютере с последующей ее распечаткой на 3d-принтере или фрезеровкой на ЧПУ. Как вариант, может быть использован готовый прототип заказчика, но в 90% случаев он требует доработки.
Подготовка мастер-модели. Иными словами, это усовершенствованный и подготовленный к производству формы для литья прототип изделия. Мастер-модель определяет качество всего тиража, поэтому к ее разработке выдвигаются серьезные требования. Специалисты наносят дополнительные составы для получения текстур, заклеивают клейкой лентой все отверстия, армируют металлическими элементами глубокие пазы и наносят клейкую ленту на будущую линию разъема формы.
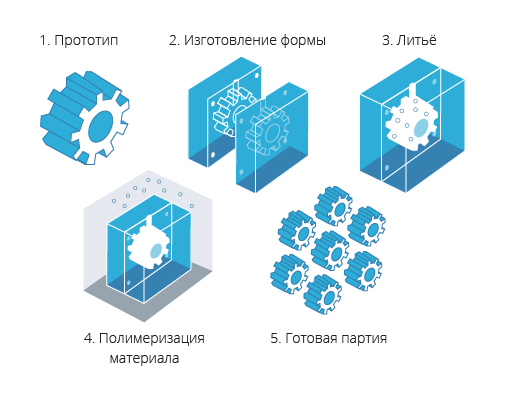

Изготовление силиконовой формы для литья. Для производства формы или, как ее еще называют, матрицы мастер-модель помещается в опалубку – герметичную емкость из твердого материала, соответствующую габаритам изделия. Затем устанавливают систему трубок (литниковую систему), предназначенных для подачи в форму жидкого пластика. После этого силикон, который предварительно прошел дегазацию в вакуумной камере, заливают в опалубку. Наконец, емкость с силиконом примерно на сутки оставляют застывать в специальной камере, и только после этого получается готовая матрица.

Тестовая отливка и доработка формы. Если после тестовой отливки детали, полученное изделие отличается от мастер-модели, производится доработка формы. Как правило, модернизация силиконовой матрицы не занимает много времени, и в основном заключается в усовершенствовании литниковой системы и каналов вывода воздуха из формы при заливке, на основе полученного первого образца.
Производство форм. После того, как заказчик одобрил полученный после тестовой отливки результат, начинается мелкосерийное производство изделий. Количество силиконовых форм зависит от численности конечных изделий из расчета, что одна матрица способна дать 20-50 единиц качественной продукции в зависимости от особенностей геометрии и материала литья.

Завершается этот алгоритм непосредственным литьем пластмассы. 3dVision использует вакуумную технологию литья в силиконовые формы, в ходе которой используются двухкомпонентные полиуретаны с различными физико-механическими свойствами. Благодаря быстроте изготовления оснастки, данный метод уже через несколько дней позволяет получить небольшую партию пластиковых изделий.
Преимущества
Сильные стороны эластичных форм по сравнению с пресс-формами не заканчиваются на их дешевизне и быстром изготовлении, о чем было сказано в самом начале.
Во-первых, силиконовые матрицы универсальны, поскольку способны работать с любым видом пластмасс. Это пищевые, архитектурные, медицинские, промышленные полимеры, пластмассы для создания грима и другие. Силиконы, несмотря на слабое сцепление с материалом для литья, обеспечивают полностью герметичные соединения, и поэтому в таких формах можно выполнять литье из резиноподобных материалов и резинопластика.
Во-вторых, силиконовые емкости безопасны. Они не горят, являются химически инертными и устойчивыми к УФ-излучению.
В-третьих, такие формы просты в использовании. Изделие отделяется от матрицы легко, а поскольку форма имеет высокую гибкость, то и внутреннее напряжение детали снижается.
Предназначение
Мелкосерийное производство деталей используют для создания небольших партий изделий.Например, изготовления корпусов уникальных приборов, макетов для проверки качества дизайнерских работ, дизайна упаковочных материалов, моделей для проведения презентаций. Выпуск продукции малым тиражом также необходим в случаях функционального тестирования деталей.
Небольшая партия отлитых изделий поможет исследовать отклик или провести сертификацию продукции одновременно с производством крупной партии. Подобный подход позволяет выпустить новый продукт на рынок в сжатые сроки при небольших затратах на изготовление.
В Центре объемной печати 3dVision вы можете заказать услугу литья пластмасс в силиконовые формы. Наши специалисты работают исключительно с оригинальными полимерами на сертифицированном оборудовании, ставя во главу угла качество итоговых изделий.
Обращаясь в нашу компанию, заказчик может рассчитывать на добросовестное выполнение поставленной задачи. 3dVision сделает все возможное, чтобы обе стороны остались довольны итогом сотрудничества: вы получите мелкосерийную партию качественных изделий, а мы – нового клиента на большое количество проектов.
Вакуумное литье


Технология вакуумного литья в силиконовые формы применяется для малосерийного выпуска изделий из полиуретана, пластиковых деталей.
- Описание
- Проекты
- Презентации
- Статьи
- Оборудование
Технология вакуумного литья в силиконовые формы (Vacuum Casting) применяется для мелкосерийного производства изделий из полиуретана (от 1 до 500 шт.). Габариты изготавливаемых на нашем оборудовании деталей в среднем составляют 600*600*400 мм, а в длину могут достигать более 2 метров. Максимальная масса деталей — до 3 кг, а точность изготовления соответствует квалитету +/- IT 14/2. Цвет деталей – окрашивание материалов в массе по каталогу цветов RAL. Фактура поверхностей — ровная матовая, крупный и мелкий «песок», глянцевая, возможно армирование деталей различными закладными элементами. Стойкость силиконовых форм — до 25 циклов.
Используемые материалы для литья в силикон
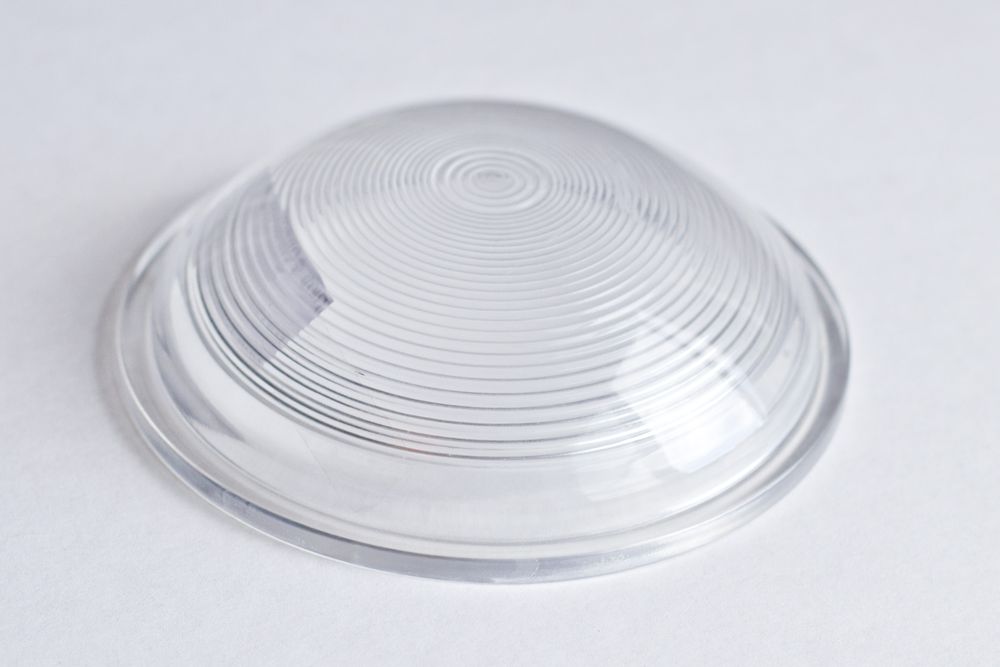
Для литья в силикон используются двухкомпонентные полиуретаны, которые обладают различными физико-механическими свойствами. Это могут быть свойства основных конструкционных пластиков, таких как АБС, полиамид, полиэтилен и.т.д., есть полиуретаны имитирующие по физико-механическим свойствам резину различной твердости (от 50 до 70 ед. по Шор А), а также прозрачные полиуретаны для изготовления оптических деталей, термостойкие материалы (до 140 0С).
Примеры изделий по методу вакуумного литья ПУ-пластика:





Крупногабаритное вакуумное литье
Компания Фолипласт оказывает услуги по производству пластиковых деталей, корпусов по чертежам и 3d-моделям заказчика, в том числе, крупногабаритное литье изделий из пластмасс, например: бамперы, накладки, цельнолитые панели приборов для автомобилей. Более того, можно утверждать, что наш опыт литья крупногабаритных деталей из пластика уникален. Мы действительно хорошо умеем делать большие изделия без склейки отдельных частей, и располагаем для этого всем необходимым оборудованием.




Пластиковые корпусы для электроники (РЭА) на заказ
Разработка и мелкосерийное производство радиоэлектронной аппаратуры достаточно часто сталкивается с проблемой поиска функциональных, удобных и прочных корпусов. Пластиковые корпусы для РЭА, детали медицинского оборудования, должны соответствовать назначению, размерам и форме электронной начинки, иметь привлекательный вид и оригинальный дизайн.





Поточное производство корпусов из пластика экономически обосновано только при больших партиях (свыше 1000 шт.), и на определенном дорогостоящем оборудовании. Для мелкосерийного или индивидуального производства (от 20 до 500 шт.) гораздо выгоднее заказать литье пластиковых корпусов в нашей компании.
Мы можем выпускать изделия самого разного назначения:
- Корпусы из пластмассы для медицинских приборов;
- Пластиковые корпусы для РЭА;
- Корпусы для электроники промышленного назначения;
- Полимерные изделия авторского и оригинального дизайна.


Чтобы изготовить корпусные детали на заказ нам понадобятся чертежи или готовый образец изделия, на основе которых будет создана компьютерная 3D-модель в одном из общепринятых цифровых форматов. Предоставление заказчиком собственной цифровой модели изделия значительно ускорит расчёты и подготовку производства.
Технология производства корпусов из пластмассы от компании Фолипласт позволяет выполнять быстро и качественно заказы клиентов, которые будут максимально соответствовать требованиям и пожеланиям.
Заказать вакуумное литье пластика в силиконовые формы на выгодных условиях можно в нашей компании с доставкой в Москву, Санкт-Петербург, Самару, Казань, Новосибирск и другие города России.
Сделайте заказ по телефону 8 (800) 302-13-41.
Оформление заявки на литье крупногабаритных деталей из пластмасс так же возможно в режиме онлайн: для этого необходимо отправить запрос в любой контактной форме сайта. Наши сотрудники оперативно свяжутся с вами для уточнения заказа, предоставления актуальной информации о ценах, способах оплаты и доставки.
Предлагаем услугу по вакуумному литью пластика в силиконовые формы.
Преимущества технологии:

Доступная цена
Силиконовая форма дешевле, чем металлическая оснастка и пресс-форма.

Быстрый результат
Силиконовая форма для литья
производится быстрее,
чем пресс-формы

Удобно для тиражирования. Небольшая партия отлитых изделий поможет исследовать отклик или проводить сертификацию продукции одновременно с производством крупной партии
Оборудование:
| Модель | Входное напряжение, В | Размер камеры, мм | Характеристики вакуумного насоса | Максимальная масса заливки |
| HVC-1 | 380 | 600х600х1000 | 1,5 kW, 60 m3/h |
2 |
Материалы для литья:
Полиуретаны со свойствами различных пластиков
Эластичные полиуретаны
| Отвердитель | Свойства материала (близкие к резине) | Тверд. по Шору (A) | Теплостойк. °C (2 — 5 мм) | Предел прочн. при растяжении Н/мм? | Макс. удлинение, % | Сопротив. разрыву, Н/мм |
| ProtoFlex 150-05 |
medium soft | 50 | 80 | 3,0 | 400 | 13 |
| ProtoFlex 190-05 |
rigid | 90 | 80 | 10 | 120 | 50 |
Силиконовые смеси
Силиконовые смеси серии NEUKASIL RTV идеально подходят для изготовления заливочных форм с высокой точностью, технологичны при использовании, высокоэластичны, смесь очень хорошо проливает форму. Многолетний опыт компании Altropol, современное производство и высококачественное сырье позволяют изготавливать уникальные силиконовые смеси, наиболее полно отвечающие требованиям заказчиков. Altropol предлагает смеси, начиная от силиконового геля до вязкопластичной резины.
Процесс литья:

Изготовление мастер модели. Мастер-моделью может служить любая оригинальная деталь, копию которой необходимо получить. Также мастер-моделью может быть любой прототип, полученный при помощи одной из технологий послойного синтеза, фрезеровки или ручной лепки.

Снятие силиконовой формы. Заливка силикона в подготовленную опалубку происходит на воздухе. Опалубка помещается в вакуумную камеру для дополнительной дегазации, а затем отверждается на воздухе при комнатной температуре в течение 12-15 часов.

Литье пластика. Для того, чтобы получить необходимый материал, из которого изготавливаются непосредственно детали, смешиваются два компонента смолы. Компоненты смолы А- и В- точно дозируются по массе при помощи весов.

Дегазация в вакуумной камере. Затем силиконовая форма помещается внутрь вакуумной камеры и позиционируется там по вертикали при помощи устройства для подъема форм (микролифта). Внутри камеры создается вакуум и компоненты смолы А- и В- смешиваются.

Производство партии. С помощью литья пластика в силиконовые формы возможно производство партии идентичных деталей.
Закажите расчет в режиме онлайн! Отправьте заявку менеджеру, чтобы узнать стоимость.
Готовы ответить на ваши вопросы по телефону 
Оставьте ваши контакты, и наш менеджер
свяжется с Вами в ближайшее время.
Оставьте ваши контакты, и наш менеджер
свяжется с Вами в ближайшее время.
Услуги Лаборатории трехмерной печати разнообразны и включают весь спектр работы с трехмерными технологиями. Конечно, всем известная тема — это услуги 3d печати (Москва) могут начаться с идеи и предположения, что гипотетически можно реализовать проекты с помощью специального 3Д принтера. Но, практически всегда, от идеи до готового изделия есть несколько промежуточных шагов.
Если ваша идея лишь в определенном образе и нет цифровой модели для исполнения, то в этом случае необходимо выполнить моделирование и разработать документацию. После чего создается прототип изделия. Это особенно важно, в изготовлении точных отдельных частей, сувенирной продукции и много другого поступающего к нам для дальнейшей услуги печати на 3d принтере. Именно по прототипу можно оценить совместимость с остальными компонентами, внешний вид, до того как началось массовое производство с использованием дорогостоящего оборудования и материалов. 3d прототипирование помогает избежать многих конструкторских недочетов, и также понимать эстетичность изделия, что особенно важно при изготовлении дизайнерских вещей. В этот момент можно внести правки и отредактировать проект.

Иногда к нам обращаются с желанием размножить определенную деталь или предмет или же просто сделать копию. В этом случает печать 3d моделей в Москве, включает моделирование с предварительным сканированием специальным оборудованием, которое позволит перевести параметры объекта в цифровую модель. Такое обратное построение цифровых моделей по образцу называется реверсинженирингом. Для каждой задачи используется разные типы сканеров, которые могут передать сложный рельеф и геометрию, выделить мелкие детали, повторить текстурную поверхность и многое другое.
Для изготовления изделий партиями из пластика или полиуретана может быть востребована услуга вакуумное литье, которая сэкономит бюджет и при сохранении формы может много раз востребована.
Еще один вид услуг по трехмерной технологии — это фрезерно-гравировальные услуги. Особо востребованы при работе с металлами, деревом и позволяют с высокой точностью воссоздать модель.
Услуги по лазерной резке для листовых материалов — простое решение для получения качественных изделий, тиснения, гравировки на большинстве материалов.
Для получения услуги 3д печати в Москве можно обратиться к нам или при наличии собственных специалистов взять оборудование в аренду. Что очень удобно при участии в выставках, конференциях и многих других мероприятиях.
Литьё в силиконовые формы
Литьё в силиконовые формы. Материалы для литья в силикон.
Литьё в силиконовые формы один из наиболее доступных сегодня способов недорогого мелкосерийного производства, открывающие перед вами широкие возможности в создании и развитии собственного бизнеса. Это может быть производство авторских украшений, сувениров, предметов быта и декора, а также создание промышленных литьевых форм для других компаний – выбор, с чего начать путь к построению успешного доходного дела, за вами.
Успешные практики 3D печати нередко сталкиваются с необходимостью быстро получить небольшую партию моделей – с такой задачей справиться не каждый персональный 3D принтер. Однако оптимизировать процесс можно малыми средствами и временными затратами – с помощью 3D печати вы быстро создадите литьевую форму из силикона или любого другого эластичного материала, которую сможете использовать для заливки жидкими резинами, литьевыми пластиками и материалами для лепки. И расходники для печати форм, и заполняющие материалы, не говоря уже и о самих 3D принтерах, вы можете заказать у нас в интернет-магазине 3DMall – одном из самых больших не только в Москве, но и во всей России. Мы предлагаем доступные цены, высокое качество и большое количество сопутствующих сервисов – от консультирования и помощи в выборе до доставки в любую точку страны.
Кратко о технологии
Технология литья в силиконовые формы достаточно проста и может быть реализована даже в условиях домашней мастерской. Современные материалы производства форм, в частности, специализированные лаки для их постпечатной обработки, позволяют добиваться высокого качества поверхности готового изделия вне зависимости от выбранного типа заполняющего материала.
3D печать позволяет изготавливать формы любого необходимого типа, а именно:
- сплошные — в этом случае необходим качественный прототип, который тиражируется с точным воспроизведением геометрии;
- разрезные — одноразовые изделия, которые для облегчения процесса освобождения готовой модели по факту застывания жидкого материала разрезаются, такие формы используются для производства объектов со сложной геометрией;
- двухсоставные — более сложные изделия, части которых после заливки соединяются между собой и образуют герметичный отливочный бокс.
Кратко о материалах
Материал, используемый для литья в формы, обладает унифицированными физико-химическими и механическими свойствами, благодаря чему может использоваться в комплексе с широким спектром сырья для производства готовых изделий. Конечно же, следует учитывать и параметры совместимости формы и материала для её заливки, и если у вас возникнут любые вопросы в этом ключе, наши специалисты максимально подробно проконсультируют вас по любому из них.
Жидкие резины
Жидкие резины – самые востребованные расходные материалы для создания отливочных форм для силикона. Как правило, они изготавливаются из достаточно плотных и при этом эластичных полимеров, обладающих высокой температурной и механической стойкостью.
Вязкость нити этого типа материала несколько выше, чем у привычных нам ABS, PLA пластиков, ввиду чего и характеристики изделий отличаются. Используются они в основном в паре с прижимным механизмом, который препятствует заламыванию нити и обеспечивает максимально равномерное послойное выращивание формы. В самом начале печати рекомендуется обработать рабочую платформу специализированным клеем для лучшего сцепления модели с её поверхностью. Обратите внимание также на процесс отклеивания готового прототипа – он должен осуществляться в условиях минимального обдува и при температуре платформы в пределах 100 о С. Прямо противоположен температурный режим при выходе резиновой нити из сопла – чем выше температура экструдера (конечно, она должна находиться в рекомендованных производителем пределах), тем лучше сцепление слоев.
Литьевые пластики
Литьевые пластики используются для изготовления высокоточных моделей и образцов – сегодня возможно 3D прототипирование и тонкостенных форм с мелкими и точными рельефными элементами. Именно пластику отдают предпочтение в том случае, если речь идет о мелкосерийном производстве сувениров и игрушек, аксессуаров и фурнитуры, запчастей для автотюнига.
Как правило, это прозрачные полиуретановые легкоплавимые составы прозрачного и полупрозрачного типа, которые с лёгкостью можно подкрасить в нужный оттенок различной интенсивности. В зависимости от области применения изделия из литьевого пластика обычно подлежат минимальной постобработке спреями или пастами для улучшения качества поверхности и физико-химических характеристики.
Отличаются совместимостью с большим количеством силиконов и других материалов, которые применяются в области промышленного дизайна и 3D моделирования.
Как и жидкие резины, пластики для литья отличаются способностью к точной передаче геометрии и прекрасными заполняющими способностями, для изделий характерна высокая гладкость поверхности и равномерная структура.
Литье из олова
Олово – это легкоплавкий металл. Он занимает пятидесятое место в таблице Менделеева. Он довольно широко распространен в природе, в частности, руду для его производства активно добывают в море Лаптевых.

Человек начал применять олово еще в бронзовом веке. В частности, его использовали для получения бронзы. В наши дни его используют в качества припоя, покрытий и пр. Кроме этого, олово применяют в ювелирном деле и при изготовлении игрушек, например, оловянных солдатиков и пр.
Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома.
В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.

Процесс литья из олова в промышленности
Создание формы, это, пожалуй, самый ответственный процесс. Для начала необходимо создать эскиз будущей модели. После этого модель изготавливают из полимерной глины. Для нанесения мелких деталей необходимо использовать шило.
Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.

Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации. Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей. Нельзя забывать и о воздуховодах, через них, по мере заполнения формы оловом, должен выходить воздух.

Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения.
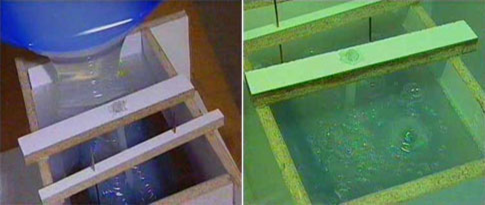
Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.

Две полуформы между листами фанеры, стянутые жгутом
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть. После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка.
Расплавленный металл заливают тонкой струйкой. При этом для удаления воздуха можно слегка постукивать корпусу.
Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.

Удаление излишек олова (облой)
Последовательность механической обработки выглядит следующим образом. Сначала удаляют облой. Так, называют излишки расплава, которые затекают в шов формы. Для этого применяют шабер. Для удаления литников применяют бокорезы. Для окончательной обработки швов используют абразивную шкурку с самым мелким зерном (нулевку).
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.

Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
Формы для литья олова
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.

Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.

В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.

Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы. Таким образом, происходит устранение лишних газов из тела будущей отливки. Это инженерное решение позволяет получать металл с мелкозернистой структурой.
Литье выполняют в металлоформы, произведенные в заводских условиях. Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр.
Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.

Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз. Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить. Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.