Отпуск стали виды и назначение отпуска
Отпуск стали: виды и назначения
Отпуск — завершающая стадия термической обработки стали. Выполняется после закалки. От неё зависит качество и срок службы детали.
Задача заключается в том, чтобы нагреть стальную заготовку до температуры ниже уровня критической, после чего некоторый период времени значение выдерживается и медленно (либо быстро, в зависимости от специфики техпроцесса) выполнить отпуск до нужного показателя.
![]()

Выполняются следующие действия:
- Уменьшается или полностью устраняется возможное напряжение в стальной заготовке.
- Повышается показатель вязкости металла, до значения, требуемого условиями эксплуатации.
- Снижается твердость заготовки, это важно для ее обработки.
Основными процессами во время операции являются: распад мартенсита, последующая полигонизация, рекристаллизация.
Изделие подвергается нагреву в печи от 150-250 и до 370-650 ºC, значение контролируется плавно, резкие смены показателей недопустимы.
Виды отпуска стали
Каждый вид характеризуется назначением, условиями проведения, предписанным температурным режимом, которые прорабатываются в зависимости от последующих условий эксплуатации заготовки, необходимости придания ей определенных характеристик.
- Низкий. Температура нагрева — 150-300 ºC;
- Средний. С температурой нагрева — 300-450 ºC;
- Высокий. Температура — 450-650 ºC.
![]()
Низкий
Процедура проводится с учетом нагрева в печи до 150-250 ºC. Далее проводится продолжительная выдержка, учитывая значение температуры, завершающей стадией является охлаждение заготовки на открытом воздухе.
Когда осуществляется выдержка стальной заготовки, в установленном диапазоне температуры мартенсит принимает форму отпуска. Образовавшееся ранее напряжение в структуре будет снято, аустенит остаточного значения превратится в мартенсит аналогичной формы. Если этапы проведены правильно, достигается прочность детали, можно легко обрабатывать ее для получения требуемой формы и габаритов.
По завершении операции, металл сохраняет твердость, но в отдельных случаях, показатель увеличивается. Достигается результат благодаря распаду остаточного аустенита. Параллельно с сохранением твердости, локализуется хрупкость закалки. Данный вид операции используется при изготовлении различных изделий, режущего инструмента, при условии, что обеспечивается высокая твердость конструкции. Благодаря трансформации мартенсита, обеспечивается стабилизация габаритов заготовки. Это актуально при условии соблюдения параметров измерительного инструмента, в процессе изготовления которого используется инструментальная сталь. При изготовлении инструмента проводится именно данный вид операции.
Средний
Предусматривается соблюдение температуры 300-500 ºC. Твердость на последней стадии стремительно понижается, но увеличивается значение вязкости. Можно получить троостит отпуска, твердость металла повышается до значения 43 HRC. Применяется в процессе изготовления пружин, рессор, специального технологического инструмента, для которого характерна высокая прочность, упругость. При этом – твердость устанавливается на среднем уровне, это позволит осуществлять обработку заготовки, придание ей нужных характеристик.
Высокий
Выполняется с учетом температурного режима в 500-600 ºC. Главное назначение заключается в получении максимальной вязкости при оптимальном сочетании прочности, упругости структуры стали. На практике, это применяется в процессе изготовления деталей, выполненных из конструкционных марок. В процессе выполнения работы они подвергаются воздействию высокого напряжения. Это актуально при воздействии на структуру металла ударных нагрузок при отливке.
В ходе изготовления деталей, рассчитанных на использование различных типов механизмов, станков, принято использовать термообработку. Суть заключается в закалке заготовки с дальнейшим высоким отпуском. Выполняется он с учетом сохранения температуры, благодаря чему обеспечивается получение сорбита, отличной пластичности и прочности металла. Процесс обработки носит название «улучшение характеристик металла».
Может предусматриваться и нагрев в металле. Его выполняют исключительно в печах, используемых на производстве при проведении иных способов обработки заготовки. Потребуется обеспечить равномерную температуру на протяжении всего этапа, осуществляя параллельно с этим точный контроль состояния металла.
Отпускная хрупкость
Параллельно с увеличением значения температуры отпуска, возрастает ударная вязкость, охлаждение не воздействует на характеристики. Для отдельных марок стали, характерно понижение указанного показателя, дефект носит название «отпускная хрупкость».
Отмечается два вида явления, каждое из которых выделяется спецификой формирования, последующим результатом. Обратите внимание на особенности каждого из них, от этого зависит разработка технологического процесса создания заготовки.
![]()
Отпускная хрупкость 1 рода
Возникает, когда область температур проходит значение 300 ºC. Это не связано параметрами охлаждения заготовки, на заключительном этапе обработки. Подобное проявление вызвано разницей уровней превращения мартенсита в создаваемой заготовке. Измеренное значение хрупкости необратимо, даже при нагреве этого элемента повторно, оно не будет проявляться, следовательно, структура сохраняется в стабильном состоянии.
Отпускная хрупкость 2 рода
Явление проявляется в структуре легированных марок стали, когда осуществляется медленное их охлаждение. Устанавливается температура 450-650 ºC. Когда при отливке заготовки имеет место высокий отпуск, по границам металла отмечается выделение дисперсных включений карбидов. При рассмотрении, приграничная зона объединяется, благодаря наличию легирующих компонентов.
Когда осуществляется плавное охлаждение, формируется диффузия, она проявляется острее к границам зерна. Части структуры в приграничной области обогащаются фосфором. Это проявление позволит понизить уровень ударной вязкости, а также прочность. Отмечено как обратимый процесс, при вторичном нагреве, плавном охлаждении до нужного значения, если установлен опасный для показателей интервал, дефект имеет все шансы возникнуть заново. Стали, имеющие склонность к формированию в структуре хрупкости данного рода, не могут нагреваться до 650 ºC.
Принимается решение провести отпуск того или иного вида, в зависимости от характеристик заготовки, эксплуатационных показателей, а также потребностей производственного процесса. Важно соблюсти температуру, в дальнейшем осуществлять естественное охлаждение заготовки, что позволит добиться внушительного результата. В процессе нет ничего сложного, если заблаговременно проработать карту технологических операций.
Что такое отпуск стали, виды и технология процесса
Суть отпуска стали и его виды: физика процесса, температурные диапазоны и особенности применения. Низкий, высокий и средний отпуск. Отпускная хрупкость, и как ее избежать. Самостоятельный отпуск стали в домашних условиях.


