Паяется ли алюминий?
Как паять алюминий оловом?
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.


Материалы:
- припой 60/40;

- минеральное масло или вазелин;


- спирт.
Как паять алюминий правильно
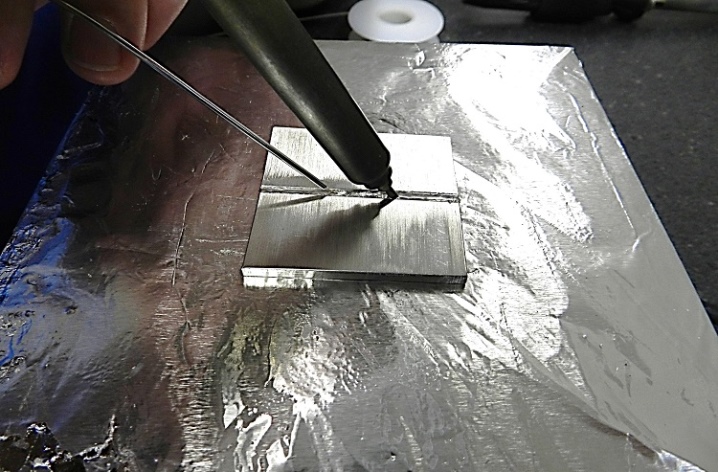
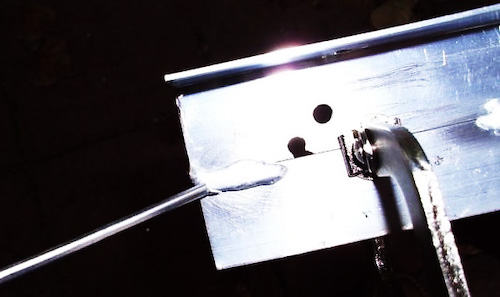
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.


Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.

Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео

Как правильно паять алюминий

Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.

В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.

Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.

Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.

Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.

Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).


Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.


При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».


Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.


Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.


Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.


При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия оловом: методы и правила


- Особенности
- Методы
- Полезные советы
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.



Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.


Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.


Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.

Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.

Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.


Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.

Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.

Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.


Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.


Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.


Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.

Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.


Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.


Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.


Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
- Технические трудности пайки изделий и деталей из алюминия
- Подготовка к пайке алюминиевых деталей
- Выбор припоя и флюса для алюминия
- Спаивание компонентов из алюминия
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.

Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:

- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600 С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.


Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.


К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.


Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.


Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650 С.
- Пайка при пониженных температурах, составляющих 250-300 С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
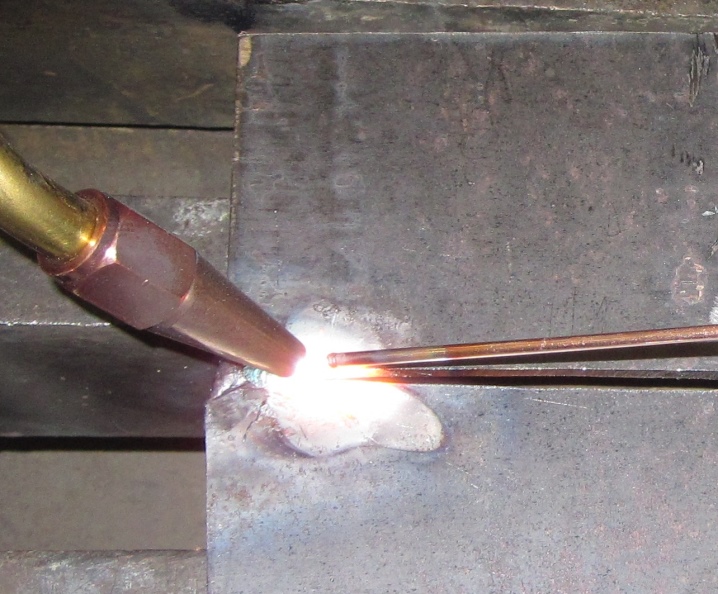
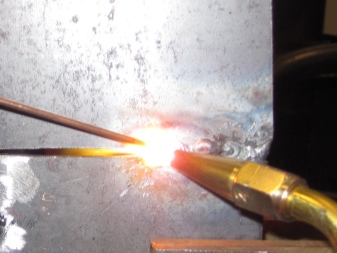
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.

Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.


Как научиться паять паяльником с нуля


Как правильно паять провода паяльником


Сварка чугуна электродом в домашних условиях


Как правильно паять паяльником


Паяльник с регулировкой температуры


Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом