Можно ли варить нержавейку углекислотой?
Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
Сварка нержавейки полуавтоматом может представлять достаточно высокую сложность не только для новичка, но и для опытного специалиста. Такие сложности в первую очередь связаны с особенностями самого металла, для качественной сварки которого необходимо правильно подобрать рабочие режимы сварки и соответствующие расходные материалы.


Полуавтомат для сварки металла в среде защитного газа
Виды нержавеющих сталей
Основным легирующим элементом сталей, относящихся к категории нержавеющих, является хром. Именно благодаря данному элементу, которого в нержавейке должно содержаться не менее 12%, на ее поверхности создается оксидная пленка. Несмотря на очень незначительную толщину такой пленки, иногда не превышающую размеров нескольких атомов, она обеспечивает надежную защиту металла от воздействия коррозии. Кроме того, если случайно или преднамеренно повредить эту защитную пленку методом механического воздействия, то через некоторое время она восстановит свою целостность.
В химическом составе преимущественного большинства марок нержавеющих сталей, кроме железа, углерода и хрома, могут содержаться такие химические элементы, как никель, титан, ниобий и молибден. Эти элементы, находящиеся в составе нержавейки в достаточно незначительных количествах, улучшают как антикоррозионные, так и механические характеристики сплава.
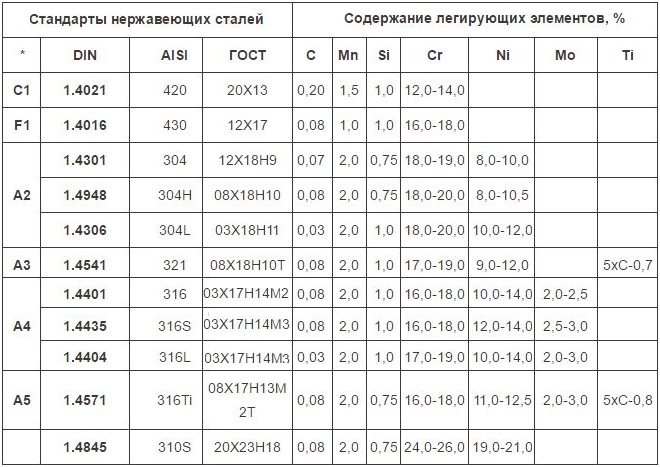

Химический состав основных марок нержавеющей стали
Нержавеющие стали в зависимости от особенностей своей внутренней структуры могут относиться к одному из следующих типов.
Это сплавы, содержащие в своем составе 17% хрома и 0,5% углерода. Нержавейка с такой структурой отличается твердостью и высокой хрупкостью и может успешно эксплуатироваться только в слабоагрессивных средах.
В химическом составе таких сталей, кроме хрома и углерода, также содержится никель, который и увеличивает аустенитную область в их структуре. Отличительными качествами таких сплавов, относящихся к категории немагнитных, являются высокая коррозионная устойчивость, прочность, оптимально сочетающаяся с хорошей пластичностью.
Сюда относятся нержавеющие стальные сплавы, содержащие в своем составе не более 0,12% углерода и до 30% хрома. Такая нержавейка, отличающаяся хорошим соотношением высокой прочности и пластичности, устойчива к термической закалке и может успешно эксплуатироваться в условиях воздействия агрессивных сред.


Сварка нержавеющей стали в защитной среде полуавтоматом обеспечивает качественное соединение изделий
Свойства и свариваемость нержавейки
Стали, относящиеся к категории нержавеющих, являются трудно свариваемым материалом, что объясняется рядом их физических и химических характеристик. Решив варить нержавейку полуавтоматом, вы должны учитывать ряд важных параметров. Только в таком случае можно рассчитывать на то, что полученное сварное соединение будет отличаться требуемым качеством и надежностью.
По сравнению со сталями других категорий, нержавейка отличается достаточно низкой (в среднем в два раза) теплопроводностью. Из-за этого тепло из сварочной зоны отводится очень плохо, в результате металл подвергается значительному перегреву, что отрицательно сказывается на его коррозионной устойчивости. Чтобы избежать таких негативных последствий, сварка нержавейки с помощью полуавтомата выполняется на пониженном токе (на 15–20%), а соединяемые детали подвергают дополнительному охлаждению.
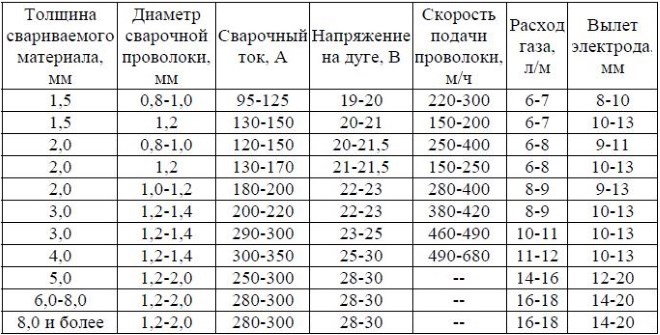

Ориентировочные режимы полуавтоматической сварки в среде защитного газа
При значительном нагреве (свыше 500°) на границах кристаллической решетки нержавеющего металла формируются карбидные соединения, которые становятся причиной возникновения такого явления, как межкристаллитная коррозия. В результате происходит расслоение внутренней структуры металла и развиваются коррозионные процессы. Чтобы избежать этого, прибегают к более интенсивному охлаждению соединяемых изделий, для чего может использоваться обычная вода.
Варить нержавейку (в том числе и в среде защитного газа) сложно еще и потому, что она имеет склонность к тепловому расширению. Значительное расширение соединяемых изделий, происходящее в процессе сварки полуавтоматом, приводит к образованию трещин как в сварном шве, так и в основном металле. Между тем можно избежать такого явления, если между свариваемыми деталями оставлять более широкий зазор.


Качественный сварной шов нержавейки может быть слегка сероватым, но не темным
Нержавеющая сталь из-за особенностей своего химического состава отличается достаточно высоким электрическим сопротивлением, что становится причиной значительного нагрева электродов, используемых для выполнения сварки полуавтоматом. В связи с этим для сварки нержавейки применяют электроды, изготовленные из проволоки с определенным химическим составом, а длина прутков, если в их состав входят хром и никель, не должна превышать 350 мм.
Расходные материалы
Хороших результатов соединения деталей из нержавейки позволяет добиться сварка, выполняемая в среде защитного газа. Чтобы варить по такой технологии, естественно, потребуется как специальное оборудование, так и соответствующие расходные материалы, в качестве которых выступают присадочная проволока и сам газ.
Назначением газа при сварке полуавтоматом является защита расплавленного металла в сварочной ванне от окисления. Газ, используемый для такой защиты, сам не должен вступать в реакцию с расплавленным металлом, чтобы не оказывать на него вредного влияния. Именно поэтому в качестве защитной среды преимущественно используют инертный аргон, смешанный с небольшим количеством углекислого газа.


Слева сварной шов, выполненный в среде углекислого газа. Справа – в аргоне (98%)
Стандартный состав газовой смеси, используемой при сварке нержавейки полуавтоматом, включает в себя 98% аргона и 2% углекислого газа. В отдельных случаях, чтобы снизить себестоимость выполнения сварки, допускается применять газовую смесь, состоящую из 70% аргона и 30% углекислого газа.
Чтобы варить нержавейку, получая при этом качественный и надежный сварной шов, очень важно правильно подобрать присадочную проволоку, которая также должна быть изготовлена из нержавеющей стали. В тех случаях, когда нет возможности воспользоваться защитным газом, сварку полуавтоматом проводят в обычной среде, но для ее выполнения используют специальную порошковую проволоку. Между тем использование последней приводит к тому, что сварные швы со временем могут покрыться слоем ржавчины.
Некоторые особенности технологии
Значительно повысить качество сварки нержавейки, а также упростить процесс ее выполнения позволяет использование специальных сварочных полуавтоматов, упомянутых выше. Использование такого оборудования позволяет решить сразу несколько технологических задач, к числу которых относятся:
- подача присадочной проволоки в зону формирования соединения;
- подача в зону сварки защитного газа;
- охлаждение сварочной горелки;
- обеспечение удобства выполнения сварных соединений в труднодоступных местах.
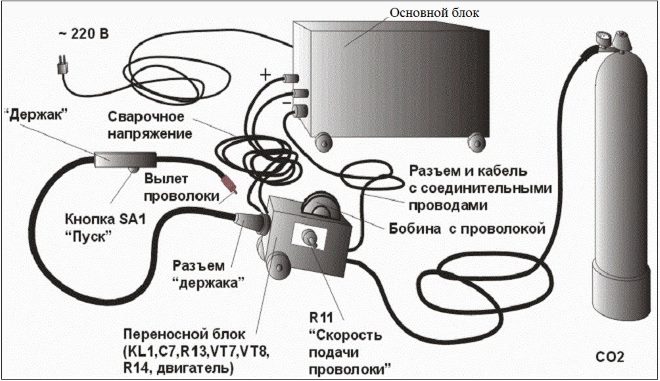

Оборудование для сварки полуавтоматом
В изделиях из нержавеющих сталей в процессе сварки образуются значительные внутренние напряжения, которые снимаются их дальнейшей термической обработкой – нагревом до температуры 660–760° и медленным охлаждением на открытом воздухе.
Подготовка к сварочным работам
Прежде чем варить с помощью полуавтомата изделия, изготовленные из нержавейки, их необходимо правильно подготовить, чтобы получить качественное и надежное соединение. Процесс такой подготовки заключается в следующем.
- Поверхность соединяемых деталей тщательно зачищается с применением металлической щетки, а затем обезжиривается, для чего можно использовать наиболее распространенные растворители.
- Чтобы удалить с поверхности изделия остатки влаги, его нагревают до температуры 100°.
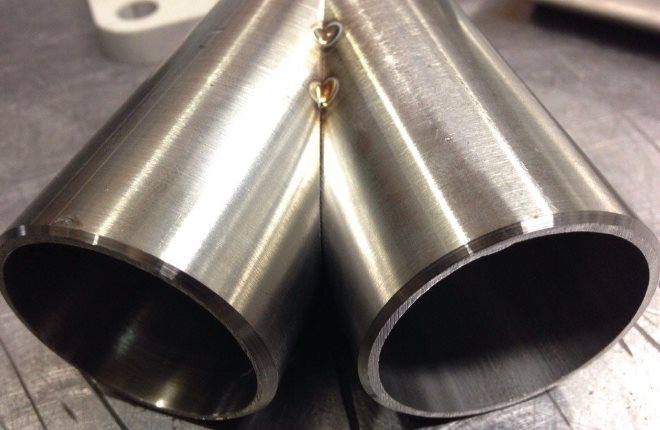

Подготовка нержавейки для сварки коллектора
Правила и методы сварки
Как уже говорилось выше, чтобы качественно варить нержавейку с помощью полуавтомата, необходимо правильно подобрать присадочную проволоку, из которой и будет формироваться сварной шов. Оптимально, если степень легирования проволоки превышает аналогичный параметр основного металла. Объясняется это тем, что легирующие элементы, содержащиеся в химическом составе проволоки, будут выгорать из металла в процессе его плавления, поэтому их содержание и должно быть учтено с запасом.


Для полуавтоматической сварки нержавейки используется проволока со сверхнизким содержанием углерода и высоким содержанием кремния, устойчивая к окисляющим средам
Для сварки изделий, изготовленных из нержавейки, используются три основные метода:
- метод короткой дуги (применяется в тех случаях, когда свариваются изделия небольшой толщины);
- метод струйного переноса (позволяет выполнять сварку деталей даже очень значительной толщины);
- импульсный (наиболее универсальная технология, позволяющая выполнять сварочные работы с высокой производительностью и при этом экономить затрачиваемые ресурсы).
Каждый из перечисленных методов отличается определенными особенностями, но есть и общие правила, которых следует придерживаться, используя каждый из них. Рассмотрим эти правила.
- Корпус горелки располагается под противоположным углом к ходу шва, чтобы обеспечить качественный обзор последнего.
- Сопло горелки, через которое подаются защитный газ и сварочная проволока, располагают на расстоянии приблизительно 12 мм от поверхности изделий.
- Присадочная проволока, расплавленная в результате горения электрической дуги, подается в зону формируемого сварного шва небольшими каплями.


Положение горелки – примерно на 11 часов
Кроме того, существуют общие рекомендации по выполнению сварочных работ, для осуществления которых используется защитный газ.
- Варить нержавейку следует только на обратной полярности.
- Угол, под которым располагается сопло сварочного аппарата, должен обеспечивать хороший провар места соединения и небольшую ширину формируемого шва.
- Вылет проволоки из сопла сварочного аппарата не должен превышать 12 мм.
- Расход газа, который формирует защитную среду, должен находиться в интервале 6–12 м 3 /мин.
- Газ, который подается в зону сварки, должен предварительно пропускаться через осушитель, в качестве которого используется медный купорос.
- Чтобы минимизировать разбрызгивание расплавленного металла из зоны выполнения сварки, поверхность соединяемых изделий обрабатывают водным раствором мела.
- Чтобы получить красивый и качественный сварной шов, его не следует начинать и заканчивать на самом краю соединяемых деталей. Лучше отступить на некоторое расстояние. Сама сварка, что важно, выполняется без колебательных движений в стороны от формируемого шва.
Устранение деформаций
В процессе сварки изделия из нержавейки могут деформироваться, что связано с их значительным нагревом в процессе выполнения этой процедуры. Для того чтобы исправить такие дефекты, можно воспользоваться одним из двух способов.
- Используя молоток и гладилку, образовавшийся на поверхности нержавейки «пузырь» просто простукивают, двигаясь от края детали.
- Выправление сформировавшегося коробления при помощи простукивания будет более эффективным, если совместить его с прогревом деталей, для чего можно использовать обычную газовую горелку.
Для того чтобы качественно варить нержавеющую сталь с помощью полуавтомата, недостаточно просто познакомиться с теоретической базой, очень желательно посмотреть и обучающее видео на эту тему.
Сварка нержавейки полуавтоматом
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.


Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% — углекислота и 70% — аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y 308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Сварка нержавейки полуавтоматом
![]()

Для соединения заготовок из нержавеющей стали в арсенале сварщиков есть несколько методов: аргоновая, ручная или полуавтоматическая сварки. Наиболее надежные и долговечные соединения получаются при работе с полуавтоматами. Именно благодаря им удается получить сварные швы высокого качества.
- Можно ли варить нержавейку полуавтоматом
- Достоинства и недостатки
- Особенности сварки нержавейки полуавтоматом
- Защитный газ – как применять и всегда ли нужен
- Оборудование и материалы
- Основное оборудование
- Средства защиты
- Выбор сварочной проволоки
- Подготовительные работы
- Основные правила выполнения работ
- Сваривание нержавейки полуавтоматом с другими металлами
- Таблицы настройки полуавтоматического оборудования для сварки
- Соединение встык, расположение нижнее
- Вертикальное расположение сварного шва
- Угловое соединение с нижним расположением
- Заключительный этап работы
Можно ли варить нержавейку полуавтоматом
Сваривание нержавеющей стали с помощью полуавтоматической установки подразумевает выполнение работ в среде инертного газа. В наши дни применяется два способа: MIG – сваривание заготовок в защитном облаке из инертного газа; MAG – использование активного газа.
Помимо газа для выполнения работ по данной технологии потребуется и присадочная проволока. В рабочую зону она подается непрерывно. То есть, присадочный материал образует расплав с металлом заготовок, который, остывая, превращается в сварной шов. Защитный газ необходим для того, чтобы атмосферный кислород не поступал в зону сваривания. Благодаря этому, предотвращается окисление металла.
Достоинства и недостатки
Работа с полуавтоматическими установками имеет свои положительные и отрицательные стороны. Полуавтоматическая сварка имеет такие плюсы:
- высокая производительность труда. При этом качество сварного шва не страдает;
- нет большого количества дыма во время выполнения работы. Сваривать заготовки можно в помещении;
- минимальное образование брызг. Достигается такой эффект из-за постепенной подачи сварной проволоки;
- сваривать можно заготовки разной толщины;
- сварочные материалы расходуются экономно.
![]()
К недостаткам следует отнести использование газового баллона. Дополнительный груз необходимо доставить к месту работ, разместить и подключить. Это занимает время и требует приложения определенных усилий. С другой стороны, достоинства заметно перекрывают этот недостаток.
Особенности сварки нержавейки полуавтоматом
Сваривание заготовок из нержавеющей стали полуавтоматом, как и любой другой способ, имеет свои особенности. Основные из них:
- состав газовой смеси регламентирован и должен состоять на 30% из аргона и на 70% из углекислого газа;
- чтобы металл лучше плавился, следует выдерживать угол сварки по отношению к рабочей поверхности в пределах 5-10 градусов. Это особенно важно при работе с толстостенными заготовками;
- подключение – обратная полярность;
- присадочный материал из отверстия подачи должен выходить на 6-12 мм;
- нужно выдерживать минимальное расстояние между металлом и соплом для формирования качественного шва.
Различают три метода сваривания заготовок полуавтоматом:
- Струйный перенос. Используется в случаях, когда нужно соединить толстостенные материалы. В качестве расходного материала служит порошковая проволока. Используется специальная головка для ее подачи.
- Короткая дуга. Метод является оптимальным при работе с тонкой нержавейкой: исключаются прожиги металла.
- В защитной среде. Самый распространенный способ. Защитным газом чаще всего выступает аргон, углекислота, а также их смесь.
![]()
Защитный газ – как применять и всегда ли нужен
Уже упоминалось, что есть три варианта инертного газа, который можно использовать при сваривании нержавеющей стали полуавтоматом. А именно:
- В среде аргона. Преимущество такого способа заключается в том, что шов получается эстетичным. Недостаток – большое количество брызг расплавленного металла. Дуга горит нестабильно, а стоимость аргона высока.
- В среде углекислого газа. Самый бюджетный из трех вариантов способ сваривания. Однако брызг получается еще больше, чем при работе с аргоном. Да и шов получается очень грубым и непривлекательным.
- Смесь углекислого газа и аргона. Оптимальный вариант, позволяющий собрать воедино достоинства обоих инертных газов – высокое качество шва в сочетании с невысокой стоимостью.
Если требования к качеству шва невысоки, то процент содержания углекислоты в смеси можно доводить до 30. Но чаще всего применяются сочетания аргона и углекислоты в соотношениях 95-98% и 5-2% соответственно.
Относительно вопроса, всегда ли требуется использовать инертный газ, есть однозначный ответ – нет, не всегда. Защитная среда нужна, но обеспечить ее можно и без газа. Альтернатива решению – порошковая проволока. Она представляет собой тонкостенную узкую трубку, внутри которой содержится флюс. Покрытый защитным металлическим слоем флюс освобождается в процессе сварочных работ и обеспечивает защиту расплавленному металлу от атмосферного кислорода.
![]()
Следует иметь ввиду, что степень защиты рабочей зоны при использовании проволоки с флюсом меньше, нежели при работе с газом. Швы получаются не такими надежными и эстетичными. Поэтому данный метод сваривания менее востребован и прибегают к нему реже.
Подводя итоги, можно подчеркнуть, что среди достоинств использования защитного газа с присадочной проволокой (назовем данный вариант классическим) – высокая производительность и минимальное количество брызг расплавленного металла. Его недостатками является необходимость тащить баллон с самим газом и связанные с этим некоторые ограничения при использовании вне стационарных сварочных постов.
Порошковая проволока дает возможность избавиться от этих недостатков. Можно выполнять сварочные работы где угодно и нет необходимости тащить за собой тяжелый баллон с инертным газом. Но у этого способа свои минусы. И заключаются они в высокой стоимости расходного материала, обильном образовании шлака на поверхности шва и необходимость в дополнительной его защите от коррозии после завершения сварочных работ.

Оборудование и материалы
Основное оборудование
Список оборудования, без которого при сварке нержавеющей стали не обойтись:
- Полуавтомат для сварки.
- Редуктор. Необходим, если работы ведутся с использованием защитного газа. С его помощью регулируется давление на подачу инертного газа в зону сварочных работ. Важно учесть, что для каждого газа предусмотрен отдельный редуктор.
- Проволока сплошная или порошковая в зависимости от способа выполнения работ. Чтобы качество шва было максимально высоким расходный материал по составу должен быть идентичен свариваемым деталям.
- Баллон м защитным газом.
![]()
Средства защиты
Помимо основного оборудования требуются также индивидуальные средства защиты:
- Сварочная маска. Обязательно должна быть при выполнении любых сварочных работ. Защищает глаза и лицо. Они производятся нескольких видов: сплошные, с небольшой площадью защиты; с большим экраном, защищающим голову, шею и волосы; с регулируемым или подымающимся светофильтром, а также другие.
- Краги. Еще один незаменимый атрибут сварщика. Защищают руки от возможных ожогов. Чаще всего производятся из брезентовой ткани. Отличаются по количеству «пальцев».
- Костюм сварщика. Изготовлен из брезентовой или другой негорючей ткани. Защищает все тело от окалины.
Выбор сварочной проволоки
В зависимости от требований к готовой конструкции и условий работы сварщик может использовать присадочную проволоку:
- сплошную. При невысокой стоимости расходного материала получается шов хорошего качества;
- порошковую. Шов менее качественный, но работы производятся без использования защитного газа из баллонов;
- омедненную. Предназначена для работы в защитной среде из углекислого газа. Данный тип проволоки обеспечивает устойчивое горение электрической дуги.
![]()
Присадочная проволока производится разных диаметров: от 0,13 до 6 миллиметров.
Подготовительные работы
Перед началом сварочных работ следует выполнить подготовку:
- Поверхность соединяемых заготовок зачистить абразивными материалами до блеска.
- При условии, что толщина стенок заготовок составляет 4 мм и больше, нужно снять фаски.
- Обезжирить стыки спиртом, ацетоном, бензином либо растворителем.
- Горелкой прогреть кромки до 100 градусов Цельсия с тем, чтобы испарить влагу.
- Иногда требуется устранить внутреннее напряжение металла. В этом случае заготовки прогреваются до 200 градусов Цельсия.
Основные правила выполнения работ
Независимо от способа сварки и вида используемого защитного газа, следует придерживаться основных правил и рекомендаций:
- Работы выполняются при подключении с обратной полярностью.
- Удерживать горелку нужно под оптимальным углом относительно поверхности, чтобы обеспечить провар металла на всю глубину и оптимально по ширине.
- Подача проволоки регулируется таким образом, чтобы вылет не превышал 12 мм.
- Для работы расход газа настраивается в диапазоне от 6 до 12 кубических метров за час.
- Защитный газ перед подачей в зону сварки просушивают. Для этого его достаточно пропустить через осушитель на основе медного купороса. Перед использованием купорос прокаливают при температуре порядка 200 градусов Цельсия на протяжении 20 минут.
- Поверхность, которая прилегает к стыку, желательно защитить от раскаленных брызг. С этой целью ее следует обработать растворенным в воде мелом.
- Не следует начинать вести шов от края стыка. Лучше отступить примерно 5 мм от края, а потом вернуться и заварить пропущенный отрезок. Таким нехитрым способом удается предотвратить образование водородных трещин.
- Вести электрод нужно строго вдоль шва. Не стоит делать поперечных движений. Если нарушить данное правило, то расплавленный металл окажется за пределами защитной среды.
![]()
Сваривание нержавейки полуавтоматом с другими металлами
Современные технологии дают возможность соединять нержавейку с алюминием, низко- и высоколегированной сталью, другими сплавами.
Отличительные особенности другими видами металлов при помощи полуавтомата:
- при соединении с черными металлами уменьшается предел текучести металла. Под воздействием окружающей среды на поверхности образуется тонкий защитный слой;
- для сваривания нержавейки и Ст40 нужно использовать проволоку 08Г2С. Тем самым удастся предотвратить разрыв в месте стыка двух типов металлов после остывания заготовки;
- для соединения нержавейки с медью следует применять флюс и легкосплавные припои;
- на случай, если требуется свести воедино нержавеющую сталь и алюминий, полуавтоматическую сварку выставляют на импульсный режим. Благодаря ему обеспечивается качественный провар стыка, а соединение отличается высокой устойчивостью к коррозии;
- при сваривании нержавейки и алюминия (а также ряда других металлов) в качестве защитного газа используется аргон. Также рекомендуется применять медно-порошковую проволоку.
Как варить нержавеющую сталь полуавтоматом
Как происходит сварка нержавейки полуавтоматом в среде углекислого газа — тема нашей публикации.
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата
![]()

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
![]()
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:

Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.
![]()
Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Удобнее применять смесь аргона и углекислоты, процентное соотношение 98/2 (Ar-98%, CO2-2%). Опытные сварщики состав смеси варьируют в зависимости от марки нержавейки и своих предпочтений.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:

Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Наконечники приобретайте с запасом, в процессе работы они выгорают и аппарат тогда хуже варит.
Видео: как настроить полуавтомат к работе (для начинающих).

Как сварить нержавейку в среде углекислого газа
Болгаркой зачистить рабочую поверхность изделия, при соединении в стык металла толщиной от 4 мм сделать кромки (канавки для наплавления металла). В этой статье, рассказывается про маркировку нержавеющих сталей и подготовку поверхностей.
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
![]()
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Продвинутые модели оснащены ручкой регулировки индуктивности. Также, скорость подачи проволоки от диаметра может регулироваться переключателем.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
![]()
![]()
![]()
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.
![]()
В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:


Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
Для того, чтобы сварить нержавеющую сталь применяют несколько методов: ручную сварку, аргоновую и сварку полуавтоматом. В настоящее время метод полуавтоматической сварки является наиболее надежным и долговечным, в основе чего лежит высокое качество получаемого сварного шва.
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом

Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
| Сварка нержавейки с использованием присадочного материала и защитного газа (в сравнении с MMA и TIG) | |
| Достоинства: | |
Материалы и оборудование, необходимые для сварки
- Сварочный полуавтомат в качестве источника тока
- Редуктор
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Для исключения п. 4 необходимо выбрать порошковую проволоку, при этом необходимо помнить про снижение качества шва.
Средства защиты:
-
Cварочная маска — обязательное средство защиты глаз и лица во время проведения сварочных работ
Сварочные маски выпускают нескольких типов: с небольшой площадью покрытия лица и головы, с большим защитным покрытием включая шею и волосы, а также с поднимающимся светофильтром.
Краги — необходимый атрибут для защиты рук сварщика
Их изготавливают из спилка или брезента. Помимо этого, они различаются по количеству отделений под пальцы.
Выбор сварочной проволоки
Cплошная проволока
Дает хорошее качество шва, несмотря на то, что имеет невысокую стоимость.
Порошковая проволока
Дает более низкое качество шва, зато позволяет проводить сварочные работы без использования газовых баллонов.
Применяется по большей части при сварке в среде углекислого газа и его смесей. Использование этого типа проволоки ведет к увеличению устойчивости горения дуги.
Присадочная проволока производится от 0,13 до 6 мм в диаметре.
Предварительные работы до начала сварки
Непосредственно до начала процесса сварки необходимо выполнить следующие действия:
- Зачистить до блеска абразивным материалом поверхность, по которой будет проходить сварка
- Снять фаски, если толщина стенок свариваемых заготовок более 4 мм
- Произвести обезжиривание поверхности спиртом, ацетоном, бензином или растворителем
- Удалить влагу путем прогревания кромок горелкой до 100⁰C
- Чтобы устранить внутреннее напряжение перед сваркой металл нагревают до 200⁰
Предварительные работы до начала сварки
В независимости от типа газа, обеспечивающего защитную среду (аргон или углекислый газ) правила проведения сварки полуавтоматом одни и те же:
- Ток должен быть обратной полярности
- Наклонять горелку нужно так, чтобы обеспечить провар достаточной глубины и правильную ширину шва