Отпуск стали является заключительной стадией термообработки и используется для снижения избыточной твердости, уменьшения хрупкости и устранения внутренних напряжений металла. Чаще всего его применяют к углеродистым сталям, подвергнутым закалке на мартенсит, т. е. нагретым немного выше 727 ºC и охлажденным с высокой скоростью в водной среде.
Обычно стальные изделия отпускают при температурах, которые в несколько раз ниже температуры закалки, сохраняя при этом мартенситовую структуру, обеспечивающую твердость металла. Такой термообработке в основном подвергают режущий инструмент и другие изделия из инструментальных сталей.
Однако, существуют виды отпуска с нагревом, близким к закалочному (на троостит и на перлит), после которых металл приобретает требуемую упругость и у него повышается ударная вязкость. Легирующие добавки замедляют процесс формирования необходимой структуры, поэтому детали из легированных сталей отпускаются при более высоких температурах.
Традиционная технология отпуска — это нагревание изделия до нормативного значения с охлаждением его на открытом воздухе, хотя некоторые виды стальных изделий отпускают в масляных или расплавных средах. Отпускать можно как все изделие, так и его часть. Например, у ножей подвергают отпуску только обушок и рукоятку, сохраняя при этом полную закалку лезвия.
Что такое отпуск стали
Отпуском металла называют один из видов термической обработки, при которой сохраняется его фазовое состояние, но при этом корректируется ряд закалочных характеристик. В первую очередь при отпуске резко уменьшается напряжение внутренней структуры, которое возникает в результате деформаций кристаллической решетки при закалке.
Кроме того, снижается жесткость и хрупкость, что является следствием насыщения игольчатых элементов мартенсита ферритом и образования перлитовых зерен (см. рис. ниже). Такая структура сохраняет свойства закаленного металла, но вместе с тем становится более пластичной и вязкой.
У легированных сталей все эти процессы протекают с некоторыми отличиями, которые связаны с тем, что легирующие элементы в определенных условиях становятся центрами кристаллизации и таким образом изменяют физико-химические характеристики металла.


В целом соблюдается правило: чем выше температура, тем ниже хрупкость и твердость и выше гибкость и вязкость. В зависимости от используемых температурных диапазонов выделяют три основных вида отпуска стали: низкий, средний и высокий, пределами нагревания которых являются, соответственно, 300 ºC, 450 ºC и 650 ºC. Первый вид характеризуется самой высокой твердостью, а последний — самой большой ударной вязкостью.
Температуры нагрева при отпуске сталей напрямую зависят от их химического состава, т. к. легирующие добавки оказывают значительное влияние на процесс формирования структурных элементов. Обычно это связано с замедлением распада мартенсита, что требует повышения температурных режимов.
Кроме того, при отпуске высоколегированных сталей могут присутствовать такие явления, как увеличение жесткости, связанное с образованием троостита, и возникновение отпускной хрупкости.


Низкий отпуск
При 120÷150 ºC изменения твердости не происходит, а только снижаются остаточные напряжения. Для ее уменьшения изделие необходимо нагреть как минимум до 200 ºC и выдерживать в этих условиях не менее одного часа. В интервале от 200 ºC до 300 ºC начинается формирование мартенсита отпуска и происходит уменьшение твердости с одновременным увеличением вязкости стали.
В некоторых случаях в этом температурном диапазоне наблюдается значительное снижение вязкости, которое называют отпускной хрупкостью. Последствия этого явления устраняются дополнительной термообработкой. Кроме инструментальных, низкий отпуск с нагреванием до 250 ºC применяется и для конструкционных сталей, поверхность которых была подвергнута термохимической обработке.
Средний отпуск
Средний отпуск предназначен для термообработки стальных изделий, которые должны сочетать в себе повышенную прочность и упругость с заданными параметрами вязкости. Как правило, таким способом отпускают рессорные и пружинные стали, работающие в режиме переменных динамических нагрузок.
Температурный диапазон в этом случае составляет от 300 ºC до 450 ºC, а твердость снижается до 45÷50 HRC против 60÷63 при низкотемпературном отпуске. После такой термообработки сталь приобретает трооститную структуру. Выдержка при нагреве при среднем отпуске может составлять до нескольких часов, а охлаждение проводится естественным путем на спокойном воздухе.
Высокий отпуск
Это связано с тем, что металл приобретает структуру сорбита отпуска и у него на 95 % снижаются внутренние напряжения. Таким способом отпускают изделия, работающие в условиях ударных нагрузок: валы, оси, шатуны, детали прессов и кузнечных молотов.
Если же сталь отпускать при 690 ºC, то в ее структуре будет превалировать зернистый перлит, а сама она будет иметь максимальную пластичность и минимальную прочность. У некоторых ванадиевых, хромовых и вольфрамовых сталей при отпускании с нагреванием до 560 ºC может происходить образование троостита, что ведет к повышению твердости (т. н. вторичная твердость).


Отпускная хрупкость
Это явление называется отпускной хрупкостью и имеет место при термообработке как углеродистых, так и легированных сталей. Она проявляется в двух температурных диапазонах: 250÷400 ºC и 500÷550 ºC и, соответственно, носит название отпускной хрупкости I и II рода (см. рис. ниже).
Первая характерна для углеродистых сталей, и избавиться от нее можно, снова нагрев деталь немного выше 400 ºC. Повторно она, как правило, не проявляется, но при этом у металла наблюдается некоторое снижение твердости. Отпускная хрупкость II рода может возникать у легированных сталей, которые после нагрева до указанного интервала подвергаются медленному охлаждению.
Для нейтрализации этой проблемы обычно повышают скорость охлаждения, при этом повторный нагрев изделия может снова вызвать возникновение такой хрупкости. Еще один способ, позволяющий избавиться от этого явления, — введение в состав сталей небольших количеств молибдена или вольфрама.
Для отпуска крупногабаритных деталей он предпочтительнее, т. к. большая скорость охлаждения может вызвать их деформацию и возникновение чрезмерных внутренних напряжений.


Как отпустить сталь самостоятельно
На самом деле это не такая сложная задача, как может показаться. В учебниках по термообработке и на интернет-сайтах достаточно таблиц с перечнями изделий и марками стали, из которых они изготавливаются, а часто даже и с температурными режимами их закалки и отпуска (см. таблицу выше).
Для нагрева своей детали можно использовать практически любой источник тепла: от духовки кухонной плиты до газовой горелки или самодельного горна. Важным моментом является температура разогрева. В принципе, ее можно определить по цветовым таблицам побежалости, появляющейся на горячем металле, которые также легко найти в интернете.
Это старинный проверенный метод, известный еще с древних времен, но он требует некоторого опыта, т. к. его главные недостатки — это субъективность восприятия цвета и его зависимость от внешнего освещения. Для новичка лучшим решением будет использование терморегулятора плиты или обычного мультиметра с термопарой.

Приходилось ли кому-нибудь использовать мультиметр с термопарой для замера температуры отпуска? Насколько точен этот прибор и как соответствуют его показания цвету побежалости? Если кто-нибудь имеет такой опыт, напишите, пожалуйста, ваше мнение в комментариях.
Особенности и виды отпуска стали как способа термообработки металла

- Виды отпуска стали
- Явление отпускной хрупкости
- Термообработка инструментальных сплавов
Комплекс этих мероприятий приводит к выделению лишнего углерода, перестройке и упорядочиванию структуры металла, устранению дефектов его кристаллического строения. Обработанные материалы приобретают заданный комплекс механических свойств, среди которых основные — увеличение пластичности и снижение хрупкости при сохранении достаточного уровня прочности.

Виды отпуска стали
- Низкий.
- Средний.
- Высокий.
Понятие низкого отпуска.
Низкотемпературному отпуску подвергают железоуглеродистые и низколегированные стали для производства режущего и измерительного инструмента, который не испытывает динамических нагрузок. В основном его выполняют для сталей, закалённых токами высокой частоты, а также для сплавов, поверхность которых ранее насыщалась углеродом и азотом.

Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость. Из стали выделяется весь избыточный углерод, а карбид переходит в цементит. Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались. Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.
Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.

Технология высокого отпуска.

Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.

Явление отпускной хрупкости
Изучая сущность процесса, можно было бы сделать вывод, что при любом увеличении температуры отпуска станет повышаться и ударная вязкость. Но при обработке стальных сплавов в определённых температурных интервалах возникает внезапное падение ударной вязкости без изменения прочих механических характеристик. Это явление обозначается термином «отпускная хрупкость» и объясняется следующим образом:

- Отпускная хрупкость ΙΙ рода — обратимый процесс. Возникает при замедлении охлаждения некоторых легированных хромом, марганцем и никелем сталей, которые отпускались при температурах выше 500 °C. Причиной опять является выделение и диффузное перераспределение карбидов, а также фосфидов и нитридов. Чтобы подавить развитие обратимой хрупкости, применяют повторный отпуск с масляным охлаждением, при этом скорость последнего должна быть как можно более высокой. Добавки в легированную сталь до 1% вольфрама или до 0,3% молибдена тоже помогают решить эту проблему. Интересно, что если во время эксплуатации детали будут снова подвергаться нагреву до температуры выше 500 °C, отпускная хрупкость возникнет повторно, почему она и получила название обратимой.

Термообработка инструментальных сплавов


Теплопроводности самого железа и легирующих его элементов значительно различаются, поэтому для предотвращения деформации и растрескивания при нагреве следует выполнять температурные паузы. Это происходит при достижении 800 °C и 1050 °C, а для больших предметов первый интервал назначают при температуре 600 °C. Длительность остановки лежит в пределах от 5 до 20 минут, что позволяет обеспечить наилучшие условия для растворения карбидов. Охлаждение чаще всего проводят в масле.
Существенно уменьшить деформацию позволяет ступенчатая термообработка стали в расплавах солей, где закалка выполняется при температуре около 500 °C. Для увеличения твёрдости изделий далее следует двукратный отпуск при 570 °C. Длительность процесса составляет 1 час, а на его режим влияют химические свойства легирующих элементов и температура, определяющая скорость выделения карбидов.

Что такое отпуск стали
Отпуском принято называть заключительную стадию термической обработки стали с целью устранения внутреннего напряжения, нарушения кристаллической структуры металла (сопровождается неравномерным распределением углерода, легирующих веществ). Также эта технология позволяет снизить избыточную твердость и хрупкость, благодаря чему изделие становится более устойчивым к нагрузкам (в том числе термическим), коррозии, прочным и достаточно пластичным.
Процесс отпуска заключается в постепенном нагреве металла до 727 °C с последующим его медленным остужением на заданной скорости. Температура разогрева влияет на фазовое состояние и структуру металла. Для отпуска стали зачастую используют температуры, превышающие отметки закалки в несколько раз. Чем выше температура, тем менее хрупким и более гибким становится изделие.
На качество получаемого металла в рамках отпуска сталей влияет также:
- Длительность нагрева — в среднем он занимает около 3 часов, при этом основные процессы завершаются к 40 минуте. Далее сталь продолжают накалять, чтобы атомы углерода, железа, легирующих добавок распределились как можно равномернее по всей толщине заготовки.
- Скорость остывания — наиболее качественным изделие становится при максимально медленном остывании. Достичь этого удается за счет использования масляных, селитровых или щелочных сред, в которые помещают раскаленный металл.
В случае с заготовками отпуск сталей проводят обычно сразу после закалки, штамповки, глубокой вытяжки. Данный метод термической обработки подходит для сталей:
- легированных;
- углеродистых (с различным содержанием углерода);
- конструкционных;
- специальных;
- инструментальных;
- любого качества.
Виды отпуска стали
С учетом температуры нагрева отпуск сталей может быть низким, средним и высоким. Каждый вид отпуска обладает характерными свойствами и используется для обработки конкретных изделий.
Высокий отпуск
Такой способ предусматривает нагрев до 500-680°С — температурные показатели, максимально приближенные к критической точке плавления. Данный вид обработки придает стали пластичности, повышает ее:
- относительное удлинение;
- сужение;
- ударную вязкость.
В рамках высокого отпуска стали приобретается структура сорбита. Она полигонизуется, рекристаллизируется, избавляясь от внутреннего напряжения, вызванного закалкой. Длительность высокого отпуска составляет 2-3 часа, если конструкция сложная — это время увеличивается до 6 часов.
При высокотемпературном отпуске отмечается снижение прочности материала. По этой причине методику не применяют для обработки деталей, которые во время эксплуатации будут подвергаться сверхвысоким нагрузкам. Также при отпуске некоторых легированных сталей можно столкнуться с так называемой обратимой высокотемпературной хрупкостью.
Высокий отпуск получил популярность при обработке большинства деталей машин, изготавливаемых из углеродистых, легированных сталей (называются улучшаемыми):
- валы;
- оси;
- шатуны;
- шпиндели;
- зубчатые колеса, испытывающие повышенные нагрузки при невысоких скоростях и др.

