Отжиг стали в домашних условиях
Изготовление ножей в домашних условиях — отжиг, закалка стали, отпуск
Для многих людей холодное оружие является символом силы и мужественности. Именно это порой толкает домашних умельцев на самостоятельное изготовление некоторых его видов. Наиболее распространенным вариантом является нож. Сделать это изделие при наличии небольшого перечня электрического инструмента достаточно просто.
![]()

Технология изготовления ножа
Работу следует начать с подбора подходящего материала. Лезвие клинка должно удовлетворять некоторым обязательным требованиям:
- Быть удобным в эксплуатации для тех или иных целей (нож грибника и нож охотника – совершенно различные инструменты);
- Быть прочным, выдерживать возможные ударные нагрузки без разрушения клинка;
- Быть острым и максимально долго сохранять заточку;
- По возможности быть стойким к коррозии.
Вариантов заготовок для домашнего мастера достаточно много. Одним из наиболее доступных является плоский напильник. Даже инструмент со сработанной насечкой может быть легко превращен в удобный, практичный, долговечный нож.
![]()
Отжиг заготовки ножа
Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали. Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней. Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей (обработки температурными режимами), имеющий название отжиг. Он заключается в нагреве детали до сравнительно высоких температур (порядка 650 – 700 С), выдержке при этих температурах в течение нескольких часов и медленном охлаждении.
В домашних условиях отжечь заготовку для ножа можно, прогрев ее в дровяном костре, в духовке, в камине или в печи, протопив их как следует вместе с уложенной в топку заготовкой и оставив металл до полного остывания отопительного прибора. При такой процедуре твердость металла значительно снижается, и он может быть обработан как ручным слесарным инструментом, так и электрическим.
Добившись оптимального снижения твёрдости , с помощью болгарки изготовьте заготовку будущего ножа.
![]()
Проектирование ножа и придание формы
Одной из наиболее сложных задач в изготовлении ножа является проектирование его формы. Самым простым решением для начинающего ножестроителя будет скопировать очертания с любого понравившегося изделия. Лучше всего обратить внимание на модели с простыми формами, поскольку повторить сложные элементы, чаще всего отрицательно влияющие на функционал, в домашних условиях будет проблематично.
Имея определённый опыт в изобразительном искусстве, можно нарисовать уникальный авторский проект. При этом следует обратить внимание на гармоничность линий и сочетание форм рукояти и клинка. Наиболее распространённой ошибкой при проектировании является «перелом» по линии обуха в месте их стыковки. Если специфика применения (как, например, у обвалочного или шкуросъёмного ножей) не требует именно такого сочленения, то лучше всего будет выполнить переход по прямой линии или плавной дуге.
Следующий момент – это длина рукояти. У большинства производителей этот параметр составляет 110 – 120 мм и почти не зависит от длины клинка. В любом случае, даже если нож делается под свою руку, желательно соблюдение такого допуска.
Не стоит также увлекаться количеством и глубиной подпальцевых выемок и упоров. Это снижает удобство работы обратным хватом и вполне может перевести изделие в разряд холодного оружия.
Для соответствия выбранной форме предварительно изготовьте простой картонный шаблон и контролируйте правильность работы, сверяясь с ним.
Одной из обязательных частей ножа является рукоятка. Для ее изготовления наибольшее распространение получили различные породы древесины. В нашем варианте использованы дубовые накладки, которые будут соединены латунными заклепками. Для их установки в хвостовой части заготовки необходимо просверлить три отверстия. Выполнить эту работу с отожженным металлом не составит труда.’
Выбор формы спусков
Геометрия спусков или форма поперечного сечения клинка выбираются исходя из назначения ножа и предполагаемой сферы применения. Чаще всего встречаются такие профили:
- Прямой клин от обуха. Сечение представляет собой равнобедренный треугольник. Наиболее универсальная форма, сочетающая в себе устойчивость режущей кромки к ударам умеренной силы и невысокое сопротивление во время реза.
- Вогнутые спуски. Такой профиль характерен для опасных бритв: очень нежная режущая кромка, не терпящая ударов и боковых нагрузок, высокие режущие качества. Ножи с таким профилем удобны при небольшой глубине реза, с ее увеличением значительно возрастает сопротивление.
- Выпуклая линза. Наиболее простой в освоении профиль. Линзовидные клинки предназначены для тяжёлых работ и особенно популярны у туристов и выживальщиков. Один из самых известных примеров – шведский Fallkniven «F1»
![]()
Существуют также несимметричные спуски, например, у традиционных японских ножей, которыми пользуются профессиональные повара. Для их выведения необходим определенный опыт и специальное оборудование.
![]()
Закалка стали в домашних условиях
Перед сборкой, заточкой и полировкой клинка ножа необходимо вернуть металлу его былую твердость. Для этих целей применяется еще один вид термообработки – закалка. Многие слышали о ней, но не многие выполняли ее на практике, поэтому закалку стали своими руками обсудим более подробно.
