Оборудование для обработки нержавеющей стали
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.


Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
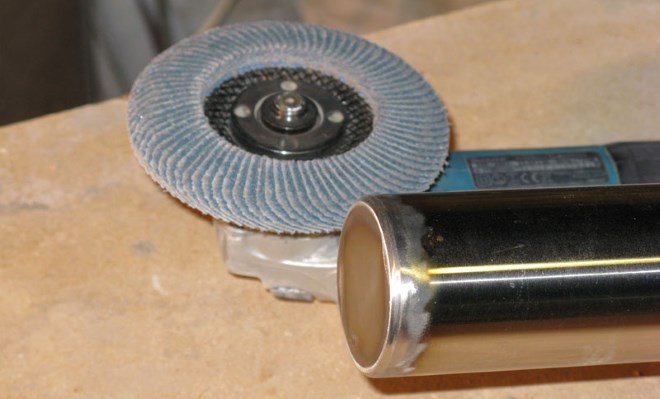

Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.


Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.


Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.


Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
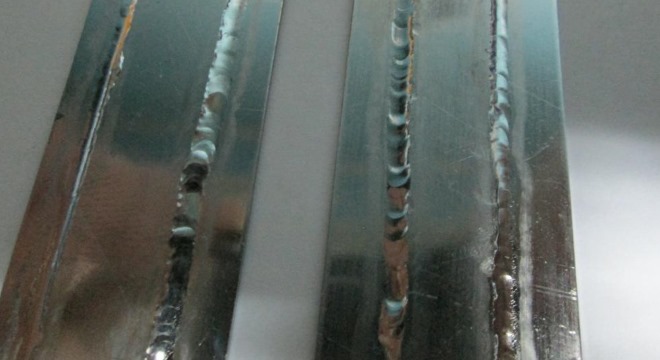

На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Каким резцом обрабатывать нержавейку






Способы улучшения стружкоудаления
Токарная обработка – это процесс, в результате которого образуется длинная витая стружка, накапливание которой затрудняет работу. Для удаления стружки нержавеющих сталей предлагается использовать режущий инструмент с внутренней подачей СОЖ под давлением, что особенно эффективно для высоколегированных сталей. Применение такого инструмента обеспечивает:
- эффективное охлаждение режущей кромки;
- ломку стружки на мелкие частицы, облегчающую ее быстрое удаление из зоны реза.
Минусом такого способа является большой расход охлаждающей жидкости. На высокоточных производствах и в военной промышленности применяют самый дорогой и эффективный метод – охлаждение с использованием углекислоты.
Читать также: Регулирование уровня воды в баке
Важную роль в обработке нержавейки на токарном станке играет конструкция стружколома. Специализированный инструмент для коррозионностойких сталей должен иметь положительный внешний угол, который снижает самоупрочнение и нарост металла на режущей кромке.
Токарная обработка нержавеющей стали
Свойства «нержавейки» мало изменяются при повышенных температурах, воздействии агрессивных сред и высоком давлении. По этой причине ее механическая обработка связана с рядом сложностей:
- Деформационное упрочнение. Во время резания легированная сталь упруго деформируется, затем легко поддается обработке, после чего происходит упрочнение. В результате резание можно осуществить при условии повышения усилия. Наиболее заметно упрочняется высоколегированная сталь.
- Неравномерное упрочнение. Сталь упрочняется неравномерно во время точения. Это не критично во время обработки небольших деталей, однако, влияет на качество крупных валов и других габаритных деталей.
- Сложность удаления стружки. Из-за пластичности нержавеющей стали стружка при обработке не обламывается, а завивается в спираль большой длины. Высокая вязкость препятствует простой обработке «нержавейки», так как приводит к накоплению стружки. Для решения проблемы поверхность обрабатывают охлаждающей смазкой и применяют стружколомы.
- Перегрев рабочего инструмента. Из-за низкой теплопроводности в месте обработки существенно повышается температура, что требует охлаждения особыми жидкостями. Если охлаждение неэффективно, рабочий инструмент приходит в негодность из-за образовавшегося наклепа и деформации в результате перегрева. Как правило, нержавеющую сталь обрабатывают на небольших скоростях.
- Быстрое стачивание резаков. «Нержавейка» содержит интерметаллические и карбидные соединения, свойства которых из-за высокой твердости аналогичны свойствам абразива. Во время работы резаки постоянно стачиваются и требуют переточки, поскольку трение во время обработки легированной стали намного больше трения при резании углеродистой.
Снижение самоупрочнения при деформации
Наиболее сильно самоупрочнению, усложняющему процессы черновой, получистовой и чистовой обработки, подвергаются стали аустенитного класса. Для минимизации этого фактора рекомендуется применение режущих пластин с острыми кромками и покрытиями, обладающими повышенной износостойкостью.
При необходимости снятия достаточно толстого слоя, требующего нескольких проходов резца, рекомендуется первый проход делать более глубоким. Второй и при необходимости третий снимаемые слои должны быть мельче.
Повышение ресурса режущей пластины
Увеличения срока службы резца можно добиться:
- острой заточкой кромок;
- использованием положительного переднего угла;
- нанесением инновационных покрытий, позволяющих работать на высоких скоростях.
Современные покрытия разделяют на типы:
- CVD – наносятся методом химического осаждения. Обеспечивают возможность работы на высоких скоростях, но усложняют процесс заточки.
- PVD – наносятся способом физического осаждения и используются для сталей аустенитного класса. Для них характерны: небольшая толщина, гладкая поверхность, возможность повреждения при повышенных скоростях резания и мощных подачах.
Инновационным вариантом являются покрытия, наносимые методом PremiumTec. Они демонстрируют сочетание высокой стойкости к крошению и гладкой поверхности.
Еще один способ повышения износостойкости резцов – использование кислот в качестве смазки. Однако такой метод применяется редко из-за токсичности и вредного влияния на механизмы токарного станка.
Обработка нержавеющей стали на токарном станке
Рабочие процессы в современных установках и агрегатах проходят при значительных нагрузках на все конструктивные элементы. Эксплуатация деталей при высоких скоростях, давлении и температурах приводит к тому, что элементы, выполненные из обычных конструктивных сталей, быстро выходят из строя.
Для работы в таких условиях необходимы особые сплавы, к числу которых относится нержавеющая сталь. Высокая прочность, жаростойкость и хорошие антикоррозийные свойства – основные характеристики нержавейки.
Однако эти свойства сплавов имеют и отрицательные стороны: прочностные характеристики нержавеющей стали не изменяются под воздействием давления и температур, что влечёт за собой сложность механической обработки.
Самоупрочнение нержавеющей стали и выбор режущего инструмента
Самоупрочнение – важнейшая характеристика нержавейки, способная вызвать дополнительные трудности при обработке. Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Минимизировать воздействие самоупрочнения можно путём поэтапного снятия слоёв металла. Наиболее эффективный способ – снятие за два подхода по 3 мм стали. Часто специалисты рекомендуют снимать неодинаковые слои в первом и втором подходе.
Как уже было сказано выше, самоупрочнение приводит к быстрому износу резаков. В целях увеличения эксплуатационного ресурса инструментов разрабатываются специальные формы кромок для нержавейки. Используются два типа режущих инструментов:
- резцы с покрытой CVD) алмазом;
- резцы с кромкой, покрытой инструмент с физически охлаждённой кромкой (PVD) алмазом.
Наивысшей износостойкостью отличаются твёрдосплавные резцы с пластинами, покрытыми нитритом бора.
Скорость резания нержавеющей стали устанавливается по такой же методике, что и при обработке обычных конструкционных сплавов. Однако при расчётах необходимо учесть ряд особенностей обработки нержавейки.
Способы оптимизации процесса обработки нержавейки
В производственных условиях применяется ряд методик, позволяющих минимизировать отрицательное влияние характеристик нержавейки на процесс её обработки. Это:
- увеличение скорости вращения шпинделя и уменьшение снимаемого слоя, благодаря чему обработанная поверхность получается более шероховатой;
- использование в качестве смазки кислоты, которая на порядок повышает износоустойчивость резцов;
- введение в зону обработки слабых токов, что позволит управлять процессами электродиффузионного и окислительного износа инструмента;
- воздействие на зону резания ультразвуковых колебаний, что снижает пластические деформации и коэффициент трения.
Воздействовать на структуру и механические характеристики материала можно при помощи специальной термической обработки.
Режущий инструмент для токарной обработки нержавеющей стали

Главным рабочим органом токарных станков является резец, дополнительно могут использоваться сверла, зенкеры, развертки, плашки.

Токарные резцы различают по назначению:
- Проходные – прямые и отогнутые. Используются для получения цилиндрических поверхностей.
- Подрезные – для обработки торцов.
- Расточные – для получения отверстия требуемого диаметра.
- Отрезные – применяются для резки заготовок из нержавеющей стали на мерные части.
- Резьбонарезные – для получения внутренней и наружной резьбы.
- Фасонные – для обработки фасонных поверхностей.

Для работы с коррозионностойкими сталями, а также твердыми металлами типа титана и его сплавов используют не только цельные, но и составные резцы. Одним из материалов, востребованных для изготовления вставок для резцов, является эльбор – искусственная альтернатива алмазу, представляющая собой кристаллы кубического бора. Используют обычно такие резцы на закаленных сталях. Эффект от их применения можно получить только при отсутствии вибраций и биения.

Также при изготовлении режущих пластин для работы по нержавейке применяют твердые сплавы следующих типов:
- «износостойкие» – Т30К4, Т15К6;
- более вязкие, но менее износостойкие, – Т5К7, Т5К10;
- имеющие значительную вязкость и нечувствительность к ударам – ВК8, ВК6А.
Для чистовой и отделочной обработки используют минералокерамику.
Режущий инструмент
Эффект самоупрочнения приводит к быстрому износу резаков. Поэтому разрабатываются специальные формы кромок, переднего угла и особых материалов для резаков по нержавеющей стали.
Существует два вида специализированных режущих инструментов:
- с химически осажденным покрытием режущей кромки (CVD);
- с физически осажденным покрытием (PVD).
Инструменты с химически осажденными покрытиями (CVD) позволяют обрабатывать на токарных станках нержавейку на высоких скоростях, дольше не изнашиваются. Но эти резаки очень тяжело править.
Инструменты с физически осажденными покрытиями (PVD) применяются для аустенитных нержавеек. Они тоньше, чем CVD, с ровной поверхностью и острой режущей частью. Но изнашиваются они быстрее (так как толщина покрытия меньше), работают на меньших скоростях.
Виды резцов
Наивысшую износостойкость показывают резцы с покрытием TiC из твердых сплавов. В процессе производства их цианируют или азотируют. Дорогой и очень эффективный способ укрепления пластин — покрытие нитридом бора кубическим.
Оборудование для работы с коррозионностойкими сталями
К токарным станкам, на которых планируется резать заготовки из нержавейки, предъявляется комплекс требований, таких как:
- повышенная жесткость механизмов, позволяющая воспринимать большие силы резания;
- высокая стойкость к вибрациям системы «станок – режущий инструмент – деталь» при значительных ударных нагрузках;
- запас мощности станка для обеспечения значительной подачи.
Наибольшую точность размеров и минимальную шероховатость обеспечивают станки с ЧПУ, особенно они эффективны при обработке заготовок со сложной поверхностью с криволинейными образующими.
К современным технологическим приемам, применяемым при обработке нержавеющей стали на токарных станках, относится введение в зону реза:
- ультразвуковых колебаний, уменьшающих силу трения;
- слабых токов, позволяющих снизить электродиффузионный и окислительный износ инструмента.
Особенности обработки нержавеющей стали
Упрочнение или наклеп обрабатываемой поверхности, приводящие к увеличению сил резания и снижению стойкости инструмента.
Повышенная температура в зоне резания, обусловленная низким коэффициентом теплопроводности нержавеющей стали, который ухудшает теплоотвод и способствует перегреву режущего инструмента при обработке нержавеющей стали.
Снижение качества чистовой обработки за счет образования нароста на передней поверхности приводящего адгезионному износу режущей хромки.
Выкрашивание режущей кромки вызванная диффузионным износом, происходящим пои высокой температуре в результате взаимодействия однородных элементов обрабатываемой поверхости и режущего инструмента при обработке нержавеющей стали.
Оборудование для очистки сварных швов, пассиваторы


Пассиваторы используются для очистки и защиты сварного шва от коррозии на изделиях из нержавеющей стали методом электрохимического воздействия на поверхность. После обработки шов выглядит чистым, без следов ржавчины и побежалости. Зачастую пассиваторы имеют функции маркировки и электроэрозии (светлая маркировка) поверхностей из нержавеющей стали и некоторых других цветных металлов.
Компания HSF INDUSTRIE является специалистом в области электролитической очистки нержавеющей стали, постоянно совершенствует свое оборудование, а также разрабатывает и производит эксклюзивные машины для электролитической очистки сварных швов специально по заказам клиентов.
Пассиваторы TIG-MAX могут быть использованы в пищевой и медицинской промышленности, так как являются абсолютно безопасными и экологичными.
Почему выбирают TIG-MAX?

Травление и пассивация
Вся линия оборудования одновременно выполняет травление и пассивацию.
Применение инвертора, по сравнению с оборудованием, которое работает на основе трансформатора, позволяет в случае короткого замыкания, отсекать ток в тысячную долю секунды, избегая повреждений.

Процедура полировки сварных швов происходит в одну стадию, без необходимости использования пасты или абразивной бумаги, что позволяет добиться максимальных результатов без дополнительной траты времени.

Данный процесс является необходимым для того, чтобы отменить действия средств, которые использовались при травлении. Специальное средство наносится после травления и полировки сварных швов, обеспечивая идеальную чистоту поверхности стали.

Питтинговая коррозия — возникновение точечных сквозных разрушений нержавеющих сталей. Микротрещины препятствуют процессу полной и правильно выполненной пассивации обрабатываемой поверхности.
На всех пассиваторах установлено специальное оборудование, которое управляется микропроцессором, который улавливает и сокращает возможность короткого замыкания, избегая любой возможности возникновения питтинговой коррозии.
Как купить Оборудование для очистки сварных швов, пассиваторы
Компания «МОССклад» поставляет Оборудование для очистки сварных швов, пассиваторы во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Оборудование для очистки сварных швов, пассиваторы следующих производителей: HSF INDUSTRIE TECHNIK GmbH, и другие.
Приобрести Оборудование для очистки сварных швов, пассиваторы у нас очень легко:
- Выберите интересующее оборудование в таблице выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- Позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на svar@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.









Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО «МОССклад» (ст.1259 и ст.1260 гл.70 «Авторское право» ГК РФ).
© 2006-2021 ООО «МОССклад».
![]()

Режим работы ООО «МОССклад»:
ПН — ПТ 9:00 — 18:00 (Мск)
Основные виды и этапы обработки нержавеющей стали
Нержавеющая сталь ценится в промышленности благодаря тому, что она устойчива к коррозии. Ее используют в медицине, пищевой промышленности, строительстве, на производстве. Для определенных целей нужны разные виды нержавейки, которые получают несколькими способами.
Что такое нержавейка


Антикоррозийные свойства металла обеспечиваются оксидной пленкой на поверхности листа. Единственным минусом покрытия является низкая устойчивость к факторам окружающей среды:
- пыли;
- высокой температуре;
- металлической стружке.
В результате кислородный сплав становится тоньше, а изделие ржавеет. Чтобы избежать этого, обработка металла проводится в специальном помещении, где хранятся только полированные изделия и абразивы.
Основные этапы обработки
Процесс изготовления детали из нержавеющей стали состоит из 4 этапов. В ходе работ применяются разные виды обработки, в зависимости от конечного назначения детали.


Первый этап – резка нержавейки. Металлические листы необходимо нарезать на заготовки, которые позже соединят в единую деталь. Для этого используются ручные и автоматические приемы обработки. Они дают высокую точность и маленький процент брака.
Вторая часть обработки нержавейки – зажим. Станки надежно фиксируют заготовки, чтобы избежать перекосов. После этого в местах стыков делают сварные швы. Надежный метод соединения заготовок обеспечивает прочность и устойчивость к механическим воздействиям. Качественные сварные соединения выглядят аккуратно, незаметны под слоем краски.
Финальный этап изготовления детали из нержавеющей стали – шлифовка. Проводится на станке или ручными инструментами. Абразивный материал обрабатывает поверхность нержавейки, делает ее гладкой и блестящей.

Виды обработки нержавеющей стали
Самый современный вид нарезки заготовок – лазерная резка. Тонкий лазерный луч нагревает поверхность металла и разрезает его. Технология подходит не только для нержавеющей стали, но и для других металлов, вне зависимости от их физических свойств. Метод обеспечивает низкий процент брака, так как используется только термическое воздействие, оно не наносит вреда нержавейки.
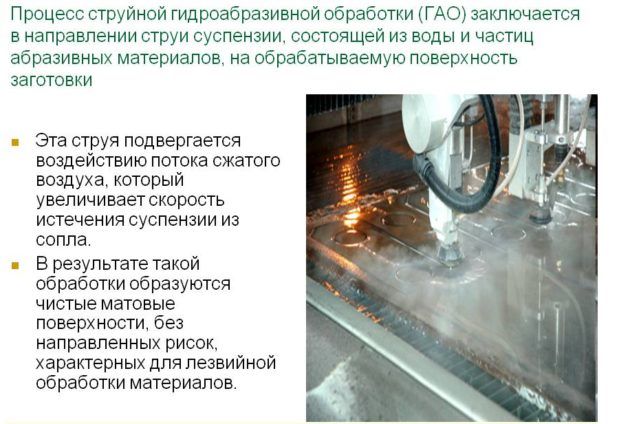
Гидроабразивный способ
Гидроабразивная резка используется большое давление воды с абразивными веществами в ней. Технология основана на отрыве металлических частиц под большим потоком твердых веществ. Процесс резки металла:
- Подача воды в большой резервуар.
- Смешивание воды и абразива, чаще всего используется песок.
- Подача раствора в сопло.
- Воздействие водой на листы металла.

Штамповка
Холодная штамповка – это обработка нержавеющей стали с использованием штампов. Позволяет получить одинаковые изделия. С помощью этого метода возможно:
- пробить отверстия в нержавейке;
- сделать резьбу;
- загнуть детали;
- сделать гравировку.
Пробивные станки способны изготовить металлоконструкции любой формы: витрины, решетки, ограждения, стеллажи, рекламные стойки, мебель.


Токарный способ
Токарная обработка нержавейки позволяет получить заготовки сложной формы. На токарном станке можно поставить специальные приспособления, дающие нужный результат:


- сверла;
- фрезы;
- резцы;
- плашки.
Поступательное движение резцов по нержавейке разрезает лист на нужные формы. Эта работа проводится под контролем мастера, который учитывает техническое задание, размер и форму заготовки.
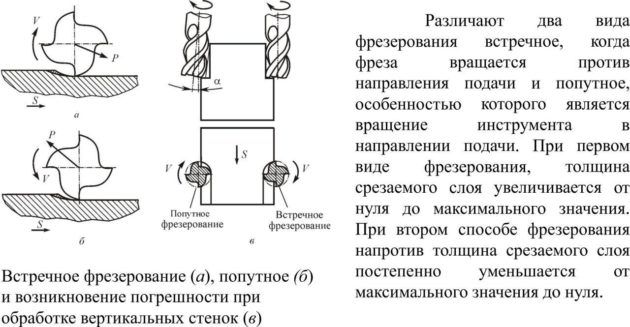
Фрезерование
Фрезерная обработка нержавеющей стали позволяет получить зубчатые колеса, сложные отверстия и выемки. Вращающаяся фреза выполняет работу на закрепленной детали. Управление фрезерными станками осуществляет человек или ЧПУ.

Слесарные работы
Слесарные работы занимают далеко не последнее место в обработке металла. Они выполняются вручную или с применение станков и слесарных инструментов. В ходе этих работ заготовки соединяются в единый механизм. Процесс работы:

- Разметка металлоконструкции. Производится на плоскости или в трехмерном пространстве.
- Снятие остатков металла с заготовок.
- Правка и гибка конструкций для придания нужной формы.
- Шабрение – метод полировки для лучшего прилегания частей конструкции.
- Сверление и нарезка резьбы.
- Соединение всех частей.
- Спаивание или наложение сварных соединений.
Особенности шлифовки и полировки
Финальная обработка металла – это шлифовка поверхности до гладкого состояния. Необходима для придания изделию привлекательного вида, так как конструкции из нержавейки часто выполняют декоративные функции. Механическая полировка позволяет сделать дефекты обработки незаметными для потребителя. Выполняется вручную и с использованием электрических или пневматических инструментов.

Особенности травления
Травление нержавейки – это постобработка детали с целью убрать следы деформаций, сварных швов, дефектов. Заключается в обработке поверхности кислотами и щелочами. Используется в домашних условиях, чтобы вернуть нержавейке металлический блеск после термической обработки.
Нержавеющий материал можно найти в любой квартире. Обработка нержавеющей стали производится на предприятиях в нескольких этапах. Для каждого изделия технологи выбирают наиболее приемлемый метод.

Видео по теме: Обработка нержавеющей стали

Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.


Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.

2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.

3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Лазерная очистка нержавеющей стали
Быстрая очистка, отсутствие расходных материалов, отходов и пыли — причины, по которым лазерные технологии все чаще внедряются на предприятиях, которые занимаются обработкой нержавеющей стали. Узнайте подробнее о сферах применения и возможностях лазерных систем в нашей статье.
Сферы применения
Технология лазерной очистки может заинтересовать компании, которые используют в производстве нержавеющую сталь. Лазерное излучение помогает подготовить поверхность к сварочным работам, обработать поверхность после эксплуатации для придания ей первоначального вида. Оборудование компании Pokkels успешно справляется с этими задачами в различных отраслях промышленности.



Атомная энергетика
Компания: Госкорпорация «Росатом»
Задачи компании:
Одним из ключевых компонентов атомной электростанции является система трубопроводов подачи воды, выполненная из нержавеющей стали. При производстве таких систем необходимо очищать поверхности из нержавеющей стали, а также осуществлять подготовку сварных соединений. Традиционные методы очистки занимают больше времени по сравнению с лазерным, а также добавляют ряд сложностей, связанных с утилизацией отходов.
Решение Pokkels:
Росатом использует лазерное оборудование F-Clean при строительстве и обслуживании электростанций. Устройства компании Pokkels восстанавливают внешний вид поверхности из нержавеющей стали после эксплуатации, устраняют цвета побежалости. Компания смогла сэкономить средства, которые затрачивались на химическую обработку, хранение и утилизацию отходов.

Лазерная очистка сварного шва
Пищевая промышленность
Компания: ООО «ТМС»
Задачи компании:
Специализация ТМС — производство и ремонт оборудования пищевой отрасли, в которой нержавеющая сталь является ключевым материалом. Предприятие осуществляет непрерывную обработку различных металлических конструкций и поверхностей. Использование химических реагентов запрещено, а механическая обработка приводит к деформации оснастки.
Решение Pokkels:
Лазерное оборудование используется при ремонте для очистки корпусов и внутренней поверхности оборудования из нержавеющей стали. Эффективно очищаются штампы и формы для выпекания. Снижается шероховатость поверхности высечного ножа, что помогает уменьшить трение и давление на пищевую продукцию при высекании.

Лазерная очистка на молочном производстве
Городские транспортные службы
Компания: ГУП «Мосгортранс»
Задачи компании:
Остановки общественного транспорта производятся из листовой нержавеющей стали, которая со временем окисляется, образуется коррозия на крепежных элементах, а также появляются следы вандализма. Химическая очистка добавляет дополнительную сложность — уборку химических отходов. Механический способ не позволяет равномерно очистить поверхность остановки из-за сложной формы.
Решение Pokkels:
Лазерная технология удаляет грязь без повреждения металла и очищает поверхность любых форм: тупые углы, труднодоступные места. После обработки поверхности лазерным оборудованием F-Clean нет необходимости дополнительно механически шлифовать и полировать поверхность.

Лазерная очистка фрагмента автобусной остановки
Производители изделий из нержавеющей стали
Компания: «Технопром»
Задачи компании:
При изготовлении оборудования из листовой нержавеющей стали требуется очистка сварных соединений и восстановление поверхности материала после хранения. Химический метод оказался недостаточно эффективным.
Решение Pokkels:
Лазерное оборудование применяется для подготовки к сварке и очистки сварных соединений от окислов и следов побежалости. Сварной шов очищается без примесей и повреждений.

Лазерная очистка листовой нержавеющей стали
Оборудование Pokkels применяется и в других областях. Крупные трубопрокатные компании используют наше установки для очистки окалины труб большого диаметра. Компании, занимающиеся ремонтом и реставрацией автомобилей, используют лазерные системы F-Clean при работе с кузовными деталями, выхлопными системами.

Лазерная очистка автомобильного глушителя
Запись на демонстрацию
Оставьте свои контакты и мы свяжемся с вами для согласования удобного времени демонстрации
Как работает лазер
Благодаря широкому диапазону настроек лазерное оборудование позволяет достичь различных результатов: от очистки загрязнений до создания поверхностей с определенной морфологией.
При очистке лазерное излучение воздействует на слой загрязнения без повреждения металла. На поверхности создается высокая плотность лазерного излучения и загрязнение испаряется. Лазерная очистка не оставляет следов воздействия: полированная поверхность, текстуры и рисунки сохранятся в том же виде.
Подробнее о процессе лазерной очистки можно прочитать в отдельной статье.
Автоматизация лазерной очистки
Компания Pokkels занимается разработкой индивидуальных автоматизированных лазерных систем.
Наши специалисты проектируют комплексные автоматизированные системы. Роботизированный комплекс может сваривать изделие и подготавливать сварной шов, а затем очищать готовое сварное соединение от окислов и следов побежалости. В результате получаются одинаковые изделия товарного вида без необходимости постобработки. Система может быть встроена в существующую производственную линию.
Процесс автоматизации позволяет настраивать параметры очистки, режим работы лазера, параметры развертки лазерного излучения: изменение ширины излучения, включение и отключение в заданные моменты.
Возможно использование существующих конвейерных линий, а также разработка любых координатных систем для автоматизации очистки.
Компания Pokkels разрабатывает системы в различных форм-факторах. Например, в форме руки для обработки поверхности металла по разным траекториям. Роботизированная система также может создавать текстуру, шероховатости на поверхности нержавеющей стали.