Плазменная очистка металла
Три кита плазменной очистки.
О чем нужно помнить при подготовке поверхности к формированию соединений и нанесению покрытий в условиях производства микроэлектроники.
Илья Корочкин — Глобал Микроэлектроника, Россия
Вячеслав Хриченко — Глобал Микроэлектроника, Россия
В условиях российского производства электронных изделий наблюдается все более серьезное отношение к плазменной очистке. Этот вспомогательный процесс переходит в разряд первостепенных благодаря осознанию того, что, зачастую, именно вспомогательные процессы позволяют добиться требований, предъявляемых к изделию.
Особый интерес к процессу в России объясняется тем, что применение плазменной очистки позволяет в некоторой степени компенсировать невысокое качество технологических материалов.
Все загрязнения могут быть разделены на физические (механические) и химические. Физические загрязнения держатся на подложке за счет электростатики — сил Ван-дер-Ваальса, химические — за счет химических связей с поверхностью заготовки. Разные механизмы существования загрязнений требуют различных методов их удаления, представленных в таблице 1. Химические загрязнения являются наиболее трудноудаляемыми за счет прочности связей с поверхностью и могут быть устранены только с помощью химической обработки. Физические загрязнения могут быть с лёгкостью удалены множеством методов: от отмывки до нагрева заготовки, при котором молекулы загрязнителя отрываются от поверхности заготовки в ходе теплового движения.
Плазменная очистка стала решением для удаления как физических, так и химических загрязнений без применения нагрева и использования жидких сред.
Промывание
УЗ-очистка
Термообработка
Плазменная очистка
Обработка в мылах, аммиачных раствора
Кислотное травление
Газовое травление
Плазмохимическая очистка
Процесс плазменной очистки заключается в столкновении электрически активных ионов рабочего газа с молекулами загрязнителя, что приводит к выбиванию последних с поверхности заготовки.

Физический принцип плазменной очистки
Помимо высокой скорости процесса (не более пяти минут), плазменная очистка отличается пониженным расходом реагентов и широкими возможностями контроля процесса.
Тем не менее, следует помнить, что плазменная очистка обладает низкой селективностью — бомбардирующие ионы могут выбивать не только молекулы загрязнителя, но и молекулы самой заготовки. Так, при помещении заготовки непосредственно в разряд плазмы может потребоваться защита чувствительных элементов топологии маскирующими покрытиями.
ТРИ КЛЮЧЕВЫХ ФАКТОРА
Как и любое вакуумное оборудование, системы плазменной очистки могут быть представлены в различных вариациях. Тем не менее, разрабатывая технологический процесс плазменной очистки, необходимо помнить о трех ключевых параметрах, изменение которых влияет не только на эффективность обработки, но и на физику процесса, внося принципиальные особенности. Этими параметрами являются используемый в процессе рабочий газ, тип реактора, в котором проходит обработка, и частота плазмы.
Рабочий газ
Эффект от использования различных газов может отличаться не только количественно, но и качественно, ведь различные типы молекул в плазме эффективны против различных типов загрязнений
Энергии ионов азота и аргона в разряде плазмы достаточно для удаления физических загрязнений с поверхности заготовки. Тем не менее, такое воздействие не приводит к удалению тонких пленок химических загрязнений, имеющих толщину в несколько атомных слоёв.
При добавлении в рабочую среду электрически нейтральных, но активных химически радикалов, процесс приобретает название плазмохимической очистки. Радикалы взаимодействуют с тонкими плёнками химических загрязнителей, образуя легколетучие соединения. После удаления загрязнений, связанных с заготовкой химически, атомы поверхностного слоя заготовки обладают свободными связями, что позволяет достигнуть адгезии, сравнимой с когезионной прочностью — прочностью связей между атомами в веществе.
Таким образом, в ходе плазмохимической очистки происходит не только в удаление загрязнителей, но и активация поверхности в сторону повышения адгезии.
Различные радикалы действуют по разному. Варианты рабочей среды плазменной очистки и их особенности представлены в таблице 2.
Важно помнить, что в течение часа после очистки центры адгезии, сформированные на поверхности, будут уничтожены — за это время загрязнители снова сформируют связи с молекулами поверхностного слоя заготовки.
Таблица 2 — различные рабочие среды плазменной очистки
Интенсивная физ. очистка
Мягкая физ. очистка
Хим. удаление органических загрязнителей
Хим. удаление тонких пленок оксидов металлов
Вопрос о значимости плазмохимической очистки считается решённым. Свежих исследований на эту тему не проводится. Тем не менее, согласно данным 2000го года, применение плазмохимической очистки перед УЗ-разваркой кристаллов позволяет добиться увеличения прочности сварных соединений до 3 раз. При этом равномерность прочности сварных соединений стабильно возрастает в 2 раза [1 — Wood L., Fairfield C., Wang K. Plasma cleaning of chip scale packages for improvement of wire bond strength//Electronic Materials and Packaging, 2000.(EMAP 2000). International Symposium on. — IEEE, 2000. — С. 406-408.].

Влияние плазменной очистки на разварку кристаллов.
Тип реактора
Знание типов реакторов имеет наибольшее значение в момент выбора системы очистки. Тип реактора в большей степени определяет производительность установки, требования к расположению заготовок, возможность применения физического или химического типа очистки.
Классический реактор
Конфигурация первых установок плазменной очистки сейчас больше характерна для установок нанесения тонких пленок. Плазма зажигается в рабочей области, равномерность обработки обеспечивается планетарным вращением подложек. Конструкция не позволяет обеспечить достаточно быструю обработку, которая ожидается от вспомогательного процесса.

Схема классического процесса плазменной очистки
Цилиндрический реактор
Цилиндрический реактор стал решением проблемы производительности. В нем была реализована возможность последовательной загрузки заготовок. Появившись в 70х годах, этот тип реактора является востребованным и на сегодняшний день.
Важным нововведением цилиндрического реактора является применения клетки Фарадея. Клетка Фарадея представляет собой перфорированный токопроводящий цилиндр, принимающий на себя высокоактивные электроны, пропуская через себя электрически нейтральные радикалы. Такой подход позволяет защитить заготовку от ионной бомбардировки, способной повредить чувствительную топологию, и сосредоточиться на тонкой химической очистке и активации поверхности. Плазмохимическая очистка с защитой от воздействия ионов требует предварительной очистки заготовки от физических загрязнений, например, с применением УЗ-ванны.

Реакторы удаленной плазмы
Реакторы удаленной плазмы были разработаны для безопасной плазмохимической очистки подложек в системах с плоскими электродами. Плазма здесь зажигается вне рабочей области. Это позволяет не только защитить образец от ионной бомбардировки, но и от рентгеновского и УФ-излучения плазмы. Метод позволил устранить нагрев подложки в системах высокочастотной плазмы.
Среди недостатков можно отметить низкую гибкость и производительность.


Реактор удаленной плазмы
Реакторы с последовательной загрузкой
Наибольшая гибкость и производительность процесса была достигнута благодаря принципу модульности. Перемещаемые электроды-полки в реакторах последовательной загрузки, как и держатели заготовок, могут быть произвольно перемещены для изменения конфигурации процесса.
Такие реакторы поддерживают все технологии, представленные ранее. Заготовки могут быть перемещены в темную прикатодную область для интенсивной обработки или отведены от пары электродов для мягкой плазмохимической обработки, соответствующей процессу удаленной плазмы. Полная загрузка рабочей области может быть обеспечена использованием клетки Фарадея, как это делалось в цилиндрических реакторах.
Изменчивость конфигурации позволяет проводить как изотропную, так и направленную очистку

Схема направленной очистки в реакторе с последовательной загрузкой
«Клетка» позволяет добиться максимальной загрузки
Частота
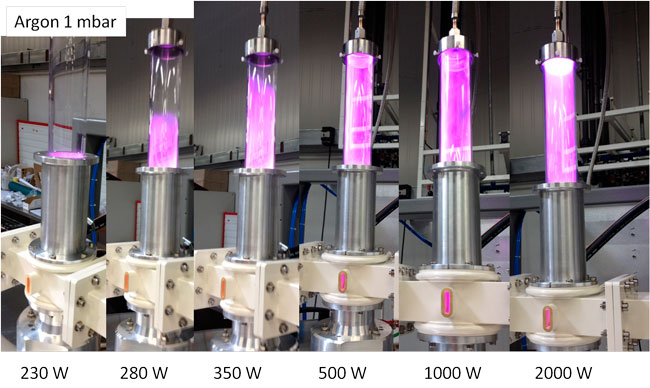
Частота обрабатывающей плазмы является одним из самых неоднозначных ее параметров. Изначально установки низкочастотной очистки производили только малоизвестные американские компании, но за последние десять лет низкочастотная плазма успела незаметно войти в нашу жизнь. На текущий момент большинство компаний-производителей оборудования плазменной очистки, имеет в своих линейках модели, использующие низкочастотную плазму. Считается, что для плазменной очистки более благоприятна именно низкочастотная плазма, но аргументы зачастую расплывчаты. Так чем же лучше низкочастотная плазма и лучше ли она вообще?
При сравнимой скорости обработки плазма различной частоты обладает различной физикой потерь. Если в высокочастотной плазме потери выражаются в высоком тепловыделении, то в низкочастотной — в паразитных явлениях, ведущих к резкому снижению эффективности при резонансе. И если резонанса можно избежать грамотным подбором параметров, то нагрев заготовки может пагубно сказаться на чувствительных элементах топологии.
Более того, низкочастотная плазма однородна. В отличие от высокочастотной плазмы, в ней отсутствует чередование пятен. Это повышает равномерность обработки и допускает близость к электродам при обработке в безопасном режиме.
Важным моментом является расстояние между электродами для возникновения разряда. Высокочастотная плазма тем эффективнее, чем больше расстояние между электродами. Для загорания низкочастотной плазмы не требуется большого расстояния, что позволяет увеличить полезный рабочий объем камеры и использовать несколько пар электродов при последовательной загрузке, чтобы избежать «теневого эффекта».
Таким образом, низкочастотная плазма действительно является предпочтительной для очистки поверхности изделий — ее использование позволяет добиться наибольшей производительности, равномерности обработки и избежать нагрева чувствительных элементов.

Последовательная загрузка в установках высокочастотной(слева) и низкочастотной (справа) плазмы

Чередование пятен в высокочастотной плазме
ЗАКЛЮЧЕНИЕ
Итак, по разработке процесса подготовки поверхности перед операциями УЗ-микросварки, герметизации, монтажа, нанесения покрытий можно дать следующие рекомендации:
— использование рабочих газов:
- аргон/азот — необходим для зажигания плазмы, удаление физических загрязнений
- примеси водорода — химическое удаление оксидов металлов
- примеси кислорода — химическое удаление органических загрязнений
— выбор конфигурации: с последовательной загрузкой электродов — наибольшая гибкость и производительность;
— выбор частоты генератора плазмы: низкая частота (40 кГц) — отсутствие нагрева, больший полезный объем камеры, большая равномерность обработки.

