Пиноль задней бабки своими руками
Vampire-M6 › Блог › Цифровой лимб в пиноль задней бабки токарного станка JET BD-8


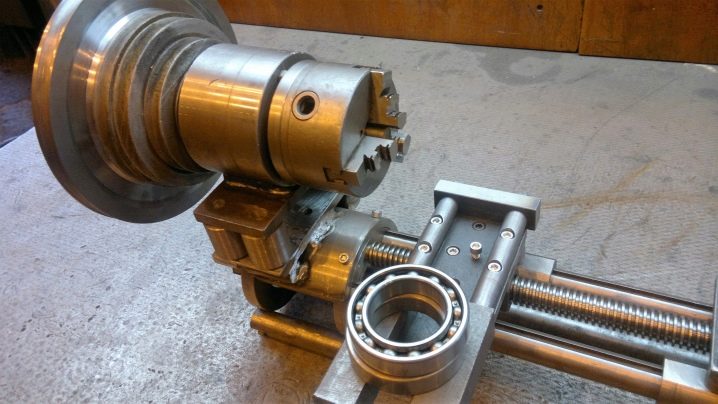
Изначально на токарном станке была такая вот задняя бабка.


Контролировать перемещение пиноли можно было по лимбу либо по насечкам на самой пиноли. Линейка на пиноли разлинована на 40мм, но реальный ход около 50мм. На остальных китайцах я видел пиноли с линейкой на 50мм, где-то был лимб, где-то нет.
Чтобы сверлить отверстия на заданную глубину, более точно, владельцы подобных станков придумывали разные варианты установок цифровых линеек.


Но лично мне такой вариант не нравился своим внешним видом и эргономикой. Вместо этого, я увидел нечто другое.


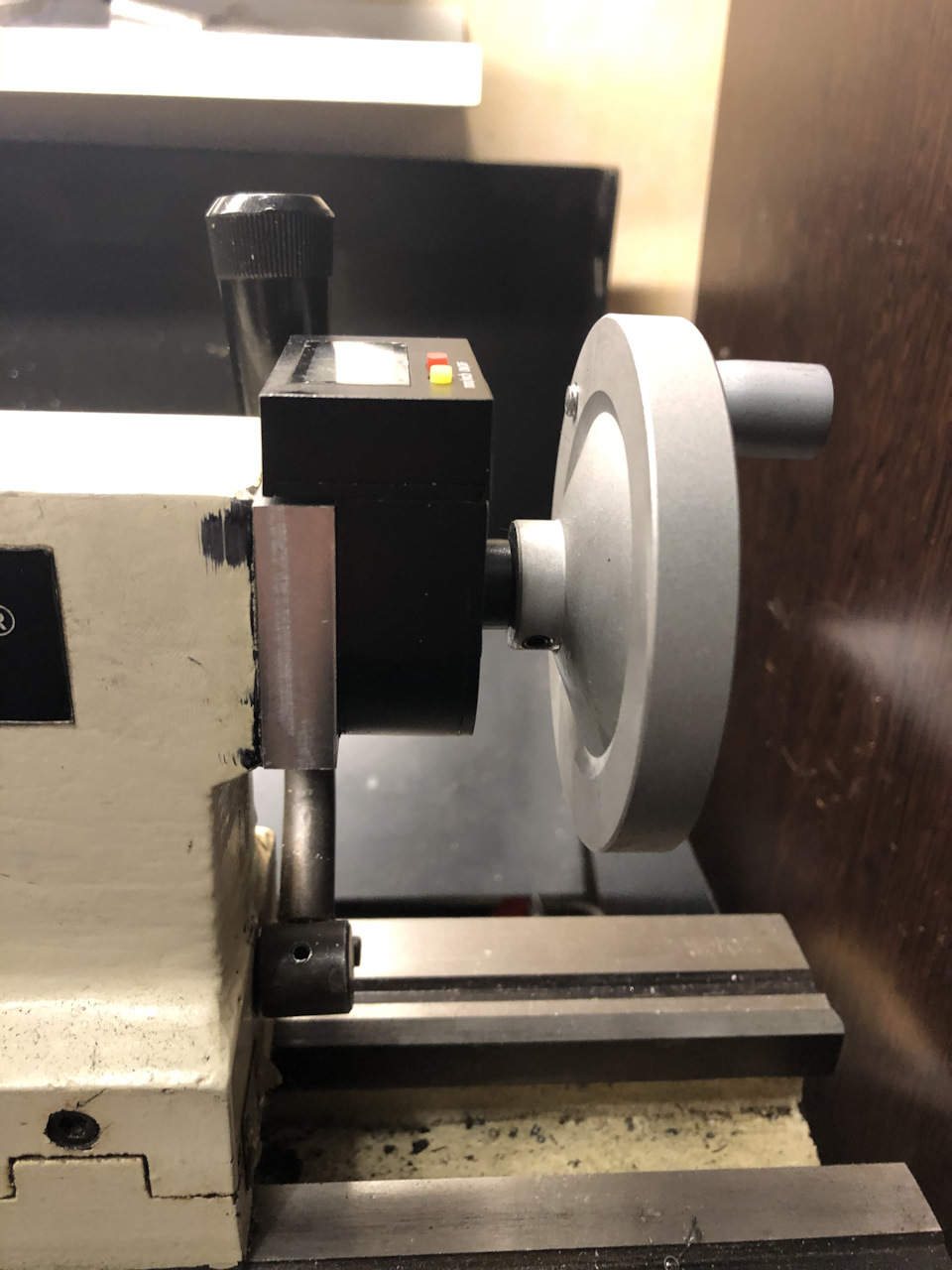
Когда я пытался заказать такой набор, у продавца на али было написано, что он подходит для С3 и С4, но после заказа, я понял что для С4 набор точно не подходит, потому что диаметр пиноли там разный. Тем не менее, я не стал отменять заказ, потому что решил использовать из набора только цифровой индикатор, а остальное оставить свое.


Когда посылочка пришла, я увидел, что винт пиноли у меня на 14мм с обратной резьбой и он не совместим с тем, что приехало. Кроме этого, сама посадка индикатора была на 8мм, в то время как мой винт в этом месте был на 10мм.
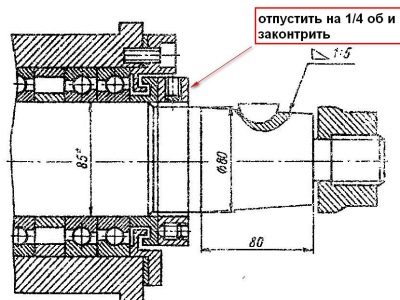
Чтобы не резать родной винт пиноли задней бабки и сохранить возможность отката изменений, я решил выточить на станке новый винт пиноли, передняя часть которого бы повторяла родной винт, а задняя, тот винт, что приехал мне с набором.
Самое сложное было разобраться с компоновкой шестеренок для нарезания обратной резьбы, а потом уже проще. Первый винт я успешно запорол, потому что он получился короче чем нужно, но второй я сделал наоборот на 15мм длиннее в резьбовой части, что позволило выдавливать из пиноли те КМ2, которые были короче остальных. А у меня такие конуса были и не один.


Немного переживал, как выточить паз под шпонку, но все удачно получилось.
Алюминиевая деталь тоже не подходила и я решил по простому, выточить свою. Там ничего сложного не было. С одной стороны 4 отверстия крепления к задней бабке, посередине впиливаются на вал 8мм, два упорных подшипника с каждой стороны. Один упорный подшипник поджимается потом индикатором, а вот второй нужно было зажимать с противоположного конца, там где ручка и тут мне пришлось пересмотреть конструкцию и добавить на конец гайку, которая бы регулировала сжатие упорных подшипников.


После того, как стало понятно, что все получается, я обточил алюминиевую деталь по сторонам.
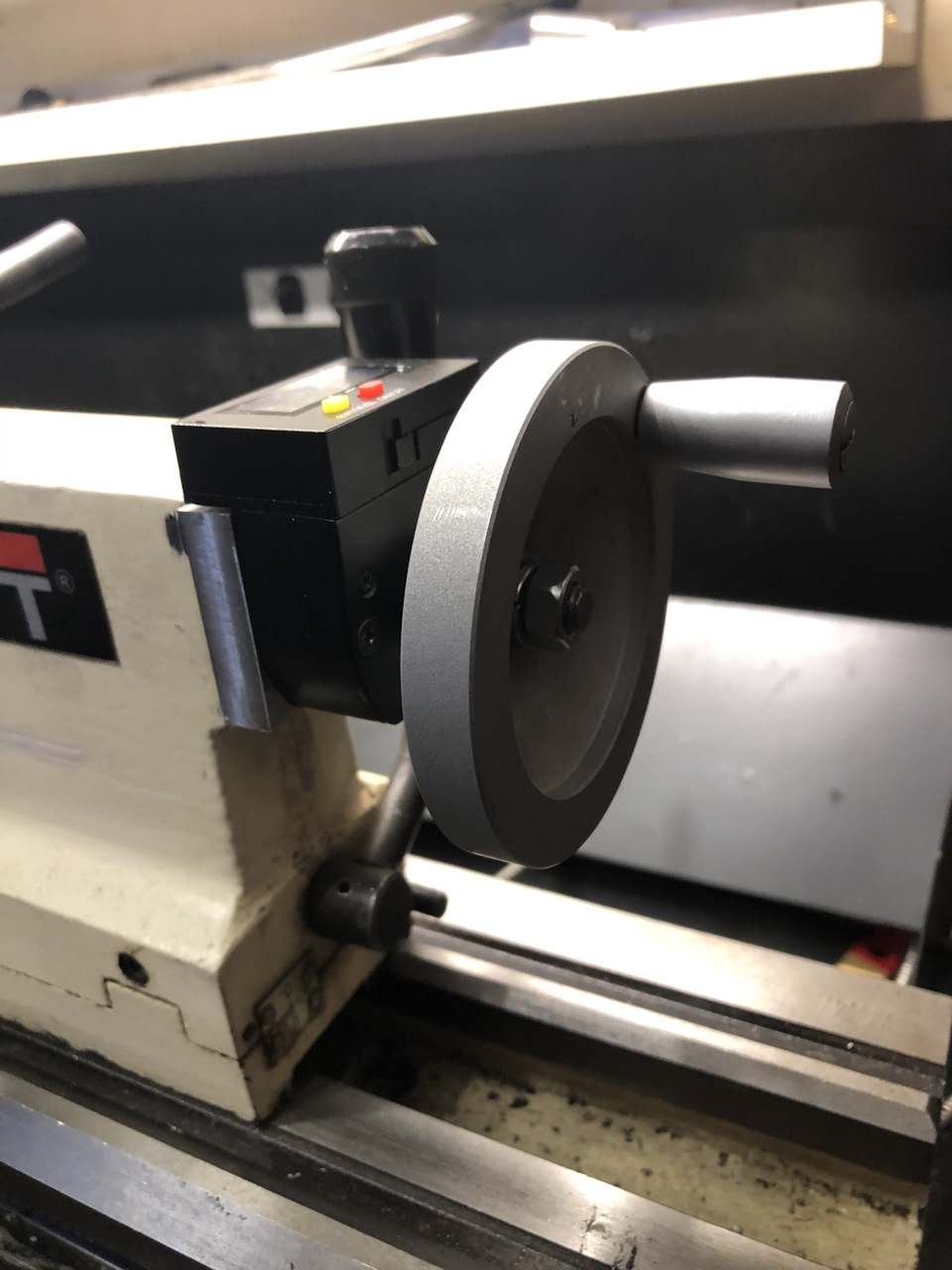
Рукоятку решил использовать новую из набора.

На фото видно, что деталька немного больше по габаритам чем задняя часть бабки, но это из-за особенностей конструкции самого лимба. Тут можно немного скруглить углы, но не более.

Сама деталька возможно не окончательный вариант, потому что я думал сделать ее чуть толще, чтобы поднять наверх и прикрыть тем самым пластик лимба, который смотрится не очень из-за выпирания лимба вверх над поверхностью задней бабки. Но это требовали 20мм листа алюминия, а его у меня на тот момент не было в наличии, тем более что я делал скорее прототип, нежели окончательный вариант.
По ощущениям, винт стал крутиться чуть легче, но чувствуется, что сам индикатор его немного замедляет, потому что он там на трении устроен, а значит, рано выкидывать родные запчасти, могут пригодиться, когда индикатор выработает ресурс. Но так как задней бабкой я пользуюсь не часто, это случится не скоро.
Максимальный ход пиноли с зажатым конусом КМ2 от неподвижного сверлильного патрона получился 46мм, если использовать короткий конус морзе, то ход около 58мм, но это величина скорее паспортная. Реально я свои 40мм на линейку продублировал с запасом и мне этого должно хватить. А если нужно будет сверлить глубже, то для этого можно двигать заднюю бабку, либо колхозить зажим для сверла в резцедержку, благо кассеты легко регулируются по высоте. Но пока таких задач у меня не было.
В целом, результатом я почти доволен, разве что нужно будет продумать как переделать алюминиевую деталь, чтобы она более органично сочеталась с задней бабкой и скрывала ее разницу в размерах с лимбом.
Как своими руками сделать заднюю бабку для токарного станка по дереву?
Токарный станок по дереву – ценное оборудование для любого столяра. Неважно, используется агрегат в цеху или исключительно для мелкой работы в бытовой мастерской, иногда детали выходят из строя и требуют замены.
Многие из частей токарного станка по дереву, вполне возможно сделать дома своими руками. Это будет экономичнее и практичнее покупки конструктивного элемента промышленного производства.


Функциональные особенности и устройство
Задняя и передняя бабки любого токарного станка – важные детали конструкции, каждая из которых выполняет свои функции.
Передняя бабка. От точности изготовления данной детали зависит качество всей конструкции в результате. На передней бабке расположен шпиндель, который передает на обрабатываемую деталь движение кручения. Основными элементами передней бабки являются:
- корпус;
- шпиндель;
- подшипники;
- конструкция для контроля направления движения шпинделя;
- устройство, которое контролирует скорость движения шпинделя;
- устройство для подключения и установки оборудования.
Задняя бабка. Это опорный узел деревообрабатывающего токарного станка, который предназначен для фиксации заготовки. Основные элементы конструкции задней бабки:
- корпус;
- пиноль;
- маховик;
- рукоятка маховика;
- винт, чтобы перемещать заднюю бабку в поперечном направлении.
Задняя бабка имеет в пиноли отверстие, куда вставляется инструмент для обработки детали. Во время рабочего процесса бабка передвигается по станине для подборки оптимального расстояния в зависимости от длины обрабатываемой заготовки.
Можно ли их сделать своими руками?
Для изготовления передней и задней бабки своими руками достаточно иметь схему или чертеж и несколько важных инструментов. При наличии опыта и определенной сноровки это не составит труда.