Технологически закаливание стали заключается в нагреве ее до высоких (около 900 С) температур и быстром охлаждении, как правило, в жидком охладителе. В качестве последних наиболее доступны машинное масло (отработка) или вода.
Секреты закалки: источник тепла
Существует несколько вариантов приспособлений, способных довести нагрев стальной детали до желаемого температурного порога. Идеальный вариант – муфельная печь промышленного или самостоятельного изготовления.
![]()
При отсутствии подобного инструмента возможно использование еще одного домашнего помощника – паяльной лампы.
![]()
Достаточно мощная струя пламени позволяет легко прогреть детали небольшой толщины до требуемой температуры. Не забывайте перемещать горелку вдоль закаляемой пластины для достижения равномерного прогрева.
Кроме этого возможно использование обыкновенного древесного угля вкупе с паяльной лампой. Для этого выкопайте небольшое углубление в почве, засыпьте туда уголь, в который уложите на ребро закаляемые пластины ножей. Прогревайте лампой уголь вместе с пластинами до достижения последними требуемого нагрева. Подобный способ предохраняет быстрое остывание непрогреваемой части заготовки и ее перегрева.
Третий вариант – изготовление небольшого горна. Он может быть как угольным, так и газовым. Главные конструктивные элементы приспособления – корпус и источник нагнетаемого воздуха. Основу угольного горна можно изготовить из стального листа толщиной 10 мм с приваренным в нижней части обрезком трубы диаметром около 20 см и выводом от нее для подключения шланга от выходного отверстия бытового пылесоса.
![]()
В листе не забудьте просверлить несколько отверстий достаточного диаметра для подачи воздуха. В качестве топлива применяется древесный (мангальный) или каменный уголь.
Секреты закалки: температура нагрева
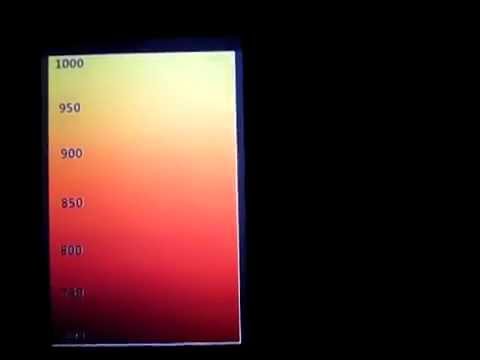
Один из самых важных моментов при самостоятельной закалке стали – достижение заготовкой оптимальной температуры нагрева. В производственных условиях эта величина контролируется специальными высокотемпературными термометрами. В быту же лучше использовать старинные, дедовские способы.
Первый из них – определение температуры по цвету накала заготовки. Замечено, что при нагревании металл изменяет свой цвет в зависимости от достижения той или иной температуры. Для закалки стали наиболее оптимален светло-вишневый или малиновый, что соответствует нагреву в 800-850 С.
![]()
![]()
Второй способ – изменение магнитный свойств. Еще одно свойство стали при нагреве – изменение ее магнитных свойств. Достаточно прислонить нагретую заготовку к сильному магниту и отсутствие «притяжения» между ними так же даст сигнал о достаточности нагрева заготовки.
Секреты закалки: охлаждение
Для охлаждения нагретой до нужных температур заготовки возьмите удобную по объему емкость и налейте в нее отработку. Держа нож за хвостовик клещами с длинными рукоятками, опустите его в масло и подождите некоторое время. Вязкость жидкости обеспечивает оптимальное течение теплообмена. Будьте осторожны, на поверхности масло может воспламениться!
![]()
Второй способ охлаждения – использование воды. При этом чистую жидкость лучше не использовать. Перед работой растворите в ней несколько ложек поваренной соли или примените рассол для охлаждения металла. В старину, когда соль имела очень высокую цену, кузнецы в качестве соляного раствора применяли собственную мочу.
Одним из неприятных моментов, иногда возникающих во время закалки, является поводка клинка или его деформация, возникающая из-за неравномерного нагрева или охлаждения. Чтобы избежать ее, клинок лучше всего опускать в охлаждающую среду строго вертикально режущей кромкой вниз.
Секреты закалки: отпуск
Закалка имеет на только положительное, с точки улучшения эксплуатационных свойств стали, свойство, заключающееся в увеличении твердости в несколько раз, но и отрицательное, состоящее в увеличении хрупкости заготовки. Другими словами при ударе закаленного ножа по металлу, камню, дереву или кости лезвие его может легко расколоться. Во избежание этого используют третий вид термообработки, называемый отпуск. Заготовку необходимо нагреть до температуры 180 – 200°С, выдержать в течение часа и охладить на воздухе. Многие домашние мастера отпускают калёные ножи из напильников в расплаве свинца, однако из-за более высоких температур (температура плавления свинца 327 °С) это может вызвать значительное снижение твёрдости и потерю режущих свойств. Лучше всего воспользоваться обыкновенной газовой или электрической духовкой, если удастся уговорить хозяйку дома.
Сборка самодельного ножа
Выполнив все указанные выше операции и доведя сталь ножа до необходимой твердости, переходим к сборке. Подгоняем форму накладок к хвостовику ножа и вырезаем дополнительно две вставки из кожи.
![]()
Затем смазываем детали клеем, устанавливаем на клею латунные вставки и оставляем сушиться на несколько часов.
![]()
Крайнюю вставку лучше изготовить не из стержня, а из трубочки требуемого диаметра. Это поможет крепить готовое изделие при эксплуатации на кожаный ремешок, что предохранит его потерю в походах, на рыбалке или охоте.
![]()
После высыхания клея тщательно обработайте рукоятку и лезвие наждачной бумагой. Для защиты клинка от коррозии его достаточно хорошо отполировать после окончательной заточки и доводки.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Процесс отжига стали и металла: виды, особенности, технология


- Что представляет собой отжиг
- Виды особенности
- Технология полного отжига
- Особенности и цель неполного отжига
- Рекристаллизация и диффузия
- Предназначение изотермического отжига и нормализации
Отныне лишь высокопрочные и высококачественные материалы могут быть использованы в строительстве. И именно для изменения естественных свойств металла применяются различные методики термической обработки, такие, как отжиг металла, которые позволяют значительно повысить его прочность и обрабатываемость.

Что представляет собой отжиг

Отжиг может проводиться в самых разнообразных случаях. Для примера можно рассмотреть самые основные. Обычно он проводится в следующих целях:
- для уменьшения внутренней напряженности металла, который может возникнуть в результате ковки, иного воздействия на него, или обработки;
- для повышения механических свойств и прочности металла;
- для придания однородности его структуре;
- чтобы улучшить пластичность, что очень важно во время обработки;
- для повышения уровня сопротивляемости и ударной вязкости и др.

Виды особенности
В зависимости от цели и предназначения отжиг может иметь следующие разновидности:
- полный и неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероидизация;
- нормализация и др.
Более подробно рассмотрим некоторые из них.

Технология полного отжига
Что касается технологии: изделие подвергается нагреву, который достигает критической точки, равной примерно 20−50 градусов, имеющий условное обозначение А3. Затем выдерживают в этом состоянии столько, сколько необходимо, и медленно охлаждают. Температура нагрева определяется в зависимости от типа стали по диаграмме состояния. Для каждого типа стали существуют определенные значения температур, при которых достигается необходимая степень нагрева. Эти значения можно найти в справочных таблицах.
Время охлаждения также продиктовано структурой и составом стали, например, изделия из углеродистой стали охлаждают на 180−200 градусов в час, низколегированные стальные детали охлаждаются на 90 градусов в час, высоколегированную сталь, если она подвергается полному отжигу, охлаждают еще медленнее — 50 градусов в час. Поскольку изделия из высоколегированной стали зачастую подвергают другому типу термической обработки, изотермическому, однако бывают и исключения.
Вследствие полного отжига неоднородная структура углеродистой и доэвтектоидной стали, состоящая из крупных и мелких зерен и зачастую не удовлетворяющая по своим механическим свойствам, становится однородной и податливой для обработки. Именно в этих целях и проводится полный отжиг.

Особенности и цель неполного отжига


Технологически процесс неполного отжига отличается степенью нагрева, в данном случае он достигает критической точки на 30−50 градусов выше до А1. Температура нагрева достигает 770 градусов, постепенное охлаждение происходит со скоростью 60 градусов в час: сначала в печи до 600 градусов, а затем на открытом воздухе.
Такая термообработка также применяется для заэвтектоидной и легированной стали. Она нагревается до критической точки Ас1, превышающей на 10−30 градусов. В результате такого нагрева происходит перекристаллизация сплава, которая, в свою очередь, способствует образованию сферической формы перлита. Этот процесс еще называется сфероидизацией.

Рекристаллизация и диффузия
- Рекристаллизационный отжиг проводится с целью восстановления кристаллической решетки, нарушенной в результате деформации стали. Деформация приводит к наклепу, который сопровождается снижением пластичности, сталь становится очень жесткой, что делает ее обработку невозможной. Деформированная сталь нагревается до 650−680 градусов, вследствие чего ферритовые и перлитовые зерна, находящиеся в вытянутом в сторону деформации состоянии, распределяются равномерно, восстанавливая кристаллическую решетку и возвращая стали пластичность и мягкость.
- Диффузионный отжиг проводится в целях выравнивания структурной однородности на химическом уровне, то есть на атомном. Такая необходимость может возникнуть во время затвердевания литых слитков, иначе этот эффект называется дендритной ликвацией. Гомогенизация, или диффузионный отжиг, позволяет ликвидировать дендритную ликвацию посредством перемещения атомов примесей из части с высоким скоплением в часть, где наблюдается их нехватка, таким образом выравнивая химическую структуру.
Чтобы данный процесс протекал успешно, нагрев проводится при очень высоких температурах, с более длительной выдержкой и с медленным охлаждением, в отличие от видов, рассмотренных выше. То есть это температуры, превышающие 1000 градусов, длительность выдержки составляет более 12 часов.

Предназначение изотермического отжига и нормализации

Данный вид дает несколько видимых преимуществ, первое из которых заключается во времени, то есть весь процесс — начиная от нагрева, выдержки и до остывания — занимает гораздо меньше времени, чем этап остывания детали вместе с печью. Второе преимущество состоит в том, что при изотермической выдержке и резком охлаждении достигается более сглаженная и однородная структура по сечению детали.
- Нормализация. Процесс нормализации осуществляется в качестве промежуточного перед обработкой и закалкой в целях устранения наклепа и внутреннего напряжения. Доэвтектоидная сталь подвергается нагреву до критической точки Ас3 на 30−50 градусов выше, постепенно охлаждается на открытом воздухе. Причем в отличие от отжига при нормализации происходит переохлаждение, за счет чего и достигается более однородная тонкая и мелкозернистая структура.
- Последствия нормализации. Значительно повышается прочность и ударная вязкость стали. Нормализация протекает гораздо быстрее, чем отжиг, а ее производительность намного выше. Поэтому рекомендуется нормализовать стали, содержащие в своем составе углерод, а не подвергать отжигу.
Отжиг стали
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.

Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.

Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.

Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.

Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.

Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.

Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.

В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
7 методов и технология отжига стали
Металлургия производит огромное количество марок стали. Для выполнения разных задач часто требуются специфические характеристики металла, которые обеспечить заводы не в состоянии. Тогда на обрабатывающих предприятиях производится доработка сырья до нужной кондиции. Отжиг стали — одна из наиболее частых операций по приданию нужных качеств.

История и технология отжига стали
Отжиг стали предполагает применение переменных температур: нагревание до высоких значений без потери формы и охлаждение в заданном температурном режиме приводит к структурным изменениям кристаллической решетки, сплав получает новые качества, нужные для решения конкретных задач.
Отжиг стали улучшает технологические характеристики металлов. Принято различать 2 разновидности отжига — 1 и 2-го рода.
При первом воздействие выполняется наклепом, который понижает внутренние напряжения рекристаллизацией. Этим устраняются последствия обработки давлением, снижение прочностных характеристик и увеличение пластичности. Изделия приобретают повышенную надежность и долговечность.
Второй род воздействия включает прогревание проката до уровня, превышающего критические точки, в особых режимах охлаждения по сроку и температуре. Итогом становится качественное изменение структурных решеток и получение заданных характеристик материала. Проведение отжига сопряжено с риском пережога. Возникновение необратимых негативных изменений структуры приводит к переплавке проката и изделий.
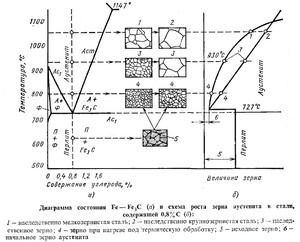
Точки Чернова
Расчет температурных режимов выполняют, используя открытые в 1868 г. русским ученым Д.К. Черновым критические точки, зависящие от значения температур и %-ого содержание углерода, в которых изменяются фазовые состояния и структурное строение металлов. Открытие Чернова — фундамент создания науки о металлах: впервые установлена связь между режимом обработки, структурным видом и характеристиками сплавов. Применение критических точек дает возможность построения различных режимов термообработки металла. Точки Чернова обозначают литерой А с добавлением индекса, указывающего соответствие точки воздействию:
- «c» — нагреву, от французского chauffage – нагревание;
- «r» — охлаждению, refroidissement – на французском языке.
Диаграмма, построенная на точках Чернова:

Сечение «I» на диаграмме соответствует доэвтектоидной стали. Пересечение линии диаграммы, по горизонтали температуры и вертикали, соответствующей %-му содержанию углерода в сплаве, определяет искомые критические значения.
В процессе нагревания сечение «I»проходит следующие критические точки:
- При температуре 210°С пересекает пунктир, проходящий по линии QP — точка Ас 0, которая отмечает потерю цементитом магнитных свойств.
- t=727°С на линии PG находится точка Ас 1 превращения перлита в аустенит.
- t=768°С на линию PG приходится точка Ас 2 потери магнитных свойств — магнитного железо переходит в немагнитное.
- Последующее повышение t° до пересечения с линией GS показывает переход стального сплава в однофазное аустенитное состояние (перекристаллизация заканчивается. Температура этой точки зависит от состава конкретного металла.
Охлаждение не меняет номеров точек, не вызывает обратной перестройки материала.
Линия «II» выстроена для эвтектоидных сталей.
В промышленности для термообработки проката и изделий используют в печи конструкций:
- камерные — для заготовок небольшого объема;
- шахтные — работают на газе и электроэнергии, выполняют различные технологические задания;
- печи с выдвигающимся полом — обработка крупногабаритного проката и узлов;
- вакуумные — для быстротекущих сплавов, тугоплавкого металла, титана, меди.

Что даёт отжиг металлов
Отжиг выполняется для придания стали нужных качеств:
- снятия внутренних напряжений, полученных первичной обработкой металла — проявляется структурный дисбаланс, который можно снять определенным способом термообработки, получив необходимые характеристики сплава для решения конкретных задач;
- увеличения прочностных и механических характеристик — изделия после отжига долговечнее и прочнее;
- изменения внутренней структуры — под действием высокой температуры изменяется молекулярная структура металла, становится однородной (гомогенной), что упрощает проведение последующих обработок;
- улучшения пластичности, уровня сопротивления, вязкости при ударах — улучшение качественных характеристик после отжига снижает затраты на конечную доводку металлоизделий до требуемых параметров.
Способ и режим термообработки назначается по составу сплава.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.

Полный отжиг стали
Полный обжиг проводится на изделиях из доэвтектоидных сплавов или сталей, содержащих карбон в количестве ≤ 0,8%. Цель проведения операции — измельчение зерна и улучшение качества обработки с применением режущего инструмента, снятие внутренних напряжений материала. Нагрев происходит на 30..50°С выше точки Ас3, затем деталь постепенно остужают, не вынимая из печи. Охлаждаясь, аустенит выделяет мелкозернистые, гомогенные (однородной структуры) ферриты и перлиты (франц. — жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
После проведения процедуры полного отжига неоднородная структура углеродистых или доэвтектоидных сплавов становится однородной, что дает податливость дальнейшей обработке.
Неполный
В отличие от полного, кардинально меняющего структурный состав металла, неполный отжиг изменяет только перлитовую, не затрагивая ферритовую структуру. Перлит , входящий в состав структур сталей, чугуна, других железоуглеродистых материалов, представляет собой цементит и феррит в эвтектоидной смеси. Основная задача неполного отжига — сделать сплавы максимально мягкими и податливыми.
Нагревание производится до t°, превосходящих на 30…50°С точку А1 (параметр перехода перлита в аустенит — начала перекристаллизации), но не достигающих Ас 3 — около 770°С. Затем производится охлаждение до 600°С в установке, со скоростью 60 град/ час, затем процесс продолжается на открытом пространстве.
Рекристаллизационный
Рекристаллизация — снятие структурных изменений, полученных в ходе механических деформаций, вызывающих наклеп. Наклепанный металл имеет меньшую пластичность, отличается жесткостью и неподатливостью.
Нагревание до 650…680°С приводит к равномерному распределению зерен феррита и перлита, вытянутых в направлении деформации, возвращает металлу пластичность.

Диффузионный процесс
Цель диффузионного способа — придание на уровне атомного строения однородности структуре сплава. Диффузионный отжиг иначе называется дендритной ликвацией. Придание гомогенности данным методом уничтожает дендритную ликвацию равномерным распределением атомов примесей по химической структуре слитка.
Процесс отличается использованием t≥1000°С, увеличением выдержки в нагретом состоянии свыше 12 часов, медленным остужением, поэтому он имеет высокую стоимость.
Метод изотермии
Изотермический отжиг используют на сплавах с большим содержанием легирующих и хромистых добавок. Особенностью процесса является нагрев металла на 30…50°С выше точки АС3, быстром остужение и выдерживание при t° ниже критической точки А 1, с дальнейшим естественным охлаждением в воздушной среде.
Преимущество метода изотермии — получение более гомогенного структурного строения деталей, уменьшение срока обработки, так как процесс охлаждения в печи занимает больше времени, чем в естественной среде.
Сфероидизация
При нагревании заэвтектоидных и легированных сплавов до превышения параметра АС 1 на 30…50°С происходит перекристаллизация строения, способствующая образованию перлита в форме правильных сфер. Для ускорения сфероидизации возможно проведение маятникового отжига.

Нормализационный способ
Нормализация производится как промежуточный процесс перед закаливанием и другими видами воздействий для устранения наклепа и удаления внутренних напряжений. Доэвтектоидная сталь нагревается выше точки АС3 на 30…50°С, и постепенно охлаждается в естественной среде. Отличие метода в переохлаждении, из-за которого получают гомогенное мелкозернистое тонкое строение решетки металла.
Преимущество нормализационного способа заключено в снижении срока обработки при высокой производительности. В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
Особенности отжига различных сплавов
При назначении способа и режима термообработки важен процент содержания в нем углерода и других примесей. Для точности соблюдения режима рекомендуют использовать две печи: в 1-ой изделие проходит нагрев при t=max , во 2-ой — проходит выдержку, обеспечивающую завершение структурных преобразований металла.
Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
Отжиг в домашних условиях
В быту для снижения прочности и упрощения последующей обработки металла возможно выполнить процедуру отжига упрощенным сспособом неполного отжига.
Использование газовой горелки для нагревания не дает возможности проконтролировать температурный режим, поэтому температуру определяют «на глазок», в затененном месте. Изделие последовательно приобретает цвет разжаривания в зависимости от температуры (в градусах):
- темно-коричневый — t=530…580;
- коричнево-красный — t=580…650;
- темно-красный — t=650…730;
- темно-вишневый -t= 730…770;
- вишнево-красный — t=770…800;
- светло-вишневый — t=800…830;
- светло-красный — t=830…900;
- оранжевый — t=900…1050;
- темно-желтый -t= 1050…1150;
- светло-желтый — t=1150…1250;
- светло-белый — t=1250…1350.

Изделия следует нагревать на нагретых металлических подставках. Для охлаждения используют различные среды — воду комнатной температуры или нагретую до 50°С, водные растворы, масла, воздух. Ускоряет охлаждение добавка кухонной соли, едкого натра, селитры. Замедляет процесс добавка жидкого мыла, масляной эмульсии, жидкого калиевого или натриевого стекла, известкового молочка.
Охлаждение с высокой скоростью дает твердый закал, приводящий к высоким внутренним напряжениям, возможны трещины, а медленное охлаждение не даст твердости закала. Для получения деталей одинаковой степени закалки следует использовать ванну большой емкости или заменять среду закаливания после каждой операции.
Следует помнить, что режимы высоких температур потенциально пожароопасны, их проводят с соблюдением правил пожарной безопасности в подготовленных помещениях с огнезащитой поверхностей и качественной приточно-вытяжной вентиляцией. При проведении отжига обязательно использовать средства защиты — спецодежду и обувь, рукавицы, головной убор с защитным козырьком.
Как правильно самому закалить металл и сталь в домашних условиях: нагрев и отпуск железа в масле своими руками


Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно самому закалить деталь или сверло или вал в домашних условиях в масле.


Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.


Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.

При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.

Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:


Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.


Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.


Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.

Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали, как сделать закаленную сталь. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Отжиг стали – что происходит со структурой сплава?
В металлургии часто встречаются такие виды обработки, как нормализация и отжиг стали. Что же это такое? Зачем нужно? И каким способом осуществляется? На все эти вопросы ниже приведены подробные ответы.
1 Отжиг металла – это что, и каких видов бывает?
В работе с металлами тяжело добиться идеального состояния прямо с первой выплавки, нужно произвести с деталями еще ряд операций. В этой статье мы разберем, что такое отжиг стали, когда применяют такой метод обработки, какие дефекты возникают во время этой операции и как с ними бороться. По сути это является самым первым этапом термического преобразования сплава. Заключается он в том, чтобы произошел нагрев стали до определенной температуры, далее некоторое время это состояние выдерживается, а затем следует и постепенное охлаждение. В результате такого вида обработки изменяется структура сплава и, соответственно, его свойства.
Существует несколько видов подобной термообработки, а уж какой из них применять, зависит от материала и желаемых свойств. Таким образом, полный отжиг предполагает нагрев до температуры, превышающей критическую не более чем на 20–40 °С. Что же насчет времени выдержки, так оно должны быть таковым, чтобы деталь смогла полностью прогреться, а в материале произошли все структурные превращения. Скорость охлаждения будет различной, в зависимости от типа стали, так для углеродистой она составит 180–200 °С/час, для низколегированной – около 100 °С/час, а для деталей, сделанных из высоколегированных сплавов, падать температура будет приблизительно на 50 °С за один час.


В случае когда не нужны серьезные структурные изменения, применяют неполный отжиг, при этом температура нагрева будет только чуть больше критической. А для того чтобы в результате получился зернистый перлит в структуре высокоуглеродистой стали, необходим специальный вид термической обработки. В этом случае невероятно важным является точное соблюдение температурного режима и скорости охлаждения. Сплав нагревают до 760–780 градусов Цельсия, а затем, немного выдержав, охлаждают до 700 °С и повторяют эту процедуру несколько раз. При изотермическом отжиге нагрев превышает критическую точку не более чем на 50 градусов Цельсия. Добиться химической однородности можно гомогенизацией, осуществляемой при очень высоких температурах, длительной выдержке (10–15 часов) и медленном охлаждении. Для рекристаллизационного отжига необходим нагрев до 680 градусов Цельсия.


Также одним из видов термической обработки металлов является нормализация, ее суть аналогична выше описываемому процессу. Сплав нагревают до заданной температуры, которая превышает критическую на 30–50 °С, выдерживают, а затем постепенно охлаждают.
2 Печи для отжига металла – используемое оборудование сегодня
Так как данный вид обработки предусматривает очень сильный нагрев, то, соответственно, необходимо и специальное оборудование. Так, для термического преобразования проволоки, стержней, канатов, а также легированной, средне- и низкоуглеродистой сталей нашли свое применение печи для отжига металла шахтного типа. Суть процесса заключается в следующем: среда внутри разогревается до тех пор, пока не будет достигнута номинальная температура, после этого же нагрев прекращается и осуществляется загрузка материала специальными подъемниками. Затем крышка печи плотно закрывается, и осуществляется подогрев до заданной отметки уже непосредственно для отжига. Далее следует выдержка и остывание изделия.


Иногда данный процесс включает в себя и подачу эндогаза, она осуществляется при температуре 750 °С и длится до тех пор, пока не закончится вся термообработка. Затем на нагревательные элементы перестает поступать электроэнергия, избыточное давление сбрасывается, открывается затворка, и изделия выгружаются опять-таки с помощью цеховых подъемников.


Одними из последних разработок являются непрерывно нормализующие печи. Они могут быть как с газовым нагревом, так и с косвенным. В последнем случае система подбирается в зависимости от конкретно нужной температуры и назначения. К их преимуществам относится возможность управления мощностью, повышенная безопасность, отличная термоизоляция и экологичность, по крайней мере, количество выбросов вредных веществ в атмосферу в разы меньше, чем при использовании устаревшего оборудования.
3 Какие процессы происходят в металле при отжиге?
Отжиг металла – это нагрев до весьма значительных температур, зачастую превышающих даже критическую, что не может не отразиться на его структуре. Однако, так как и режим при разных видах термообработки различен, да и изначально структура сталей неодинакова, то и изменения в них будут происходить непохожие в зависимости от этих факторов.


Таким образом, углеродистые доэвтектоидные стали, подвергшиеся полному отжигу, в результате получат перлитную структуру с включением зерен феррита. Низко- и среднеуглеродистые стали с содержанием углерода, не превышающим 0,45%, в основном имеют неоднородную структуру, после же обработки их зерна измельчаются и становятся более однородными.


При неполном отжиге изменению подвергается структура перлита, что же насчет феррита, так он неизменен. Таким образом, снимаются внутренние напряжения в материале, и он становится более мягким. При гомогенизации происходит распределение атомов (диффузия), при этом довольно часто следствием может служить укрупнение зерен. После нормализации структура стали становится мелкозернистой и более однородной.
4 Обязательно ли отжигать сталь?
Очень часто бывают случаи, когда последствиями какой-либо обработки является неустойчивое состояние материала. Например, результатом холодной пластической деформации может послужить искажение кристаллической решетки. Диффузионные процессы, которые должны пройти при затвердевании, не успевают произойти, что способствуют неоднородности сплава. Быстрое охлаждение, а также неравномерное распределение усилий приводит к неравномерному распространению упругой деформации. Без теплового движения атомов неустойчивое состояние стали будет сохраняться надолго. Таким образом, для того чтобы снять напряжение, свести искажение кристаллической решетки до минимума, а также осуществить диффузию и рекристаллизацию, необходим нагрев.


Кроме того, в случае нагрева выше температуры фазового превращения и дальнейшего медленного охлаждения произойдет структурированное равновесие сплава. Таким образом, с помощь отжига добиваются повышения уровня механических свойств, снятия внутренних напряжений, материал лучше поддается резке специальным инструментом, становится более мягким, а также данный этап считается подготовительным для дальнейшей термообработки.

5 Какие дефекты может создать отжиг стали?
При этом очень важно знать и о вероятных дефектах. Среди них окисление – возникновение на поверхности окислов железа и окалины. Связано это с выгоранием углерода в поверхностных слоях. Этот брак может привести к искажению геометрии деталей, снижению прочности, возникновению трещин, а также короблению. Дабы избежать данных дефектов, необходимо использовать защитные газы, чтобы снизить содержание кислорода в рабочей среде до минимума.


Еще виды дефектов, которые могут встретиться при отжиге, это перегрев и пережог. Возникают они при воздействии чрезвычайно высоких температур и длительной выдержке. В первом случае происходит укрупнение зерна, что приводит к появлению горячих трещин, снижению вязкости и прочности сплава. Бороться с этим можно только лишь повторной нормализацией. Второй же дефект характеризуется окислением самих зерен, а значит, и оплавлением поверхности. Исправить такой брак невозможно, поэтому деталь просто переплавляют.