Оборудование для литья алюминия
Литьё алюминия в домашних и промышленных условиях

- Особенности алюминия
- Процесс литья
- Необходимое оборудование
- Производство форм
- Алгоритм работы в домашних условиях
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.

Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.

Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.

На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Необходимое оборудование

Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.

Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.

Производство форм

В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.

Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях

Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
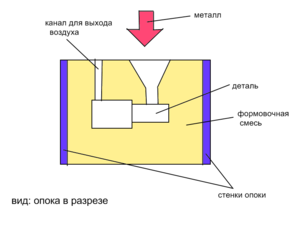
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.

С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.

Оборудование для литья алюминия
Машины для литья алюминия


Автоматические заливщики расплавленного алюминия


Автоматический съемщик изделий серии EXJ


Устройство автоматического распыления серии SPV


Печь для плавки алюминия, модель THN-400


Автоматический смазчик плунжера




Автоматические заливщики расплавленного алюминия
Автоматический заливщик алюминия, серия AL.
Плавный ход и стабильность работы.
Цикл заливки алюминия не превышает 4,5 секунд.
Настраиваемое количество заливаемого алюминия для стабильности работы литейной машины.

Автоматический съемщик изделий серии EXJ
Автоматический съемщик изделий серии EXJ.
Рука оборудована электроприводом.
Датчики наличия детали. Плавный и быстрый ход.
Удобная настройка для захвата сложных изделий.


Устройство автоматического распыления серии SPV
Многоточечная и многопозиционная смазка пресс-формы и обдув полости. Разработано специально для разделительного состава. Происходит верхний заход робота для смазки полости формы. Ненужные трубки можно заглушить, остальные направить даже в самые труднодоступные места.
Комплектуется баком на 200 литров для разделительного состава.
Оборудован системой фильтрации подачи воздуха и разделительного состава.


Печь для плавки алюминия, модель THN-400
Вместимость 400кг. Мощность нагрева 60kw.
Система с защиты с системой оповещения разорванной цепи. Поставляется один запасной графитовый тигель. Устройство для замены тигеля идет в комплекте.
Специальное термическое покрытие с функцией сохранения тепла. Тиристорный предохранитель
Автоматический смазчик плунжера
Автоматический смазчик плунжера представляет собой отдельное оборудования обеспечивающее постоянную и качественную смазку наконечника поршня.
Смазка поршня гарантирует его долговечность и стабильность работы.

Машина для литья алюминия, модель DC-150V3C
Полностью автоматическая машина для литья алюминия от ведущего Тайваньского производителя!


Машина для литья алюминия, модель DC-250V3C
Полностью автоматическая машина для литья алюминия от ведущего Тайваньского производителя


Машина для литья алюминия, модель DC-420V3C
Среднетонажная машина для литья алюминия для литья стандартных и труднопроливаемых изделий.


Машина для литья алюминия, модель DC-500V3C
Машина для литья алюминиевых изделий с холодной камерой прессования.
Машина для литья алюминия, модель DC-650V3C
Крупнотонажная машина для литья изделий из алюминиевых сплавов.
Оборудование
Компания Алюмлит использует современное оборудование на всех этапах работы. Мы отдаем предпочтение функциональному оборудованию, обладающему высокой надежностью и полностью соответствующему технологическим потребностям производства.
Плавка алюминиевых сплавов


Плавка алюминия для больших объемов заливки и для отливок массой более 120 кг осуществляется в плавильной тигельной поворотной печи ПП2000М
Максимальная загрузка: 490 кг по алюминию
Макс. температура расплава: 1100°С
Мощность: 92 кВт

Плавка алюминия для средних объемов заливки и литья единичных отливок массой 15 — 110 кг осуществляется в плавильной тигельной поворотной печи ПП450М
Максимальная загрузка: 200 кг
Макс. температура расплава: 1100°С
Мощность: 40 кВт

Плавка алюминия для средних объемов заливки и литья единичных отливок массой 15 — 100 кг осуществляется в индукционной плавильной печи ИПУ-150А-8ФТ
Максимальная загрузка: 150 кг по алюминию
Макс. температура расплава: 900°С
Мощность: 84 кВт

Плавка алюминия для опытных партий и подогрев тиглей осуществляется в плавильной шахтной печи ППШ-60
Максимальная загрузка: 15 кг по алюминию
Макс. температура расплава: 950°С
Мощность: 21 кВт
Плавка медных сплавов


Плавка медных сплавов (бронзы, латуни) осуществляется в индукционной плавильной печи ИПУ-250М/160НГ
Максимальная загрузка: 300 кг по меди
Макс. температура расплава: 1400С
Мощность: 160 кВт
Приготовление холодно-твердеющей смеси (ХТС)