PlasmaStar ꜛ установка плазменной обработки поверхности

Плазменная очистка металла






Лазерная очистка от ржавчины
Лазерная технология обуславливает применение специального оборудования. Лазерная очистка характеризуется следующими особенностями:
- Высокая эффективность. При несущественных затратах можно обновить изделие и восстановить его красоту.
- Качество получаемой поверхности высока.
- Высокая скорость обработки, связанная с автоматизированием процесса и применением технологии фокусировки светового луча для воздействия на металл.
- Подобная очистка предусматривает использование специального оборудования. Появилось оно в продаже относительно недавно, но уже сегодня весьма востребовано, устанавливается в специализированных цехах по восстановлению металлических изделий.
- Сфокусированный свет приводит к нагреву поверхности и частичному перестроению структуры. Однако, оказываемое воздействие не становится причиной изменения кристаллической решетки, то есть закалка не проводится. Это связано с точечным воздействием луча.


Очистка поверхности лазером
Удаление ржавчины лазером проводится в случае, когда изделие имеет небольшие размеры. Это связано с тем, что рабочая площадь лазерных установок ограничена.
Кроме этого, возникают проблемы с глубокой ржавчиной, которая нарушает целостность структуры материала.

Технология очищения
Современная лазерная очистка предусматривает применение технологии, связанной с физическими принцами взаимодействия металла со световым излучением. Определенные параметры светового потока определяют то, что от чистой поверхности он отражается, ржавчина его поглощает. Кроме этого, подобным образом можно почистить металлическую поверхность от различных загрязнений и пленок.
Воздействие лазера можно охарактеризовать следующим образом:
- Подаваемый луч в начале не оказывает фазовое превращение. За счет подобного воздействия поверхностный слой становится более мягким, загрязняющие вещества начинают отслаиваться.
- Следующий шаг предусматривает нагрев поверхности с последующим расплавлением. При нагреве структура становится более пластичной.
- При слишком высокой температуре происходит испарение загрязняющих веществ. Для их отведения предусмотрено наличие специального резервуара.
Стоит учитывать тот момент, что температура плавления ржавчины составляет около 1600 градусов Цельсия. Температура плавления стали намного ниже. Поэтому рекомендуется использовать специальные установки, которые могут разогреть материал до столь высокого показателя.
Процесс очищения поверхности становится более эффективным за счет того, что в зоне воздействия луча оказывается также ударная нагрузка. При этом температура может резко меняться. Лазерная технология подходит для обработки глубоких пазов и различных рифлений, так как луч может подаваться под различным углом.
Технологический процесс лазерной резки металла
Луч образует на образце точку. Точечное воздействие позволяет добиться максимально быстрого нагревания выше температуры плавления и кипения. Вещество начинает испаряться. Если плотность материала высокая или большая ширина, то испарение затруднительно, поэтому присутствует газовый баллон – инертный газ (кислород, азот, обычный воздух) направлен на эту зону и выдувает расплавившиеся элементы.
Виды операции
Классификация основана на выборе рабочего элемента, то есть прибора, образующего лазерный поток. Различают три типа установок по мощности:
- Не более 6 киловатт – работа с твердыми телами. В основе лежит рубин или специальное прочное стекло. Они позволяют генерировать высокий импульс с постоянным потоком.
- До 20 кВт – с помощью газа. Газовая смесь из азота, кислорода, гелия прогревается и разгоняется с помощью электроэнергии.
- До 100 кВт – наиболее мощные станки, газодинамические. В их основе углекислый газ, который направлен узким потоком на локализованную область.
Читать также: Станки для загиба листового металла
Режимы резки металла лазером
Любая установка имеет множество параметров. Их выбор зависит от конкретных характеристик разрезаемого материала и желаемого результата. Например, мощность прямо пропорционально увеличивается в зависимости от толщины листа.
Также имеет значение химический состав. Углеродистые стали имеют преимущества перед низкоуглеродными по прочности, но они же на 25-35% медленнее нагреваются и разрушаются из-за добавления углерода. Аналогично влияют и прочие легирующие добавки.
Также влияет выбранный газ. Чистый кислород в два раза эффективнее, чем обычный воздух. Качество разреза (шероховатость, образование сколов, дефектов) зависит от скорости процесса и толщины заготовки. И, конечно, важна точность. Самый лучший показатель у станков с ЧПУ. Они заранее программируются, вводятся все показатели, выбор программы осуществляется автоматически. Приведем таблицу, которая поможет определить режим:
При длительном соприкосновении поверхности обычной стали с воздухом или любой другой коррозионно-активной средой на его поверхности постепенно образуется слой окиси железа. Это не только портит внешний вид изделия, но и провоцирует его дальнейшее ржавление. Наиболее популярны химические методы очистки металлических поверхностей от ржавчины. Но, как утверждается, «не хлебом единым»…
Оборудование
В продаже встречается самое различное оборудование.
Наиболее распространенный лазер для удаления ржавчины представлен сочетанием двух модулей: один является источником питания, второй – лазерная головка.
В некоторых случаях в комплект поставки включается устройство видеонаблюдения, которое позволяет удаленно контролировать процесс.

