Плазменное напыление металла своими руками
Плазменное напыление металлов
Напыление плазменное, которое иногда называют диффузионной металлизацией, образуется вследствие термического диссоциации атомов металла под воздействием высокотемпературной плазмы с последующим осаждением и диффундированием внутрь заготовки. Это простой и дешёвый способ формирования покрытий.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Процесс используется для формирования оптимальных характеристик поверхностного слоя, а также как метод восстановления изношенных стальных деталей.

Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
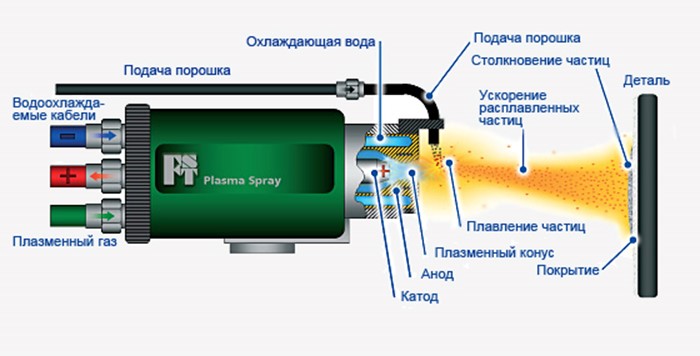
Плазменное напыление осуществляется в результате:
- Инициализации плазмы высоковольтным разрядом, который образует электрическую дугу постоянного тока, образующуюся между двумя электродами — медным анодом и металлическим катодом (чаще – вольфрамовым). Электроды должны постоянно охлаждаться;
- Генерирования потока высокотемпературного ионизированного плазменного газа, который обычно состоит из аргона/водорода или аргона/гелия;
- Нагрева газа, с последующим ускорением его движения через сужающееся сопло;
- Переноса мелкодисперсного порошка в плазменной струе на подложку.
Высококачественное покрытие образуется вследствие сочетания высокой температуры (до 15000°C), концентрированной тепловой энергии плазменной струи, инертной среды распыления и скоростей частиц, достигающих 300 м/с.

Последующая обработка покрытия
Процесс распыления в потоке плазмы ограничен материалами, которые имеют более высокую температуру плавления, чем пламя. При более низких температурах и скоростях (до 40 м/с), энергетические характеристики движущихся частиц уменьшаются, что приводит к окислообразованию, пористости и наличием различных включений в готовом покрытии. Снижается прочность сцепления и адгезии между покрытием и подложкой. Такие покрытия подвергают шлифовке или полированию. В обоснованных случаях предусматривается термическая обработка – закалка, отпуск, нормализация.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Установки третьего типа выполняют металлизацию в конечный момент формообразования поверхности или полости электродуговым разрядом, сжатым поперечным потоком рабочей среды. Такие установки наиболее производительны. В качестве примера рассмотрим станок типа «Дуга-8М», состоящий из следующих узлов:
- Инструментальной головки с электрододержателем.
- Герметизированной рабочей камеры.
- Насосной станции.
- Резервуара с диэлектриком.
- Генератора плазмы.
- Узлов контроля и слежения.
Диффузионная металлизация происходит так. Исходное изделие фиксируется в рабочей камере и герметизируется. Электрододержатель с электродом (имеющим сквозное отверстие) устанавливается над заготовкой, после чего через зону обработки производится прокачка среды под высоким давлением. Включается генератор плазмы, и производится перемещение электрода до момента пробоя межэлектродного промежутка. Высокая концентрация тепловой мощности в дуге приводит к размерному испарению материалов электрода и рабочей среды. В результате одновременно происходит съём металла и насыщение поверхности атомами элементов.

Оборудование для плазменного напыления своими руками изготовить крайне сложно, поскольку кроме мощных источников питания, необходимых для создания дугового разряда, необходимы высокоточные узлы подачи рабочей среды к плазменному столбу.
Расходные материалы
Выбор исходных материалов определяется свойствами покрытия и стоимостью его получения.
Металлы. Предпочтение отдают интерметаллидам алюминия, железа, титана, никеля и кобальта, потому что они имеют высокие температуры плавления и сравнительно невысокие плотности, что уменьшает энергоёмкость плазменного напыления.
Самофлюсующиеся порошки. Используются порошки самофлюсующихся сплавов (типа бор-кремний). В процессе обработки расплавы порошков образуют металлургические соединения, устойчивые к коррозии и износу.
Минералокерамика. Для плазменного напыления используют исходные материалы, содержащие алюминий и кремний: они не дают трещин или отслаиваний. Добавка железа, марганца, меди, цинка и магния приводит к улучшению свойств покрытия.
Металлоорганические соединения. Используются преимущественно неполярные жидкости, которые хорошо растворяются в минеральных и синтетических маслах малой вязкости.
Плазменное напыление металла
Виды и применение процессов плазменного напыления металлов
Плазменное напыление (или, другими словами – диффузионная металлизация) эффективный способ изменения физико-механических свойств, а также структуры основной поверхности. Поэтому он часто используется с декоративными целями, и для увеличения стойкости конечного продукта.


Принцип плазменного напыления
Как и традиционные методы поверхностных покрытий, при диффузионной металлизации происходит осаждение на поверхности металла слоя другого металла или сплава, который обладает необходимыми для последующего применения детали свойствами – нужным цветом, антикоррозионной стойкостью, твёрдостью. Отличия заключаются в следующем:
- Высокотемпературная (5000 — 6000 °С) плазма значительно ускоряет процесс нанесения покрытий, который может составлять доли секунд.
- При диффузионной металлизации в струе плазмы в поверхностные слои металла могут диффундировать также химические элементы из газа, где проводится обработка. Таким образом, регулируя химический состав газа, можно добиваться комбинированного поверхностного насыщения металла атомами нужных элементов.
- Равномерность температуры и давления внутри плазменной струи обеспечивает высокое качество конечных покрытий, чего весьма трудно достичь при традиционных способах металлизации.
- Плазменное напыление отличается чрезвычайно малой длительностью процесса. В результате не только повышается производительность, но также исключается перегрев, окисление, прочие нежелательные поверхностные явления.

Рабочие установки для реализации процесса
Поскольку чаще всего для инициации высокотемпературной плазмы используется электрический разряд – дуговой, искровой или импульсный – то применяемое для такого способа напыления оборудование включает:
- Источник создания разряда: высокочастотный генератор, либо сварочный преобразователь;
- Рабочую герметизированную камеру, где размещается подвергаемая металлизации заготовка;
- Резервуар для газа, в атмосфере которого будет производиться формирование высокотемпературной плазмы;
- Насосной или вакуумной установки, обеспечивающей необходимое давление для прокачки рабочей среды или для создания требуемого разрежения;
- Системы управления за ходом протекания процесса.

Работа плазмотрона, выполняющего плазменное напыление, происходит так. В герметизированной камере закрепляется напыляемая деталь, после чего между поверхностями рабочего электрода (в состав которого входят напыляемые элементы) и заготовкой возбуждается электрический разряд. Одновременно через рабочую зону с требуемым давлением прокачивается жидкая или газообразная среда. Её назначение – сжать зону разряда, повысив тем самым объёмную плотность его тепловой мощности. Высококонцентрированная плазма обеспечивает размерное испарение металла электрода и одновременно инициирует пиролиз окружающей заготовку среды. В результате на поверхности образуется слой нужного химического состава. Изменяя характеристики разряда – ток, напряжение, давление – можно управлять толщиной, а также структурой напыляемого покрытия.

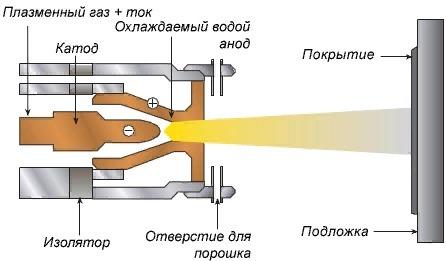
Схема плазменного напыления
Аналогично происходит и процесс диффузионной металлизации в вакууме, за исключением того, что сжатие плазмы происходит вследствие разницы давлений внутри и вне её столба.

