Мини точечная сварка своими руками
Мини аппарат для точечной сварки с напряжением питания 12V


Здравствуйте. В этой статье я расскажу, как изготовить простой аппарат для точечной сварки с питанием от 12V. Большинство деталей необходимых для сборки устройства можно достать из неисправных импульсных блоков питания или плат старых телевизоров и мониторов.
Материалы и инструменты:
— макетная плата или фольгированный текстолит;
— ферритовое кольцо;
— два полевых транзистора IRF3205 или аналогичные;
— два резистора 5,6 кОм;
— два резистора 470Ом 2 Вт;
— два стабилитрона на 6,2V;
— два ультрабыстрых диода HER108;
— конденсатор 0,68мкФ;
— металлопорошковое кольцо для дросселя;
— обмоточный провод диаметром 0,4-0,7 мм;
— обмоточный провод диаметром 1-1,5 мм;
— припой;
— канифоль (либо другой флюс для пайки радиокомпонентов);
— монтажные провода;
— кусачки;
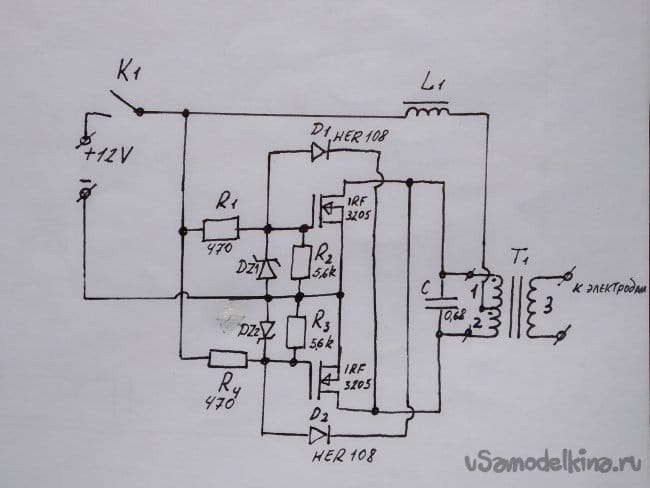



На схеме можно видеть два диода D1 и D2 это ультрабыстрые диоды, как следует из названия, их отличие состоит в гораздо большей скорости срабатывания, чем у обычных выпрямительных диодов. Я использовал диоды HER108, но их можно заменить аналогами UF1004, UF1007, HER308 или д.р. При выборе диодов следует обратить внимание на такой параметр как время восстановления этот показатель должен быть меньше 100 нс.
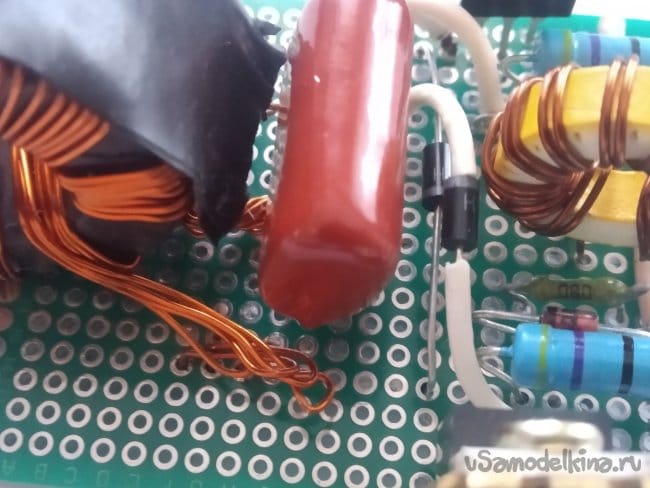
Сборку устройства можно начать с намотки трансформатора. В качестве сердечника использованы два ферритовых кольца М2000НМ1-Б габаритами 31х18,5х7.








Количество витков может быть меньше (но желательно не менее семи), а сечение провода больше это зависит от остальных элементов схемы. В случае если в готовом устройстве дроссель сильно нагревается во время работы, следует увеличить сечение провода и/или уменьшить количество витков.
Далее следует перейти к сборке схемы на плате. Сборку схемы лучше производить от центра платы к краям. Чтобы уже установленные детали не мешали установке последующих.


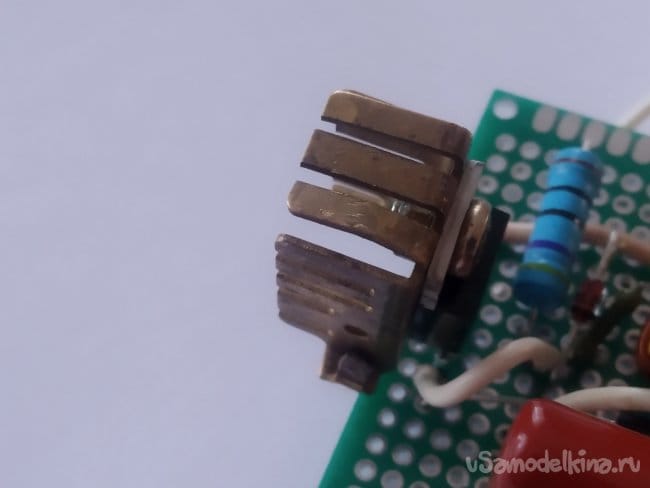
Важно помнить, что металлическая подложка транзистора, к которой крепится радиатор, представляет собой единое целое со стоком транзистора. Поэтому при использовании общего радиатора для обоих транзисторов необходимо между корпусом полупроводникового прибора и радиатором устанавливать изолирующую подложку в противном случае произойдёт короткое замыкание. Так же даже используя раздельные радиаторы, следует следить, чтобы радиатор не соприкоснулся с дорожками на плате или выводами других элементов.
Далее можно перейти к изготовлению вторичной обмотки трансформатора. Она состоит из одного витка тремя жилами обмоточного провода диаметром 1 мм. От количества витков и сечения провода во вторичной обмотке, зависит выходной ток и напряжение. Поэтому я специально не стал закреплять вторичную обмотку при помощи эпоксидного клея или изоленты, для того что бы в случае необходимости иметь возможность легко изменить количество витков или сечение провода, изменяя выходные характеристики устройства. На выводы обмотки установлены винтовые зажимы.
Лучшие компоненты для создания точечной сварки своими руками с Алиэкспресс (для сварки аккумуляторов)
Все необходимое для самодельной точечной сварки (Варим аккумуляторы для шуруповертов, гироскутеров и т.д.)

