Магнитный стол своими руками
Магнитная плита из трансформаторов микроволновки
![]()

На сверлильных и фрезеровальных станках заготовки фиксируются в тисках. Это надежно, но не совсем удобно. Проще пользоваться электромагнитом. Он позволяет мгновенно фиксировать заготовки в любой точки платформы, точно позиционируя их под рабочую оснастку. Сделать такой электромагнит можно своими руками.
Материалы:
- Трансформаторы с СВЧ печи – 3 шт.;
- листовая сталь – 2 мм;
- медные провода;
- эпоксидная смола;
- фиброволокно.
![]()
Процесс изготовления электромагнитной платформы
У трех трансформаторов от микроволновой печи необходимо разрезать сердечник по сварке, и аккуратно выбить обмотки, чтобы их не повредить. Рез выполняется на стыке фланца крепления и Ш-образных пластин.
![]()
Так как сердечник состоит из пластин, которые без фланца распадаются, его нужно укрепить. Для этого по нему прокладывается несколько сварочных швов. Нужно проварить пластины, и затем зачистить выступающую часть швов.
![]()
Из листовой стали сваривается короб платформы, в который поместятся сердечники трансформаторов. Их нужно просверлить, и прикрутить со стороны дна винтами с потайной головкой. Между сердечниками и стенкой короба требуется нанести термопасту. Дополнительно сердечники следует проварить изнутри короба.
![]()
![]()
![]()
Сбоку короба просверливается отверстие для ввода кабеля питания.
![]()
На сердечники устанавливаются обратно первичные катушки (из толстой проволоки).
![]()
К контактам катушек припаиваются провода. В отверстие короба вводится основной кабель питания. К нему присоединяются катушки параллельно. Контакты нужно изолировать, затем залить все эпоксидной смолой. Для надежности она армируется фиброволокном.
![]()
После высыхания смолы, поверхность шлифуется, чтобы получить идеально ровную плоскость.
![]()
Теперь электромагнитная плита может использовать по назначению.
![]()
Достаточно просто подключить к ней мощный источник питания на 12 В. Любой металлический предмет притянется к ней намертво, пока питание не будет отключено.
![]()
Смотрите видео

Особенности использования магнитных плит для фрезерных станков
Технические характеристики.
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа. В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение. Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.
Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах. Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.


Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.


Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.


Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.


Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.


Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
Конструкционные решения
Требуемое расположение заготовок под проход резца станка получается благодаря подвижности частей электромагнитной удерживающей плиты. Перемещение происходит в поперечной (0°- 30°) и продольной (0° — 45°) плоскости. Угол устанавливается высотой набора концевых мер, заданные значения которой сведены в таблицу.
Орган управления расположен на удобной в работе боковой стороне.
Электромагнитная удерживающая плита состоит из корпуса, полюсов, катушек, основания и выводной коробки.
Достоинством токовой модели является маленькое межполюсное расстояние, позволяющее удерживать части малого размера (4×4×0,2 см). Удельная сила притяжения может меняться от 20 Н/см ²до 130 Н/см².
Катушки электромагнитного пояса могут располагаться неподвижно под плитой, совершающей возвратно-поступательные движения на шлифовальном станке.
В моделях стола, автономных от электрической сети, индукционные катушки заменены на магнитные блоки.
Как устроен магнитный блок
В корпус блока на 2 полосы установлены постоянные магниты. Расстояние между полюсами стола указывается в технических характеристиках изделия. Поворот управляющей рукоятки на 180° через эксцентрик подводит полюса к верхней кромке плиты. Деталь захвачена полем. Обратное действие разрывает контактирующие металлические части, освобождая заготовку.


Электромагнитная синусная плита
Согласно ГОСТ магнитная синусная плита по типу управления выполняется:
- ручного переключения;
- дистанционного управления.


Чертеж синусной плиты
Различают 5 классов точности приспособления, у которых удельная сила притяжения стола соответственно ГОСТ 16528-87 равна:
- 50 Н/см² у класса В, А, С;
- 80 Н/см² у класса Н,П.
У всех моделей остаточный магнетизм не должен превышать 0,5 Н/см². Фактическое значение проверяется динамометром, соединенным с контрольной пластиной (сталь 10, по ГОСТ 1050). Отклонения допускаются ГОСТ не более, чем в 10% контрольных точек стола.
Различия
Технология обработки задает различные варианты расположения обрабатываемой детали. С этой целью выбирают:
- Одноповоротное устройство. Две основные части – основание, магнитная часть;
- Двухповоротная плита. Три составляющих – нижнее основание, средняя поворотная плита, магнитный удерживающий лист;
- Магнитный стол. Электромагнит различных размеров;
- Угол. Модифицированный магнитный стол из 2 поверхностей под заданным углом. Одна плоскость магнитная, другая – упорная.
Магнитные плиты для шлифовальных станков
Технические характеристики.
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Что такое магнитная плита?
Магнитные плиты – это специальный тип оснащения фрезерных станков, который нужен для обработки металлических элементов, которое необходимо для фиксации металлических элементов на рабочей поверхности станка под действием электромагнитного притяжения.
До их появления для удержания заготовок активно использовались кулачки, которые обеспечивали максимальное удерживание в процессе работы. Но всё же магнитные плиты имеют ряд более выдающихся достоинств в сравнении с кулачками:
- появляется альтернатива обработки сразу нескольких заготовок;
- обеспечивается предельная точность воздействия, что связано с явлением нагревания металлической детали. Она расширяется, но не деформируется, как деталь в зажимах;
- обеспечивают высокую надёжность крепления;
- сохраняют основные эксплуатационные характеристики на изначальном уровне на весь период использования;
- не требуют ежегодного (или чаще) техосмотра и ремонтных мероприятий.
Но и недостатки также присутствуют у данных приспособлений:
- не используются в работах, для которых необходима большая сила резки;
- остаточный магнетизм заготовок, выполненных из стали, но с такой особенностью поможет справиться демагнитизатор.

Справка! Демагнитизатор (размагничиватель) – необходим для лишения сил притяжения инструмента или заготовки, чтобы к нему не прилипала металлическая стружка.
Магнитные плиты чаще всего используются на шлифовальных, фрезерных и токарных станках для обработки металлосодержащих изделий.

Магнитные плиты очень редко входят в базовую комплектацию станка, поэтому их необходимо приобретать и устанавливать отдельно, учитывая необходимые параметры изделия.
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.


Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания
Основные виды и параметры
В зависимости от способа фиксации существует два основных типа плит – магнитные и электромагнитные. В последних прижимное усилие создают две группы катушек формирующих электромагнитное поле. Магнитные конструктивно схожи с электромагнитными и также имеют две группы магнитов с различной полярностью. Но магнитное усилие действует постоянно и в нерабочем положение ему препятствует блоки из немагнитного материала. После установки детали блоки смещаются, и деталь фиксируется на рабочей поверхности.