Приготовление смеси ХТС осуществляется в смесителе постоянного действия С-110
Производительность: 10 тонн смеси в час
Непрерывная подача смеси в форму
2 режима затвердевания форм
Подача песка к смесителю осуществляется в автоматизированном режиме
Уплотнение формовочной смеси осуществляется на вибростоле ВС-11-50
Размеры:2100*1250 мм
Регулируемая амплитуда вибрации
Термическая обработка алюминиевых сплавов


Закалка и старение отливок производятся в печи СНО 700/12-ВП
Размеры рабочего пространства: 1000х1200х640 мм
Макс. температура в рабочем пространстве: 1250°С
Мощность: 52 кВт

Старение отливок производится в печи НК 7.7.7/3,5 ИЗ
Размер рабочей камеры: 700х700х700 мм
Максимальная температура в рабочем пространстве: 350°С
Мощность: 6 кВт
Модельное производство


Изготовление оснастки небольших габаритов осуществляется на станке PureLogic PLRA1
Размер рабочей области: 930*630*180мм
Точность позиционирования: 0,01мм
Изготовление крупногабаритной оснастки осуществляется у надежных партнеров.

Печать 3D макета для литья по выжигаемым и выплавляемым моделям и модельного комплекта осуществляется на 3D-принтере Designer XL PRO.
Область печати: 360х360х610 мм
Максимальная потребляемая мощность: 1300 Вт
Скорость печати: до 100 см 3 /ч
Механическая обработка

Механическая обработка осуществляется на универсальных токарных и фрезерных станках и другом оборудовании.
Лаборатория


Измерение твердости производится твердомером ТБ 5015 Tochline
Измерение по шкале Бринелля 3-450 HB
Проводится контроль твердости на отдельно отлитых образцах и на отливках.

Для количественного спектрального анализа сплавов используется спектрометр ПАПУАС-4ДИ.
Рабочий спектральный диапазон: 185-410 нм
Контроль проводится на образцах-свидетелях.

Определение предела прочности формовочной смеси производится на специализированной разрывной машине.
Контроль производится на отдельных образцах смеси ХТС по утвержденной методике.
В технологическом процессе задействован ряд единиц вспомогательного оборудования, в том числе:
- грузоподъемное оборудование
- компрессоры
- муфельные печи
- оборудование для обрезки и зачистки
Все оборудование исправно работает и проходит все плановые мероприятия по техническому обслуживанию и ремонту. Конструкция нагревательных элементов плавильных печей доработана для увеличения срока службы.
По запросу возможен визит для ознакомления с возможностями производства.
Чтобы узнать больше, звоните +7 (495) 789-01-90
Оборудование для литья алюминия в домашних условиях
[Литье алюминия в домашних условиях] может быть выполнено по нескольким различным методикам, каждая из которых имеет как свои достоинства, так и некоторые недостатки.
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.

Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.

В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.

В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.

Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.

При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.

Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Приобретение мини-литейного завода – готовый бизнес с быстрым стартом
Что такое литье металлов и как на этом можно заработать
Литье – один из способов обработки различных металлов. С его помощью можно создавать предметы разного размера и конфигурации. Это наиболее простой и доступный способ, который осуществляется с помощью специального оборудования. Сейчас многие производители предлагают строительство мини-завода «под ключ».

Это значит, что будет разработан индивидуальный проект производственного комплекса, планировка расположения цехов, размещения оборудования, подведение всех необходимых коммуникаций.
Почему выгодно обратить внимание на готовые комплексы «под ключ»? Потому что:
- производители точно рассчитывают необходимую производственную площадь;
- максимально эффективно размещают коммуникации;
- предоставляют полный спектр услуг по наладке оборудования;
- приобретая завод «под ключ», можно сразу приступать к процессу производства.

Если выбор сделан в пользу такого комплекса, то следующим шагом в организации бизнеса будет поиск заказчиков. Изделия из литьевого металла пользуются большим спросом практически во всех отраслях промышленности:


- станкостроении;
- автомобильной отрасли;
- приборостроении;
- производстве бытовой техники;
- судостроении;
- производстве медицинского и стоматологического оборудования;
- ювелирном искусстве;
- изготовлении предметов декора дома и приусадебного участка;
- отрасли строительных материалов.
А мини-завод – это автоматизированный комплекс: чтобы переключиться на новый вид производимых изделий или металлических заготовок необходимо лишь внести изменения в программный комплекс и изготовить новые пресс-формы. А стоимость нестандартных деталей по индивидуальному заказу в несколько раз выше типового производства.

Еще одним преимуществом мини-заводов «под ключ», является то, что они спроектированы так, что могут обрабатывать все виды металлов, в то время как крупномасштабные линии имеют для этого отдельные цеха.
Какие виды металла можно использовать для работы
С помощью литейного оборудования можно производить детали и заготовки из следующих видов металла:
- чугуна;
- стали;
- меди;
- алюминия;
- бронзы;
- латуни.

Сталь – наиболее распространенный металл для изготовления различных деталей. На производственном оборудовании можно обрабатывать метал следующих марок:
- низколегированная;
- высоколегированная;
- углеродистая;
- легированная сталь.
Этот материал широко используется в машиностроении и станкостроении благодаря своим высоким показателям прочности и пластичности. Не менее популярны и изделия из чугуна. Наибольший спрос предоставляют мебельные компании, которые изготавливают чугунные элементы мебели и декора.


Алюминий – один из самых распространенных видов металла, он характеризуется податливостью к обработке, легкостью, а добавление в состав магния или меди обеспечивает высокую прочность изделию. Технологии современного оборудования позволяют отливать алюминиевые детали и заготовки любой сложности, конфигурации (массой от 100 грамм и до нескольких тонн).
Способы литья
В зависимости от марки металла, вида, размера, формы будущей отливки, выбирается наиболее подходящий и экономически обоснованный способ литья. В настоящее время существуют около 50 методик, но наиболее распространенными считаются следующие:
- литье в кокиль;
- литье под давлением;
- в песчаные формы;
- по выплавляемым моделям.

Кокиль – модель-форма, в которую заливается расплавленный металл, после остывания получается готовое изделие. Это наиболее популярный способ литья, однако, он требует большого профессионализма на этапе изготовления кокиля, поскольку здесь важна точность, ведь от качества формы будет зависеть конечный результат.

Для крупносерийного производства этот способ наиболее выгоден, поскольку кокиль изготавливается один раз, а эксплуатироваться может до нескольких тысяч. При литье в кокиль минимальная толщина стенок детали должна быть 3 мм, а масса изделия – от 20 г до 50 кг.
Литье под давлением также один из популярных способов. Для него используют специализированные автоматические машины. Для различных сплавов металлов используют или метод низкого давления, или высокого. Технология несложная:
- металл плавится в печи;
- подается под давлением в специальную пресс-форму, которая имеет очертания будущей отливки. Давление может быть в пределах от 8 до 700 МПа;
- после остывания получается готовое изделие.

Таким способом можно производить отливки с минимальной толщиной стенки – от 0,8 мм и массой от 4 г до 12 кг.
Литье в земляные или песчаные формы – один из наиболее древних способов, но им успешно пользуются и по сегодняшний день. Для начала изготавливают модель, с помощью которой делают отпечаток в песчано-глинистой смеси. При этом следует предусмотреть припуски на последующую механическую обработку изделия. Сама модель может быть деревянной, пластмассовой или металлической. Этот способ подходит для монолитных и крупных деталей, с его помощью можно отливать изделия массой до 40 т.
Составные элементы мини-завода и их технические характеристики
Российская компания ООО «Стандарт» предлагает организовать «под ключ» мини-литейный завод для осуществления литья металла кокильным способом. Такой комплекс может работать с алюминием, медью, сталью и их сплавами. На станках можно отливать изделия любой формы и конфигурации благодаря возможности самостоятельно изготавливать формы-матрицы.

В комплект мини-завода «под ключ» входит следующее оборудование:
- отражательная печь – она необходима для плавления металла. Технические характеристики:
- вариант энергоносителя – газ, электричество, отработанное топливо, солярка;
- энергопотребление – 1 баллон газа на 20 часов работы или 30 кВт/ч;
- емкость бункера – до 1 т;
- производительность – до 600 кг/ч;

- кокильный станок – необходим для непосредственной отливки изделий. Он может быть двух видов:
- однопозиционный – для изделий, которые не имеют обратных углов. Форма может раскрываться только в одну сторону;
- многопозиционный – предназначен для деталей сложных форм, кокиль раскрывается вверх и вниз.

- потребляемая мощность – до 2,5 кВт/ч;
- оказываемое усилие на сжатие – до 190 т;
- кокиль – форма для будущих изделий – при необходимости ее может изготавливать компания по индивидуальным чертежам.
Обзор некоторых вариантов производственных комплексов «под ключ»
Прессовая машина для литья металла. Она предназначена для работы с пресс-формами и наиболее часто используется при изготовлении деталей из цветного металла. Характеристики:


- создаваемое давление – от 33 до 135 МПа;
- потребляемая мощность – 30 кВт/ч;
- максимальный вес одной отливки – 6 кг (алюминий);
- стоимость – 700 000 рублей.
Машинный комплекс «под ключ» PR-1000 от компании АБ Универсал предназначен для отливки цветных металлов, характеризуется полной расплавкой, бесшлаковым литьем, точным наполнением пресс-форм – это обеспечивает высокое качество готовых изделий. Характеристики:


- объем тигля – до 2000 см 3 ;
- максимальная масса одной отливки – до 5,4 кг (алюминий);
- максимальная высота опоки – 400 мм;
- диаметр опоки – до 500 мм;
- мощность – 30 кВт;
- габариты – 2000*1500*850 мм;
- стоимость – 1 500 000 рублей.
Производственный комплекс DTC-280 «под ключ» от компании Глобал-Маш предназначен для изготовления литых изделий из цветных металлов. Технические характеристики:


- размеры форм – от 250 до 680 мм;
- давление прессования – до 188,4 МПа;
- площадь отливки – до 290 см 3 ;
- мощность – 18,5 кВт;
- габариты – 2560*1410*6420 мм;
- вес – 11500 кг;
- стоимость – 6 000 000 рублей.
Расценки на производимую продукцию
Для того, чтобы определить, выгодно ли приобретать готовый мини-завод «под ключ», необходимо сопоставить собственные затраты со стоимостью конечной продукции. Унифицировать цены в отрасли довольно сложно, поскольку они формируются с учетом изготовления кокиля или пресс-форм, а также объема производства, вида металла, сложности изделия. Поэтому стоимость работ будет рассчитываться для каждого заказчика индивидуально. Можно привести пример расценок на отливки из различных металлов:


- серый чугун – от 69 рублей за кг;
- легированный чугун – от 170;
- высокопрочный чугун – от 118;
- углеродистая сталь – от 87;
- низколегированная сталь – от 126;
- легированная сталь – от 210;
- жаропрочная сталь – от 350;
- отливки из алюминиевых сплавов – от 320;
медные отливки – от 580.
Видео: Литье по выплавляемым моделям

Самые популярные технологии литья алюминиевых сплавов под давлением
При изготовлении сложных конструкций в промышленности используют метод, при котором материал подается под высоким давлением. Детали могут иметь разнообразные конфигурации, а также допустимые параметры точности и шероховатости на поверхности. Литье алюминиевых сплавов под давлением — автоматизированный процесс, при котором повышается производительность и качество, а затраты снижаются.

Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м 3 ;
- удельный вес материала — 2,7 г/см 3 ;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*10 6 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии. При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда. Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.
Что такое литье алюминия под давлением?
Изготовление алюминиевых сплавов под давлением — востребованный процесс, при котором получают металлические изделия необходимой формы и сложности. При помощи данного способа на производстве добиваются повышенного качества, надежности, а также требуемой прочности для заготовки.
На литейном производстве металлический расплав заливается в изготовленную форму под высоким давлением специальным механизмом. Форма представляет собой приспособление, состоящее из двух частей, которые при необходимости разъединяются.
Данный способ отличается от аналогов высокой точностью, из-за чего в процессе удается избежать брака, что является преимуществом. Изделия, произведенные под давлением, применяют в автомобилестроении и авиатехнике, а также в некоторых приборах.
Особенности промышленного процесса
По технологии литья материал, нагретый до температуры 600°С, поступает в подготовленную форму, изготовленную из стали, при повышенном давлении. Основные отличия способа от аналогичных:
- ускоренный нагрев заготовки до критического значения, при котором происходит плавление;
- благодаря автоматическому управлению происходит точное дозирование сырья;
- увеличенное давление, при котором удается изготавливать изделия сложной геометрии;
- автоматизация производства, в результате чего исключается вмешательство ручного труда;
- повышенная производительность и скорость, из-за чего сокращаются энергозатраты.

Необходимое оборудование
После литья материла не требует обработки, в результате получают готовые детали и узлы. Для такого метода в промышленности применяют специальное оборудование, машины с горячими и холодными камерами, при условии соответствия параметрам. Емкости плавления с высокими температурам нагрева используются для изготовления сплавов, в составе которого имеется цинк. При этом материал подают в форму с малой скоростью, в результате она заполняется полностью.
Сплавы, которые содержат магниевые и медные добавки, разливают под высоким давлением до 700 Мпа. Благодаря такому способу повышают производительность в промышленности, при снижении трудоемкости.
При выборе оборудования для производства сплавов алюминия производители рекомендуют учитывать некоторые необходимые технические параметры:
- собственный вес отливки влияет на оснащение механизма дополнительными средствами такими, как насосные станции, а также поршневые установки;
- по размерным характеристикам подготавливают производственные помещения, а также на их основании устанавливают вентиляцию;
- при покупке потребитель ориентируется на показатели производительности, от которых зависит стоимость оборудования.
Агрегаты для литья имеют крупные габариты и используются в производственных помещениях, однако технологии позволяют изготавливать машины небольшого размера, которые применяют в мастерских. Все механизмы оснащаются системами с программным управлением, а также датчиками температуры и давления. С их помощью оператор может контролировать процесс.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.


Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.