Лазерная установка действует следующим образом:
- На момент включения устройства оно сканирует поверхность для проверки наличия очагов ржавчины. При этом современные технологии позволяют определить глубину и характер повреждения. Тестирование проводит лазерный луч малой мощности.
- После того как было прекращено тестирование изделия устройство само выбирает мощность луча. Кроме этого, подобный параметр можно настроить в ручную. Этого показателя должно быть достаточно для того, чтобы ржавчина испарилась.
Современное оборудование способно в автоматическом режиме определять полное очищение металла от различных загрязняющих веществ, после чего останавливать процесс обработки. Мощность установки может варьировать в большом диапазоне, к примеру, у недорогих установок показатель 12-20 Вт. Мощные модели для профессионального применения имеют показатель мощности около 1000 Вт.
Оборудование для удаления ржавчины
Наиболее востребованный портативный вариант включает в себя два отдельных модуля — ранец с источником питания и лазерную головку со шламоприёмником, которые соединяются между собой оптоволоконным кабелем. В комплект входит также устройство для контрольного видеонаблюдения за процессом.
Установки лазерной очистки действуют в следующей последовательности:
- При включении происходит сканирование поверхности с целью выявления глубины и характера ржавчины, Это выполняется коротким по длительности лазерным импульсом сравнительно небольшой мощности;
- После сканирования на очищаемую поверхность направляется лазерный поток мощностью, оптимальной для размерного испарения вещества (впрочем, мощность регулируется, и пользователь может устанавливать для очистки ржавчины и иной режим обработки);
- Остатки разрушенного и отделённого от основного металла окисной плёнки (которая не попала в центр светофокусированного пучка) захватываются в специальную ёмкость;
- Процесс обработки прекращается автоматически, по достижению состояния поверхности, при которой направляемый на неё фотонный поток начинает отражаться , т.е., свободной от окислов.
Читать также: Круг для полировки автомобиля на болгарку
Мощность установок для очистки металла рассматриваемым способом зависит от целей их применения. Например, лазер для удаления ржавчины со сравнительно небольших площадей (так называемый «лазерный рюкзак») имеет мощность в пределах 12…20 Вт, и питается от аккумуляторных батарей. Более мощные — до 1000 Вт — устройства также компактны, но запитываются от стационарной электросети 220 В. Они снабжаются световодным кабелем длиной до 10 м. Выпускаются и стационарные системы портального типа, с кабелями длиной до 50 м, которые предназначены для очистки особо больших металлических поверхностей.
Выбор типоразмера системы для лазерной очистки производят, исходя из того, что 1 кВт мощности лазера соответствует примерно 1 м 2 очищаемой поверхности в час.
Преимуществами лазера как удалителя ржавчины являются:
- Отсутствие вредных экологических выбросов.
- Отсутствие шума при работе.
- Высокие эффективность и качество очистки.
- Возможность использования при обработке комбинированных покрытий, причём не только из разных металлов, но и на соединениях стали с другими материалами (например, инкрустаций, стальных пластин-накладок на кожаные изделия и т.д.).
- Простота настройки и использования.
- Отсутствие потребности в расходных материалах.
Бытует мнение об опасности для операторов, которые эксплуатирует рассмотренное оборудование. Однако это не так. Излучение носит строго направленный характер, и воздействует только на обрабатываемую поверхность. От избыточного светового потока работающего защищают специальные очки, а при дистанционной обработке контроль за ходом процесса производится при помощи системы видеонаблюдения.
Преимущества способа
Применение современных разработок при создании рассматриваемого метода обработки определяет то, что он характеризуется большим количеством преимуществом. Примером можно назвать следующие моменты:
- При работе не происходит образование токсичных веществ, которые могут оказывать негативное воздействие на организм человека.
- Технология обработки не приводит к образованию шума. При механическом воздействии может образовываться большое количество шума, который может создавать существенный дискомфорт.
- Высокая эффективность и качество получаемого изделия. Другие методы удаления ржавчины не позволяют достигнуть столь высокого результата. При этом исключена вероятность допущения ошибки, так как человек не контролирует качество очистки.
- Есть возможность применять метод очистки лазером в случае, когда поверхность представлена комбинированием различных материалов. Примером можно назвать случай, когда на стальной пластинке есть кожаная и другая отделка.
- Устройство просто в использовании. Как правило, установка выбирает оптимальные режимы работы в автоматическом режиме. Можно вводить информацию в ручную, для чего есть специальный пульт или дисплей.
- Нет потребности в различных расходных материалах. При применении метода очистки химикатами требуется достаточно большое количество реагентов, которые в последствии не пригодны для использования.
Часто можно встретить мнение, что создаваемое излучение оказывает негативное влияние на зрение оператора. Проведенные исследования указывают на безопасность направленного луча.
Кроме этого, многие станки имеют специальный защитный кожух, а оператор должен работать в защитных очках.
Лазерная очистка металла может проводится и в ручном режиме. В подобном случае лазерная очистка подразумевает применение пульта дистанционного управления.

Лазерная очистка в ручном режиме
Современные модели практически полностью автоматизированы. При этом оператор не находится в непосредственной близости от устройства, наблюдает за происходящим через систему видеонаблюдения.
Очистка поверхности металла плазмой
В процессе производства (изготовления, обработки, хранения) на поверхности металлических деталей возникают загрязнения и посторонние вещества, наличие которых нежелательно или вредно.
Очистка поверхности металла – процедура удаление загрязнений с металлической поверхности до определенного уровня ее чистоты. Очистка производится различными методами – механическим, физическим, химическим, физико-химическим и химико-термическим.
Удаление загрязнений механической очистки происходит за счет их механического разрушения протиранием, соскабливанием, фрезерованием, воздействием струей воды, воздуха, твердых частиц (чугунная дробь, стеклосферы и т.д.). Повышение производительности механической очистки достигают за счет применения механизированного инструмента (щеток, иглофрез) с электро- и пневмоприводом, а также за счет увеличения давления струй до 5-63 МПа. Достоинствами процесса механической очистки являются малая энергоемкость, универсальность, возможность удалять различные загрязнения, простота утилизации отходов, недостатком – применение ручного труда.
Механизм физической очистки заключается в растворении загрязнений в различных растворителях и удалении их с поверхности очищаемого изделия. Интенсификация процесса очистки достигается введением в зону очистки ультразвуковых колебаний, а также применением струйного облива и паров растворителей. Преимуществами физического способа очистки являются большая скорость очистки и ее высокое качество, безотходность производства, возможность механизации и автоматизации процессов очистки. В то же время этому методу свойственны вредность производства, сложность удаления отходов, применение для небольшой группы загрязнений.
Физико-химический способ очистки состоит в растворении, эмульгировании и химическом разрушении загрязнений (применение растворяюще–эмульгирующих средств с ополаскиванием в растворах синтетических моющих средств). Возможности повышения скорости и качества очистки заключаются в перемещении (колебании, вращении) очищаемого объекта в процессе очистки. Положительные стороны физико-химического способа состоят в большой скорости очистки и высоком ее качестве, малой энергоемкости процесса очистки, умеренной температурой ведения процесса (20-50 0 С), в возможности механизации и автоматизации процесса, отрицательные – применение для малой группы загрязнений, вредность производства и наличие отходов.
Химико-термический способ заключается в химическом разрушении (сгорании) загрязнений в пламени или в щелочном расплаве при высокой температуре (400-450 0 С), а так же в объемных и структурных изменениях загрязнений. Повышение производительности очистки возможно за счет оптимизации состава щелочного расплава и автоматизации процесса. Преимущества этого способа – большая скорость очистки и ее высокое качество, а также возможность автоматизации процесса, недостатки – применение для малой группы загрязнений, высокая энергоемкость процесса очистки, возможно деформации и разрушения деталей.
Электролитно-плазменная технология в режиме очистки обеспечивает высокопроизводительную и качественную очистку поверхности деталей от практически любых загрязнений – минеральных и органических консервационных смазок, ржавчины, окалины, остатков старых гальванических и лакокрасочных покрытий, эмалевой изоляции с электропроводов. Время очистки составляет 0,1-0,5 мин. Одновременно с удалением загрязнений образуется коррозионно-стойкое покрытие. Анодный электролитно-плазменный процесс очистки отличается от анодного электролизного процесса тем, что жидкий электролит не соприкасается с поверхностью обрабатываемого изделия из-за образования у поверхности детали парогазовой оболочки, отделяющей ее от электролита и приводящей к протеканию интенсивных химических и электрохимических реакций между материалом детали – анода и парами электролита. Это приводит к анодному окислению поверхности металла с однородным химическим травлением образующего окисла. Травление происходит в первую очередь на микронеровностях, где образующийся окисный слой более тонкий. Кроме того, из-за повышенной напряженности электрического поля в зазоре деталь-парогазовая оболочка-электролит именно у выступов микрорельефа происходит скругление их вершин, приводящее к снижению шероховатости поверхности обрабатываемой детали.
Способ основан на использовании явлений, происходящих у поверхности электродов электролитной ячейки при приложении к ним повышенного напряжения постоянного тока. Процесс обеспечивает комплексное физическое и химическое воздействие на материал изделия и его поверхность.
Предлагаемый способ поясняется конкретными примерами.
Обрабатывались медные обмоточные провода марок ПЭВ и ПЭВТ 0,4 и 1,0 мкм, изолированные лаками на основе полиэфиров и поливинилацеталевых эмалей. Обработка проводилась с целью подготовки концов проводов под распайку и состояла в удалении слоя изолирующей эмали и очистки поверхности провода.
Использование предлагаемого способа основано на применении электрогидродинамического режима электролитно обработки. Данный режим характерен отсутствием нагрева изделия (который снижает пояемость медного провода и требует дополнительных операций по удалению окисла) при существовании вокруг устойчивой парогазовой оболочки. Для начала процесса необходимо очистить небольшой участок провода. После погружения изделия в электролит на участке где отсутствует изоляция, образуется парогазовая оболочка. Из-за высокой температуры, развивающейся в каналах электрических разрядов, пронизывающих оболочку, происходит выжигание изоляции на поверхности провода. Так как часть поверхности, у которой изоляция обуглена, становиться проводящей, то парогазовая оболочка образуется и у нее. При этом происходит удаление остатков сожженной изоляции и очистка всей поверхности провода.
Жиры и масла всплывающие на поверхности электролита, необходимо периодически удалять (переливать, циркулировать и т.д.). Для осаждения твердых отходов (абразив, ржавчина, окалина и т.п.) устанавливается специальный поддон.
Когда при нанесении гальванического покрытия происходит сбой или покрытие оказалось не качественным при производстве, необходимо его снять перед повторной гальванической обработкой. Электролитная плазменная технология позволяет снять такое покрытия менее чем за 1 минуту. Время обработки в основном зависит от толщены гальванического покрытия и его типа. Однако общее время обычно не превышает 1 минуты. Из-за особенностей осуществления процесса гальванопокрытия изделия, режим снятия покрытия подбирается индивидуально для каждого конкретного случая разработками технологии.
Плазменная очистка
Сверхтонкой очисткой поверхностей с помощью холодной атмосферной плазмы называется процесс удаления органических и биологических загрязнений, а также прочно приставших частиц пыли. Этот процесс чрезвычайно эффективен, и в то же время бережен к обрабатываемой поверхности. При более высокой интенсивности, плазменная обработка может также удалить слабый внешний слой поверхности пластика и создать перекрестные химические связи между его полимерными молекулами, тем самым увеличивая прочность поверхности. Также плазменная обработка улучшает смачиваемость поверхности, что увеличивает прочность последующих клеевых соединений, покраски и лакировки. Плазменная функционализация поверхности проводится при атмосферном давлении с использованием в качестве рабочих газов воздуха или типичных индустриальных газов, таких как азот, формирующий газ или кислород. При этом не используются ни вакуумная техника, ни мокрая химия. Это сокращает расходы, улучшает безопасность и экологическую чистоту. Высокие скорости обработки содействуют внедрению во многие промышленные процессы.
Типичные поверхностные загрязнения
Выглядящие чисто поверхности обычно покрыты многими невидимыми слоями загрязнений. Эти загрязнения формируются естественным путем при контакте с воздухом. Они включают в себя слои оксидов, воды, органических соединений и пыли. Более того, технологические процессы покрывают поверхности слоями масел, разделительных агентов, мономеров и полимерных молекул малой длины. Загрязнители значительно ухудшают качество технологических покрытий, таких как лак, краска, клей, создавая слабый, легко отделяющийся промежуточный слой. Более того, они часто уменьшают смачиваемость поверхности, что приводит ее неэффективному покрытию этими материалами и низкой прочности покрытия.

Холодная атмосферная плазма
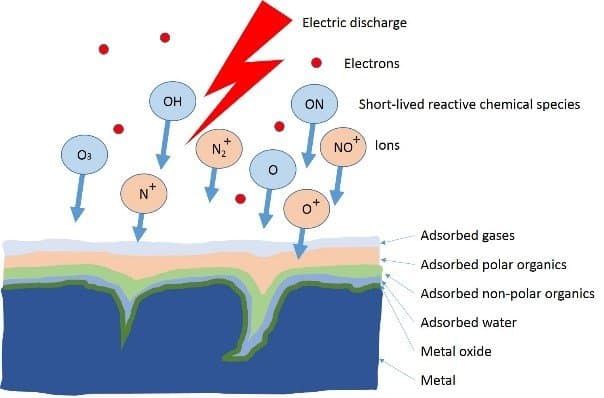
Плазмой называется частично ионизированный газ. Электрические разряды, такие как дуговой, диэлектрический барьерный, коронный, а также прямой пьезоэлектрический разряд ионизируют газы при атмосферном давлении создавая плазму. Заряженные частицы – электроны и ионы – ускоряются в потенциале разряда до высоких энергий. Очень малая часть молекул газа ионизируется такими разрядами; большинство молекул остаются нейтральными и холодными. В частности, в случае прямого пьезоэлектрического разряда, температура газа не превышает 50 C. А в случае наиболее горячих дуговых разрядов, температура самой дуги может достигнуть 6.000 – 12.000 C. Но после того как газ покинет область дуги, он быстро остывает до 250—450 C. При высоких скоростях обработки такие температуры не перегревают и не повреждают поверхности. В то время как плазма остается холодной, высокоэнергичные электроны и ионы многократно сталкиваются с молекулами газа, производя короткоживущие атомы и химические соединения, такие как атомы H, N и O, радикалы OH, ON, озон, азотная и азотистая кислота, а также различные другие молекулы, находящиеся в метастабильных состояниях. Все эти короткоживущие соединения делают плазму химически очень активной.
Механизмы плазменной очистки
При контакте с обрабатываемой поверхностью, химически активная холодная плазма вызывает большое количество физических и химических процессов. Главными реактивами этих процессов являются высокоактивные короткоживущие химические соединения, произведенные плазмой в больших количествах. Помимо этого, при прямом контакте электрического разряда с поверхностью, она также облучается ультрафиолетовым излучением и атакуется энергичными ионами и электронами. Несмотря на то что количество заряженных частиц несоизмеримо мало по сравнению с количеством частиц нейтральных, благодаря своей реактивной природе и высокой энергии, они значительно увеличивают эффективность плазменной очистки. Следующие процессы вносят вклад в ультратонкую очистку поверхности:
- Плазма разрывает химические связи тяжелых органических молекул, загрязняющих поверхность. Тяжелые молекулы дробятся на более легкие молекулы, которые улетучиваются с поверхности.
- Произведенные плазмой активные химические соединения окисляют органические молекулы формируя углекислый газ и водяной пар.
- Эти процессы также уничтожают биологические загрязнения и стерилизуют поверхность.
- При более высокой интенсивности обработки, плазма снимает слой поверхности толщиной порядка нанометра, который состоит из полимерных молекул малой длины.
- В обнаженно слое плазма создает перекрестные химические связи между длинных полимерных молекул. Тем самым поверхностный слой значительно укрепляется.
- Дуговой плазменный разряд, зажженный в атмосфере формирующего газа, состоящего из 5 % водорода и 95 % азота, создает большое количество водородо-содержащих реактивных соединений. При обработке металла, эти соединения восстанавливают оксиды, обнажая поверхность металла.
- Дуговой разряд, горящий непосредственно на поверхности субстрата, используемого в качестве катода, разъедает эту поверхность, создавая неровности размером порядка микрометра. Впоследствии эти микроструктуры заполняются клеем, лаком или краской, что улучшает их механическое сцепление с поверхностью.
- Реагируя с полимерными молекулами, химически-активные соединения плазмы осаждают полярные OH и ON группы на очищенную поверхность. В результате поверхность становится легко смачиваемой. Клеи, лаки и краски будут ее эффективно покрывать и заполнять микроструктуры благодаря капиллярному эффекту.
Преимущества плазменной очистки
Поскольку плазма разрушает органические загрязняющие вещества превращая их в пары газов, такая очистка не оставляет осадков и создает поверхность высокой чистоты. Также важно то что обработка осуществляется при атмосферном давлении. Ее преимущества по сравнению со стандартной химической обработкой или вакуумной плазменной обработкой включают:
- Высокотонкая очистка поверхности, не оставляющая осадков
- Бережная, неповреждающая обработка
- Отсутствие мокрой химии
- Использование в качестве рабочего газа воздуха или дешевых индустриальных газов
- Экологическая чистота процесса
- Отсутствие вакуумного оборудования
- Высокие скорости обработки
- Легкая интеграция в существующие производственные линии
- Улучшение смачиваемости и последующей адгезии красок, лаков и клеев