Необходимые инструменты и материалы
Для изготовления простой задней бабки мастеру понадобится:
- сварочный аппарат;
- пара подшипников;
- три болта и несколько гаек;
- два отрезка простой водопроводной трубы;
- листовая сталь толщиной 4-6 мм.
Подшипники и болты с гайками подойдут любые, которые есть у мастера в его запасах. Внутренний диаметр в подшипниках оптимален в радиусе 10-15мм.
Схемы и чертежи






Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.
Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.

Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.

Какие проблемы могут возникнуть при работе с самодельным оборудованием
Чтобы на длительное время сохранить исходные параметры токарного станка, необходимо его правильно использовать. Тогда не возникнет проблем в процессе работы.
Фиксация заготовки должна происходить при помощи специального крепежа. Обязательно регулировать скорость при помощи изменения положения приводного ремня в шкифах.
Проблемы могут возникать следующие:
- более низкая производительность, чем у образца промышленного производства;
- станок способен обрабатывать не все породы дерева;
- возможна повышенная вибрация;
- скорость износа подшипников разная и это необходимо постоянно контролировать.
При некоторых минусах, самодельное токарное оборудование – оптимальный вариант для домашней мастерской. Оборудование промышленного производства далеко не всегда доступно простым специалистам, которым токарный станок необходим для бытового применения.
Передняя и задняя бабки – основные и наиболее важные узлы любого токарного станка по дереву. От их правильного конструирования и подгонки зависит в конце концов качество всей конструкции. При этом изготовить эти детали в домашних условиях может любой мастер.
Устройство задней бабки токарного станка и ее регулировка


- Устройство
- Назначение узла
- Как сделать своими руками?
- Регулировка
Качество обработанных заготовок зависит от продуманности каждого механизма в обрабатывающем станке, от регулировки и стабильности работы каждого узла. Сегодня рассмотрим один из самых важных узлов в токарном агрегате – заднюю бабку.
Этот узел можно приобрести уже готовым с заводской площадки, а можно сделать своими руками. В статье расскажем о том, как самим в домашних условиях его смастерить, какой понадобится набор инструментария, и как осуществлять его регулировку.

Устройство
Задняя бабка токарного станка по металлу отличается от аналога в токарном агрегате по дереву, но все же общая конструкция этой подвижной детали одинаковая. Вот как выглядит описание устройства этого узла:
маховик, который служит для перемещения пиноли по центральной линии;
патрон подачи (винт, которым осуществляется регулировка направления перемещения обрабатываемой детали).

Корпус – это цельнометаллический каркас, к которому надежно прикрепляются все элементы. Подвижный механизм задней бабки токарного агрегата должен обеспечить надежную фиксацию заготовки в течение всей обработки.
По размеру этот элемент такого же диаметра, что и заготовка, которую предстоит обработать.



В качестве фиксирующего механизма на деревообрабатывающем станке выступает конус задней бабки. Его центр ориентирован на середину предмета, который предстоит обработать.
Когда станок работает, оси центра и симметрии должны строго совпадать. Возможно кто-то недооценивает роль такого механизма, как задняя бабка, но именно ее устройство во многом определяет технические характеристики и возможности агрегата для обработки металла или дерева.


Назначение узла
Задняя бабка строго фиксирует деревянную заготовку в нужном положении. Это важный момент для проводимых работ, поскольку от надежности такой фиксации зависит дальнейший ход и качество всего процесса.
Задняя бабка подвижна и служит в качестве второй дополнительной опоры.

К ней как к подвижному элементу предъявляются следующие требования:
сохранять высокую степень устойчивости;
обеспечивать надежную фиксацию закрепленной заготовки, и выдерживать строгое положение центра;
система крепления бабки всегда должна быть отлажена, чтобы в любой момент оперативно осуществить надежное крепление;
движения шпинделя должны быть предельно точны.


Задняя бабка деревообрабатывающего станка отличается от этого же элемента токарного агрегата по обработке металлических заготовок. Узел плотно прикрепляется к станине и является одновременно для нее опорой и фиксатором для обрабатываемой детали.
К задней бабке можно прикреплять не только длинные заготовки, но и любой инструмент для резки металлических изделий и самого металла. По сути, любой металлорежущий инструмент (независимо от назначения) можно закрепить в конусном отверстии этого многофункционального узла.


Как сделать своими руками?
Самодельный узел будет ничуть не хуже заводского, если ознакомиться с чертежом производственной модели, иметь в домашней мастерской нужные инструменты и оборудование, а также технологию изготовления. Рассмотрим все в деталях.