несколько вариантов сварки, трансформатор для свч, щупы-электроды, никилиевые пластины, корпуса батареек, квинбатерриез.
Для начала список рабочих купонов для Алиэкспресс
Aliexpress — купон $8 при покупке от $80 (начнет работать с 6 мая). Выбираем Saudi Arabia и кликаем сюда.
Акция — зажигаем фонарики. Дают купоны $20 при покупке от $120 (за 3 зажженных фонарика), $25/$120 (за 6 фонариков). Раз в день по фонарику, заходим и кликаем по LIGHT UP.
Купоны можно будет использовать с 6-го мая 10:00 МСК до 13 мая 09:59.
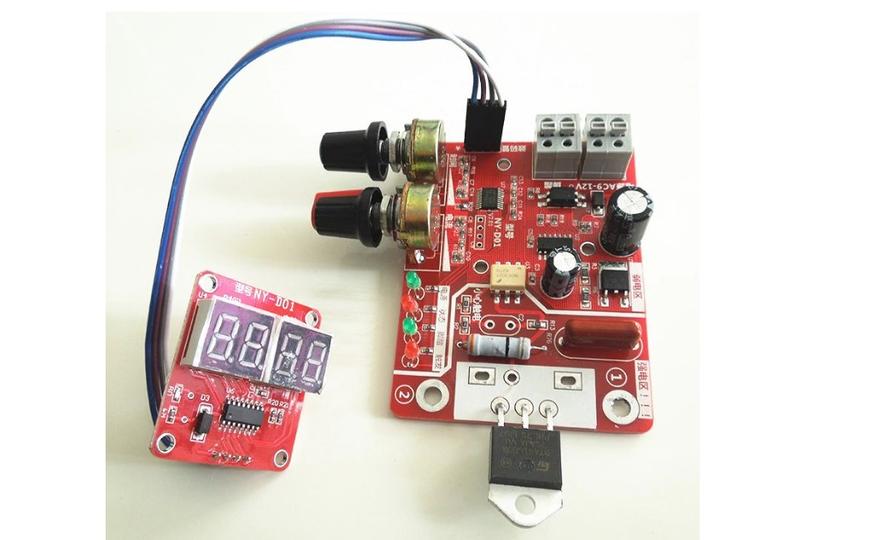
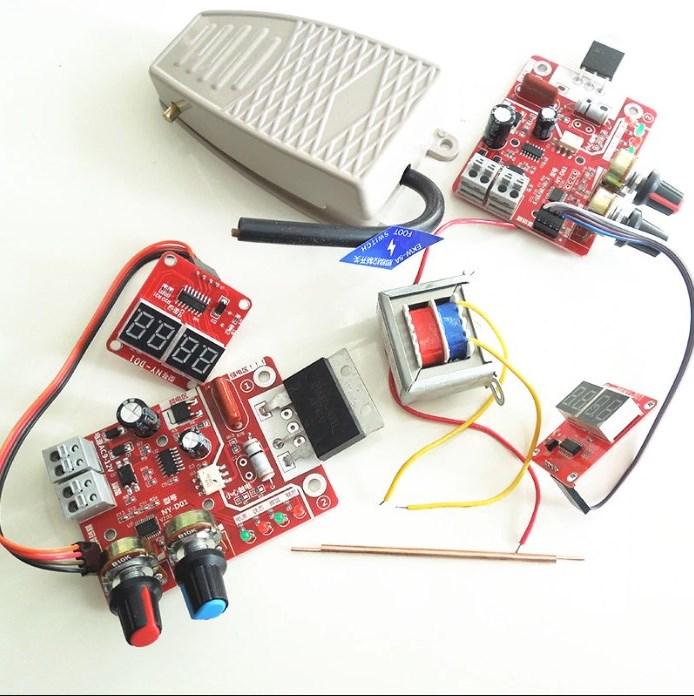
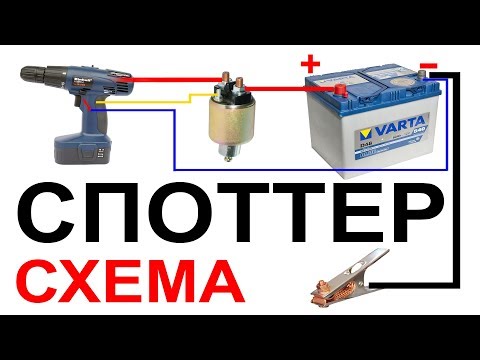
Самый простой вариант контактной сварки для создания недорогого варианта — на базе трансформатора от микроволновки и недорогих компонентов с Али.
На фото список необходимых деталей и схематичное соединение.
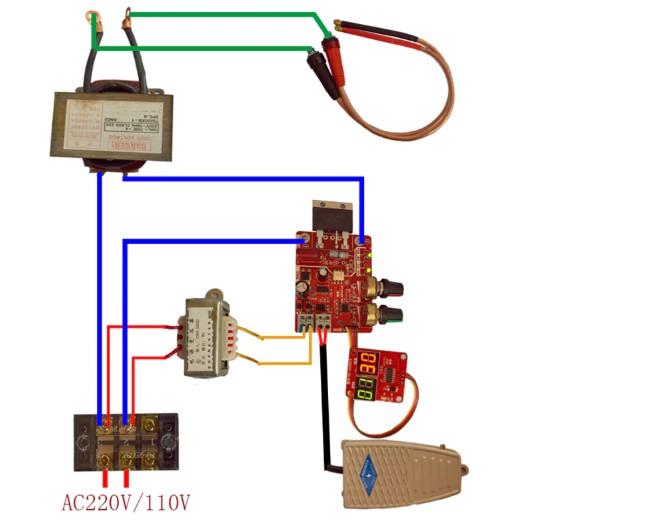

В лоте есть все необходимое плюс информация по сборке. Понадобится трансформатор от старой микроволновки.
Плата управления позволяет выставить мощность импульса сварки и его длительность. Тиристор в комплекте на 100А.