With plasma also inorganic materials are treatable.
Плазменная очистка поверхности — Технологии очистки плазмой
Плазменная очистка — предпосылки
Во многих областях применения электронных модулей, например, в медицинской, космической и авиационной технике, военной, автомобильной и энергетической промышленности, приходится отказываться от использования припоев с флюсом, ведь они становятся причиной ухудшения качества, требуя дополнительных усилий при очистке поверхностей. Типичными примерами таких электронных модулей могут служить микросистемы, датчики или гибридные СВЧ-схемы.
Выход из данной ситуации – вакуумная пайка. В этом случае в качестве преформ в основном применяются готовые припои. Эта технология позволяет снизить температуру плавления и исключить окисление в ходе всего процесса. Помимо этого, в качестве восстановителей могут использоваться, например, формир-газ или муравьиная кислота. Под их воздействием оксидные пленки на спаиваемых поверхностях разрушаются.
При работе с проблемными материалами, например никелем, этого часто оказывается недостаточно. Дополнительной сложностью являются четко заданные в термопрофилях фазы нагрева и охлаждения. Критичные процессы пайки (корпусирование микросхем, упаковка компонентов и т. д.) подчиняются строгим требованиям, предъявляемым к качеству паяного соединения, которые вакуумная пайка удовлетворить не способна.
Одним из возможных решений этой проблемы является предварительная обработка поверхностей плазмой, которая может удалить с них окисления.
Преимущества плазменной очистки поверхности
Преимущества предварительной обработки поверхностей при помощи плазмы :
- увеличение поверхностного натяжения за счет выравнивания микронеровностей;
- удаление оксидного слоя (при использовании водорода) и устранение органических загрязнений (при использовании кислорода).
- улучшение смачиваемости и растекаемости;
- стандартизация процесса пайки за счет улучшения однородности паяного соединения;
- упрощение процесса пайки с более высокой технологической осуществимостью;
- возможность «регенерации» подержанных конструктивных элементов (крышки, корпусы, основания печатных плат).
При изготовлении электронных компонентов преимущественно используется высокочастотная плазма в мегагерцовом ( RF -генератор) или гигагерцевом диапазоне ( MW -генератор). Ввиду способности к оптимальному удалению пустот при обработке спаиваемых поверхностей плазмой для ионизации используются частоты магнетронов в диапазоне 2,43 ГГц. Предпочтение отдается формир-газу, содержащему 60 % водорода и 40 % аргона .
Взаимодействие плазмы с поверхностью
Воздействие плазмы на поверхность :
- физическое воздействие обеспечивается за счет горячих электронов и ионов. На этом этапе изменяется микроструктура ( эффект распыления ). Наиболее высокой эффективностью обладают тяжелые ионы ( Ar +);
- химическое воздействие достигается за счет свободных радикалов (нейтральные атомы или молекулы с ненасыщенными связями). Здесь создается максимальный эффект, в том числе и для легких молекул (Н2), если они обладают значительным химическим сродством;
- незначительным может считаться воздействие излучений (например, в ультрафиолетовом диапазоне).
В микроволновой плазме (2,43 ГГц) значительного снижения поверхностного натяжения в приконтактном слое не наблюдается, поскольку ширина и снижение поверхностного натяжения зависят от мощности потока и диапазона частот возбуждения плазмы. Поскольку направленный плазменный поток отсутствует, само воздействие является изотропным и весьма эффективным для очистки поверхностей. Незначительный и постоянный поток газа обеспечивает достаточное количество ионов . Поскольку речь идет о безэлектродной плазме, созданной при помощи магнетрона, с частотой 2,43 ГГц, а сам генератор находится вне приемника, то проблема повреждений компонентов за счет ускоряющихся ионов отсутствует.
Обработка поверхностей электронных узлов плазмой при частоте в 2,43 ГГц до начала мягкой пайки увеличивает поверхностное натяжение обработанных поверхностей и улучшает смачиваемость. Кроме того, удаляются оксидные пленки, препятствующие смачиванию. Повреждения компонентов, вызванные плазмой, маловероятны. Таким образом, этот метод обеспечивает возможность отказа от флюса при мягкой пайке.
Плазменная очистка для микроэлектроники