Технологическая оснастка, расходные материалы
Выбор материала электродов зависит от назначения напыления и вида обрабатываемого металла. Например, для упрочнения штампов наиболее эффективны электроды из железо-никелевых сплавов, которые дополнительно легируются такими элементами, как хром, бор, кремний. Хром повышает износостойкость покрытия, бор – твёрдость, а кремний – плотность финишного покрытия.
При металлизации с декоративными целями, главным критерием выбора металла рабочего электрода является конфигурация напыляемой поверхности, а также её внешний вид. Напыление медью, например, производят электродами из электротехнической меди М1.
Важной структурной составляющей процесса является состав среды. Например, при необходимости получить в напыляемом слое высокостойкие нитриды и карбиды, в газе должны присутствовать органические среды, содержащие углерод или азот.
Последующая обработка готового покрытия
В силу особенностей процесса плотность напылённого слоя и прочность его сцепления с основным металлом не всегда бывают достаточными для обеспечения долговечности покрытия. Поэтому часто после обработки деталь подвергается последующему поверхностному оплавлению с использованием кислородно-ацетиленового пламени, либо в термических печах. Как следствие, плотность покрытия возрастает в несколько раз. После этого продукцию шлифуют и полируют, применяя твердосплавный инструмент.
С учётом последующей доводки изделия, толщину слоя металла после обработки принимают не менее 0,8 — 0,9 мм.
Для придания детали окончательных прочностных свойств её закаливают и отпускают, применяя технологические режимы, рекомендуемые для основного металла.
Плазменное напыление повышает теплостойкость, износостойкость и твёрдость изделий, увеличивает их способность противодействовать коррозионным процессам, а напыление с декоративными целями значительно улучшает внешний вид деталей.
Ограничениями технологии диффузионного плазменного напыления считаются чрезмерная сложность конфигурации заготовки, а также относительная сложность используемых установок.
При невысоких требованиях к равномерности образующегося слоя можно использовать и более простые установки, конструктивно напоминающие сварочные полуавтоматы. В этом случае плазменное напыление производится в воздушном пузыре, который образуется при обдуве зоны обработки компрессором. Электроды, в составе которых имеется напыляемый металл, последовательно перемещаются по контуру изделия. Для улучшения сцепления напыляемого металла с основой внутрь зоны напыления вводится также присадочный материал.

Процесс напыления металлического порошка на токарном станке
Плазменная наплавка – эффективный способ защиты металлических деталей
Плазменная наплавка — инновационный метод нанесения на поверхность изношенных изделий специальных покрытий с высоким показателем износостойкости. Она выполняется для восстановления деталей машин и механизмов, а также при их производстве.
1 Плазменная наплавка – общая информация о методике и ее достоинства
Ряд узлов и механизмов разнообразных аппаратов и машин в наши дни функционируют в сложных условиях, требующих от изделий отвечать сразу нескольким требованиям. Зачастую они обязаны выдерживать влияние агрессивных химических сред и повышенных температур, и при этом сохранять свои высокие прочностные характеристики.
Изготовить подобные узлы из какого-либо одного металла или иного материала практически нереально. Да и с финансовой точки зрения столь сложный производственный процесс реализовывать нецелесообразно.
Намного разумнее и выгоднее выпускать такие изделия из одного, максимально прочного, материала, а затем наносить на них те или иные защитные покрытия – износостойкие, жаростойкие, кислотоупорные и так далее.
В качестве такой «защиты» можно использовать неметаллические и металлические покрытия, которые по своему составу отличаются друг от друга. Подобное напыление позволяет придавать изделиям необходимые им диэлектрические, тепловые, физические и иные характеристики. Одним из самых эффективных и при этом универсальных современных способов покрытия материалов защитным слоем признается напыление и наплавка плазменной дугой.


Суть применения плазмы достаточно проста. Для покрытия используется материал в виде проволоки либо гранулированного мелкого порошка, который подается в струю плазмы, где он сначала нагревается, а затем расплавляется. Именно в расплавленном состоянии защитный материал и попадает на деталь, подвергаемую наплавке. В то же самое время происходит и ее непрерывный нагрев.
Достоинства такой технологии таковы:
- плазменный поток позволяет наносить разные по своим параметрам материалы, причем в несколько слоев (за счет этого металл можно обрабатывать разными покрытиями, каждый из которых имеет собственные защитные особенности);
- энергетические свойства плазменной дуги допускается регулировать в широких границах, так как она считается самым гибким источником тепла;
- поток плазмы характеризуется очень высокой температурой, благодаря чему он без труда расплавляет даже те материалы, которые описываются повышенной тугоплавкостью;
- геометрические параметры и форма детали для наплавки не ограничивают технические возможности плазменного способа и не снижают его результативность.
Исходя из этого, можно сделать вывод о том, что ни вакуумный, ни гальванический, ни какой-либо другой вариант напыления не может сравниться по своей эффективности с плазменным. Чаще всего он используется для:


- упрочнения изделий, которые подвергаются постоянным высоким нагрузкам;
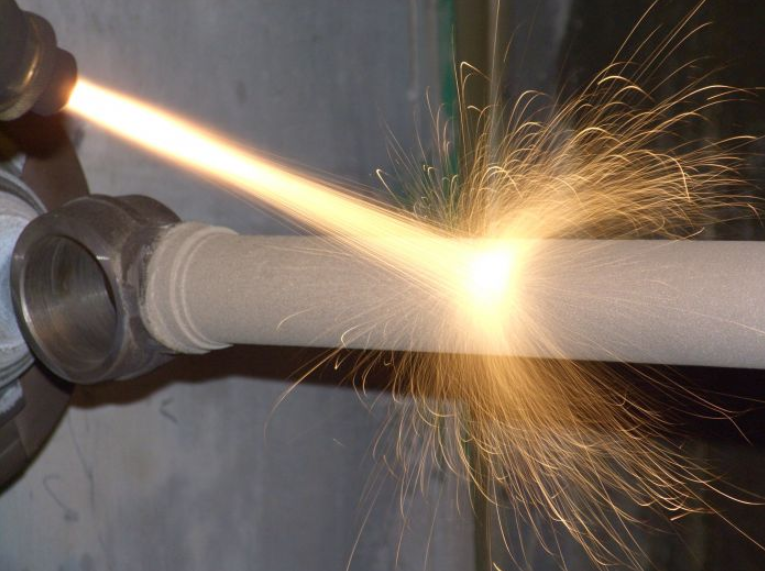
- предохранения от износа и ржавления элементов запорно-регулирующей и запорной газовой арматуры (напыление металла при помощи плазмы в разы увеличивает их стойкость);
- защиты от негативного влияния высоких температур, вызывающих преждевременный износ изделий, используемых стекольными предприятиями.

2 Технология описываемой наплавки и ее тонкости
Наплавка металла плазмой выполняется по двум технологиям:
- в струю вводят пруток, проволоку либо ленту (они выполняют функцию присадочного материала);
- в струю подают порошковую смесь, которая захватывается и переносится на поверхность наплавляемого изделия газом.


Струя плазмы может иметь разную компоновку. По этому показателю ее разделяют на три вида:
- Закрытая струя. С ее помощью чаще всего выполняют напыление, металлизацию и закалку металла. Дуга в данном случае характеризуется сравнительно небольшой интенсивностью пламенного потока, что обуславливается высоким уровнем отдачи тепла в атмосферу. Анодом при описанной компоновке выступает либо канал горелки, либо ее сопло.
- Открытая струя. При этой компоновке деталь нагревается намного больше, анодом является пруток или непосредственно обрабатываемое изделие. Открытая струя рекомендована для нанесения защитных слоев либо для резки материала.
- Комбинированный вариант. Компоновка, созданная специально для выполнения плазменно-порошковой наплавки. При таком варианте одновременно зажигают две дуги, а анод подключат к соплу горелки и к наплавляемому изделию.


При любой компоновке в качестве газов, которые используются для образования пламени, применяют кислород, аргон, воздух, гелий, водород или азот. Специалисты утверждают, что максимально качественное напыление и наплавку металла обеспечивают гелий и аргон.

3 Комбинированный плазмотрон для наплавки
Плазменно-порошковая наплавка на большинстве современных предприятий осуществляется именно в комбинированных агрегатах. В них металлический присадочный порошок расплавляется между соплом горелки и электродом из вольфрама. А в то время, когда дуга горит между деталью и электродом, начинается нагрев поверхности наплавляемого изделия. За счет этого происходит качественное и быстрое сплавление основного и присадочного металла.
Комбинированный плазмотрон обеспечивает малое содержание в составе наплавленного основного материала, а также наименьшую глубину его проплавления. Именно данные факты и признаются главным технологическим достоинством наплавки при помощи плазменной струи.


От вредного влияния окружающего воздуха наплавляемая поверхность предохраняется инертным газом. Он поступает в сопло (наружное) установки и надежно защищает дугу, окружая ее. Транспортирующим газом с инертными характеристиками осуществляется и подача порошковой смеси для присадки. Она поступает из специального питателя.
В целом стандартный плазмотрон комбинированного типа действия, в котором производится напыление и наплавка металла, состоит из следующих частей:


- два источника питания (один питает «косвенную» дугу, другой – «прямую»);
- питатель для смеси;
- сопротивления (балластные);
- отверстие, куда подается газ;
- сопло;
- осциллятор;
- корпус горелки;
- труба для подачи несущего порошковую композицию газа.

4 Основные особенности наплавки металла по плазменной технологии
Максимальная производительность плазмотрона отмечается тогда, когда применяется проволочная токоведушая присадка. Дуга в данном случае горит между этой проволокой (она является анодом) и катодом агрегата. Описанный метод незначительно проплавляет основной материал. Но он не дает возможности выполнить равномерный и тонкий наплавочный слой.


Если же используется порошок, напыление и наплавка позволяют получать указанный тонкий слой с максимальными показателями износостойкости и жаропрочности. Обычно составляющими порошковой смеси для наплавки являются кобальт и никель. После использования таких порошков поверхность детали нет нужды обрабатывать дополнительно, так как ее защитный слой не имеет никаких дефектов.
Плазменное напыление по сравнению с наплавкой описывается большей скоростью струи плазмы и более плотным тепловым потоком. Обусловлен этот факт тем, что при напылении чаще всего применяются металлы и соединения с высоким уровнем тугоплавкости (бориды, силициды, тантал, карбиды, вольфрам, оксиды циркония, магния и алюминия).


Добавим, что рассмотренный в статье метод наплавки по своим техническим характеристикам (интервал рабочих напряжений и токов, расход инертного газа и так далее) мало чем отличается от плазменной сварки. А этот вид выполнения сварочных мероприятий специалисты освоили в наши дни в совершенстве.

Технология и процесс плазменного напыления
Плазменное напыление – технологический процесс диффузионной металлизации, с помощью которого можно эффективно формировать защитное покрытие и проводить восстановление изношенных частей металлических изделий. Рассмотрим сущность процесса.

Несущая поверхность детали иногда требует доработки: изменения структуры или свойств механических и физических параметров. Провести такое преобразование можно, используя плазменное напыление. Процесс является одним из видов диффузии, при которой происходит металлизация внешнего слоя изделия. Для осуществления такой обработки применяют специальное оборудование, способное превращать металлические частички в плазму и с высокой точностью переносить ее на объект.
Свойство покрытий, полученных путем диффузионной металлизации, отличается высоким качеством. Они имеют хорошую адгезию к основанию и практически составляют с последним единое целое. Универсальность метода заключается в том, что нанести можно абсолютно любые металлы, а также другие материалы, например полимеры.
Получить напыление способом плазменного переноса частиц можно только в условиях производственных цехов на заводах и фабриках.
Сущность и назначение плазменного напыления металлов
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Методом диффузионной металлизации плазменного типа можно получать слои толщиной от нескольких миллиметров до микрон.
Технология и процесс напыления

Одновременно в сопло подается металлический материал в виде порошка. Этот металл под воздействием плазмы превращается в субстанцию с высокой способностью к проникновению в поверхностный слой обрабатываемого изделия. Распыляемый под давлением расплавочный материал оседает на основании.
Современные плазменные горелки имеют КПД в пределах 50–70 %. Они позволяют работать с любыми металлами, в том числе и тугоплавкими сплавами. Плазменное напыление – полностью управляемый процесс, позволяющий регулировать скорость подачи плазмы, мощность и форму струи.
- Подготовка напыляемого материала. Суть процесса заключается в сушке порошка в специальных шкафах при температуре 150–200 градусов по Цельсию. При необходимости порошок также просеивают через сито для получения однородных по размеру гранул.
- Подготовка подложки или основания. На этом этапе с поверхности детали удаляют все посторонние включения. Это могут быть окислы либо различные загрязнения масляными веществами. Для лучшего сцепления основание может быть подвергнуто дополнительному процессу образования шероховатости. Если на изделии имеются участки, которые не следует подвергать напылению, их закрывают специальными экранами.
- Напыление слоя металла и операции по заключительной обработке полученной поверхности.
К подложке напыляемый материал может доходить в твердом состоянии, в пластичной форме либо в жидком виде. Это определяется режимом технологического процесса.
Применяемое оборудование
- Источник электрического питания. Его назначение – питать схему формирования высоковольтного разряда и всех систем.
- Блок формирования разряда. В зависимости от устройства схемы может генерировать искровые разряды, импульсные высокочастотные напряжения либо сплошную электрическую дугу.
- Резервуары хранения газа – это чаще всего обычные газовые баллоны.
- Камеру, где непосредственно происходит напыление. Внутрь такого герметичного резервуара помещают обрабатываемую заготовку и плазмотрон.
- Установку вакуумного типа с насосом. В задачи этого агрегата входит создание требуемого разряжения в камере и образование тягового потока для подачи рабочей среды.
- Плазмотрон – устройство, которое снабжено соплом для подачи рабочей среды и системой приводов для перемещения сопла в пространстве.
- Систему дозирования напыляемого порошка. Служит для точной подачи необходимого количества напыляемого материала в единицу времени.
- Охлаждающую систему. В задачу этого элемента входит отвод лишнего тепла от области сопла, через которое проходит раскаленная плазма.
- Аппаратную часть. Она включает в себя компьютер, который управляет всем процессом плазменного напыления.
- Систему вентиляции. Она служит для отвода отработанных газов из рабочей камеры.
Современные установки диффузионной металлизации имеют специальное программное обеспечение, позволяющее путем введения заданных параметров проводить полностью автономную операцию обработки изделия. В задачи оператора входит установка детали в камеру и задание точных условий проведения процесса.
Уважаемые посетители сайта: специалисты и технологи по плазменному напылению! Поддержите тему статьи в комментариях. Будем благодарны за конструктивные замечания и дополнения, которые расширят обсуждаемый вопрос.
Технология напыления металлов в домашних условиях
В строительных и производственных сферах все чаще применяются высокопрочные пластики. Они превосходят традиционные твердые материалы за счет своей небольшой массы, податливости в обработке и практичности. И все же металл сохраняется во многих отраслях как наиболее выгодный материал с точки зрения сочетания прочности, жесткости и долговечности. При этом далеко не всегда оправдывает себя использование цельной структуры.
Все чаще технологи применяют напыление металлов, которое позволяет наделить рабочую заготовку частью свойств наиболее подходящего в плане эксплуатации сплава.


Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств.
Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка.
Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни.


Метод химического хромирования
В качестве активного компонента для реализации такого напыления используют химические реагенты. Классический состав включает хлористый хром, натрий, уксусную кислоту, а также воду с раствором едкого натра. Процесс напыления выполняется при температуре порядка 80 °С.
Начинается работа с подготовки материала. Обычно хромирование используют для обработки металлических поверхностей, в частности стали. Чем покрасить декоративный камень из гипса в домашних условиях? Перед самой операцией материал подвергается первичному покрытию медным слоем.
Далее производится химическое хромирование посредством пескоструйного аппарата, подключенного к компрессорной установке. После завершения процедуры изделие моется в чистой воде и просушивается.
Метод газопламенной обработки
Если в предыдущей технологии предусматривается тщательная подготовка основы, которая должна подвергаться покрытию, то в данном случае особое внимание уделяется частицам металлизации. Современное газопламенное напыление может выполняться с помощью полимерного порошка, проволочного или шнурового материала. Данная масса направляется в пламя кислородно-пропановой или ацетиленокислородной горелки, в которой происходит расплавление и перенос на напыляемую основу сжатым воздухом.
Далее состав остывает, формируя готовое к применению покрытие.


При помощи данной методики можно наделять материалы антикоррозийной стойкостью и механической прочностью. Активным материалом можно обрабатывать алюминиевые, никелевые, цинковые, железные и медные сплавы. В частности, газопламенное напыление используют для повышения эксплуатационных качеств подшипников скольжения, изоляционных покрытий, электротехнических деталей и т. д. Кроме этого, технология используется в интерьерном и архитектурном дизайне для обеспечения конструкций декоративными свойствами.
Метод вакуумного напыления
В этом случае речь идет о группе методов, которые предполагают формирование тонких пленок в вакууме при воздействии прямой конденсации пара. Технология реализуется разными путями, в том числе за счет термического воздействия, испарения электронными и лазерными лучами. Используется вакуумное напыление для повышения технических качеств деталей, оборудования и инструментов.
К примеру, такая обработка позволяет формировать специальные “рабочие” покрытия, которые могут повышать электропроводность, изолирующие свойства, износостойкость и защиту от коррозии.
Технология применяется и для создания декоративных покрытий. Чем быстро снять краску с дерева в домашних условиях? В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.


Применяемое оборудование
Чаще всего для напыления используются аппараты, снабженные сверхзвуковым соплом. Также применяется небольшой по размерам электрический нагреватель, работающий на подачу сжатого воздуха. Особенностью последней модели является возможность доведения температуры до 600 °С. До недавнего времени применение стандартных устройств, напоминающих по принципу действия пневматические пистолеты, осложнялось тем, что частицы изнашивали насадки инструмента.
Современное оборудование, благодаря которому осуществляется напыление металлов, использует принцип пульверизатора. Это значит, что в момент прохождения рабочей газовой среды по каналу подачи струи скорость потока увеличивается по мере сужения трубы. Вместе с этим падает и статическое давление.
Такой принцип работы сокращает износы и увеличивает рабочий срок аппаратов.


Заключение
В целях удешевления технологических операций по защите металла от внешних воздействий часто используются узкоспециализированные, но менее эффективные средства. При этом сэкономить помогает и напыление металла, цена которого составляет в среднем 8-10 тыс. руб. за деталь. Финансовая целесообразность обусловлена тем, что такие покрытия могут обеспечивать сразу несколько функциональных качеств. Например, обработав металлический компонент кровельной конструкции, вы можете получить такие свойства, как антикоррозийность, стойкость перед воздействием осадков, механическая защищенность.
Существуют и особые металлизированные покрытия, способные уберечь деталь от агрессивных химических и термических воздействий.
- Восстановитель является основным компонентом. Химическая металлизация реагенты должны хранится согласно рекомендациям, которые размещают производители.
- Активатор также является важным реагентом, который определяет эксплуатационные качества поверхности. Реактивы химической металлизации имеют этикетки, на которых указывается название металла. Примером назовем золото, мель и хром.
- Грунтовка накладывается на поверхность для обеспечения наиболее благоприятных условий обработки. Она существенно повышает адгезию наносимого металла.
- Лак защищает наносимое покрытие от химического и механического воздействия.
- Для того чтобы придать поверхности определенный цвет используются специальные тонеры. На упаковке тонеров указывается конкретный оттенок.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
- Катод. Пластина чистого свинца либо сплав свинца с оловом. Необходимо помнить, что площадь катода должна быть больше площади анода. Катод подсоединяется к положительному выходу выпрямителя.
- Анод. Это и есть сама хромируемая деталь. Он должен висеть в среде электролита таким образом, чтобы не касаться стенок и дна емкости. Кроме того, анод ни в коем случае не должен касаться катода.
- Электролит. Для хромирования требуется особо тщательная подготовка электролита.
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Нам понадобятся эмалированная емкость, реагенты, паяльная лампа и, желательно, некоторые знания в области химии, для того чтобы точно определиться с необходимыми компонентами. Подготовив все расходные материалы для химической металлизации и простенькое оборудование, приступаем к обработке самой детали. Ее следует хорошенько очистить и обезжирить. Как снять ржавчину с металла электролизом в домашних условиях? Учтите, данная операция весьма важна и не терпит халатного отношения, так что берем щелочной раствор либо же хорошее моющее средство и тщательно удаляем все органические загрязнения.
Не забываем и промыть элемент под проточной водой, дабы смыть само моющее средство.
Некоторые керамические частицы застревают в покрытии, другие отскакивают от него. Правда, таким способом получают покрытия только из относительно пластичных металлов – меди, алюминия, цинка, никеля и др. Впоследствии деталь можно подвергать всем известным способам механической обработки: сверлить, фрезеровать, точить, шлифовать, полировать.
Без этой “детали” не обойтись. Заготовка, которая помещается в электролит для металлизации, должна находиться в подвешенном состоянии. В противном случае та еее часть, которая будет примыкать к дну сосуда, останется необработанной.
Конструкция кронштейна, способ его фиксации выбирается самостоятельно, в зависимости от условий проведения работы.
Все в том же порядке: Наливаем воды, берем глюкозу, отвешиваем, растворяем. В принципе раствор готов. Но добавим для нашего опыта замедлитель реакции металлизации тиосульфат натрия.
Так как его нам нужно в ничтожном колличестве, не будем отвешивать сотые доли граммов, а разведем его в 0,5 литре дис воды и наберем нужное нам колличество с помощью шприца и выпустим в раствор востановителя.
Технология применяется и для создания декоративных покрытий. В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.
Плазменное напыление металла своими руками
Дельта принтеры крайне требовательны к точности изготовления комплектующих (геометрия рамы, длины диагоналей, люфтам соединения диагоналей, эффектора и кареток) и всей геометрии принтера. Так же, если концевые выключатели (EndStop) расположены на разной высоте (или разный момент срабатывания в случае контактных концевиков), то высота по каждой из осей оказывается разная и мы получаем наклонную плоскость не совпадающая с плоскостью рабочего столика(стекла). Данные неточности могут быть исправлены либо механически (путем регулировки концевых выключателей по высоте), либо программно. Мы используем программный способ калибровки.
Далее будут рассмотрены основные настройки дельта принтера.
Для управления и настройки принтера мы используем программу Pronterface.
Калибровка принтера делится на три этапа:
1 Этап. Корректируем плоскость по трем точкам
Выставление в одну плоскость трех точек — A, B, C (расположенных рядом с тремя направляющими). По сути необходимо уточнить высоту от плоскости до концевых выключателей для каждой из осей.
Большинство (если не все) платы для управления трехмерным принтером (В нашем случае RAMPS 1.4) работают в декартовой системе координат, другими словами есть привод на оси: X, Y, Z.
В дельта принтере необходимо перейти от декартовых координат к полярным. Поэтому условимся, что подключенные к двигателям X, Y, Z соответствует осям A, B, C.(Против часовой стрелки начиная с любого двигателя, в нашем случае смотря на логотип слева — X-A, справа Y-B, дальний Z-C) Далее при слайсинге, печати и управлении принтером в ручном режиме, мы будем оперировать классической декартовой системой координат, электроника принтера сама будет пересчитывать данные в нужную ей систему. Это условность нам необходима для понятия принципа работы и непосредственной калибровки принтера. 
Точки, по которым мы будем производить калибровку назовем аналогично (A, B, C) и позиция этих точек равна A= X-52 Y-30; B= X+52 Y-30; C= X0 Y60. 
Алгоритм настройки:
- Подключаемся к принтеру. (В случае “крагозяб” в командной строке, необходимо сменить скорость COM порта. В нашем случае с 115200 на 250000 и переподключится)

После чего мы увидим все настройки принтера.
- Обнуляем высоты осей X, Y, Z командой M666 x0 y0 z0.
И сохраняем изменения командой M500. После каждого изменения настроек необходимо нажать home (или команда g28), для того что бы принтер знал откуда брать отсчет. - Калибровка принтера производится “на горячую”, то есть должен быть включен подогрев стола (если имеется) и нагрев печатающей головки (HotEnd’а) (Стол 60град., сопло 185 град.) Так же нам понадобится щуп, желательно металлический, известных размеров. Для этих задач вполне подойдет шестигранный ключ (самый большой, в нашем случае 8мм, он предоставляется в комплекте с принтерами Prizm Pro и Prizm Mini)
- Опускаем печатающую головку на высоту (условно) 9мм (от стола, так, что бы сопло еле касалось нашего щупа, т.к. высота пока что не точно выставлена.) Команда: G1 Z9.
- Теперь приступаем непосредственно к настройке наших трех точек.
Для удобства можно вместо g- команд создать в Pronterface четыре кнопки, для перемещения печатающей головки в точки A, B, C, 0-ноль.
Далее командой меняем параметры высоты оси Y: M666 Y
M666 Y0.75
M500
G28
2 Этап. Исправляем линзу
После того как мы выставили три точки в одну плоскость необходимо произвести коррекцию высоты центральной точки. Из за особенности механики дельты при перемещении печатающей головки между крайними точками в центре она может пройти либо ниже либо выше нашей плоскости, тем самым мы получаем не плоскость а линзу, либо вогнутую либо выпуклую. 
Корректируется этот параметр т.н. дельта радиусом, который подбирается экспериментально.
Калибровка:
- Отправляем головку на высоту щупа в любую из трех точек стола. Например G1 Z9 X-52 Y-30
- Сравниваем высоту центральной точки и высоту точек A,B,C. (Если высота точек A, B, C разная, необходимо вернутся к предыдущей калибровки.)
- Если высота центральной точки больше остальных, то линза выпуклая и необходимо увеличить значение дельта радиуса. Увеличивать или уменьшать желательно с шагом +-0,2мм, при необходимости уменьшить или увеличить шаг в зависимости от характера и величины искривления (подбирается экспериментально)
- Команды:
G666 R67,7
M500
G28 - Подгоняем дельта радиус пока наша плоскость не выровняется
3 Этап. Находим истинную высоту от сопла до столика
Третьим этапом мы подгоняем высоту печати (от сопла до нижней плоскости — столика) Так как мы считали, что общая высота заведомо не правильная, необходимо ее откорректировать, после всех настроек высот осей. Можно пойти двумя путями решения данной проблемы:
1 Способ:
Подогнав вручную наше сопло под щуп, так что бы оно свободно под ним проходило, но при этом не было ощутимого люфта,
- Командой M114 выводим на экран значение фактической высоты нашего HotEnd’а
- Командой M666 L получаем полное значение высоты (Параметр H)
- После чего вычитаем из полной высоты фактическую высоту.
- Получившееся значение вычитаем из высоты щупа.
Таким образом мы получаем величину недохода сопла до нижней плоскости, которое необходимо прибавить к полному значению высоты и и записать в память принтера командами:
G666 H 235.2
M500
G28
2 Способ:
Второй способ прост как валенок. С “потолка”, “на глаз” прибавляем значение высоты (после каждого изменение не забываем “уходить” в home), добиваясь необходимого значения высоты, но есть шанс переборщить со значениями и ваше сопло с хрустом шмякнется об стекло.
Как сделать авто калибровку для вашего принтера и что при этом авто калибрует принтер вы узнаете из следующих статей.