Цена от 500 рублей за плату. Есть полностью собранные варианты.
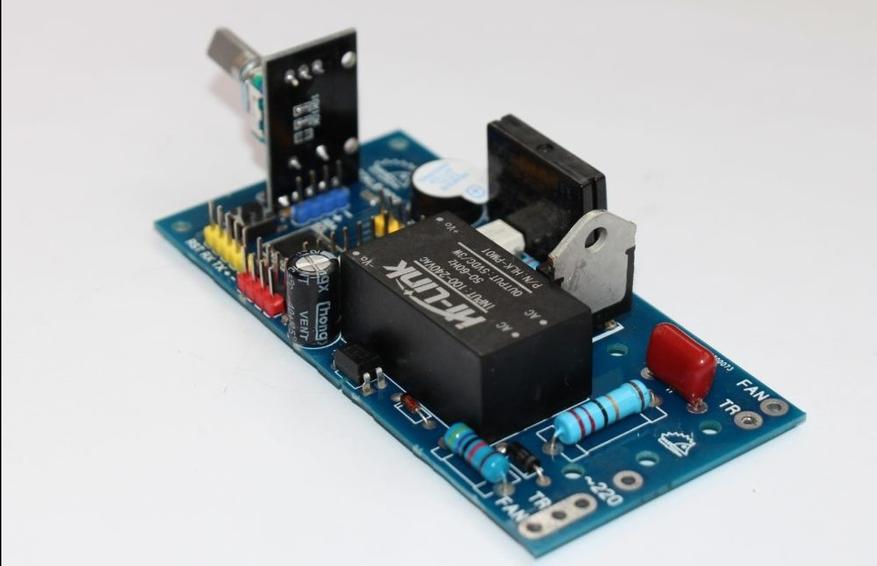

Компоновка чуть другая, этот будет проще разместить в корпусе. Существует готовая панелька под эту плату.
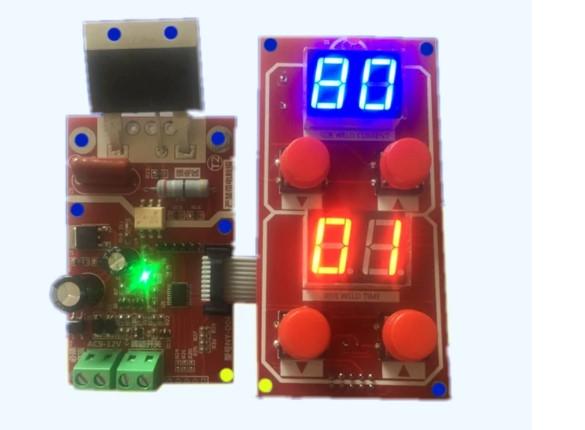

Это усовершенствованный вариант на STM8, дисплей подключается отдельно, дисплей сразу в корпусе под монтаж.


Подходит не только для машинок SUNKKO, но и для DIY вариантов. Расстояние контактов регулируется от 1 до 4 мм, ток до 500А.


Это недорогой вариант держателей, один из самых бюджетных на Али.
В основании цанговый зажим, очень удобно менять стержни для сварки. Это расходный материал.


В лоте 10 шт. Это медные заточенные стержни, которые зажимаются в рабочую часть аппарата для точечной сварки. По мере износа меняются.


Это специальная лента для соединения сборок аккумуляторов. В зависимости от толщины (0.1. 0.2 мм) и ширины от 5мм и шире предназначены для пропускания определенного тока. Чем толще и шире — тем мощнее сборка. Существуют простые ленты, ленты для соединения аккумуляторов в несколько рядов или под углом, а также уже нарубленные пластины для готовых сборок. Обратите внимание на держатели аккумуляторов 18650.


Ну и последний ингредиент — это силовой трансформатор. Беглый поиск по Али дал несколько вариантов, но дешевле брать по месту. Ищите с исправной первичной обмоткой — вторичная повышающая не нужна. Доматываете вторичную своим толстым проводом (20-30 квадратов и выше). Чем толще провод, тем лучше. 2-3 витка достаточно. Трансформатор должен обеспечивать 2-3 вольта на выходе и ток до 100А.


Готовые машинки для точечной сварки. Чтоб не заморачиваться.
Это полный комплект в корпусе, с щупами для сварки, регулировкой. Цена не сильно высокая.


Собственно говоря, для чего это нужно.
Для батарей самостоятельного изготовления можно приобрести готовые наборы: корпус, фурнитура, плата управления, контакты. Изготовление не составит труда. Как говорится, просто добавь элементы 18650.


Лучшие аккумуляторы формфактора 18650 для переделки шуруповертов, для питания мощных устройств и электронных сигарет. Подходят для ремонта электроскутеров, самокатов и велосипедов. Честная емкость 3000мАч, долговременный ток разряда до 30А. Низкий саморазряд, низкое внутреннее сопротивление. Официальный магазин Queenbattery
Аппарат для точечной сварки своими руками (34 фото)
Сделал самодельный аппарат для точечной сварки: подробные фото и описание изготовления самоделки.
Приветствую любителей самоделок! Аппарат точечной сварки весьма полезное приспособление, с его помощью можно делать мелкие сварочные работы, которые часто необходимы при изготовлении самоделок.
Изготовить аппарат точечной сварки можно своими руками при минимальных затратах.

Материалы для изготовления самоделки:

- Трансформатор от микроволновки;
- кабель и провода;
- вентилятор;
- многослойная фанера;
- наконечники для кабеля и кембрики;
- шурупы, гвозди и скобы;
- переключатель, выключатель и световой индикатор;
- медные стержни с резьбой и гайки;
- лист стальной и др.
Фото пошагового изготовления аппарата для точечной сварки

С помощью ручных инструментов извлекаем из трансформатора старой микроволновки вторичную обмотку и изоляцию.

Заводим в образовавшиеся отверстия кабель двойной петлей.

Подравниваем концы кабеля, оголяем жилы и обжимаем их наконечниками с помощью обжимных клещей.

К полосе многослойной фанеры поперечно по торцу с помощью уголка из алюминия крепим вентилятор.

Квадрат многослойной фанеры приклеиваем и прибиваем гвоздями к полосе перед вентилятором.

Закрепляем на нем трансформатор через прокладки, нарезанные из наружной оболочки кабеля.

Впритык к основанию трансформатора приклеиваем и прибиваем по центру нижней полосы узкую полоску фанеры.

Два одинаковых фанерных квадрата склеиваем по большим плоскостям и разрезаем на две равные части по косой линии.

К узким краям полученных фрагментов приклеиваем и прибиваем две короткие накладки из фанеры, повторяющие их контуры. Один конец кабеля крепим к узкой полосе двумя скобами.

Части с косиной и накладками ставим на основание и прижимаем к трансформатору вертикальной стороной так, чтобы между ними сверху свободно качался брус из дерева.

Выполняем на боковой стороне фрагмента с косиной сверху отверстие, проходящее точно посередине накладки. Ниже накладки в стойках сверлим еще два отверстия.


В верхнее отверстие вставляем болт, вокруг которого будет качаться деревянный брус между двумя стойками.
Наносим клей на большие основания фрагментов с косиной и устанавливаем на место. Снизу через основание закрепляем их шурупами.
В расчетном месте деревянного бруса-качалки вырезаем углубление для установки переключателя.

Заостряем концы двух медных стержней, используя диск болгарки.

Под наконечник нижнего конца кабеля укладываем диэлектрическую прокладку и закрепляем ее через отверстия скобы шурупами.
Сверху в наконечник нижнего кабеля вставляем плоским концом медный стержень и вкручиваем его в медную гайку под наконечником. Сверху накручиваем вторую гайку из меди и прочно затягиваем.

Второй медный стержень заостренным концом вниз таким же образом закрепляем к верхнему наконечнику конца кабеля.

Упираем нижний усик пружины в нижний стягивающий болт, а верхний – в ось качания деревянного бруса.


Верхний конец кабеля скобой крепим снизу к брусу из дерева, подложив диэлектрическую прокладку.
Прорезь сверху бруса под переключатель закрываем пластинами, приклеивая по бокам бруса.
Из металлического листа сгибаем кожух на ручном гибочном станке для трансформатора и вентилятора. В его стенках выполняем гнезда и отверстия.




Одну из жил провода, идущего от переключателя, подсоединяем к концу обмотки трансформатора.
Провод с тремя жилами пропускаем через отверстие в кожухе и закрепляем его хомутом к алюминиевой пластине. Одну жилу крепим к массе.

В дне прорези под переключатель сверлим два отверстия под провода и подсоединяем их к переключателю.

Вставляем индикатор и выключатель в предназначенные для них места в кожухе и соединяем их согласно схеме.