- Вылет проволоки достаточно сделать до 12 мм
- Расход газа настраивают от 6 до 12 мᶾ/час
- Защитный газ пропускают через осушитель (чаще всего на основе медного купороса) для удаления влаги. Перед применением его необходимо прокалить при 200 ⁰С при длительности около 20 мин
- Для защиты от раскаленных брызг поверхности, прилегающие к стыку, необходимо обработать растворенным в воде мелом
- Во избежание образования водородных трещин сварку нужно начинать, отступив примерно 5 мм от края заготовки
- Сварку нужно выполнять плавным движением полуавтоматической горелки вдоль шва. Если производить поперечные движения, то расплавленный металл может выйти за пределы защитной среды
Сварка нержавейки полуавтоматом с другими типами металлов
Сегодняшние технологии сварки полуавтоматом позволяют соединять нержавеющий металл с алюминием, металлы высокой и низкой легированности, а также и другие сплавы.
Отличительные черты сварки полуавтоматом нержавейки с другими металлами:
- во время сварки черного металла с нержавейкой понижается предел текучести металла, образуется защита поверхности от действия окружающей среды
- когда мы привариваем Ст40 к нержавейке, то применяем проволоку 08Г2С, которая помогает избежать разрыва шва в месте соединения двух типов металла после остывания
- чтобы сварить нержавейку с медью необходимо использовать легкоплавкие припои и флюс
- импульсный режим применяется для сварки нержавейки с алюминием и другими металлам, за счет чего появляется повышенная устойчивость к коррозии и улучшается качество провара
- аргон используют для сварки алюминия с нержавейкой с включением импульсного режима. При этом рекомендована медно-порошковая проволока
Таблицы с настройками полуавтомата для сварки
Встык нижнее положение
| Толщина заготовки, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0 | 0,8 | 50-80 | 16 |
| 1,2 | 0 | 0,8 | 70-80 | 17 |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Вертикальное пространственное положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Направление движения горелки | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | вниз | 50-80 | 16 |
| 1,2 | 0,8 | вниз | 70-80 | 17 |
| 2,0 | 0,8 | вниз | 70-80 | 17,5 |
| 3,0 | 0,8 | вверх | 80-90 | 18 |
| 4,0 | 1,0 | вверх | 100-110 | 20 |
| 5,0 | 1,0 | вверх | 135-145 | 21 |
| 6,0 | 1,0 | вверх | 140-150 | 22 |
Угловое соединение нижнее положение
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, а | Сварочное напряжение, в |
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Заключительные работы по окончании сварки
- Механическая обработка — удаление пузырей путем простукивания их тяжелым предметом через гладилку и брызг, полученных при плавке металла
- Травление — удаление специальным составом со швов окалины, вызывающей коррозию
- Пассивация — нанесение на сварной шов средств для образования на нем оксидной пленки хрома, что защищает от появления коррозии
Полезные советы
В конце статьи хотелось бы поделиться несколькими полезными советами по сварке нержавейки, которые помогут повысить качество итогового шва:
- в процессе сварки в защитной среде (смеси аргона и углекислого газа) устанавливают обратную полярность, а с использованием флюса — прямую
- для расстояния между проволокой и стыком рекомендуется принимать значение, не превышающее 12 мм
- двигать горелкой нужно слева направо с наклоном от себя, чтобы она не закрывала от нас шов
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав, а также прочный и надежный шов
- при сварке тонкой нержавейки горелку наклоняют вперед, уменьшая таким образом глубину провара и снижая к минимуму риск прожога
Как варить нержавейку полуавтоматом
В отличие от обычной стали качественную сварку нержавейки полуавтоматом проведет не каждый мастер. Для получения надежного соединения необходимо учитывать ее особенности, правильно устанавливать параметры рабочего режима и выбирать расходные материалы. Успешность выполнения работ во многом зависит и от качества оборудования.


Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Выбор материалов для сварки
Чтобы получить качественный шов, состав присадочной проволоки должен быть таким же, как у свариваемого металла. Лучше если содержание легирующих элементов будет немного больше. При использовании обычных марок соединение быстро заржавеет. Для сварки нержавейки легированной хромом выпускается порошковая и проволока с высоким содержанием никеля.
В первом варианте проволока покрыта защитным слоем, который при нагреве образует барьер, перекрывающий доступ воздуха в зону сварки. Поэтому можно работать полуавтоматом без газа. Однако из-за высокой стоимости материала и низкой стойкости к коррозии предпочтение чаще отдается сварке полуавтоматом в защитной среде никелевой проволокой. Она выпускается диаметром 0,13 — 6 мм. Для работы в домашних условиях достаточно 1 мм.
Сварку полуавтоматом нержавеющей стали можно проводить в среде углекислого газа, аргона и их смеси. Первый вариант наиболее дешевый, но из-за сильного разбрызгивания швы получаются грубыми. Аргон обходится значительно дороже, но зато эстетика соединения идеальна. При смешивании их достоинства складываются. В стандартном составе содержится 98% аргона и 2% углекислоты. Если к внешнему виду шва не предъявляется высоких требований, в среду аргона добавляют до 30% углекислого газа.
Диаметр неплавящегося электрода из металла выбирается в зависимости от толщины соединяемых заготовок. Если она не более 1 мм диаметр тоже 1 мм. При толщине до 4 мм — 1,6 мм. Более 4 мм — 2,5 мм.

Подготовительные работы
Прежде чем сваривать нержавейку полуавтоматом необходимо подготовить соединяемые участки в следующей последовательности:
- поверхности, примыкающие к стыку, металлической щеткой зачищают до блеска;
- если толщина заготовок более 4 мм, с кромок снимают фаски;
- проводят обезжиривание спиртом, ацетоном, бензином или имеющимся растворителем;
- для удаления влаги кромки подогревают горелкой до 100⁰C;
- чтобы снять внутреннее напряжение рекомендуется металл перед сваркой нагреть до 200⁰
Технология сварки нержавейки полуавтоматом
Для дома достаточно полуавтомата мощностью до 10 кВт, так как сваривать нержавейку полуавтоматом толщиной более 2 — 3 мм не приходится. Напряжение выставляется в пределах 19 — 25 В. Скорость подачи проволоки в зависимости от сноровки 290 — 490 м/ч. Рабочий ток 95 — 300 А. Изменением его величины регулируется глубина провара, длина дуги, форма шва. Чем больше ток, тем шире валик на стыке, так как глубина провара уменьшается.
Независимо от того ведут сварку нержавейки полуавтоматом в среде углекислого газа или аргона, она выполняется по общим правилам:
- Работа выполняется током обратной полярности.
- Горелку располагают под углом, обеспечивающим требуемую глубину провара и ширину шва.
- Вылет проволоки не более 12 мм.
- Чтобы качество соединения не ухудшалось, расход газа устанавливается в пределах 6 — 12 мᶾ/час.
- Для удаления влаги защитный газ пропускают через осушитель на основе медного купороса. Перед применением его 20 минут прокаливают при температуре 200⁰
- Чтобы защитить прилегающие к стыку поверхности от действия раскаленных брызг, их обрабатывают мелом, растворенным в воде.
- Для предотвращения образования водородных трещин сварку начинают, отступив 5 мм края заготовок.
- Процесс выполняется плавным движением электрода вдоль шва без поперечных движений, чтобы расплавленный металл не выходил за пределы защитной среды.
Заключительные работы
Под действием высокой температуры на заготовках могут появиться деформации в виде пузырей. Их удаляют легкими ударами молотка через гладилку, двигаясь от краев к центру. Если избавиться от пузыря не удалось, его нагревают газовой горелкой и повторяют операцию.
Поверхности, пострадавшие от брызг расплавленного металла, зачищаются металлической щеткой или абразивным инструментом. Для удаления со шва окалины, которая быстро покрывается ржавчиной, проводят обработку составами, растворяющими ее. Чтобы повысить устойчивость сварного соединения к коррозии на него наносят средства, способствующие образованию оксидной пленки хрома.
Полезные советы
Чтобы лучше знать, как сваривается нержавейка полуавтоматом полезно прислушаться к рекомендациям специалистов:
- сварка в среде любого газа выполняется током обратной полярности, а под флюсом прямой;
- расстояние между электродной проволокой и стыком выдерживается в пределах 5 — 15 мм;
- движение горелки удобней выполнять слева направо с наклоном от себя, чтобы она не загораживала шов;
- соединение толстостенных деталей выполняют под углом 5 — 10⁰, чтобы обеспечить глубокий проплав;
- при сварке тонкой нержавейки полуавтоматом горелку наклоняют вперед, уменьшая тем самым глубину провара и сводя риск прожога к нулю.
Несмотря на кажущуюся сложность процесса освоить сварку нержавейки полуавтоматом сможет любой желающий. Одной теории будет недостаточно, придется потренироваться на ненужных обрезках, чтобы набраться практического опыта. Приложенные усилия окупятся умением создавать качественные однородные швы, которые невозможно получить другими способами.