Определяющим параметром являются габаритные размеры плиты. От неё зависят не только длина и ширина обрабатываемой детали, но и высота. Следует учесть, что чем больше размеры плиты, тем выше вес и нагрузка на рабочий стол станка.
Основные параметры оснастки:
- Габаритные размеры и масса. Размер варьируется в пределах от 100х250 мм до 320х1000 мм.
- Прижимающее усилие. Как правило, данный параметр находится в пределах от 50 до 120 Н/см².
- Расстояние между полюсами магнитов или катушек. От этого зависит минимальный размер обрабатываемой заготовки.
Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
Мощная электромагнитная плита своими руками.
Процесс изготовления мощного электромагнита. #HandMade магнит электромагнит своими руками корончатые сверла сверлильный станок diy как сделать металлообработка спиральные сверла самоделка магнитные сверлильные станки производство станок инжиниринг мощный магнит нарезание резьбы сверлильный ремонт намотка медный провод магнитная плита как перемотка сделай сам крутая самоделка самоделки магнитный станок electromagnet магнитный сверлильный станок микроволновка самодельный станок на магните drill станок своими руками хобби сверлить сталь полезные советы messer сделать обзор homemade самодельный сверлильный станок сверление металла dc 190-220 вольт сож топ крутых самоделок добрый мастер самодельный инструмент сверлильный станок своими руками крутая идея для самоделки простое приспособление нереально крутая самоделка нужный инструмент инструменты сверло крутая идея круче не придумаешь фреза tool инструмент при помощи болгарки как сделать лайфхак пример сердечник материал трансформатарная просто соленоид упрощено объяснение теория дрель формулы расчет магнитное поле с примесями вопрос накрутка магнетизм пиноль dx-35 магнитная сверлилка смазочно-охлаждающая жидкость перворация металла из двигателя от стиралки на магнитном основании как сделать тиски how to make grinder болгарка хитрости стриппер aenima сан саныч пиноль для станка дома на столе эксперимент электро катушка рукопоп мастерская сам стиральная самому чем изготовить дросель нереально крутых самоделок чем сверлить станок для печатных плат свёрла с алиэкспресс в платах как сверлить из чего сделать для сверления печатные платы карбид вольфрамовые свёрла шариковые направляющие плита магнитная делают оснастка станки свёрла magnetic plate сверлить отверстия китайские свёрла portable metalworking machine drill press magnetic drilling machine how to drill how to make tapping метабо сверлильный станок metabo российское производство linear шуруповерт чпу качественные свёрла патрон drilling machine ball guides drilling igi изготовление станка 1800 витков 0.50мм что сделать из движка фрезерный станок своими руками китай мастер добрый инструмент для любых задач что можно сделать с огнетушителя kitay master фрезерный станок магнитный станок ребир своими регулировка плата руками испытания магнитная стойка для дрели машина мастер gtool сверлильный станок на магнитном основании fdb maschinen mbd 25 сверлильный станок на магнитном основании fdb maschinen mbd 25 обзор fdb maschinen mbd 25 самодельный станок подарок для подписчика супер станок из движка how to make магнитная подошва. сверлильные станки сверление до 100 мм coredrill fein сверлильный станок на магнитном основании сборка станка техника сверление двигатель vw импортозамещение соединение гараж питер ленинград спб резьбовое двутавры mab пневматический пресс 840 bds балки магнитный сделано в россии толкатель нержавейка электродвигатель мощность политика бизнес русский лайфхак russia россия бачок работы деньги время пневмо лыжи станок дрель своими руками станок для дрели сверлильний станок для дрели инструмент своими руками eibenstock rebir сверлильний станок своими руками прессшпан dc 24 вольта 1000 витков 0.80мм repairs rewind presspahn подошва для дрели ремонт сверлильного станка оборудование для ножеделанья запчасти домкрат запчастидлямагнитныхстанков сверлильныйстанокнамагнитномосновании вейкборд сноуборд ножеделы россии дверной магнит на 12 вольт как сделать шлифовальный станок плоскошлифовальный станок нождак своими руками как заточить нож свод на ноже заточка майнинг имя фольксваген 83051 крафтер станок по металлу токарь токарка твердосплавные коронки твердосплавные сверла трансформатор магнитный столик станок на магнитном основании станок для нарезки резьбы мессер нарезка резьбы второпласт точить мастер на все руки экстрим элек мэк в гараже учусь отдых что произойдет полезное crafter немец volkswagen mml mml2870 metalmaster металтул магнитный сверлийный станок речной спиннер снег powder подключение электромагнита к электроцепи и установка на сверлильный станок подключение электромагнита хипстер нафиг без видеокарт блог сжатый воздух youtube ютуб установка магнита подключение магнита ремонт труб отверстия в трубах ремонт станка ремонт электроинструмента стойка сверление металлоконструкций сверление труб сверление трубопроводов самодельный магнит 2000 витков 0.40мм корончатое сверление электрокатушки акст катушки от мкроволновой печи крутые идеи для самоделки
Электромагнитные плиты для шлифовальных станков


При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
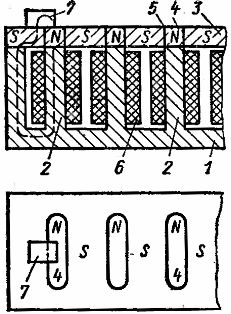

Рис. 1. Электромагнитная плита
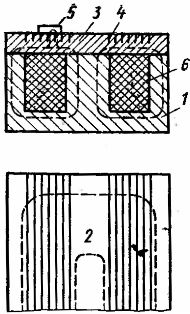

Рис. 2. Электромагнитная плита для мелких деталей
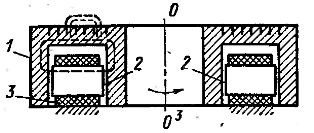

Рис. 3. Стол с неподвижными электромагнитами
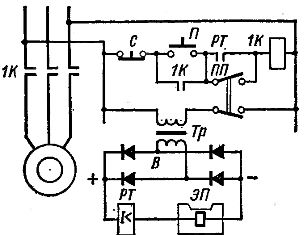

Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
Особенности использования магнитных плит для фрезерных станков
Если ваш труд зависит от работы на фрезерном станке, то увеличение количество изделий должно являться для вас приоритетом. Хорошим инструментом для увеличения продуктивности станет магнитная плита.
М агнитная плита для фрезерного станка позволит обрабатывать сразу более одной детали в отличие от стандартных кулачков. И обработка будет осуществляться с предельной точностью и эффективностью. Рассмотрим подробнее все особенности данного приспособления.


Что такое магнитная плита?
Магнитные плиты – это специальный тип оснащения фрезерных станков, который нужен для обработки металлических элементов, которое необходимо для фиксации металлических элементов на рабочей поверхности станка под действием электромагнитного притяжения.
До их появления для удержания заготовок активно использовались кулачки, которые обеспечивали максимальное удерживание в процессе работы. Но всё же магнитные плиты имеют ряд более выдающихся достоинств в сравнении с кулачками:
- появляется альтернатива обработки сразу нескольких заготовок;
- обеспечивается предельная точность воздействия, что связано с явлением нагревания металлической детали. Она расширяется, но не деформируется, как деталь в зажимах;
- обеспечивают высокую надёжность крепления;
- сохраняют основные эксплуатационные характеристики на изначальном уровне на весь период использования;
- не требуют ежегодного (или чаще) техосмотра и ремонтных мероприятий.
Но и недостатки также присутствуют у данных приспособлений:
- не используются в работах, для которых необходима большая сила резки;
- остаточный магнетизм заготовок, выполненных из стали, но с такой особенностью поможет справиться демагнитизатор.