Инструменты и материалы
Прежде всего нужен токарный станок, но раз вы беретесь делать самодельную заднюю бабку, значит, такой агрегат уже имеется в вашей домашней мастерской. Что еще понадобится:
подшипники в комплекте (как правило, нужны 2 штуки);
комплект болтов и гаек для соединения (минимум по 3 болта и гаек);
стальная труба (1,5 мм толщина стенок) – 2 куска;
листовая сталь (толщиной 4-6 мм).




Как видим, подручные материалы и имеющиеся инструменты снижают себестоимость механизма.
Кроме того, преимущество самодельной задней бабки для токарного агрегата в том, что ее изготавливают исключительно для основного предназначения, исключая другие функции и дополнительные возможности, зачастую просто ненужные, но в производственных условиях увеличивают стоимость конструкции и усложняют ее работу.
Итак, заготовьте нужный инструментарий, наборы подшипников, болтов и гаек, нужные материалы (что отсутствует в вашем гараже или в мастерской, можно докупить в любом хозмаге или строительном бутике) и приступайте к изготовлению.

Технология
Вначале разработайте и начертите схему механизма, составьте технологическую карту и действуйте по такой схеме.
Понадобится заготовка для подшипников. Для этого возьмите трубу, и обработайте ее с внутренней и внешней стороны. Особое внимание уделите внутренней поверхности – именно внутри устанавливаются подшипники.
Если понадобится, то во втулке делается пропил шириной не больше 3 мм.
Сварочным аппаратом соединяют болты (2 шт.), и получают стержень нужной длины.
Справа сваривают гайку с шайбой, а слева – удаляют гайку.
Основание болта (головку) спиливают.
Место спила нужно обработать, для этого задействуют абразивный инструмент.
Теперь надо изготовить шпиндель. Для этого берут обрезок трубы (диаметр ¾ дюйма), и изготавливают нужную деталь длиной в 7 мм.
Конус делают из болта, заточив его соответствующим образом.




Когда все элементы задней бабки изготовлены, нужно ее собрать, и произвести обкатку в работающем режиме.
Качество самодельной детали зависит от профессиональных навыков изготовителя и точности применения нужных материалов, а также наличия инструментария.

Поэтому перед началом изготовления изучите чертеж, заготовьте все необходимое, и только убедившись в том, что вы сможете сделать нужный узел, беритесь за дело. Если не быть точными в действиях, и не соблюдать технологию изготовления, могут возникнуть следующие проблемы:
станок будет вибрировать сверх установленного уровня;
у самодельной детали будет гораздо ниже производительность, чем у промышленного образца;
быстрее выйдут из строя установленные подшипники (скорость износа намного может быть выше при неточностях в изготовлении).

Чтобы избежать таких последствий, произведите обкатку на холостом ходу.
Проверьте соотношение бабок спереди и сзади, как смазаны подшипники, насколько надежны крепления.
Если все детали изготовлены качественно, и произведена правильная сборка, самодельная задняя бабка будет соответствовать нужным требованиям, и в эксплуатации будет вести себя не хуже, чем заводская.

Регулировка
Для того чтобы поддержать в должном исправном состоянии заднюю бабку на токарном станке, ее нужно периодически регулировать, а при неисправностях – своевременно отремонтировать.
Для начала надо выставить деталь как надо, произвести ее настройку и отцентровать, а в дальнейшем производить регулировку всех параметров этого узла. Периодическая настройка нужна по следующим причинам:
могут появиться зазоры между подшипниками и корпусом шпинделя (если речь идет о токарном агрегате, где пиноль вращается);
центр узла может сместиться относительно пиноли, тогда понадобится регулировка;
может появиться люфт в креплении бабки к станине и другие причины.

Первый раз регулировка задней бабки делается при запуске станка в работу.
Затем действуйте согласно инструкции, но опытные мастера проверяют токарный станок и всю его настройку каждые 6 месяцев, при необходимости и чаще.


Ремонтируют заднюю бабку по мере выхода ее из строя, когда ярко видны ее неисправности. Характерными признаками того, что деталь нужно отправить на ремонт, могут быть следующие моменты:
изменился режим обработки заготовок;
появились биения во время вращения заготовок.
Наиболее трудоемким и затратным считается процесс ремонта шпинделя. Тут без токарных навыков не справиться, да и сам станок должен быть в наличии. Сложность заключается в восстановлении точности отверстия (расточки с последующей доводкой), в котором закреплена пиноль.

Для восстановления конусных отверстий понадобится специальная втулка и навыки токарного дела.
Усложняется процесс тем, что наружная поверхность цилиндрической формы, а внутренняя имеет коническую форму. К тому же сама пиноль изготовлена из очень прочного материала – это «закаленная» легированная сталь.
После ремонта проверьте механизм на наличие радиального биения: при качественном устранении неисправностей оно должно быть нулевым, задняя бабка не будет «стучать» и восстановит все свои первоначальные характеристики.
Задняя бабка токарного станка по дереву
От продуманности каждого агрегата обрабатывающего станка по дереву зависит качество получаемых деталей. Большое значение играет задняя бабка токарного станка. Её можно использовать уже готовую, изготовленную на производстве или сделать самостоятельно в домашней мастерской.