Включаем вилку питающего кабеля в розетку, выключатель переводим в положение «Включено», и при светящемся индикаторе, приступаем к сварке деталей, прижимая верхний электрод к свариваемым деталям, лежащими на нижнем электроде.

Как видим на фото, аппарат справляется с поставленной задачей и приваривает заготовки.



Если вас заинтересовала эта самоделка, предлагаю посмотреть видео где также показан процесс изготовления аппарата для точечной сварки:

Самодельная мини сварка в домашних условиях
Микросварка, собранная своими руками из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нужно расчетливому мастеру.


Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). 

Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора


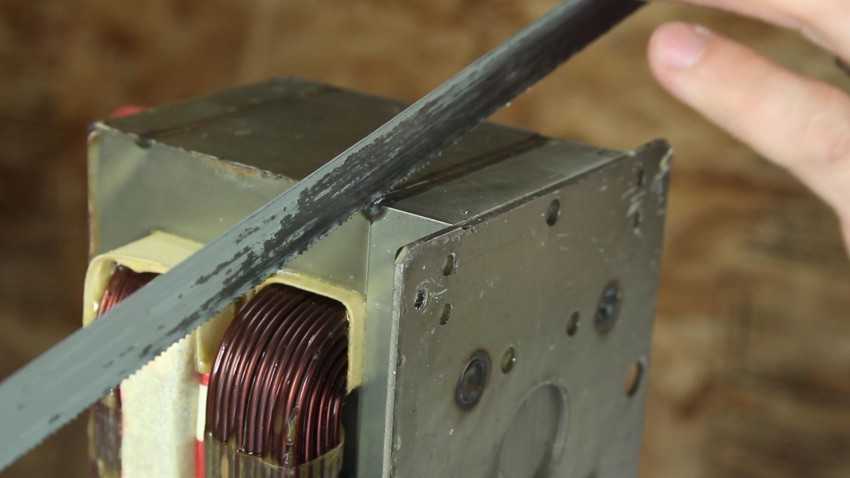
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
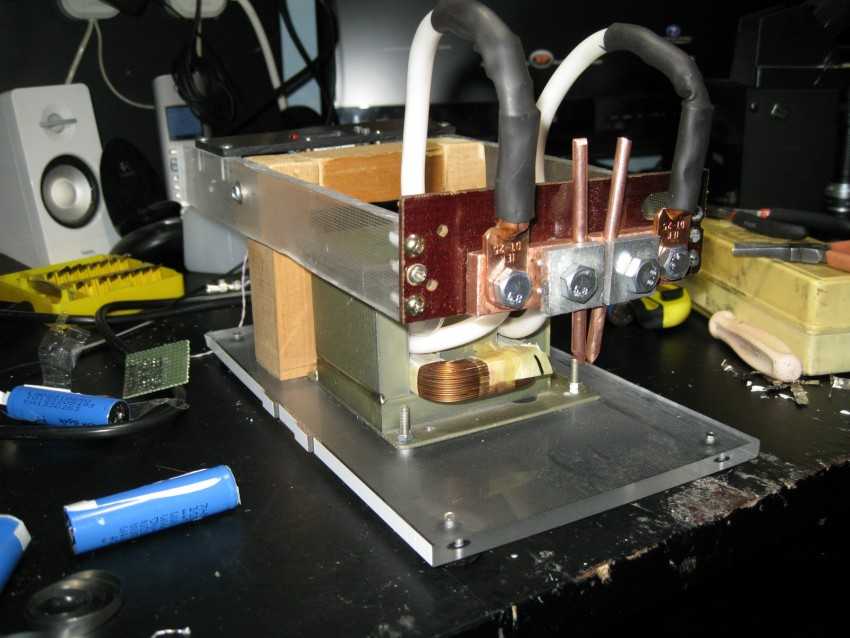
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.


Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.

Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.

Как своими руками собрать самодельную точечную сварку — инструкция


Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
- Сварочный процесс: схема изготовления
- Сварочный аппарат в домашних условиях
- Производство сварочного оснащения: инструкция.
- Электроды для точечной сварки
Сварочный процесс: схема изготовления

При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях

На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Точечная сварка своими руками: как делается самодельный аппарат для контактной сварки
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.


Краткое содержимое статьи:
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.













Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.


Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.

При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.

Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.












Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.


Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.





















Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.

Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).

Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.


Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.






Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.