Пресс для штамповки листового металла
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.


Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
- горячей;
- холодной.
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.


Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
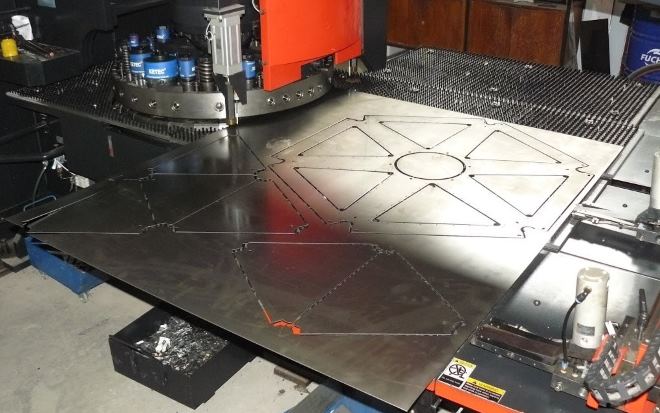

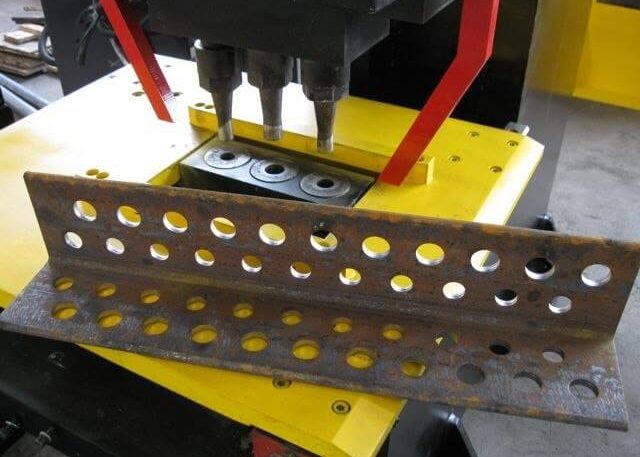
Штамповка листового металла на координатном револьверном прессе
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.


Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
- эксцентриковым;
- кривошипным.
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.


Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
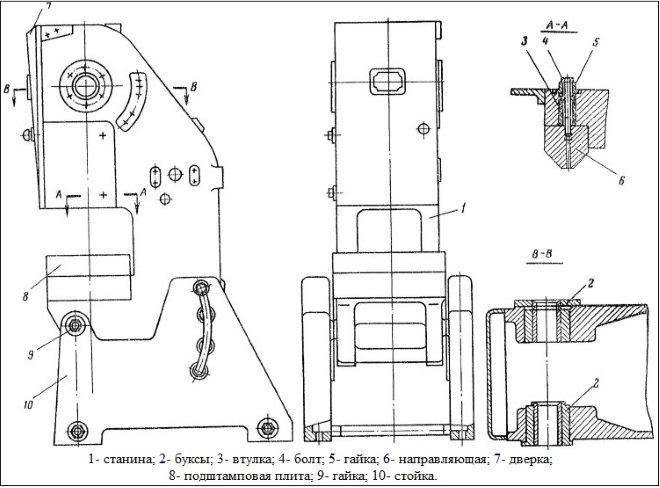

Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.
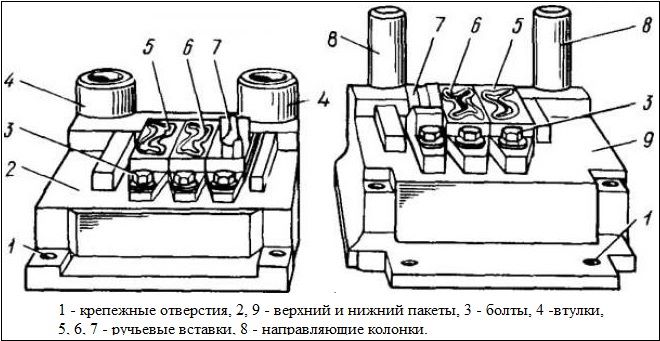

Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.


Кривошипно-шатунный пресс-автомат ESSA
Гидравлические прессы
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
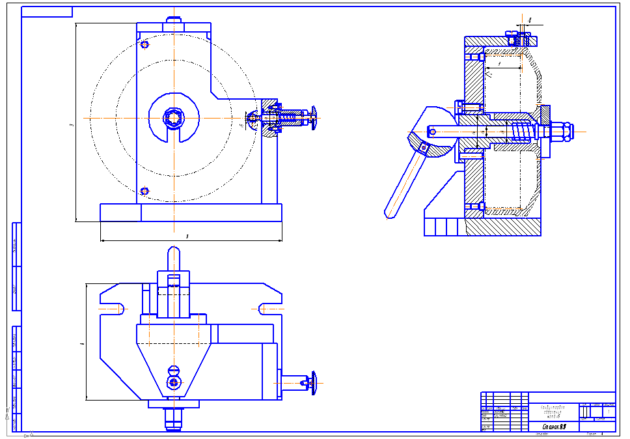
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.


Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.


Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Штамповочные прессы как один из видов обработки листового металла
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.

Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
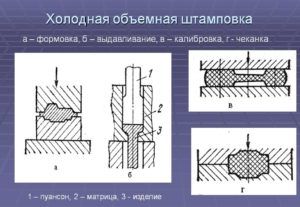
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.







Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
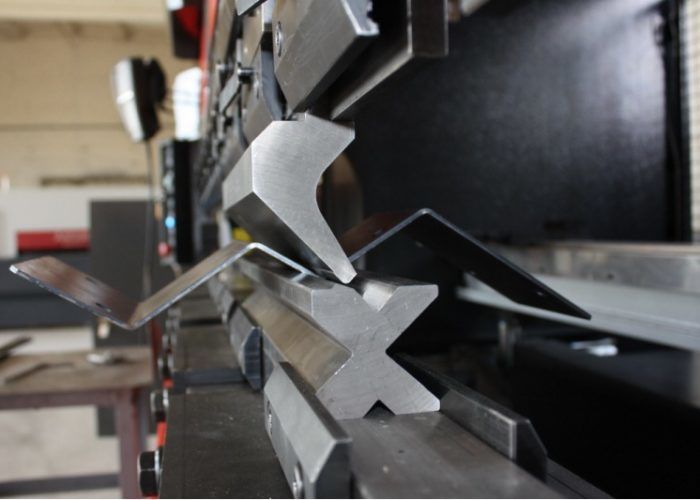
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.







Типы штамповочного оборудования
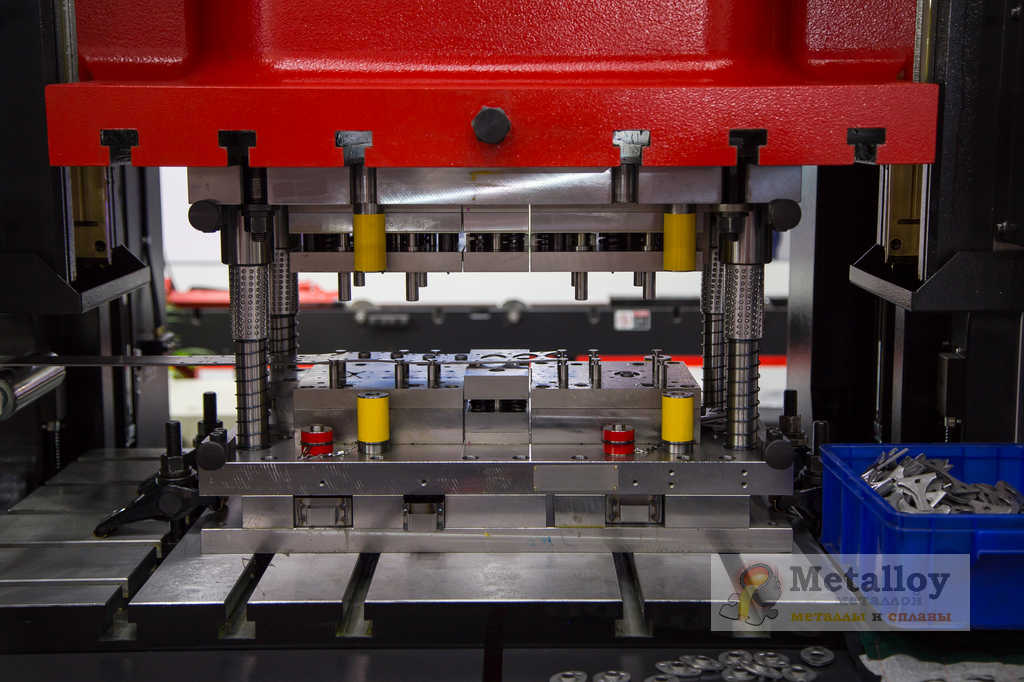
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.


Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.

Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.

Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.

Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.

Особенности открытых и закрытых штампов
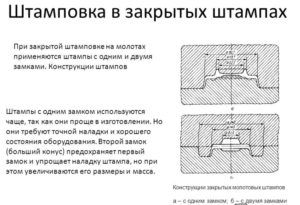

Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Видео по теме: Листовая штамповка

Пробивные и штамповочные прессы
![]()

![]()
![]()
![]()
![]()
![]()
![]()
Зона обработки: 1250 х 5000 мм
Номинальное усилие: 30 т
![]()

• Скорость до 1500 ударов в минуту
• Возможность работы роликовым инструментом
![]()
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 — 50 т
Вес: 15 000 — 25 500 кг
• Скорость до 600 ударов в минуту
• Количество инструментальных станций до 36
• Усилие до 50 тонн
![]()
Усилие: 40 — 315 т
Размер нижней плиты:
620 x 520 — 1400 x 1200 мм
Размер верхней плиты:
560 x420 — 1200 x 1000 мм
Вес: 3000 — 36 000 кг
![]()
Зона обработки: 2500 х 1500 мм
Номинальное усилие: 30 т
![]()
• На прессе ETP возможно изготавливать детали практически любой сложности без остановок пресса
• Не требует переустановки инструмента, что повышает производительность и увеличивает выпуск изделий
• Инструментальная револьверная головка оснащена 33-мя станциями для установки пробивного инструмента
![]()
1250 х 2500 — 1500 х 5000 мм
Номинальное усилие: 30 т
Вес: 15 000 — 19 000 кг
• Скорость до 900 ударов в минуту
• Количество инструментальных станций до 40
• Возможность работы роликовым инструментом
![]()
Усилие: 6,3 — 100 т
Размер стола: 240 х 360 — 520 х 860 мм
Тип муфты: электромеханическая
![]()




Один из популярных способов обработки металла – штамповка, осуществляемая на специальных прессах. Применение данного технологического метода позволяет придать заготовке нужную форму методом деформации, пробивки отверстий или выдавливания узоров. В зависимости от выполняемых операций, прессы для штамповки металла существенно отличаются друг от друга как конструктивным исполнением, так и техническими параметрами. Это позволяет с легкостью подобрать оборудование, отвечающее поставленным задачам и способное стать незаменимой частью технологической линии металлообрабатывающего цеха. В настоящее время, прессы успешно применяются на мелко-, крупносерийном или массовом производстве, гарантируя высокую производительность и безотказную работу в течение длительного времени.
Технологические особенности
В зависимости от условий, штамповка металлических заготовок может быть горячей или холодной. Их отличия – температурное воздействие на изделие в процессе его обработки. Первый вариант имеет свои преимущества — в нагретом состоянии металл становится однороднее и плотнее, в результате чего качество готового изделия существенно повышается. В свою очередь, холодная штамповка также имеет преимущества – в процессе обработки на изделии не образуется слой окалины, а его размеры точно соответствуют требованиям проектной документации. Кроме того, металл, штампованный холодным методом, имеет более гладкую и привлекательную поверхность, тем самым избавляя от необходимости выполнять дополнительную обработку изделия.
В настоящее время выпускается несколько моделей прессов для штамповки отверстий в металле:
- Гидравлические станки – успешно применяют для обработки заготовок стандартной толщины и толстостенные изделия. Усилие воздействия на поверхность металла составляет здесь от 150 до 2000 тонн. В перечень выполняемых операций входят листовая и объемная штамповка, ковка, гибка, прочие аналогичные технологические приемы. Основа конструкции гидравлического пресса – два сообщающихся цилиндра различного диаметра, наполненных рабочей жидкостью. В каждом цилиндре имеется подвижный поршень, создающий давление и перемещающийся в результате его воздействия. Величина усилия пресса определяется разницей диаметров его цилиндров.
- Радиально-ковочные прессы – формовочные станки, изготавливающие из нагретых болванок цилиндрические изделия. Нагрев заготовки происходит в индукционной печи, после чего изделие поступает по конвейеру в зону обработки и проходит через ковку благодаря действию захватных механизмов. Формирование изделия осуществляется бойком на шатуне, который двигают четыре вала с эксцентриковыми буксами, а пружинная муфта удерживает деталь в момент ее обработки.
- Электромагнитные прессы – сравнительно новый вид оборудования. В основу его работы положен принцип электромагнитного воздействия. Через проволочную катушку на сердечнике проходит электрический ток. Сердечник воздействует на рабочий механизм станка и запускает его в работу. Основные преимущества такого оборудования – высокая производительность и экономичность, что самым положительным образом сказывается на себестоимости готовых изделий.
В зависимости от типа обрабатываемой заготовки, для нее выбирают листовую или объемную штамповку. Первым способом изготавливают изделия из листового металла – посуду, оружие, детали приборов и механизмов, ювелирные изделия, комплектующие для нужд машиностроения. С помощью специальной формы изделие приобретает законченный вид и не нуждается в дальнейшей обработке.
Купить пресс для гибки листового металла по доступной цене
Ассоциация КАМИ реализует пресс для металла в широком ассортименте от ведущих производителей. Задать интересующие вопросы можно по указанному телефону.
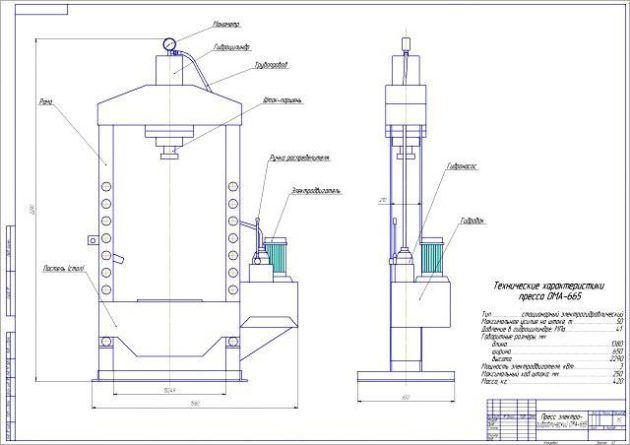
Устройство и принцип работы гидравлического пресса для штамповки металла
К популярным технологическим операциям, связанных с обработкой металлических деталей, относится штамповка. Они применяется для серийного изготовления изделий разного размера или проведения единичных работ, где требуется высокое давление на рабочую поверхность. Гидравлический пресс для штамповки металла можно увидеть на разных предприятиях. Чтобы работать с ними, необходимо ознакомиться с конструкцией, особенностями эксплуатации.

Предназначение
Гидравлические прессы применяются в различных направлениях промышленности. С их помощью можно выполнять множество технологических операций:
- холодная, горячая ковка металлических заготовок;
- штамповка листового металла;
- выправление деталей;
- обжим цилиндров;
- сгибание листовых материалов;
- склейка под воздействием давления;
- спрессовка втулок, подшипников.
Часто прессы используются для обработки отходов металлообработки. Они позволяют спрессовать большое количество металлического мусора в один блок, которые будет занимать меньше места.
Устройство и принцип работы
Понять принцип работы устройства проще, если изучить составные части оборудования. Штамповочные прессы состоят из нескольких элементов:
- Литое основание. Должно быть цельным. Изготавливается из высокопрочных видов металла.
- Металлическая конструкция. Закрепляется поверх основания. На нём устанавливаются остальные элементы.
- Два цилиндра, которые соединяются трубкой с жидкостью.
- Подвижные поршни, которые передают силу давления на обрабатываемые детали.
- Шток с насадками.
- Привод. Если он электрический, на станке будет установлено множество дополнительных элементов.
Принцип работы прессового оборудования на гидравлике заключается в том, что мастер опускает рычаг и поршень, расположенный в одном из цилиндров, начинает движение, тем самым передавая усилие на другой поршень через рабочую жидкость (масло). На конце поршней закрепляется шток, который может оборудоваться разными насадками. Они соприкасаются с рабочей поверхностью заготовки, воздействуя на неё.
Работа гидравлического пресса происходит по закону Паскаля. Соединительный шланг, цилиндры с поршнями изготавливаются из высокопрочных сплавов, чтобы выдерживать высокие показатели давления.
Технические характеристики
Параметры пресса для металла:
- габариты машины, её вес;
- номинальная сила пресса;
- максимальный ход поршней;
- скорость опрессовки;
- скорость выталкивания поршней под воздействием рабочей жидкости;
- размеры части, прикасающейся к поверхности заготовки.
Промышленное оборудование позволяет работать с заготовками большого размера.
Разновидности
Гидравлические станки по металлу разделяют по нескольким факторам. По типу привода их можно разделить на такие виды:
- Ручные модели. Приводятся в действие прямым усилием со стороны мастера, которое передаётся через систему рычагов.
- Привод, который начинает работать после нажатия педали.
- Пневмопривод. Система с установленными пневматическими цилиндрами, с помощью которых производится передвижение подвижных элементов.
- Электрогидравлические. Промышленное оборудование, которое не требует усилий со стороны мастера.
Прессы для холодной штамповки металла можно разделить по назначению. Среди них выделяют:
- оборудование общего назначения;
- механизмы для объемного обжима;
- пресс для листового металла, которым проделываются отверстия.
По размерам станки могут быть настольными или стационарными. Ко второму варианту относится промышленное оборудование, применяемое для серийного производства.


Принципы выбора
Гидравлический штамповочный пресс необходимо выбирать, учитывая ряд факторов. К ним относятся:
- Габариты оборудования.
- Тип привода.
- Размер поверхности, которая воздействует на заготовку.
- Максимальное давление.
- Ход поршней.
Следует заранее проверять целостность ключевых элементов, чтобы детали не сломались при эксплуатации.
Преимущества и недостатки
Преимущества прессового и металлообрабатывающего оборудования:
- Простая конструкция. При поломках ремонт можно провести самостоятельно.
- Благодаря отсутствию сложных механизмов, устройство дольше служит при активной эксплуатации.
- Возможность регулировать усилие, передаваемое на обрабатываемую деталь.
- Нет ударного воздействия.
- Можно длительное время удерживать усилие на одном уровне.
- Экономичность проведения работ.
К недостаткам можно отнести только низкую скорость передвижения поршней после запуска механизмов.
Эксплуатация
Прежде чем начинать работать с прессовочным станком, необходимо ознакомиться с правилами эксплуатации:
- При обработке изделий из металла нужно проверять рабочую поверхность заготовки. Она должна быть без дефектов.
- Проверять целостность деталей, соединительных элементов. Если есть трещины, вмятины, бугры на металле, необходимо заменить сломанные части.
- Перед запуском оборудования проверять насадку на штоке.
- Не пытаться сжимать высокопрочные сплавы, виды металлов на слабом оборудовании.
- Если возникла утечка рабочей жидкости, необходимо заменить сломанный элемент, слить масло, залить новое.
Для дополнительной надёжности используют прижимы или тиски, которые будут удерживать детали при обработке. Рабочий стол должен быть литым, чтобы выдерживать высокое давление.
Гидравлические прессы — оборудование для передачи давления на металлические изделия. Гидравлика работает благодаря перемещающейся в системе жидкости. Она воздействует на подвижные поршни, которые начинают двигаться, передавая усилие на рабочую поверхность. Зависимо от типа привода, увеличивается или уменьшается воздействие со стороны мастера.

Производители и цена
На мировом рынке можно найти множество наименований гидравлических прессов. Многие из них не являются качественными, что усложняет выбор оборудования. Производители, изготавливающие гидравлические станки:
- Станкоимпорт;
- ОMA/Werther;
- AE&T;
- Сорокин.
На стоимость влияют разные факторы:
- габариты оборудования;
- мощность;
- наличие дополнительных функций;
- ход поршней;
- известность производителя;
- тип привода.
Стоимость ручного гидравлического пресса — 200 тысяч рублей. Промышленное оборудование в среднем стоит 600 тысяч рублей.
Прессы для холодной и горячей штамповки листового металла
Штамповка — это один из наиболее частых видов обработки металла, который представляет собой деформацию, придающую детали необходимую форму методом выдавливания на поверхности определенного рельефа, узора, отверстий. Процесс этот осуществляется на специальных прессах различной конструкции.
Виды штамповки и оборудования

На производстве используются два вида штамповки:
- горячая;
- холодная.
При горячем способе обрабатывается нагретый металл. При этом улучшаются качества материала: он становится плотнее, однороднее. Плюс холодного метода в том, что на поверхности не появляется слой окалины, размеры детали получаются точнее, поверхность глаже.
Штамповка может быть листовой или объемной. Листовым методом производят: посуду, ювелирные изделия, детали часов, климатической техники и микросхем, оружие, медицинское оборудование, детали для автомобиле-, машино- и станкостроения. Полученные детали не требуют дальнейшей обработки. В ходе объемного прессования холодный или раскаленный металл продавливается в формах.
В металлообработке прессы используются для:
- производства поковок;
- запрессовки шестеренок, подшипников;
- объемной и листовой штамповки.
Станки для прессования могут основываться на принципах механики или гидравлики, обрабатывать материалы статическим или ударным способом.
- эксцентриковые;
- кривошипными.
Кривошипные станки выполняют холодную и горячую штамповку металла давлением: вытяжку, вырубку и прорубку. Гидравлические прессы используются для объемной кузнечной обработки металла. Согласно технологическим возможностям прессы делятся на: универсальные, специальные и специализированные. Универсальные можно использовать практически для любых видов ковки (пример — гидравлический ковочный станок). Специализированные станки выполняют только один технологический процесс (пример — кривошипные вытяжные). Специальные прессы производят конкретный вид изделий, используя одну технологию.







Принцип работы и устройство прессов различных типов


Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс


Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы


Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат


Электромагнитный пресс


Работа штамповочного станка черновой обработки в видеоролике:

Прессы для штамповки листового металла в Москве
- Кабелерезы
- Полиграфическое оборудование
- Пресс-станки
- Прижимные устройства для деревообрабатывающих станков


IEK TGP-3-060 Пресс для перфорации листового металла ПГПв-60
Пресс гидравлический SHTOK. ПГЛ-60 для перфорации листового металла
Пресс с ручным приводом Корвет-591 Энкор 95910
Пресс реечный 5,0т, ход мм (LTY00 5т) «CNIC» (шт)
Пресс гидравлический ручной ПГАПО-60А прямой алюминиевый для пробивки отверстий в стальных листах
Пресс пробойник гидравлический листового металла Ньютон НПГР-8
Пресс гидравлический ПГ-02 для штамповки коронок и обжатия кювет
Пресс пробойник гидравлический листового металла Ньютон НПГР-8М
Пресс гидр. для пробивки отверстий в шинах ШД-95A (КВТ) к-кт
Пресс-станки Сорокин Пресс пневмогидравлический 100т
Пресс гидравлический ПГПО-60А для пробивки отверстий с матрицами КВТ
Вырубщик под евроотверстие Cyklos EP 35
Ручной пресс STALEX RAP-2 2
Пресс гидравлический для пробивки отверстий SHTOK. ПГЛ-60
Пресс гидравлический с манометром
Пресс гидравлический, 12 т, 1360 х 500 х 510 мм (комплект из 2 частей) MATRIX
Пресс гидравлический помповый ПГ-60 тонн КВТ 61564
Гидравлическая система ПГПО-60А с выносным алюминиевым прессом для пробивки отверстий в стальных листах
Пресс для перфорации шин (шинодыр) ШД-110 NEO КВТ 76507
Пресс гидравлический ПГРО-60А КВТ 66534
Пресс Aist 67902250g2/2345
Ручной пресс STALEX AP-2 2
Пресс для перфорации шин (шинодыр) ШД-95 NEO КВТ 76506
Пресс гидравлический Navigator 82 337 NHT-Pg02-A-16-300 (ручной, 16-300 мм2, авт




Инструмент КВТ 53137 пресс гидравлический помповый для пробивки отверстий ПГПО-60
IEK TGP-4-060 Пресс для перфорации листового металла ПГПн-60
Пресс для значков Vektor SDHP-N3 (без инструмента)
Пресс для резки шин (шинорез) ШР-150 NEO КВТ 76503
Пресс гидравлический настольный NORDBERG N3610, 10т.
Гидравлический пресс КВТ ПГПО-60 53137 10
Пресс гидравлический ПГРОп-60А КВТ 66536
Пресс перфоратор 10 т ПГПО-60 КВТ 53137
Пресс NORDBERG N3610
Пресс нажимной Tirex Reloading Press Colibri
Пресс гидравлический ручной ПГРО-60А прямой алюминиевый для пробивки отверстий в стальных листах
Пресс гидравлический для пробивки отверстий КВТ ПГПО-60
Пресс-станки Сорокин Пресс пневмогидравлический 30т
Пресс NORDBERG N3612JL напольный 12 т.
Пресс для тиснения Vektor WT 3-19 пневматический
Пресс AE&T Т61204М настольный 4 т
Пресс для бумаги металлический
Пневматический вырубной штамп пресс OEMME для вырубки прямых углов 90 гр.
Обжимной пресс Vektor HBP500 механический
Пресс гидравлический ручной ПГРО-60А прямой алюминиевый для пробивки отверстий в стальных листах
Штучные перфоформы для пробивки круглых отверстий МПО Ø 22.5 мм
Матрица с шестигранным профилем обжима КВТ МШ-27,0-С/60т для пресса ПГ-60 тонн при опрессовке стальных зажимов на ВЛ [69233]