Назначение узла
Задняя бабка предназначена для фиксации деревянной заготовки в строго определённом положении. От этого зависят порядок и качество проводимых операций. Она представляет собой подвижный элемент и выполняет роль второй опоры. К ней предъявляют следующие требования:
- обладать высокой степенью устойчивости;
- обеспечивать строгое положение центра закреплённой заготовки;
- иметь хорошо отлаженную систему крепления, позволяющую быстро и надёжно крепить заготовку;
- точное движение шпинделя (пиноли).

Токарный станок для обработки деревянных заготовок имеет заднюю бабку, отличающуюся от подобного элемента у станка по обработке металла.
Устройство и принцип работы
У токарных агрегатов по дереву такие элементы имеют различную конструкцию. Однако, несмотря на всё многообразие можно выделить следующие элементы:
- корпус;
- элемент управления;
- маховик, осуществляющий перемещение пиноли вдоль центральной линии;
- винт подачи (производится регулировка направления движения заготовки);
- шпиндель.
Корпус представляет цельнометаллическую деталь, которая обеспечивает надёжность крепления всех элементов. Подвижная деталь задней бабки токарного станка должна обеспечивать надёжное крепление заготовки во время всего процесса обработки. Размеры этого элемента токарного агрегата определяют диаметр разрешённой заготовки, которую можно закрепить для обработки. Конус задней бабки станка для обработки древесины выполняет роль фиксирующего элемента. Его центр направлен на середину заготовки. Ось центра должна точно совпадать с осью симметрии.


Устройство задней бабки во многом определяет технические возможности станка. Каждый узел выполняется в соответствии с требованиями принятых стандартов.
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Преимущества таких изделий для токарного станка состоят в том, что при её проектировании и изготовлении можно создать устройство способное решать только поставленные задачи и в нём будут отсутствовать ненужные функции и дополнительные возможности. Они только увеличивают сложность узла и повышают его стоимость.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).

Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
- Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны. Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники.
- При необходимости в изготовленной втулке следует произвести пропил. Его ширина не должна превышать 3 мм.
- С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины.
- С правой стороны отварить гайку с шайбой.
- С левой стороны удалить гайку.
- Головку болта спилить. Место спила обработать с помощью абразивного инструмента.
- Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром ¾ дюйма. Длина составляет около 7 мм.
- Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.

Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Регулировка и ремонт задней бабки
Поддержание в исправном состоянии данного узла токарного станка требует периодического обслуживания. При возникновении неисправности своевременного ремонта. Периодическое обслуживание предполагает регулировку всех параметров этого узла. Настройка заключается в проведении работ, направленных на устранение следующих недостатков:
- появившихся зазоров между подшипниками и корпусом пиноли (эта неисправность характерна для токарных станков, у которых предусмотрено вращение пиноли);
- регулировку смещения центра узла относительно шпинделя;
- устранение люфта крепления бабки к станине.
Первоначальная регулировка задней бабки производится при подготовке изделия к продаже. В дальнейшем выставить заднюю бабку токарного станка следует с периодичностью, указанной в инструкции на конкретный образец.
Опытные пользователи рекомендуют проводить проверку всего токарного агрегата, а при необходимости настройку каждые полгода.
Ремонт данного элемента токарного станка производится по мере необходимости в случае явно выраженных неисправностей. Основными признаками неисправности этого агрегата, свидетельствующими о необходимости ремонта и настройки, являются:
- изменение режима обработки;
- появление биений в момент вращения заготовки.


Трудным и затратным по времени считается ремонт пиноли. Ремонт этого узла требует токарного агрегата и опыта работы на нём. Самым сложным и требующим повышенной точности считается расточка (восстановление) отверстий. Конусные отверстия восстанавливают с применением специальной втулки. После завершения ремонта проверяют наличие радиального биения. Качественно проведенный ремонт позволяет получить заднюю бабку со всеми первоначальными характеристиками с нулевым биением.
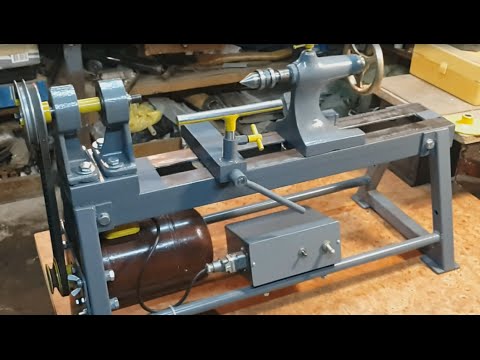
Задняя бабка своими руками для токарного станка(пиноль)ч.1


Показать панель управления
- Если нужно изготовить заднюю бабку для токарного станка (по металлу или по дереву) совсем не обязательно обращатся за помощью к токарю и фрезеровщику.
Комментарии • 33

??? !за нкт отдельное спасибо что напомнил. После завтра на вахту улетаю на буровую!
Вот дураки мы были раньше когда железяки 3см толщиной в металолом тащили, теперь поищешь, я бы сейчас незачто бы не отдал
@Евгений Колесников это он на базе какой то брал, на забор трубы продавали, есть смысл поискать, поживём-увидим что как дальше пойдёт у меня)
@Евгений Колесников Благодарю)!
@Женек а вообще если брат имеет доступ к таким вещам,поспрашивай за разные буровые железки. У каратажников есть такие железки,на земле таких не достать. Может списывают что. Я бы навазил домой,но с промысла фиг вывезешь. Да и самолёт,сам понимаешь.
@Женек понял. Удачи в поисках. И всех благ!✌️
малая продольная 1к62?
похоже что то, точно не знаю, может и чуть старшей модели или модификации
втулки надо делать из капралона и запресовать в металлическую трубу чтобы точная была посадка надо применять развертку на 40 что за токаря простую вещь
не могут сделать
Да всё правильно, но в районе я не найду капролон, а в город ехать за 100км смысл какой больше денег прокатаю, и развёртку тоже наверно, нужен инструмент чтоб был не убитый в хлам, а где такой найдёшь если в колхозах металорежущий инструмент годов 60-70.
Вом не шкода сверлильний як наковальню використовувати?
@богдан кузьма сепаратизмом трошки тхне
@Юра Гра Не засмічуйте людині канал і не позортесь , дотепністю тут не пахне
@богдан кузьма та вы теж разберитесь чи ви богдан чи кузьма
@Юра Гра То хоч би грамотно написали, тире поставте!
Здравствуйте!
Разрешите спросить,а какой диаметр валов-направляющих на Вашем станке и какова их длина?
Просто хотел спросить не прогибаются ли они и не вибрируют при резании?
@misza d Огромное спасибо Вам за подробную информацию!
За большой текст,который Вы не поленились написать мне!
Насчёт задней бабки точно сказали.
Я вообще человек осторожный и внимательный.
С бухты барахты стараюсь ничего не делать,а сначала готовлюсь и собираю детали и информацию.
Вот от Вас ещё один совет.А пиноль,да, нужно по мощнее делать.Спасибо!
@Ахмет Мерембаев —Лучше бы он оставил валы : во-первых уголки дают больше вибрации, во-вторых, их надо шлифовать, а валы , хоть с грехом пополам, но всё же глаже, в-третьих, их сложнее установить и выверить.Если у валов только две координаты, то у уголков уже 6.
Посоветую тебе при изготовлении станка подушку под заднюю бабку делать из чугунной плиты.Хоть как-то, но гасить колебания немного будет..Не
делай, как автор, винт с правой резьбой, он начнёт выпирать подшипник.Не ставь радиальный подшипник(как у автора), ставь упорный.Для задней бабки их можно даже сделать самому.Я для делительной головки и на танк сделал сам .Это просто.Берёшь два кольца и в серединке ленты протачиваешь маленькую радиусную канавку.При невозможности их закалить, их можно изготовить из бронзы.Затем из пластика, текстолита, эбонита или винипласта точишь в середину кольцо и сверлишь отверстия под шарики.Только не делай 6—, либо 5 , либо 7 и более.Соединяешь их вместе, сдавливаешь, вот тебе и подшипник.Не делай пиноль из труб.Не пожалей денег, купи болванку и проточи.Но протачивай предварительно.У автора ошибка.Сначала сверлишь и рассверливаешь(растачиваешь) корпус бабки.Затем привариваешь к корпусу, устанавливаешь её на станок , выверяешь, ставишь временный задний упор.Придётся сделать.Устанавливаешь скалку, в неё закрепляешь резец, а на бабку груз и тихо-тихо протаскиваешь через скалку.Обороты малые, глубина реза 1,5-2 десятки,подача минимальная.Вот после этого подгоняешь проточкой пиноль.Ведь если всё делать потом, всё от сварки поведёт, будут отклонения.На заводе так реконструируют пиноли и задние бабки.Если пролетишь с центрами—не беда, расточку придётся делать под конус с эксцентриситетом.Делать конус запресовкой, а потом сваривать можно, как у автора,но приготовься к погрешностям, так как сварка утягивает размеры.Если нет возможности проточить конус и шлифануть, то делай иначе.Возьми переходную втулку, проточи её под диаметр с лёгкопрессовой посадкой , но так, чтобы в конце упиралась бы в сужение, как в буртик.Это для того, чтобы втулка чуть-чуть выступала.Конец втулки потом можно прихватить прихватками.»2-х достаточно Затем просверли с 2-х сторон отверстия, но не сверлом, а двухпёрой фрезой.Подача очень осторожная, минимальная, во избежания увода,Затем вставь туда плотно( и забить можно) штифты и завари их.А потом используя конус втулки как базу, уже можно протачивать и подгонять под бабку.Тогда ось втулки будет параллельна оси бабки.Её не утянет сваркой.Правда, если у тебя есть возможность выхода на аргонную сварку и сварщик спец, а не абы как, то такая сварка не утянет.Учитывай, что у переднего торца должна быть приварена приблуда, через которую просверлишь отверстия для зажимных сухарей.Она не должна мешать отверстиям под штифты.Передний срез бабки должен иметь сильный вылет вперёд .Ведь салазки-то будут съедать часть вылета пиноли.На штурвале сзади не забудь нониус.Основание к бабке через опоры апиваривай ассиметрично, чтобы винт и лимб малых салазок не упирался при работе
@misza d Спасибо Вам за ответ!
Буду знать при постройке станка.
Кстати говоря автор этого ролика переделал свой станок и избавился от круглых направляющих ,поставив по-моему уголки.
——Хоть и ответил автор, что всё ОК , но направляющие ввиде трубы, да ещё такой длины,,да стальные к тому же просто не могут не поддаться вибрации.На таком станке микровибрация будет сильно и быстро выкрашивать и притуплять кромки напаек резцов.На резцах только разоришься..Чтобы хоть как-то уменьшить вибрацию, эти штоки надо приварить ( не по всей длине) к основанию станины и варить надо аргоннодуговой сваркой и желательно с применением осцилятора.Требуется это для предупреждения усадки и искривления направляющих. Втулки на них дожны быть прорезные, бронзовые.
Основание, сваренное из швеллеров должно быть в месте установки поперечин для крепления штоков(направляющих) сфрезеровано под одну плоскость, чтобы не гуляли по высоте направляющие.Во втулках предусмотреть отверстия для смазки.Вообще должен знать, что все станины и все направляющие делаются из чугуна.Он гасит внутренние колебания и меньше подвержен вибрациям.Теперь о прогибе Они прогибаются, только не под весом резцедержателя, а от давления, передаваемое через резец.Поэтому не только для уменьшения вибрации их надо приваривать, но и для предотвращения прогиба.При прогибе резец тупится быстрее.Так же не очень доверяй автору, посмотри, как он колотит по столу станка, как по наковальне.Отсюда следует вывод, что он в технике не дока.Винт пиноли должен быть левый, а он устанавливает правый, даже не задумывается о последствиях.
.
Много лет проработал на заводе на разных станках и одно время был в отделе главного механика, где производился ремонт станков.Все нюансы мне знакомы ТОже делал самодельные станки.Я уже заранее знаю, какие ошибки у него будут при изготовлении пиноля.Их уже предостаточно в этой серии
@Женек Я полностью согласен с тобой!
Спасибо!
Восстановление и ремонт задней бабки токарного станка
Задняя бабка токарного станка – элемент строения, служащий для фиксации заготовки в ходе ее обработки. Этот узел – дополнительная база крепления для детали. В ходе выполнения сверлильных работ, бабка примыкает к узлу суппорта и получает через него подачу механического типа. В этом случае сверло вставляется в пиноль, а не в центр.
- Функции задней бабки
- Устройство и принцип работы
- Восстановление и ремонт узла
- Восстановление акрилопластом
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.


Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Устройство и принцип работы
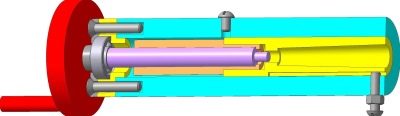
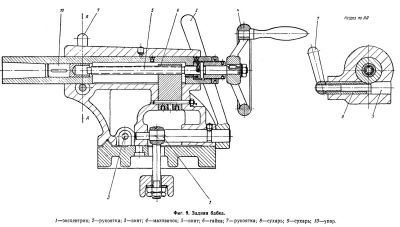
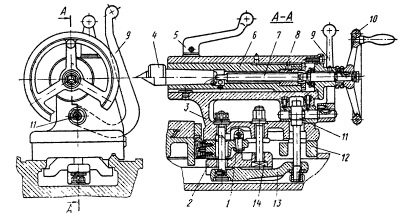
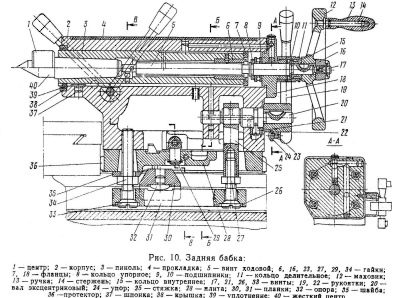
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:


- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.

Восстановление акрилопластом
- Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра. Показатели овальности не должны превышать полсантиметра.
- В шпинделе передней бабки монтируют полую оправу. Внешний диаметр цилиндрической оправки равняется внешнему диаметру обновленной пиноли.
- Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
- После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм. Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
- Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
- Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
- Оправку обрабатывают мылом и монтируют корпус задней бабки. Деталь необходимо закрепить на станине посредством болтов.
- Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
- Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
- В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.
- Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
- После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Задняя бабка является одним из ключевых узлов токарного станка. Именно поэтому каждый оператор подобной установки должен знать строение этой детали, обладать минимальной информацией о наиболее вероятных причинах и «симптомах» ее поломки. Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом.