Пайка медных проводов в распределительной коробке
Как и чем спаять провода в распределительной коробке
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
- Для чего нужны распределительные коробки
- Общие правила коммутации
- Преимущества пайки в сравнении с другими способами соединения
- Пайка проводов
- Выбор мощности паяльника
- Тип припоя
- Защита места пайки от окисления
- Технология пайки и лужения
- Пайка с помощью горелки и тигля
- Меры предосторожности
Для чего нужны распределительные коробки


Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения


Инструмент для снятия изоляции с проводов – стриппер
Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов


Снятие изоляции с провода
Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.

Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника


Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» — припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
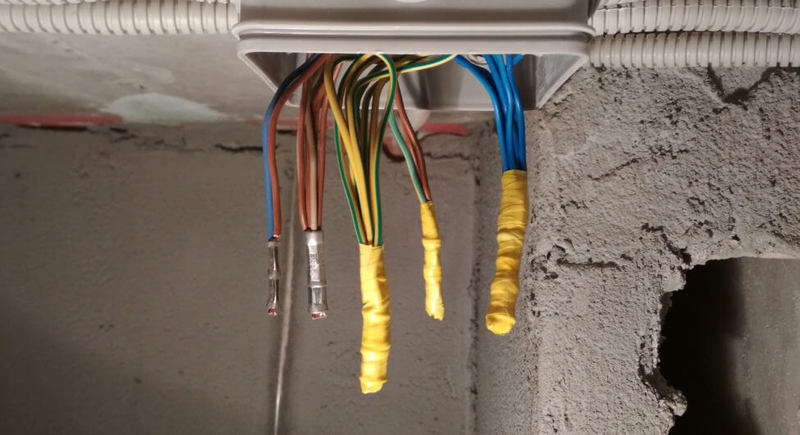
Пайка скруток проводов в распределительной коробке


Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.


Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.


К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.


Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:


Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.


Вот еще достаточно неплохой припой REXANT:


При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.


Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.


Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.


Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.


Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.

После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).


При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).


Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).


Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя
Область применения
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса
Состав
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).


Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).


Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).


Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Как правильно запаять скрутку медных проводов паяльником между собой: какой припой лучше использовать для соединения


- Суть процесса пайки проводов
- Принцип работы
- Преимущества и недостатки
- Какое оборудование необходимо
- Электрический паяльник
- Оловянно-свинцовый припой
- Флюс
- Паяльные пасты
- Подставка
- Оплетка
- Критерии выбора паяльника
- Правила подготовки проводов к спаиванию
- Нюансы пайки электропаяльником
- Распредкоробок с помощью тигля
- Многожильных проводов
- Пошаговая технология пайки проводов
- Метод пайки радиодеталей на плату
- Можно ли паять медный и алюминиевый провода вместе
- Правила безопасности
- Распространенные проблемы при пайке
Правильная пайка жил обеспечивает надежное соединение проводов. При работе учитывают материал токопроводящих элементов, вид флюса и припоя, некоторые другие факторы. Человеку, работающему с электрическими сетями, нужно знать, как паять провода с соблюдением всех правил и норм. Ответственный подход к процедуре исключает возникновение аварий и травм.


Суть процесса пайки проводов
Так называется процесс соединения проводников путем нагревания. По прочности паяный шов уступает только сварному.
Для получения хорошего результата требуются:
- Высокая температура. При нагреве припой расплавляется, приобретая нужную текучесть.
- Предварительное очищение соединяемых поверхностей. Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
Принцип работы
Действие паяльника основывается на нагреве проводника из нихрома, намотанного на трубку, которая помещена в металлический кожух. Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
.jpg)

Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
.jpg)

Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Какое оборудование необходимо
Стандартный набор материалов и приспособлений включает:
- электропаяльник;
- флюс;
- припой.
Для получения лучшего результата потребуются приспособления для удаления припоя, паяльная кислота.
Электрический паяльник
Стандартный инструмент состоит из 4 компонентов:
- питающего кабеля;
- рукоятки;
- нагревательной трубки;
- жала.

Провод передает ток от розетки нагревателю. Пластиковая рукоятка не проводит тепло, что облегчает работу с инструментом. Медное жало разогревает место пайки. Современные паяльники снабжаются несгораемыми наконечниками, не требующими регулярного подтачивания.
Оловянно-свинцовый припой
Материал имеет вид мягкой проволоки серого цвета диаметром 1-6 мм. Самым распространенным считается припой ПОС-60. Его часто используют для соединения медных жил. Припой содержит 40% свинца, 60% олова. Существуют и другие разновидности, например ПОС-10 или ОЦ, отличающиеся температурой плавления и сферой применения. ПОС-60 плавится при 180 °С, значит, паяльник нужно разогревать до 280 °C.
Правильно паять провода между собой без этого средства не получается. Флюс предназначен для предварительной обработки поверхностей. Состав удаляет жировую и оксидную пленки, которыми покрыты медные провода.
.jpg)
Применяются 3 вида флюса:
- Твердые составы. Пример — канифоль, устаревший, но по-прежнему востребованный материал. В его состав входят натуральные смолы. С использованием канифоли паяют стальные проводники.
- Жидкие средства. Наносятся на обрабатываемые поверхности с помощью кисти.
- Пастообразные. Содержат вазелин и другие жиры. Наносятся с помощью палочки.
При выборе флюса учитывают активность состава, от которой зависит прочность соединения.
Малоактивная канифоль подходит для работы с медными проводами.
Паяльные пасты
В таком формате выпускаются не только флюсы, но и готовые средства, содержащие припой. Применение смеси облегчает пайку. Соотношение компонентов подобрано так, что мастеру не придется самостоятельно определять объемы наносимых на поверхность припоя и флюса. Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Подставка
Мастер не всегда держит инструмент в руках во время пайки. Прибор откладывают в сторону при скручивании жил в распределительной коробке. Горячий паяльник нельзя класть на горючие поверхности. Поэтому в комплект включают жаропрочную подставку. Если подложка в коробке с устройством отсутствует, ее изготавливают своими руками. Самодельную подставку снабжают отсеками для инструментов, флюса и припоя.

Оплетка
Использование такого приспособления не является обязательным. Однако оплетка быстро и легко снимает излишки припоя. Приспособление имеет вид ленты, сделанной из медных проволок. Оплетку прикладывают к соединению, прижимают жалом паяльника. Излишки припоя плавятся и проникают в волокна ленты.
Критерии выбора паяльника
При покупке инструмента учитывают мощность, материал жала и рукоятки. Присутствующие в продаже паяльники требуют подготовки к работе. После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
Рукоятки выполняются в классическом удлиненном формате или в виде пистолета.
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.

Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.

Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.

Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Можно ли паять медный и алюминиевый провода вместе
Прямое совмещение таких проводников недопустимо. Медь — активный металл, отличающийся от алюминия теплопроводностью. При прохождении тока последний нагревается больше, расширяясь при этом. Медные элементы проявляют такие качества в меньшей мере. Со временем даже самое прочное соединение разрушается: проведение тока нарушается, повышается вероятность возгорания.
Правила безопасности
При работе с паяльником необходимо:
- Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов. Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
- Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
- Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях.
- Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.
Правильное соединение электрических проводов: пайка своими руками
Проводка есть в каждом доме. А правильное соединение проводов является частью безопасности электросети и ее безаварийной работы.

Монтаж электропроводки в квартире или коттедже предполагает соединение проводов распределительных коробках и щитовых. От того, насколько правильно и качественно выполнены все соединения, зависит безопасность электросети и ее безаварийная работа.
Правильное соединение электрических проводов
Способы соединения электрических проводов
Электромонтажники используют следующие методы соединения проводов:
- скруткой;
- пайкой;
- с помощью клеммных колодок;
- опрессовкой;
- с помощью болтов;
- пластиковыми СИЗами;
- «Wago» – пружинными клеммами;
- «орехами» из пластика.
- от материала жил провода (кабеля);
- от условий эксплуатации электросети (наружная или внутренняя проводка, скрытая или проложенная открытым способом);
- от сечения соединяемых жил;
- от количества жил в одном соединении.
Соединение проводов распределительной коробки должно быть выполнено таким образом, чтобы обеспечить надежный контакт и избежать нагрева жил. Вашему вниманию обзор перечисленных выше способов соединения токопроводящих жил.
Особенность использования клеммных колодок для соединения электрических проводов
Клеммная колодка состоит из пластикового корпуса, латунной или медной втулки с резьбой и винтами, расположенными с двух сторон.
Такое приспособление позволяет:
- сэкономить на электрооборудовании: клеммная колодка дешевле других соединителей;
- надежно соединить провода;
- выполнить соединение жил из разнородных металлов (медь с алюминием);
- сократить время монтажа.
Недостатки клеммных соединителей:
- непригодность для соединения более, чем двух проводников;
- трудности во время присоединения алюминиевых жил: при чрезмерном затягивании винта металл может надломиться;
- непригодность использования для многожильных проводов.


Соединение электрических проводов в клеммной колодке выполняется следующим образом.
С кабелей частично снимается внешняя изоляция и оголяются жилы. Длина оголенного проводника зависит от размеров клеммы.
Проверяется длина участка провода без изоляции, для чего требуется выкрутить винт клеммы и ввести в отверстие жилу полностью. Лишнее обрезается бокорезами.
Для улучшения контакта выполняется лужение медного провода.
Соединяемые жилы поочередно вводятся в клеммы и зажимаются винтами в несколько приемов.
Проверяется надежность соединения.
Совет: для того чтобы снять изоляцию не повредив жилу, рекомендуется пользоваться специальным инструментом. При отсутствии такового острым ножом надрезается лишь поверхностный слой изоляции по кругу, после чего провод следует согнуть по линии реза. После разрыва изоляцию снимают легким движением плоскогубцев.
Используем пружинные клеммы для соединения электрических проводов
Соединение проводников пружинными клеммами осуществляется посредством пружин, прижимающих контактную пластину к металлу жилы. Механизм приводится в действие специальным рычагом.


Клеммный соединитель типа «Wago»
Технология «Wago» имеет ряд преимуществ перед другими способами монтажа:
- позволяет выполнять соединение алюминиевых проводов с медными;
- может использоваться для соединения более двух жил;
- позволяют выполнить коммутацию проводов в небольших распределительных коробках;
- монтаж выполняется качественно и в кратчайшее время;
- жилы проводников не повреждаются;
- после монтажа имеется возможность проверить целостность цепи с помощью щупа прибора или индикатора через отверстие в корпусе.
Для того чтобы соединить провода с помощью клемм «Wago», необходимо снять изоляцию так, чтобы оголенных жил не было видно, после чего ввести жилы в гнезда соединителя и прижать рычаги до упора.
Примечание: существуют пружинные клеммы «Wago» многоразового и одноразового применения. Последние, при необходимости ремонта соединения, срезаются, после чего устанавливаются новые соединители.
Соединение проводников с помощью СИЗ колпачков


СИЗ колпачок накручивается на соединение по часовой стрелке
Аббревиатура СИЗ означает «соединительные изолирующие зажимы». Конструкция соединителя представляет собой пружину, расположенную в пластиковом корпусе. Пружина надежно удерживает жилы вместе, чем создает надежный контакт. Преимущества такого способа:
- возможность маркировки проводов с помощью цветных колпачков: жилы «фазы» соединяют СИЗ красного цвета, «ноля» – синего или белого, «земли» — желтого или зеленого;
- защищенность от возгорания: корпуса соединителей изготовлены из не горючего пластика.
Важно: соединение медных и алюминиевых проводов с помощью СИЗ не допускается.
Опрессовка гильзами
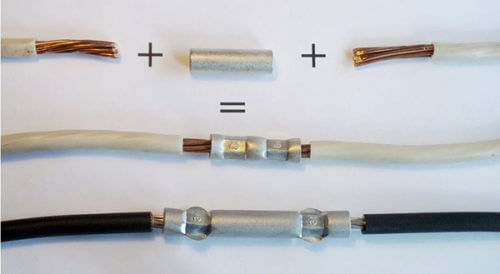

Соединение жил проводников гильзами
Метод заключается в том, что на освобожденные от изоляции жилы надевают металлическую трубку (гильзу), которую обжимают пресс-клещами. В результате проводники плотно соединяются друг с другом. Место соединения изолируют.
Важно: соединение алюминиевых и медных проводников допускается выполнять только с помощью специально предназначенных для этого гильз.
Сварка и пайка электрических проводов руками
Технология сварки или пайки позволяет получить надежное соединение проводов.
Недостатком данного метода является невозможность выполнить контроль целостности сети после монтажа и изолирования, а также не ремонтопригодность такого соединения. Кроме того, горелка для пайки своими руками представляет опасность при использовании.
Альтернативой пайки проводов является их сварка. Процесс предполагает использование сварочного аппарата.

Технология сваривания проводов
При соединении медных проводов таким способом рекомендуется опробовать трансформатор для пайки медных проводов своими руками, прежде чем приступить к работе. Важно знать, что плавка меди осуществляется при температуре 1080 °С, но уже свыше 300 °С этот металл становится хрупким.
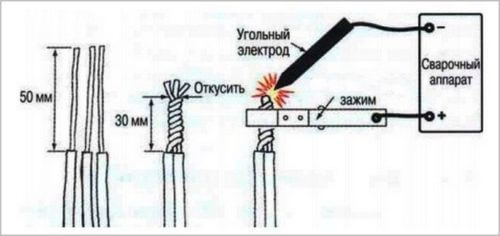
При отсутствии специального паяльного устройства пользуются обычным инверторным сварочным аппаратом. Поэтапно процесс сварки проводов выглядит следующим образом.
С концов проводов снимается изоляция на длину до 10 см.
Жилы соединяемых проводов туго скручиваются друг с другом. В результате должны образовываться скрутки длиной примерно 5 см.
Кабель «массы» инверторного аппарата присоединяется к скрутке ближе к ее началу.
Ручка регулировки силы тока устанавливается в положении от 30 до 90 А (при напряжении 12 – 36 В): значение выбирается в зависимости от сечения провода и их количества.
Угольный электрод сварочного аппарата кратковременно (не более 2 с) прикасается к скрутке так, чтобы образовалась дуга. В результате на кончике скрутки образуется сварное монолитное соединение.
После полного остывания соединение изолируется термоусадочной трубкой или липкой лентой. 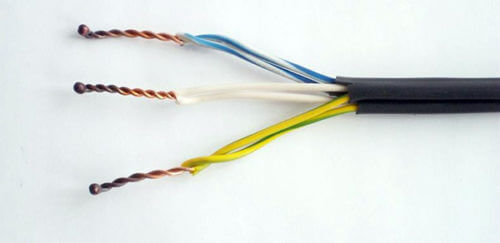

На концах жил, соединенных сваркой, образуется монолитный сплав
Соединение электрических проводов пайкой
Пайка медных проводов – старый, испытанный способ, позволяющий получать надежное электрическое соединение. Технология позволяет монтировать монолитные и многожильные провода различных сечений. В одном соединении может быть несколько проводников.
Работа выполняется по следующей технологии.
С концов соединяемых проводников специальным приспособлением снимается изоляция (примерно 5 см).
Жилы туго скручиваются друг с другом вручную или с помощью плоскогубцев (в зависимости от количества жил и их сечений).
Скрутка обрабатывается флюсом либо канифолью. Это необходимо для улучшения качества пайки.
На открытом огне (используется газовая горелка или бензиновая паяльная лампа) разогревается стаканчиковый паяльник (футорка) докрасна. Чаша футорки до краев заполняется оловянно-свинцовым припоем марки ПОС 30, ПОС 40 или ПОС 61.
Припой разогревается до состояния текучести.
Скрутка кратковременно (до 1 секунды) полностью окунается в чашу футорки, в результате чего припой должен полностью покрыть оголенные жилы.
После естественного остывания скрутка изолируется липкой лентой ПВХ или пластиковым колпачком.
Важно: пайку проводов следует выполнять в защитных очках и брезентовых рукавицах. Во время работы необходимо соблюдать правила пожарной безопасности.
Пайка медных проводов выполняется так, как это показано на видео.

Соединение проводов простой скруткой
Схемы соединений проводов в распределительной коробке для маломощных электрических сетей могут быть реализованы методом простой скрутки без применения дополнительных средств фиксации. При этом важно, чтобы шаг скрутки был как можно меньше, а длина ее – не менее 20 мм. Соединяют таким способом только жилы из однородных металлов: медь – с медью, алюминий – с алюминием.
Не допускается применять такой метод монтажа во влажных помещениях и в деревянных домах.


После скручивания соединение проводов должно выглядеть так, как показано на фото
Зажим типа «орех»
Для соединения проводов сечением 4 кв. мм и более удобно использовать зажим «орех». Он представляет собой пару пластин специальной формы, которые прижимаются друг к другу винтами по углам. Преимущества способа:
- простота соединения;
- возможность соединять медные жилы с алюминиевыми;
- сравнительная дешевизна материалов.


Важно: зажим «орех» не применяется в распределительных коробках (не позволяют размеры). Для того чтобы контакт оставался надежным, винты необходимо время от времени затягивать.
Использование болтового соединения для соединения электрических проводов
Для соединения проводов большого сечения, а также для монтажа элементов заземления в электрощитовой используют болтовое соединение. Концы проводов, освобожденные от изоляции, накручивают на резьбу болта в направлении часовой стрелки. Соединение прижимают шайбой с гравером и гайкой, после чего болт изолируется.

В завершение предлагаем ознакомиться с обучающим видео (мастер-класс с комментариями специалиста).

Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
Понравилась статья? Напишите свое мнение в комментариях.
Подпишитесь на наш ФБ:
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса


Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.


Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.


Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.


Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса


Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.


Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника


Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.

Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов


- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.

Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.


Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.



Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.