Что такое отпуск среднетемпературный
Данный способ термообработки сталей осуществляется в температурном диапазоне 350–500 °С. Его основная особенность заключается в активной диффузии углерода, при этом полигонизация и рекристаллизация сплава отсутствует. Материал становится более упругим, с повышенной релаксационной стойкостью. Процедура среднего отпуска стали осуществляется в течение 2-4 часов с применением маслянистой или щелочной среды (может использоваться вода). Выбирать температуру среднего отпуска следует так, чтобы избежать необратимой отпускной хрупкости.
С помощью среднего отпуска проводят обработку:
- рессор;
- пружин;
- ударных конструкций.
Низкий отпуск
Стальную заготовку или готовое изделие нагревают до 100-250°С. Процедура длится от 1 до 3 часов (зависит от типа детали и ее размеров). Низкий отпуск сталей сопровождается частичной диффузией частиц углеродистых составляющих, при этом полигонизация и рекристаллизация атомарной решетки не происходит. Мартенсит закалки заменяется отпущенным мартенситом, что способствует достижению:
- прочности;
- пластичности;
- твердости;
- химической инертности.
При этом закаленная сталь сохраняет прежнюю твердость, что в целом обеспечит получение достаточно износостойкого изделия. Однако важно учитывать тот факт, что нагрузки динамического характера будут оказывать разрушающее воздействие на сталь низкого отпуска.
Эта технология характеризуется универсальностью, но преимущественно ее применяют для работы с низколегированными и высокоуглеродистыми сталями. К примеру, низкому отпуску подвергаются:
- ножи и прочие режущие детали;
- посуда;
- детали подшипников качения;
- цементованные, нитроцементованные элементы;
- детали, которые обрабатывают посредством закалки ТВЧ.

Часто применяют низкий отпуск в отношении сталей, прошедших термообработку высокочастотными токами.
В случае проведения низкого и среднего отпуска важно избегать попадания в температурный промежуток 250-300С, который называется островком хрупкости первого рода (возникает необратимая порча металла).
Особенности работы с инструментальными сплавами
Для высокого, среднего и низкого отпуска подходит только сталь, содержащая максимум 0,7% углерода. Металлы с большим содержанием этого вещества, также называемые инструментальными сплавами, обрабатываются другими способами.
Поскольку такой материал используют для производства износоустойчивых инструментов, важно обеспечить его правильную термообработку. Прежде чем наступит этап отпуска стали, проводят закалку — процесс нагрева материала до температуры изменения кристаллической решетки (около 500С) с использованием расплавов солей. Это приводит к увеличению растворимости легирующих материалов, что выражается приобретением кристаллической решетки (связано с избытком легирующего элемента) игольчатой формы.
Применение закалки и отпуска стали используют для обычных инструментальных сплавов. Чтобы каление оказалось максимально эффективным, важно обеспечить высокую скорость охлаждения стали, для чего используют:
- воду;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
К примеру, охлаждение заготовок с температуры 600°С на воздухе происходит в 6 раз медленнее, чем в воде. Растворенные в воде соли способствуют повышению закаливающих свойств металла, но такой способ имеет главный недостаток — в местах образования мартенсита возникают трещины. Для металлов, использующихся при изготовлении медицинских инструментов, используют охлаждение в разряженном воздухе, благодаря чему на поверхности изделий не образуется оксидная пленка.
Быстрорежущие инструментальные сплавы не рекомендуется обрабатывать отпуском, поскольку они содержат дополнительные легирующие присадки в виде:
- вольфрама;
- молибдена;
- ванадия;
- кобальта.
Такие элементы обладают термоустойчивостью, а, значит, неспособны менять физико-химические свойства при рабочих температурах отпуска стали. По этой причине основной способ термообработки заключается в многоступенчатой закалке. Она представляет собой поэтапное нагревание металла до 800, 1050 и 1200°С. После этого сплав резко охлаждают в масляной среде. Между первым и вторым нагревом необходимо соблюдать выдержку от 5 до 20 минут. Она позволяет карбидам раствориться в допустимых пределах.
Что называют отпускной хрупкостью
В отношении практически всех металлических деталей действует правило зависимости пластичности и вязкости от температуры нагрева при отпуске стали — чем она выше, тем изделия пластичнее. Однако это правило не действует в случае с некоторыми марками сталей — при повышении температуры их физические характеристики снижаются, а жесткость и хрупкость — увеличиваются. Такое явление назвали отпускной хрупкостью. Оно характерно для углеродистых, легированных сталей и бывает двух видов, которые проявляются в следующих температурных диапазонах:
- 250-400°С — отпускная хрупкость I рода, которой могут подвергаться все типы сталей, избавиться от нее не удастся, даже раскалив повторно деталь, кроме того, металл теряет твердость, такую хрупкость называют еще необратимой, т.е. испорченный материал подлежит только повторной переплавке;
- 500-550°С — отпускная хрупкость II рода, возникает в легированных сталях в результате медленного охлаждения после нагрева до указанного интервала, является обратимой, ее возникновение провоцируют выделяющиеся карбиды, нитриды, фосфиды на границах бывших аустенитных зерен.
Нейтрализовать подобную проблему позволяет быстрое охлаждение, однако при повторном нагреве можно снова столкнуться с отпускной хрупкостью. Чтобы этого не произошло, для повторного нагрева стоит использовать масляную среду. Другим способом борьбы с хрупкостью II рода становится обогащение сталей небольшим количеством молибдена или вольфрама. Он больше подходит при отпуске крупногабаритных деталей, поскольку быстрое охлаждение чревато появлением деформаций и чрезмерных внутренних напряжений.

Возможен ли отпуск стали в условиях домашней мастерской
Домашнее использование данной технологии становится возможным, когда необходимо снять внутреннее напряжение металла. В данном случае марка стали не играет роли — нагрев необходимо производить до 200°С (не выше), и выдерживать в таких условиях до 1 часа. Если нужно снизить твердость и повысить вязкость, тогда важно знать марку стали (чтобы определить температурные режимы отпуска). Информацию подобного рода можно отыскать в интернете или в учебниках по термообработке, где представлены таблицы с марками стали, изделиями и температурными режимами закалки и отпуска стали.
В качестве источника тепла для нагрева детали может послужить самодельный горн, кухонная плита или газовая горелка. При этом температуру нагрева определяют по цветовым таблицам побежалости — минусом этого древнего метода является субъективность восприятия цвета и его зависимость от внешних источников освещения. Новичкам рекомендуется пользоваться терморегуляторами плиты или мультимером с термопарой.
Обычно домашний отпуск стали применяют в отношении ножей, вилок, металлических чашек, автомобильных деталей и др. При этом можно столкнуться некоторыми достаточно распространенными проблемами:
- сложность достижения высоких температур — большинство бытовых печей неспособны сильно раскалять металл, в результате остается доступен только низкий или средний отпуск стали;
- небезопасность — термическая обработка подразумевает применение масла, щелочей, с селитры, которые характеризуются своими температурными особенностями, к примеру, селитросодержащие смеси взрываются при сильном нагреве;
- риск ухудшения свойств металла при отсутствии защитной среды — без применения масла, щелочи нарушается скорость остывания стали, что может повысить ее хрупкость, сделать уязвимой перед коррозией, неустойчивой к деформациям;
- риск столкнуться с низкотемпературной хрупкостью I рода — применение неподходящего температурного режима грозит полным разрушением сплава.

В заключение
Отпуск стали входит в категорию востребованных технологических процедур, которые позволяют придать металлу недостающих физико-химических свойств, например, прочности, пластичности. Материал нагревают до определенной температуры, затем остужают в защитной среде.
В зависимости от того, какая именно температура используется, отпуск стали бывает высоким, средним, низким. Наиболее востребованным и эффективным считается высокотермический вид обработки, с помощью которого удается достичь полной диффузии углерода, рекристаллизации, полигонизации стали.
На втором месте по качеству и свойствам исходного изделия низкотермический вид обработки— он подходит для работы с низкокачественными сплавами. Менее востребована технология среднего отпуска стали, что связано с особенностями использования печей — слабые не рассчитаны на нагрев до 350°С, а более сильные разогреваются выше допустимого диапазона. Из-за этого средний отпуск стали характеризуется непрактичностью.
В отношении инструментальных стальных сплавов нельзя использовать стандартный отпуск. Его рекомендуется заменить многоступенчатой закалкой.
Отпуск стали
![]()
![]()
![]()
![]()


![]()

![]()
Закаленная сталь очень твердая, но она хрупкая, у нее низкая пластичность и большие внутренние напряжения. В таком состоянии изделие не работоспособно, не надежно в эксплуатации. Поэтому для уменьшения внутренних напряжений и повышения пластичности после закалки всегда следует еще одна операция термической обработки, которая называется отпуск.
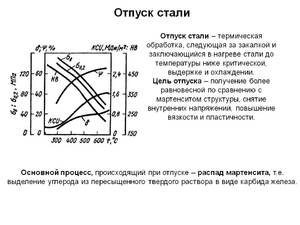
Отпуск – заключительная термическая операция, состоящая в нагреве закаленного сплава ниже температуры фазового превращения (для углеродистой стали это ниже температуры Ас1), выдержке и охлаждении на воздухе. Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Различают три вида отпуска.
1. Низкий отпуск углеродистой стали проводят при температуре 150-200 0 С. При этом из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц. Но поскольку скорость диффузии здесь еще мала, некоторая часть углерода в мартенсите остается.
Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости при сохранении высокой твердости, прочности и износостойкости изделий. Структура стали в результате низкого отпуска представляет собой мартенсит отпуска или мартенсит отпуска и вторичный цементит. Закалке и низкому отпуску подвергают режущий и мерительный инструмент, а так же изделия, которые должны обладать высокой твердостью и износостойкостью (например, штампы для холодной штамповки или валки прокатных станов). Закалке и низкому отпуску подвергают стали с 0,7 – 1,3 %С.
2. Средний отпуск проводят при температуре 350 – 450 0 С. При этом из мартенсита уже выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональные искажения кристаллической решетки железа снимаются, она становится кубической. Мартенсит превращается в феррито-цементитную смесь с очень мелкими, в виде иголочек, частицами цементита, которая называется трооститом отпуска.
При этом происходит некоторое снижение твердости при значительном увеличении предела упругости и улучшения сопротивляемости действию ударных нагрузок. Закалку и средний отпуск проводят для пружин, рессор, ударного инструмента. Средний отпуск применяют для стали с содержанием углерода 0,5–0,65%.
3. Высокий отпуск проводят для среднеуглеродистых сталей с содержанием углерода 0,3 – 0,45%. Он заключается в нагреве закаленной стали до температуры 550 — 650 0 С. Цель высокого отпуск – достижение оптимального сочетания прочности, пластичности и вязкости. Структура стали после закалки и высокого отпуска – сорбит отпуска (мелкая смесь феррита и зернистого цементита, более крупного по сравнению с цементитом троостита отпуска). Термическая обработка, состоящая из закалки и последующего высокого отпуска, является основным видом термической обработки изделий из конструкционных сталей, подвергающихся в процессе эксплуатации действию высоких напряжений и ударных, часто знакопеременных нагрузок. Закалку с последующим высоким отпуском называют улучшением.
Время выдержки при низком отпуске составляет от 1 до 10-15 часов, так как при таких низких температурах диффузия углерода идет медленно. Для среднего и высокого отпуска обычно достаточно 1-2 часа. Для дисков газовых и паровых турбин, валов, цельнокованых роторов в теплоэнергетике требуется до 8 часов, потому что их структура должна быть максимально стабильной.
Изменение механических характеристик углеродистой стали при отпуске показано на рис. 43.

Рис.43. Изменение механических свойств стали при отпуске
Таким образом, с повышением температуры и продолжительности отпуска увеличиваются пластические свойства стали, но снижаются ее твердость и прочность. В практике термической обработки стали режим отпуска назначают в соответствии с требуемыми свойствами, которые определяются условиями работы детали.


Отпускная хрупкость.
Отпускной хрупкостью называют резкое падение ударной вязкости при отпуске при определенных температурах.
Различают два вида отпускной хрупкости – низко температурную и высоко температурную. Первая развивается в температурном интервале 250-4000С. Ее называют необратимой или отпускной хрупкостью первого рода. Ударная вязкость закаленной стали после отпуска в этом интервале меньше, чем после отпуска ниже 2500С (рис. 44).
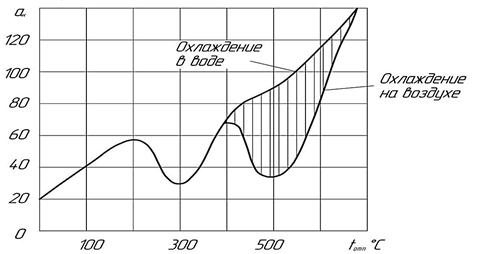

Рис. 44. Зависимость ударной вязкости от температуры отпуска
Если охрупченную сталь, отпущенную при 250-400 0 С, отпустить при более высоких температурах для перевода в вязкое состояние, то повторный отпуск в интервале 250-400 0 С не возвращает сталь в хрупкое состояние. Поэтому такую отпускную хрупкость называют необратимой.
Необратимая отпускная хрупкость в большей или меньшей степени свойственна всем сталям и не зависит от скорости охлаждения с температур отпуска. Ее причину связывают с неоднородным выделением карбидов по границам зерен при распаде мартенсита.
Второй провал на кривой ударной вязкости приходится на интервал температур отпуска примерно 450-600 0 С при медленном охлаждении (рис.44). При этом быстрое охлаждение с температур высокого отпуска, например в воде, предотвращает развитие отпускной хрупкости. Если же сталь вновь нагреть в этот интервал и медленно охладить, то отпускная хрупкость возвращается. Новый нагрев выше 600 0 С с быстрым охлаждением устраняет хрупкость и т.д. Поэтому это явление называют обратимой или отпускной хрупкостью второго рода.
Развитие отпускной хрупкости второго рода связывают с повышенной концентрацией фосфора на границах зерен. Наиболее широко используемые легирующие элементы – хром, никель, марганец усиливают эффект обратимой хрупкости, а введение молибдена и вольфрама уменьшают его. Особенно сильно на снижение склонности к отпускной хрупкости влияет молибден при введении его в сталь более 0,2%.
Отпуск стали
![]()

Отпуск стали – это процесс нагрева стали до определенной температуры и последующее охлаждение изделия. Процесс осуществляется для ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Отпуск стали –это чаще всего финальная термическая обработка после закалки, представляющая собой процесс нагрева полуфабрикатов и изделий до определенной температуры с последующим охлаждением. Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Общее описание процесса
Основные этапы проведения отпуска стали:
- нагрев сплава до температур начала фазовых превращений;
- выдержка при требуемой температуре;
- охлаждение с установленной скоростью.
В результате этого вида т/о получают требуемые технические характеристики изделий, сводят к минимуму внутренние напряжения. Чем выше температура термообработки и чем ниже скорость остывания, тем эффективнее устраняются остаточные напряжения.
Скорость охлаждения зависит от химического состава сплава и запланированного результата:
- интенсивное охлаждение после отпуска при +550…+650°Cповышает предел выносливости стали за счет сохранения в приповерхностном слое остаточных напряжений сжатия;
- металлоизделия сложной конфигурации после высокотемпературного отпуска охлаждают медленно, что позволяет избежать коробления;
- полуфабрикаты из легированных сталей, для которых характерна отпускная хрупкость, после отпуска при +550…+650°C охлаждают только в ускоренном темпе.
В зависимости от температуры нагрева выделяют три вида отпуска стали – высокий, средний и низкий.
Особенности низкого отпуска стали
Этот вид термообработки подразумевает нагрев заготовок и полуфабрикатов до +250°C. Результаты процесса: уменьшение закалочных напряжений, улучшение вязкости без падения твердости.
Средне- и высокоуглеродистые закаленные стали с содержанием углерода 0,6-1,3% после низкого отпуска имеют твердость, равную 58-63 HRC, и высокую износостойкость. Но изделия из таких сплавов при отсутствии вязкой сердцевины неустойчивы к динамическим нагрузкам.
Чаще всего низкий отпуск применяется для режущего и мерительного инструмента, изготовленного из углеродистых и низколегированных марок, металлопродукции после цементации, нитроцементации, цианирования.
Режимы среднего (среднетемпературного) отпуска стали
Температуры среднетемпературного отпускного процесса – +350…+500°C. Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Охлаждение в воде после нагрева до температур +400…+450°C применяется для пружин с целью появления на поверхности остаточных напряжений сжатия, повышающих прочностные характеристики металла.
Высокотемпературный отпуск стали – режимы, цели
Температуры высокого отпуска – +500…+650°C, получаемая структура стали – сорбит отпуска. Задача, решаемая этим видом т/о, – получение оптимального соотношения между прочностью и вязкостью. Комплексная термообработка, включающая закалку и высокий отпуск, называется улучшением. Ее преимущество по сравнению с различными видами отжига и нормализацией – повышение временного сопротивления, предела текучести, ударной вязкости, относительного сужения.
Закалка и отпуск закаленной стали применяются для среднеуглеродистых сталей с содержанием C 0,3-0,5%, к которым предъявляются повышенные требования к ударной вязкости и пределу выносливости. С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
Длительность высокого отпуска – 1-6 часов. Конкретное время зависит от габаритов металлоизделия.
Виды отпускной хрупкости
Повышение температуры отпуска в большинстве случаев улучшает характеристики металлоизделия, способствует эффективному снятию остаточных напряжений. Но есть ситуации, приводящие к ухудшению характеристик сплава. Ученые-металлурги разработали несколько действенных технологий устранения проблемы отпускной хрупкости, которая может быть низко- или высокотемпературной.
Хрупкость I рода – низкотемпературная
Эта разновидность хрупкости возникает при длительной выдержке материала при температурах +250…+350°C. Скорость охлаждения на вероятность ее появления не влияет. Распространяется эта проблема на все марки сталей. Причина возникновения хрупкости I рода – активное, но неравномерное распространение углерода по поверхности кристаллической решетки. Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Отпускная хрупкость I рода является необратимым процессом, и она резко снижает эксплуатационные характеристики сплава, который становится пригодным только для переплавки. Технология борьбы с этой проблемой – выполнение низко- либо среднетемпературного отпуска. Нагрев до промежуточных температур – не допускается. Склонность к низкотемпературной отпускной хрупкости снижает высокотемпературная ТМО.
Отпускная хрупкость II рода – высокотемпературная
Проблема высокотемпературной отпускной хрупкости возникает при совпадении трех факторов. Это:
- нагрев сплава до температур, превышающих +500°C;
- наличие в стали высокого процентного содержания Cr, Mn, Ni;
- медленное охлаждение.
Последствие сочетания этих параметров – неравномерность распределения атомов углерода, хрома, марганца, никеля, нарушающая кристаллическую решетку стали. Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
Существует два наиболее эффективных варианта решения этой проблемы. Первый способ: после появления признаков отпускной хрупкости нагреть металлоизделие еще раз до заданной температуры в масляной среде и быстро охладить. Второй метод –легирование сплава вольфрамом (примерно в количестве 1%) или молибденом – 0,3-0,4%.