Что такое плазма?
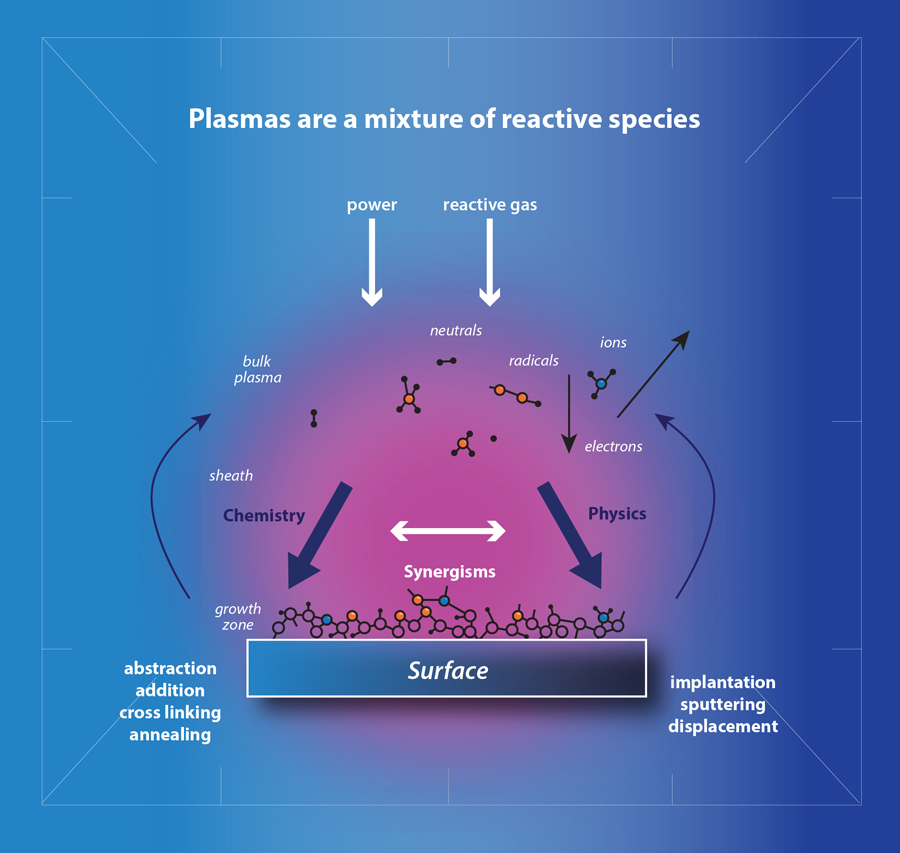

Плазма содержит положительные ионы, электроны, атомы или молекулы нейтрального газа, УФ-излучение, а также возбужденные газовые атомы и молекулы, которые могут переносить большое количество внутренней энергии. Выбирая газовую смесь, мощность, давление и т. д., мы можем совершенно точно настроить или определить влияние плазмы на поверхность. Плазменную обработку проводят в вакуумной камере (имеются модели, где обработка поверхности производится на воздухе). Газ подается при низком давлении перед подачей энергии в виде электрической мощности. Эти типы плазмы фактически находятся при низкой температуре, это означает, что можно легко обрабатывать термочувствительные материалы.
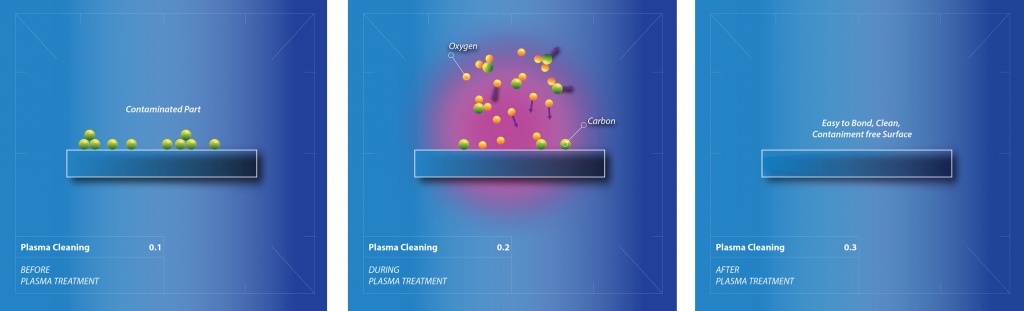
Плазменная очистка
Выбирая правильные параметры обработки, мы можем делать плазменную очистку, плазменную активацию поверхности, плазменное осаждение и плазменное травление. Плазменная очистка кислородной плазмой устраняет природные и технические масла и жир в наномасштабе и уменьшает загрязнение до 6 раз по сравнению с традиционными мокрыми методами очистки. Плазменная очистка создает поверхность, готовую для процессов склеивания или дальнейшей обработки, без каких-либо вредных отходов.
Ультрафиолетовый свет, генерируемый в плазме, очень эффективен в разрушении органических связей поверхностных загрязнителей. Это помогает в разложении связей масел и смазки. Второе очищающее действие осуществляется высокоэнергитичными формами кислорода. Эти формы реагируют с органическими загрязнителями, образуя главным образом воду и углекислый газ, которые непрерывно откачиваются из камеры.

Сравнение плазменной и жидкостной очистки
Процессы очень чувствительны к времени обработки и химическим концентрациям
Нет остатков органики
Надежность зависит от удовлетворительной нейтрализации остатков, удаление которых может потребовать дополнительных этапов обработки
Высокий объем жидких отходов, что требует дорогостоящей переработки и подлежит жесткому контролю
Большинство используемых газов не токсичны
Большинство используемых растворителей и кислот чрезвычайно опасны.
Плазменная очистка в процессе производства печатных плат

Производитель печатных плат может легко и эффективно внедрять наши удобные и экономически эффективные процессы очистки. Машины для плазменной очистки Henniker имеют несколько загрузочных стеллажей, которые обеспечивают отличную однородность по всей печатной плате, между печатными платами и от процесса к процессу.
- Плазменная очистка для производства печатных плат
- Плазменная очистка печатных плат до склеивания
- Плазменная активация печатных плат до заливки (герметика) и инкапсуляции
- Травление эпоксидных, гибких и тефлоновых печатных плат
- Деокисление золотых контактов.
Плазменная очистка перед разваркой проводов
Плазменная очистка перед разваркой проводов эффективно удаляет органические загрязнения 
Во многих областях применения электроники существует жесткое требование для ультрачистых контактных площадок перед склеиванием проводов. Это особенно справедливо, например, при изготовлении полупроводников и космических спутников. Засорение контактных площадок проводов приводит к плохой прочности при растяжении и однородности прочности. Плазменная очистка может быть применена в виде решения, например, перед инкапсуляцией, или как этап пакетной обработки с индивидуальными механизмами загрузочной рамки.
Плазменная очистка для разварки проводов
- Пользовательские схемы загрузки рамок с образцами
- Плазменная очистка с использованием отдельных газов и смесей газов
- Повышенная прочность сцепления
- Широкий выбор размеров камер плазменной очистки
Плазменные системы Henniker


Варианты конфигурации:
- Объем камеры плазменной очистки лабораторного / технологического масштаба, начиная с диаметра 100 мм
- Очистители плазмы промышленного масштаба для больших деталей / высокой производительности
- Несколько конфигураций полок для образцов
- Простое управление программным обеспечением
- Непрерывно переменная мощность.