Отбортовщик для медных труб своими руками
Отбортовка меди
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Сообщений 18
1 Тема от tymur 2016-02-15 20:14:10

- tymur
- Винокур
- Неактивен

Тема: Отбортовка меди
Уважаемые винокуры, задался вопросом, есть ли смысл делать отбортовку для впаивания тонких медных трубок в толстую трубу? типа такого:
наборы для отбортовки конечно дороговаты, но есть мысль как сделать подручными средствами.
в свободное время, в качестве пробы,но правда в жестяной пластинке 1 мм вытянул отверстия под 8 мм трубку с бортиками 2 мм. Меди под рукой нет, не скажу как на меди.
просверлил отверстие 5 мм и протянул сквозь него болт м5 с циллиндрической головкой диаметром 8 мм
если вопрос интересен могу вкратце нарисовать как, или не стоит заморачиваться , и так пайка крепкая?
2 Ответ от Николя 2016-02-16 08:05:27

- Николя
- Профессионал
- Неактивен

Re: Отбортовка меди
Вещь полезная. Я так думаю, ставится проставка под гайку диаметром больше нужного отверстия, и гайкой притягивается. Как болт от проворачивания фиксируется? Если приварить Г образный штырь, тогда должно нормально получиться.
3 Ответ от tymur 2016-02-16 08:23:41 (2016-02-16 08:23:41 отредактировано tymur)
- tymur
- Винокур
- Неактивен
Re: Отбортовка меди
Как болт от проворачивания фиксируется?
Очень удобны в этом плане оказались болты с циллиндрической шляпкой и внутренним шестигранником 

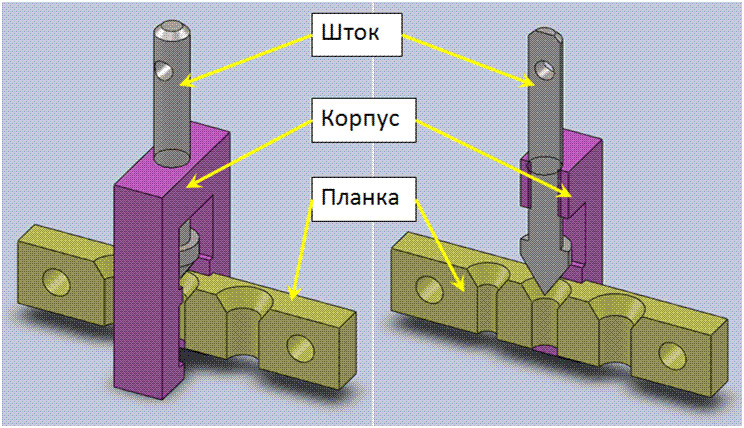
нарисовал тут на досуге в рисовалке-сплан, отбортовка для трубки 8мм, думаю должно быть понятно
принцип 

оговорюсь. этот вариант для трубы относительно большого диаметра, чтобы болт и шестигранник внутрь лезли, и ближе к краю трубы, опять же насколько длина шестигранника(ключа) дает
4 Ответ от Иван 2016-02-16 09:57:50

- Иван
- Винокур
- Неактивен
Re: Отбортовка меди
Смотря что припаивать. Но при отбортовке надо обязательно предварительно отжигать трубу, иначе она может лопнуть в месте отбортовки.
5 Ответ от Николя 2016-02-16 10:21:18
- Николя
- Профессионал
- Неактивен
Re: Отбортовка меди
Такие бортики будут полезны в местах установки трубок возврата и гильз для датчиков.
Я правда вчера на гильзы 10 мм, натянул колечки 12 мм, пропаялось лучше чем без колечек.
6 Ответ от SLOG 2016-02-16 10:35:39

- SLOG
- Винокур+
- На форуме

Re: Отбортовка меди
Можно из медной проволоки колечки согнуть и припаять — в любом случае будет лучше чем без всего. Навить пружинку из проволоки на впаиваемой трубке как на шаблоне, а потом накусать нужное количество колечек и припаять. Можно даже с двух сторон.
7 Ответ от tymur 2016-02-16 14:43:03
- tymur
- Винокур
- Неактивен
Re: Отбортовка меди
согласен, с колечками проще, именно так и делал
8 Ответ от Николя 2016-02-16 14:50:40
- Николя
- Профессионал
- Неактивен
Re: Отбортовка меди
Наступает момент, когда проще уже не катит, хочется как лучше ![]()

9 Ответ от tymur 2016-02-16 18:43:30 (2016-02-16 18:47:07 отредактировано tymur)
- tymur
- Винокур
- Неактивен
Re: Отбортовка меди
Но при отбортовке надо обязательно предварительно отжигать трубу, иначе она может лопнуть в месте отбортовки.
Иван, хорошо что предупредили, я забыл про это написать. Я то пробовал на жестянке, а неотожженная медь плохо деформируется, не дай бог медь дорогая порвется у кого, я виноватым себя чувствовать буду .
отжиг меди, для того чтобы хорошо гнулась, я понимаю так- нагреть место будующей деформации до 800* С и резко остудить (водой). Закалить её обратно — нагреть до 600* С и дать остыть постепенно
(хм, как закалкаотпуск для стали, но только все наоборот)
800* С медь это вишнево-красный цвет. Есть у меня пирометр- прибор для бесконтактного измерения температуры поверхности, но на блестящих округлых поверхностях он врет безбожно. Вернее надо умножать на коэффициент для меди цифру которую он показывает. Лучше мне кажется ориентироваться по цвету.
(Кстати, пирометр этот китайский, за 6 баксов, температуру воды довольно точно показывает, может пригодится таки для измерений в нашем деле?)
Наступает момент, когда проще уже не катит, хочется как лучше
Вы только попробуйте на ненужных кусках, вдруг плохой метод, запорите аппарат. Хотя, красота она конечно требует жертв ))
10 Ответ от cern 2016-02-16 20:25:41

- cern
- Винокур+
- Неактивен
Re: Отбортовка меди
Только что появилась идея как сделать приспособу для отбортовки. Фото пока выложить не могу, попробую словами объяснить. Нужно было раздать конец трубки 6 мм, что бы спаять ее с другой такой же, нарастить в общем.. Взял пасатижи «утконосы», воткнул в трубку и с небольшим усилием начал проворачивать пасатижи. Тубка постепенно расширилась, все прекрасно подошло и пропаялось. Пришла мысль отслесарить какие нибудь ненужные пасатижи на «обратный» конус, т.е. чем ближе к концу губок, тем шире. Получается сверлим отверстие, засовываем в просверленное отверстие «отслесаренные» пасатижи, разжимаем их и вращая пытаемся вытянуть. Должно получиться, как сделаю, обязательно отпишусь и выложу фото. Надеюсь идея понятна.
11 Ответ от al 2016-02-16 22:42:23

- al
- Профессионал
- Неактивен

Re: Отбортовка меди
Закалить её обратно — нагреть до 600* С и дать остыть постепенно
Только сразу она твердой не станет. время должно пройти.
Если горелка есть, то зачем отбортовки? Берешь и паяешь твердым (медь серебро лучше) припоем, получается намертво. Я все мелкие и не очень размеры паяю твердым припоем. А крупные узлы собираю на оловянном припое.
12 Ответ от Alessandro 2017-02-20 20:27:35

- Alessandro
- Винокур+
- Неактивен

Re: Отбортовка меди
Сделайте и выложите отчет, может стоит для начала поделиться конкретно своим опытом, с фотками и т.п.? Что за манера начинать общение с риторических вопросов?
13 Ответ от cern 2017-02-20 22:08:12
- cern
- Винокур+
- Неактивен
Re: Отбортовка меди
я уже и забыл про эту тему. Пасатижи переточил, пробовал вытягивать трубу — не получается, нужно расклинивающий болт на ручки прицепить, типа болт маленько вкручиваешь, ручки разжимаются. Без него пасатижи из отверстия выскакивают.
14 Ответ от tymur 2017-02-21 00:44:29
- tymur
- Винокур
- Неактивен
Re: Отбортовка меди
Только что появилась идея как сделать приспособу для отбортовки. Фото пока выложить не могу, попробую словами объяснить. Нужно было раздать конец трубки 6 мм, что бы спаять ее с другой такой же, нарастить в общем.. Взял пасатижи «утконосы», воткнул в трубку и с небольшим усилием начал проворачивать пасатижи. Тубка постепенно расширилась, все прекрасно подошло и пропаялось. Пришла мысль отслесарить какие нибудь ненужные пасатижи на «обратный» конус, т.е. чем ближе к концу губок, тем шире. Получается сверлим отверстие, засовываем в просверленное отверстие «отслесаренные» пасатижи, разжимаем их и вращая пытаемся вытянуть. Должно получиться, как сделаю, обязательно отпишусь и выложу фото. Надеюсь идея понятна.
А не проще ли это сделать круглогубцами?
Вова, салют. Запили лучше тему как димрот мотал. Интересная ж конструкция
15 Ответ от _Михалыч 2017-02-21 05:31:11

- _Михалыч
- Винокур
- Неактивен

Re: Отбортовка меди
Насчет отбортовок — вещь почти бесполезная. Инструмент дорогой , так смотря какой брать и с чем по цене сравнивать, я покупал китайскую развальцовку рублей вроде за 300-400, она заявлена для работы с диаметрами до 15 мм.
Скажем так, при пайке особых удобств нет и при последующем нагреве, если спаяно мягким припоем, все равно все разваливается нафиг.
Вот я пробовал:
Начинаю постройку РК
потом все равно я это место подпаивал еще 2 или 3 раза.
Лучше отверстия под трубки чуток не досверливать, чтобы трубка входила внатяг и держалась без припоя. Ну и надо наловчиться мелкие детали паять твердым — тогда вообще никаких проблем не будет.
16 Ответ от cern 2017-02-21 06:25:12
- cern
- Винокур+
- Неактивен
Re: Отбортовка меди
Насчет отбортовок — вещь почти бесполезная.
мне тоже так показалось, поэтому не стал доделывать.
17 Ответ от tymur 2017-02-21 12:54:31
- tymur
- Винокур
- Неактивен
Re: Отбортовка меди
и я без отбортовок делал, проволочку мотнул чтоб припоя побольше легло, держится намертво, хоть и не очень эстетично
18 Ответ от Dmitry 2017-02-22 12:22:24
- Dmitry
- Винокур+
- Неактивен
- Проверка подгонки проводится на глазок, так как только настоящий развальцовщик для медных труб способен провести контроль над качеством исполнения.
- Стенки трубы могут измениться, что трудно заметить невооруженным глазом, например, с одной стороны стать тоньше, чем с другой. Подобные перемены дадут знать о себе позже во время эксплуатации трубопровода.
- Отклонение в любую сторону даже на долю миллиметра приведет отрезок трубы в негодность.
- Расширитель для медных труб ручной, оснащенный предохранительной трещоткой, предотвращающей деформацию трубки.
- Труборез для качественной резки труб.
- Ключи и насадки.
Re: Отбортовка меди
и я без отбортовок делал, проволочку мотнул чтоб припоя побольше легло, держится намертво, хоть и не очень эстетично
Полностью согласен, кабель 1.5 мм2 распустил 1 жилу, намотал колечек нужных по диаметру, одел на стыки для усиления в месте пайки 
Делов на 3 минуты, держится ну очень крепко ![]()


Отбортовщик для медных труб своими руками
Самодельный ручной кромкогиб для ремонта автомобиля
Известно, что сварку встык очень сложно сделать на тонком железном материале. Благодаря инструменту, который представлен в этом видео канала «автореаниматор», значительно облегчается работа по авторемонту. Теперь можно маскировать шов, который производится внахлёст, в результате получается полная иллюзия сварки встык. Внешне это выглядит очень эффектно и красиво. Сначала посмотрите, как работает мастер этим своим инструментом, конструкцию кромкогиба. Во втором видеоролике вы сможете увидеть чертежи изделия.
Мастер показывает, как с помощью ручного самодельного кромкогиба удается сделать ровные соединение двух деталей в ходе авторемонта. Одна из деталей имеют однородную ровную поверхность. На 2 детали сделаны кромка с углублением. Паз миллиметровой глубины. Два элемента прикладывается друг другу. По канавке в месте соединения проводится сварочный шов. Далее шлифуется выравнивается. Получаем ровное аккуратное и плоское соединение двух элементов, после покрытия краской смотрится как одно целое. Эффект сварки встык, но на самом деле внахлёст.


Рассмотрим конструкцию ручного кромкогиба в более подробном виде. Маленькие тиски для устойчивости. Точка опоры. Длина рычагов 0,5 метра. Трубка на 25. к ней приварены два куска шины. Два отверстия. Получается п-образная деталь. Болтики на 12. Попробуем разобрать инструмент. Когда можно будет более подробно показать все составные части. Выступ на этой части не является формирующей. На 2 детали есть ответная часть. Для облегчения работы сделан рычаг.

Два рычага через точку опоры соединяются друг с другом. Труба 25, шина имеет такой же размер. Длина плеча 100 миллиметров. Расстояние между болтами 25 миллиметров. Внутренняя трубка 20 x 20. К ней приварена миллиметровая пластинка. Пластинка компенсирует разницу во внешнем и внутреннем диаметрах. Для упрощения конструкции в щечке нарезана резьба.
Мастер в процессе изготовления этого ручного приспособления не использовал каких-либо чертежей, всё делалось по наитию. Вся структура рисовалась на бумажке.
Если вы хотите повторить эту конструкцию для своей автомастерской, то следующее видео будет ценным для вас. Здесь вы можете увидеть все необходимые чертежи этого инструмента, которая называется кромкогиб. Очень удобное приспособление для работы в процессе авторемонта.
Ручной кромкогиб для авторемонта
Известно, что сварку встык очень сложно сделать на тонком железном материале. Благодаря инструменту, который представлен в этом видео канала “автореаниматор”, значительно облегчается работа по авторемонту. Теперь можно маскировать шов, который производится внахлёст, в результате получается полная иллюзия сварки встык. Внешне это выглядит очень эффектно и красиво. Сначала посмотрите, как работает мастер этим своим инструментом, конструкцию кромкогиба. Во втором видеоролике вы сможете увидеть чертежи изделия.
Мастер показывает, как с помощью ручного самодельного кромкогиба удается сделать ровные соединение двух деталей в ходе авторемонта. Одна из деталей имеют однородную ровную поверхность. На 2 детали сделаны кромка с углублением. Паз миллиметровой глубины. Два элемента прикладывается друг другу. По канавке в месте соединения проводится сварочный шов. Далее шлифуется выравнивается. Получаем ровное аккуратное и плоское соединение двух элементов, после покрытия краской смотрится как одно целое. Эффект сварки встык, но на самом деле внахлёст.

Рассмотрим конструкцию ручного кромкогиба в более подробном виде. Маленькие тиски для устойчивости. Точка опоры. Длина рычагов 0,5 метра. Трубка на 25. к ней приварены два куска шины. Два отверстия. Получается п-образная деталь. Болтики на 12. Попробуем разобрать инструмент. Когда можно будет более подробно показать все составные части. Выступ на этой части не является формирующей. На 2 детали есть ответная часть. Для облегчения работы сделан рычаг.
Вальцовка для медных труб: для чего она нужна, инструменты для вальцовки и развальцовки труб из меди
Трубы из этого материала используются уже очень давно. Встречаются трубопроводы, которым более 60 – 70 лет, к которым сегодня нет фитингов нужных размеров. В этом случае мастера делают развальцовку медных труб специальными инструментами. Если предстоит самостоятельный ремонт или замена элементов медного трубопровода, то следует знать, что такое вальцовка, и что для этого нужно.
Что лучше: инструменты или вальцовка для медных труб своими руками
Вальцовка для медных труб – это особый способ их деформации, который необходим для соединения отдельных элементов трубопровода. Необходимость в вальцовке может появиться в том случае, если требуется ремонт устаревшей коммуникации, к которой нет подходящих фитингов, так как их уже не выпускают.


Для получения нужного результата потребуется специальный инструмент для вальцовки труб, но если такового нет, придется делать конус необходимого размера из подручных материалов. Этот шаблон следует вставить в трубу и проворачивать до тех пор, пока ее конец не расширится.
Проворачивать конус можно в любом направлении, но действовать предельно осторожно, так как при пережиме медь дает трещину.
В подобном процессе есть свои недостатки:


Более дорогими являются наборы для развальцовки медных труб. Если предстоит обширный объем работ, то подобный инструмент позволит провести их качественно. В набор входят:
Как показывает практика, для качественного результата требуются качественные инструменты. Кустарно сделанный труборасширитель для медной трубы способен «запороть» всю работу, что приведет либо к разгерметизации магистрали и покупке новых труб, либо инструментов.
Инструменты для вальцовки
Медь весьма податлива, поэтому некоторые новички думают, что сделать вальцовку подручными средствами не составит труда, забывая, что этот металл достаточно хрупкий. Иногда хватит небольшого усилия, чтобы сломать тонкие стенки трубы. Чтобы этого не произошло, лучше воспользоваться одним из следующих инструментов:

- Расширитель для медных труб – самый лучший вариант для подобных работ, так как при этом обороты конуса производятся с незначительной и постепенной деформацией стенок трубки, что исключает их разрывы.
- Стенки получаются одной толщины, даже если до начала развальцовки одна из них была толще другой.
- После применения развальцовщика стенки трубки становятся абсолютно гладкими, чего не бывает при применении инструментов кустарного производства.
- Трубы после подобной обработки готовы к вторичной эксплуатации.
- Когда требуется сделать ответвление в контуре, проводится отбортовка медных труб. Этот процесс несколько отличается от вальцовки, так как работать приходится не с концом трубки, а ее «телом». В нужном месте вначале сверлится отверстие необходимого диаметра, после чего в него вставляется специальная оправка с раздвижными «усиками». Наружная часть инструмента закрепляется снаружи и используется в качестве упора. К отбортовщику подсоединяется электроинструмент со шпинделем, вращение которого вытягивает оправку, при этом «усики» отбортовщика загибают стенки отверстия наружу.

Можно сделать отбортовщик для медных труб своими руками, но результат может оказаться тот же, что и при использовании кустарного развальцовщика.
Поэтапные действия при развальцовке
Чтобы соединение медных труб с развальцовкой было выполнено правильно, нужно придерживаться следующих шагов:
- Прежде всего, проводится зачистка конца трубки, что можно сделать наждачным полотном либо фаскоснимателем.
- На подготовленную трубу надевается муфта.
- Другой конец трубки вставляется в развальцовщик, при помощи которого создается кромка с углом в 45°.
- Развальцованная часть трубы соединяется с другим концом муфтой и закручивается гайкой.
Подобные работы проводятся при ремонте отрезка магистрали, так как всегда можно отрезать поврежденный участок трубы, зачистить, сделать вальцовку и соединить при помощи муфты, после чего она опять готова к эксплуатации.
Если предстоит соединение труб при помощи пайки, то последовательность действий несколько другая:
- Концы трубок зачищаются.
- У одной из них проводится развальцовка, во время которой ее конец расширяется настолько, чтобы вместить диаметр второй трубки.
- На трубу, которая будет находиться внутри, наносится флюс, и она вставляется в развальцованную часть.
- На поверхность в месте соединения наносится припой и начинается нагрев труб газовой горелкой или паяльником до уровня плавления припоя.
- Расплавленный припой заполняет зазоры между трубками.


Подводя итоги, можно сказать, что лучшим вариантом для соединения медных труб является наличие необходимых инструментов. Если требуется вальцовка, то пусть это будет самый недорогой, но профессионально сделанный развальцовщик, чем кустарное его подобие. Вальцовка труб – это крайне точная работа, в которой отклонения в любую сторону приведут к разгерметизации участка магистрали, поэтому проводить ее должен либо профессионал, либо самостоятельно при наличии качественных инструментов.
Как выполнить развальцовку или разбортовку медных трубок своими руками
При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.


Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Обратите внимание! Развальцовка, разбортовка или вальцевание – это расширение одного или обоих торцов трубы и изменение формы края. Такое формование позволяет изготовить на конце прямой медной трубки раструб нужной формы, необходимый для ее соединения с другими элементами конструкции.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.


Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.

Это важно! Если раструб имеет трещины, его кромки не параллельны друг другу или перекошены относительно оси трубы, необходимо отрезать весь развальцованный край и повторить процесс разбортовки сначала.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.

Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
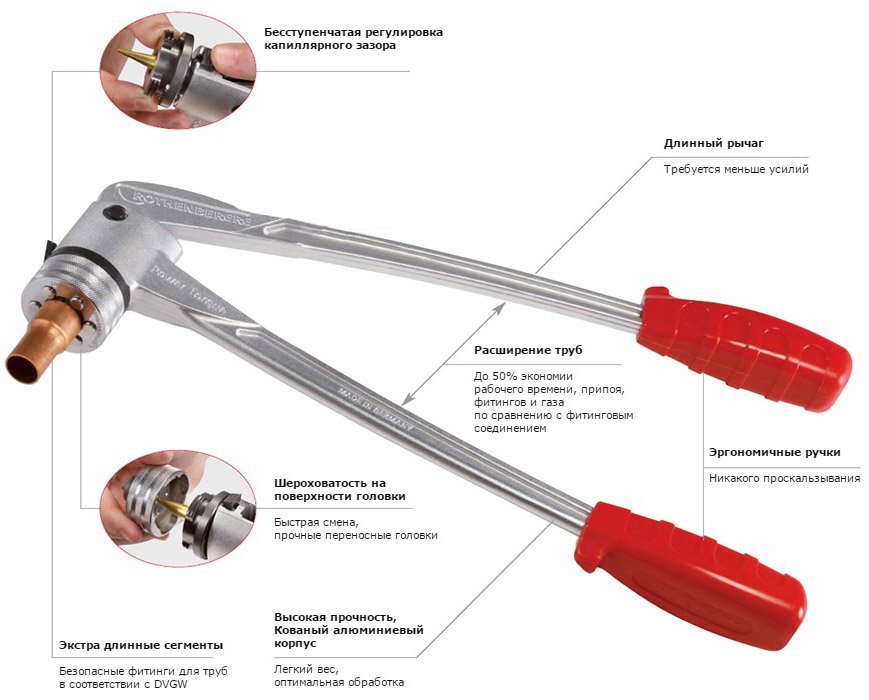

Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
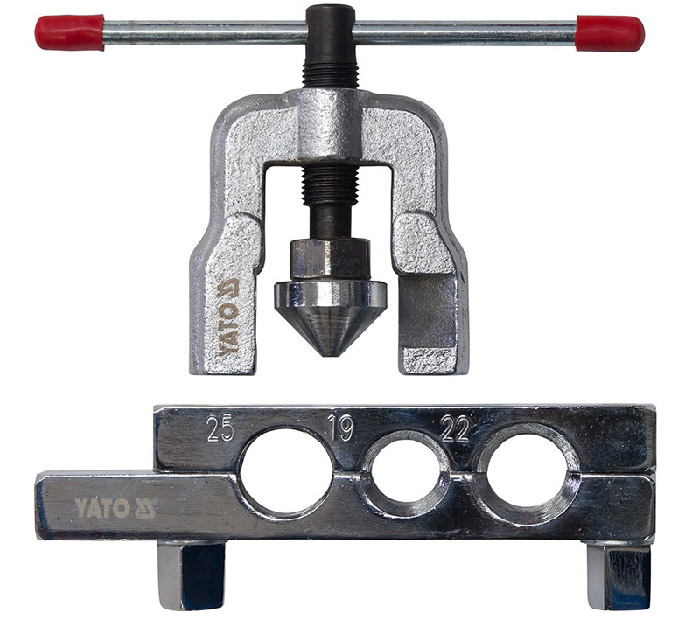
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.

При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
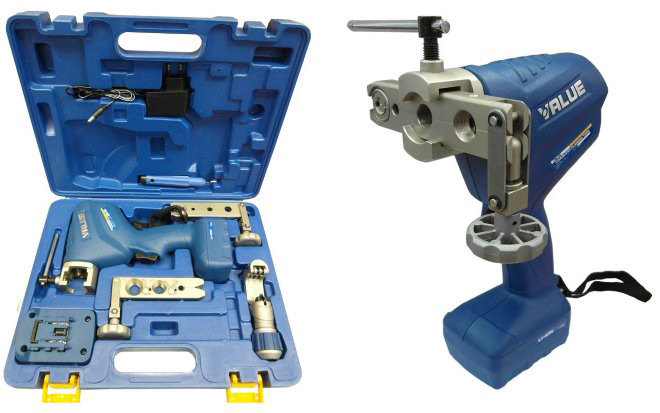
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.

Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Обратите внимание! Выбирая инструмент для развальцовки, следует оценить его необходимость и рациональность покупки.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
- Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
- Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
- При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие. Это поможет распределить усилие и не повредить трубу.
- Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
- Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
- Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.

Развальцовка медных трубок своими руками – пошаговая инструкция процесса с видео уроками, какой инструмент понадобиться


Особенностью таких соединений является применение трубок небольших размеров. В этих случаях в месте стыка может получиться уменьшение проходного размера до критичных величин.
Поэтому при выполнении этой операции производится раздача одной трубы с установкой внутрь нее стыкуемой детали без потери проходного размера.
Основными видами соединений, при которых используется данная технологическая операция, являются – муфтовая стыковка и пайка.
Технология и особенности процесса развальцовки
Стыковка деталей трубопровода – наиболее ответственный момент при монтаже. Основной особенностью процесса является придание концу детали размера, соответствующего наружному размеру трубы.


При соединении деталей из меди пайкой производится раздача конца трубы. При этом внутренний диаметр обрабатываемого конца должен быть на 0,12-0,2 миллиметра больше наружного размера трубки.
Такой зазор обеспечивает нанесение на ее поверхность слоя припоя. После этого тонкий конец вводится в отверстие, и стык прогревается паяльной лампой, газовой горелкой или любым другим доступным способом.


Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.


На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном. Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Как паять медные трубы: пошаговый разбор работ + практические примеры
При монтаже систем водоснабжения и других инженерных коммуникаций из медных труб применяются разные методы соединения. Самый надежный — пайка. При таком варианте применяется припой, в виде термопластичного состава. Он плавится, под воздействием высокой температуры, создаваемой газовой горелкой. Благодаря чему, припой проникает в зазор между двумя соединяемыми деталями и получается герметичное соединение. Выполняя пайку медных труб, можно создать качественные швы, выдерживающие большое давление и механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700 °C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Трубы из меди есть разные 
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Фитинги под опрессовку 
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110 °C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300 °C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида:
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Муфты для пайки медных труб 
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
Есть фитинги для пайки медных труб с впаянным припоем 
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри 

Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы 
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100 °C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб 
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез 
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов 
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой 
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса 
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300 °C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками 
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Пайка медных труб мягким припоем 
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