Магнитные плиты чаще всего используются на шлифовальных, фрезерных и токарных станках для обработки металлосодержащих изделий.
Читайте также, зачем нужны пластина для фрезера и как их изготовить своими руками.
Особенности конструкции
Основными конструктивными элементами магнитной плиты для фрезерного станка являются:
- Корпус устройства – выплавляется из мягких видов стали. Его основание имеет специальные противоположно заряженные выступы.
- Специальная крышка, которой накрывается рабочая поверхность. Крышка является одним полюсом, а оставшаяся часть поверхности – противоположным полюсом.
- Катушки – предназначены для пропускания постоянного тока.
- Магнитный блок – передвижной элемент, который двигается за счёт работы эксцентрикового волчка.
Технические характеристики
Технические условия производства магнитных плит регламентируются ГОСТ 16528-87. В нём описаны все характеристики плит с различным типом управления.
Основными параметрами, влияющими на работу магнитных плит, являются:
- Габаритные размеры – минимальные начиная от 10х25 см и максимальные до 32х100 см. От данной величины зависят окончательные размеры обрабатываемой детали. Также от значительного размера плиты нагрузка на рабочий стол станка увеличивается.
- Магнитное усилие – действует постоянно и внерабочем положении ему препятствуют блоки из материала немагнитного происхождения. Пределы действия данной величины – 50–120 Н/см².
- Расстояние между магнитными полюсами или катушками. От него зависит максимально маленький размер доступный для изготовляемой детали.
Принцип работы магнитного стола
Принцип работы плиты довольно прост и понятен. На её рабочей поверхности образуется магнитное поле, которое фиксирует металлические заготовки. Благодаря этой функции появляется возможность выполнить обработку не только наружной части материалов, но и боковых областей.
При необходимости доступна единовременная обработка нескольких деталей. Благодаря магнитным свойствам на рабочую плоскость можно установить дополнительный инструмент, который пригодится в работе.

Инструкция по эксплуатации
Магнитную плиту следует расконсервировать и изучить паспорт на оборудование.
- Поместить её на столе станка.
- Проверить правильность крепления и начать работу.
- Заготовку из ферромагнитного материала необходимо разместить на рабочей поверхности в необходимом положении и повернуть рычаг на 180 градусов. Проверить надёжность крепления.
- Начать обработку заготовки.
- Металлическую стружку, образующуюся при работе, можно удалить щёткой после поворота рукоятки на 180 градусов. Затем очистив поверхность необходимо снова зафиксировать заготовку с помощью рукоятки.
- По окончании работ повернуть рукоятку и снять заготовку.
Читайте также: Настольный фрезерный станок НГФ-110 для обучения школьников и его улучшенные модели


Советы экспертов и цена
Наиболее продаваемыми моделями магнитных плит являются:
- МП 400х125 синусная 2С7208-0003. Её преимущество – надёжный зажим заготовок с использованием магнитных токов постоянных магнитов, что гарантирует постоянную силу зажима на всё время эксплуатации. Цена такого устройства от 50 тыс. руб.
- МП 250х100 (7208-0001) – немного дешевле предыдущей модели, продаётся от 19 тыс. руб.
- МП плоская Х91 300х680 (66120-6) – даёт возможность обработки деталей с минимальной толщиной – 8 мм/7 мм. Её стоимость – от 170 тыс. руб.
Она обеспечивает надёжную фиксацию обрабатываемой заготовки, что отражается на качестве выполнения работы. Радует и то свойство данного устройства, что технические параметры и возможности использования такой конструкции остаются прежними с течением времени. Данное качество и вызывает заинтересованность со стороны покупателей к электромагнитным плитам.
Магнитная плита для шлифовального станка своими руками
Технические характеристики.
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.


Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.


Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.


Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.

Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания













Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа. В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение. Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.


Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах. Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
Плиты магнитные
Содержание: Скрыть Открыть
Плиты магнитные – это оснастка металлорежущих станков, применяемая для точной фиксации деталей и заготовок при обработке режущими инструментами. Действие плит основано на свойствах магнитного поля притягивать черные металлы и прочно удерживать в требуемом положении. Соответственно от тисков и других типов фиксаторов их отличает отсутствие механического приложения сил к поверхностям заготовки, что исключает вероятность деформации и прочих повреждений.
Особенности конструкции
Основными конструктивными элементами магнитной плиты для фрезерного станка являются:
- Корпус устройства – выплавляется из мягких видов стали. Его основание имеет специальные противоположно заряженные выступы.
- Специальная крышка, которой накрывается рабочая поверхность. Крышка является одним полюсом, а оставшаяся часть поверхности – противоположным полюсом.
- Катушки – предназначены для пропускания постоянного тока.
- Магнитный блок – передвижной элемент, который двигается за счёт работы эксцентрикового волчка.