Присадочный станок для мебели своими руками
Сообщества › Кулибин Club › Блог › Самодельный присадочный станок


Всех приветствую . Занимаюсь производством межкомнатных дверей и иногда очень надо сделать какую-нибудь операцию технологичной .
Вот узел, царга и стоевая, собирается на двух саморезах 6 на 15 .Что бы этот узел собрался быстро и хорошо надо предварительно засверлить отверстия . А в этом узле их получилось 6, соответсвенно на всей двери их 24 .
Начинали сверлить по разметке, ничего хорошего не получалась — криво, косо, долго .


Сделал кондуктор . Вроде получше, но хватило на 100 полотен, сверла грызли внутреннюю поверхность и с каждым полотном кондуктор терял точность . Не вариант

Пришлось делать присадочный станок . Купить невозможно, мебельные не подходят по межценровым расстояниям . А заказывать под себя просто негде .
Рама их квадратной трубы 40 на 60 стенка 2, труба оказалась слабовата, пришлось варить в виде фермы . Жесткость стала нормальной, но сам станок все рано легковат .

стоит на ногах из хоккейных шайб . Они изображают виброопоры .Регулируемые.

сверлить будет сразу две детали двумя сверлами . Слева располагается стоевая двери и фиксируется прижимами
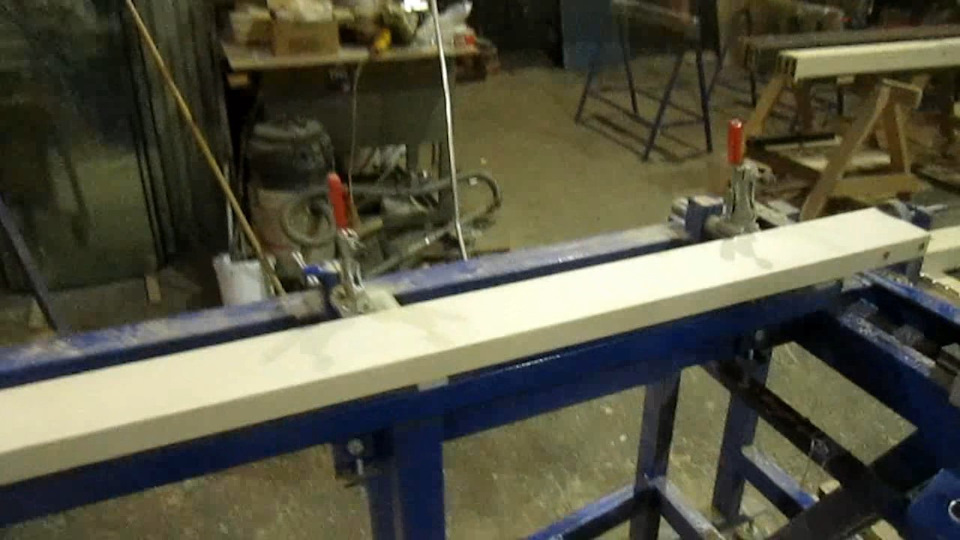
Справа царга, зажим взял от форматной пилы, никогда им на самой пиле не пользовались, пригодился теперь здесь

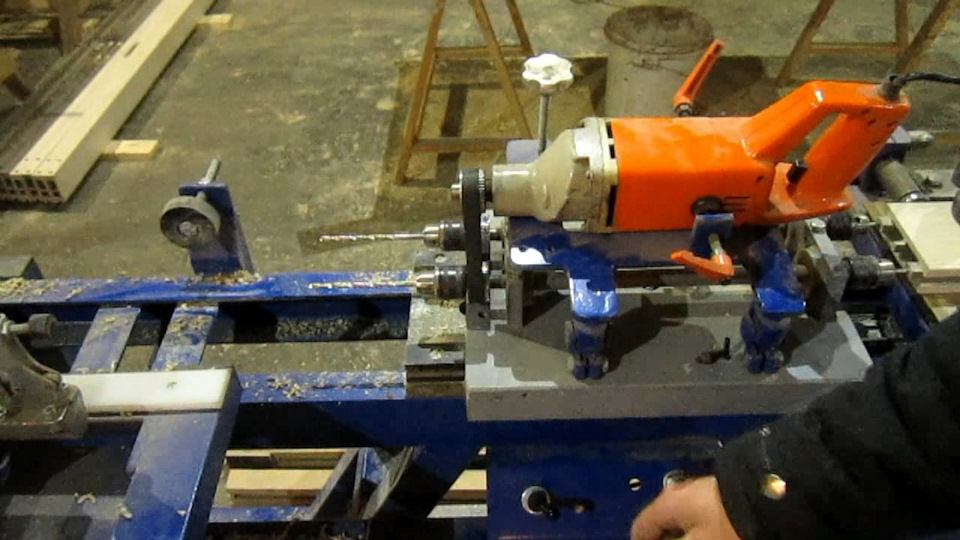
Сверлильная голова . За основу взял каретку от какого то мелалообрабатывающего станка . Довольно точная . На нее сделал два вала, на концах которых висят сверлильные патроны .
Вот с этим узлом конкретно набарахтался . Ладно валы, с токарями пока особых проблем нет, хотя при словах «конус Морзе» сильно напрягаются . А вот с опорами подшипников просто беда . Надо было сделать просто две пластины с двумя отверстиями с посадкой под подшипники . Одинаковые . Все .
Как оказалось в нашем городе это невозможно . Фрезеровщики вымерли . Нашел одного — «делаю все «, некисло тк с меня содрал . Когда забирал заказ чуть до драки дело не дошло . В одну посадку подшипник от руки заходит, во вторую садишь прессом он перестает крутится . На вопрос «схерали» мне было заявлено что у меня подшипники разные .
Посадку вроде победили, межцентровое вреде тоже, прикручиваю к основанию — один вал не крутится, нет соосности . Переделывать четвертый раз не пошел, побоялся что просто я этого фрезеровщика просто прибью .
Посадил на один конец вала радиальные подшипники, на второй самоцентриующиеся, вал закрутился . Но самоцентрирующиеся подщипники не бывают закрытыми, пришлось добавлять сальники в опору вала
Привод от пневмоцилиндра, решение не очень, он «резиновый » — когда сверло проходит через материал происхоит рывок каретки . Но самый простой и дешевый

Движек — старая советская дрель . Они очень ресурсные в отличии от современных, у них очень хороший редуктор, запросто вытягивает два сверла на 6 . И на «блошином рынке они всегда есть 🙂 .
Шкивы от какого -то рубанка, проточил под конус морзе и посадил на штатную посадку . Ремень 3М, зубчатый . Думал самое слабое место будет, но ни хера, два года уже пашет и рваться не собирается . И именно длинна ремня определила положение и крепеж дрели .
И из-за такой конструкции сверла справа пришлось брать левые .
Теперь сверловка 10 дверных полотен занимает около 30 минут . И двери собираются без щелей и с прямыми углами


Как сделать своими руками присадочный станок для мебели?
Насколько реально сделать присадочный станок для мебели своими руками? Такие станки используют в мебельном производстве для изготовления отверстий, по которым при сборке выполняется соединение готовых элементов. По присадочным отверстиям производят не только соединения заготовок, их используют для установки фурнитуры: замков, ручек, петель и других элементов мебели.
Промышленность выпускает специализированные станки и приспособления для автоматизации процессов стыковки деталей. Однако часто подобное оборудование может простаивать длительное время, так как оно востребовано довольно редко. Поэтому на небольших мебельных производствах стремятся самостоятельно изготовить аналоги, способные выполнять определенные операции по сверлению присадочных отверстий.
- Рамочные фасады в эксклюзивной мебели
- Особенности изготовления рамочного фасада
- Требования к сверлению отверстий на присадочном станке
- Простейшее приспособление для сверления отверстий в профилях
- Технология использования приспособления
- Изготовление присадочного станка
Рамочные фасады в эксклюзивной мебели
Что видят все, входя в комнату или на кухню, где установлена корпусная мебель? Взгляд в первую очередь останавливается на дверках и выдвижных ящиках. Мебельщики называют эти элементы мебельными фасадами.




Используя профили из МДФ, можно подбирать разные текстуры древесины. Их моделирует пленка, которую наклеивают горячим способом. Внутреннее заполнение выполняют с помощью разных типов наполнителей:
- Плиты из ламинированного ДСП толщиной 8-10 мм – их вырезают под размер, образованный внутренним контуром пазов, получаемых после соединения рамочных элементов.
- Плиты МДФ, покрытых пленками разных типов – они также заполняют пазы, фрезерованные внутри профилей.
- Стекло – обычно используют армированное различными видами пленок стекла. Кроме прозрачных пленок, применяют раскрашенные разными оттенками, а также имеющие рисунок. Остекленные фасады отлично выглядят в книжных шкафах, шифоньерах и кухонных шкафах.
- Зеркала применяют для создания эффекта расширения пространства, а также для практического использования, чтобы посмотреть на самого себя.
- Панели из ротанга украшают любой фасад, подобный материал придает всякой мебели солидный вид.
Особенности изготовления рамочного фасада
Чтобы изготовить рамочный фасад выполняют ряд последовательных действий.


- Напиливают вертикальные и горизонтальные рейки с некоторым запасом, чтобы потом на угловом станке произвести резы под углом 45°.
- Выпиливая конечный размер, выдерживают точный размер рамки.
- С помощью ручного присадочного станка подготавливают отверстия для окончательной сборки фасада.
- На форматно-раскроечном станке выпиливают заполнитель из ДСП (на столе для резки стекол режут стекло в размер и наклеивают на него армирующую пленку).
- Работу по сборке фасада выполняют на столе. Чтобы гарантированно собирать прямые углы, изготавливают кондуктор. В нем направляющие сходятся под углом 90°.
- Соединяют одну пару профилей, проверяют угол. Он должен быть ровно 90°. Перед сборкой шканты смазывают полимерным клеем.
- Соединяют вторую пару профилей.
- На края заполнителя намазывают клей, а потом вставляют в первый собранный угол заполнитель.
- С обратной стороны монтируют второй угол, предварительно устанавливают в него смазанные клеем шканты.
- Легкими ударами киянки окончательно собирают всю рамку.
- Готовый фасад выставляют на сушку. Обычно полимерные клеи полностью полимеризуются в течение 24 часов.
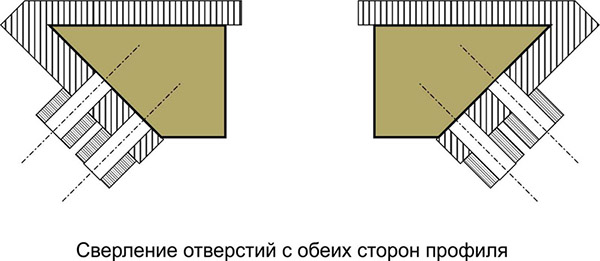
Угол из профиля собирается на два шканта, как на фото ниже. Для них нужно просверлить по два отверстия на сопрягаемых поверхностях. Для этого нужен присадочный станок.

Требования к сверлению отверстий на присадочном станке
- При создании отверстий на каждой из сопрягаемых поверхностей нужно обеспечить зеркальное совпадение центров.
- Глубина отверстий должна на 1-2 превышать половину длины шканта.
- Направление сверления необходимо выполнять под углом 90° по отношению к сопрягаемым поверхностям.
- Каждая последующая деталь должна быть полностью повторимой.
Простейшее приспособление для сверления отверстий в профилях


Нужно изготовить кондуктор (см. чертеж выше). У него между двумя пластинами устанавливается угол 45°.
Для изготовления используются полосы толщиной 3-4 мм.
- В одной из пластин сверлят два отверстия, сквозь них в дальнейшем будет проходить сверло.
- Пластины сваривают под углом 45°.
- На токарном станке вытачивают направляющие втулки.
- Втулки приваривают к пластине, позиционируя их с помощью направляющих, обеспечивая угол 90°.
- Заусенцы стачивают, придавая изделию законченный вид.
Технология использования приспособления

- На детали, у которых срезаны края под углом 45°, устанавливают приспособления с обеих сторон.
- На дрель устанавливают сверло, с помощью нитки ставят ограничитель глубины.
- Фиксируя профиль и прижимая приспособление, последовательно сверлят отверстия в деталях.
С помощью простейшего приспособления получен требуемый результат. Детали в дальнейшем довольно просто соединяются в прямоугольник.
Видео: присадочно-сверлильное приспособление из дрели.

Изготовление присадочного станка
Самодельный присадочный станок для мебели делают по такой инструкции:
- Используя имеющиеся заготовки, создают два приспособления.
- Их фиксируют неподвижно на рабочем столе.
- Для установки и фиксации профилей необходимо использовать прижим, который не позволит перемещаться заготовкам в процессе сверления. Для наконечника нужно применять резиновую прокладку.
- Для прижима используют эксцентриковые механизмы или винты. Их устанавливают на консоли, расположенные выше высоты профиля.
- Для длинных по размеру профилей желательно установить дополнительные опоры, которые поддержат свободные концы заготовок.
Получается довольно простой станок для сверления присадочных отверстий.


Вариант изготовления присадочного станка представлен в видеоролике выше.
Самодельный сверлильно-присадочный станок для мебельного производства
Присадочный станок предназначен для сверления отверстий под петли и крепежи в процессе изготовления корпусной мебели. Они выполняют множественные отверстия точно и аккуратно, без вырывов и сколов. Качественное оборудование позволяет ускорить процесс производства, снизить затраты и уменьшить процент бракованных заготовок.
Назначение присадочных станков
![]()

Отверстия, которые выполняют сверлильно-присадочные станки, нужны для размещения крепежей и фурнитуры: штифтов, винтов, шурупов, ручек, петель, шарниров. От того, насколько точно располагаются отверстия, зависит возможность и качество сборки деталей в единое целое. Размер и расположение отверстий на заготовке строго регламентированы, при их несоответствии чертежам корпуса мебели собрать невозможно. Нередко большие партии заготовок возвращают на завод из-за несовпадения креплений. Допускается погрешность в пределах 0,4 миллиметра на 64 см.
Присадочный станок работает по агрегатному принципу — одновременно вовлекается несколько однотипных инструментов — зенковок, сверл, цековок, закрепленных в многошпиндельной головке.
Виды присадочных станков
Согласно назначению, оборудование этой группы разделяется на:
- универсальное;
- специализированное;
- специальное.
Универсальные сверлильно-присадочные станки производят полную обработку отверстий от высверливания до окончательной обработки токарным или фрезерным инструментом. Они используются в серийном производстве и оснащаются множеством функций. Компактные модели невысокой мощности предназначены для любителей домашнего конструирования.
Специализированное оборудование работает в автоматическом режиме, одновременно обрабатывая несколько отверстий. Его можно перенастраивать под выполнение различных операций. Большинство сверлильно-присадочных станков для производства относятся к этой категории.
Специальные станки создаются для работы с определенными видами заготовок. Чаще всего перенастроить их под иные виды операций своими руками невозможно.
По количеству функциональных траверс и шпинделей различают станки:
- полуавтоматические сверлильно-присадочные;
- позиционные сверлильно-присадочные;
- сверлильно-присадочные с числовым программным управлением;
- присадочные для петель.
Устройство наиболее распространенных типов присадочных станков


Оптимальный результат использования на производстве сверлильно-присадочного станка возможен при знании тонкостей его работы и конструкции.
Станки с одной многошпиндельной головкой
Заготовка укладывается на столешницу в соответствии с упорами и направляющей линейки, фиксируется прижимами (чаще пневматическими). Так деталь выставляется относительно режущих инструментов и крепко удерживается в процессе сверления. При запуске двигателя головка с установленными сверлами подвигается к краю заготовки, размещенной по упору. При скорости перемещения от 5 до 10 метров в минуту она проделывает отверстия глубиной до 4 см и возвращается в начальную точку. Рабочий с пульта расслабляет прижимы и заменяет заготовку.
Многофункциональность достигается за счет поворота головки со шпинделями на 90 градусов для отделки скошенных краев и выборки пазов в пластях. В столешнице продуманы специальные щели для прохода сверла снизу. Мебельное оборудование такого типа достаточно компактно, отлично работает на небольших производствах с малыми партиями различных деталей.
Станки с несколькими многошпиндельными головками
Их оснащают широким набором рабочих инструментов: несколько вертикальных сверлильных головок для проделывания отверстий и одна горизонтальная для отделки краев. Они, а также устройства позиционирования и подачи находятся в станине. Станина оборудована опорами с возможностью размещения заготовки относительно исполнительных органов. Заготовка укладывается на планки в соответствии с упорами и крепится фиксаторами (пневматическими). При запуске двигателя одновременно начинают работать все головки.
Стоит такой присадочный станок больше, поэтому он дополнительно оснащается электронными контроллерами положения, регулировкой скорости приводов, механизмами адаптивного контроля.
Принципиальные отличия многошпиндельных устройств от одношпиндельных:
- положение головок определяется электроникой, поэтому настройки весьма точны, дополнительные наладки проводятся быстро;
- обрабатываются одновременно две плоскости, в два раза быстрее и точнее. Для вторичного прогона серии сложных заготовок не нужно переналаживать оборудование;
- вертикальные сверлильные головки со шпинделями способны вращаться относительно центра основного привода, проделывая отверстия под углом;
- опоры дополнительно оборудуются устройствами закладки и выгрузки деталей, полностью освобождающими оператора от работ вручную. Такие станки относятся к позиционно-проходному оборудованию и используются в поточных линиях. Они обрабатывают заготовку во время ее перемещения по конвейеру, что еще сильнее экономит время и исключает использование ручного труда на производстве.
Сверлильная многошпиндельная головка


Присадочный станок любого типа непременно содержит этот элемент.
Головка состоит из шпинделей, установленных в ряд с одинаковыми промежутками — 3,2 см. Это стандарт для мебельного оборудования, которого придерживаются практически все производители.
Отличия возможны для специальных аппаратов, например, выполняющих отверстия под фасадные петли. Параметры сверления зависят от особенностей петель.
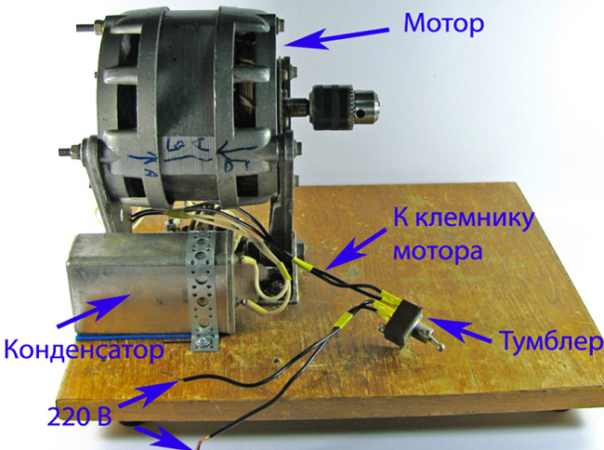
Движение от электромотора поступает через шестеренки, находящиеся внутри головки. Головка в зависимости от количества шпинделей может оснащаться парой электромоторов. Подобная схема определяет вращение шпинделей в разные стороны. Поэтому в качестве исполнительных органов могут быть сверла с правым и левым винтом. Шпиндели, вращающиеся от одного двигателя, отмечают одним цветом.
Скорость движения шпинделей выдерживается в пределах 2700 оборотов в минуту. Чаще всего многошпиндельные головки содержат 21 или 27 шпинделей. Промежуток между крайними сверлами в таких аппаратах составляет 64 и 83,2 см. Сверла поперечником 5 мм и 10 мм легко вставляются в патроны.
Механизм подачи на головку состоит из пневматического привода и направляющих. Можно настроить величину подачи сверла по оси посредством электронных датчиков или упоров, она варьирует от 4 до 9 см и определяет глубину отверстий в заготовке.
Самодельный присадочный станок
Своими руками можно сделать из любой дрели присадочный станок. Для этого необходимо:
- стойка для дрели (любой конструкции и производителя);
- лист толстой фанеры или стружечной плиты;
- саморезы;
- две болта с гайками-барашками.
Ход работ по изготовлению самодельного станка.
- Вырезаем своими руками основание из фанеры 20 х 40 см.
- В левом ближнем углу просверливаем отверстие для жестко фиксирующего болта, справа проделываем паз (до середины основания) для второго болта. С его помощью можно будет изменять высоту.
- Своими руками с помощью саморезов прикрепляем стойку для дрели на основание и просверливаем отверстие под сверло. Самодельный присадочник готов.
В торце стола необходимо предусмотреть самодельный паз или отверстие, в который будет вставляться болт для изменения высоты.
Минус самодельных конструкций в том, что используется только одно сверло, а разметку для отверстий необходимо делать заранее вручную.
Самодельный станок в видеоролике:
Изготовление присадочного станка для мебели
Присадочный станок используется для сверления отверстий под петли и крепежи во время изготовления мебели. Он предотвращает появление неровностей и сколов на месте крепления деталей. Оборудование можно сделать в домашних условиях своими руками, достаточно лишь иметь необходимые составляющие. Самодельный присадочный станок позволяет получать отверстия с высоким уровнем качества.
Устройство самодельного агрегата
Станок, сделанный своими руками, обязательно включает составляющие:
- Основание (параллелепипед, внутри прикреплен механизм перемещения, выключатель, розетка, регулятор оборотов, в основном корпус изготавливают из металлических пластин).
- Выключатель (позволяет включить устройство для работы, и выключить его).
- Держатель дрели (металлическая конструкция определенного диаметра, куда вставляется дрель).
- Ручка перемещения.
- Ручка регулятора оборотов (позволяет увеличить или уменьшить скорость сверления отверстий).
- Подставка (прямоугольник, где крепится вся конструкция).
- Колонка (соединяет основание инструмента с подставкой).

Станок сделать нетрудно. Для этого не нужно приобретать в магазине специальные детали, достаточно старого инструмента, который имеется практически у каждого в гараже.
Изготовление
Самодельный присадочный станок для мебели изготавливается с использованием разных элементов:
- дрель;
- асинхронный двигатель.
Изготовление с помощью дрели
Чтобы изготовить присадочное устройство из дрели, необходимо подготовить необходимые инструменты:
- стойка для дрели (применяется любой материал, может иметь различную форму);
- болты, в конструкции которых имеются гайки-барашки;
- саморезы;
- фанерный лист необходимой толщины.


После того как будут подготовлены все элементы, можно начинать изготовление присадочного аппарата:
- Сделать основание для устройства из приготовленной фанеры.
- В основном используется прямоугольник со сторонами 20 и 40 см.
- В левом углу делается отверстие для фиксирующего болта.
- В правом углу – паз для осуществления второго отверстия, с помощью него можно регулировать высоту.
- С помощью саморезов изготавливается стойка для дрели, затем сверлится отверстие для самого сверла.
Самодельное устройство лучше устанавливать в горизонтальном положении, это позволить предотвратить движение заготовок во время работы.

Изготовление с помощью асинхронного двигателя
Если в хозяйстве нет дрели, то сделать сверильно-присадочный аппарат можно с помощью любого двигателя, который применялся в старой технике. Лучше всего для этой цели подходит привод от стиральной машины. Правда, сооружение такого вида сложнее, чем с помощью дрели, но зато производительность будет выше.
Асинхронный двигатель гораздо больше по весу, поэтому потребуется соорудить более мощное основание, при этом расположить его как можно ближе к стойке.
Важно выдержать правильное расстояние, так как от него зависит расположение ременной передачи сверлильного инструмента, с помощью которой он будет приводиться в движение.
Чтобы смонтировать сверильно-присадочный станок своими руками следует подготовить оборудование:
- шестеренка;
- шестигранник, на него в дальнейшем будет надет шкив;
- подшипники;
- трубки, одна должна иметь внутреннюю резьбу;
- зажимное кольцо, оно должно быть изготовлено из прочной стали.


Станок своими руками собирается по схеме:
- Шестигранник соединяется с трубкой из металла, подшипником и зажимным кольцом. Конструкция должна иметь высокую прочность.
- Создание механизма, который будет подавать инструмент. Для этого на другой металлической трубке делаются надпилы, надевается шестерня.
- Внутрь трубки впрессовать ось с шестигранником.
Работа сверлильного аппарата заключается за счет движения трубки, которое осуществляется с помощью надпилов и соединения зубьев шестеренки.
Преимущества и недостатки
Самодельные мебельные станки, как и любые другие инструменты, имеют достоинства и недостатки. К преимуществам относят:
- простота в использовании;
- несложная конструкция не требует специальных навыков при работе;
- получение отверстий без дефектов;
- увеличение производительности;
- относительно невысокая стоимость при изготовлении;
- для работы оборудования не требуется много места, достаточно небольшого участка рабочего стола.


Несмотря на свои положительные стороны, самодельное оборудование имеет недостатки:
- возможность использования только одного вида сверла;
- низкая скорость во время работы инструмента;
- нет возможности многофункциональности, для обработки требуется использование дополнительного оборудования;
- недостаточно автоматизированное устройство;
- нельзя переключать режимы.
Недостатки сверлильных устройств незаметны при домашнем изготовлении мебели, поскольку в этом случае не требуется производить большие объемы. Оборудование обеспечивает ровные отверстия, в дальнейшем качественную и прочную мебель.
Изготовить мебельный аппарат своими руками не составит труда, для этого не нужно иметь специальные знания и навыки. Все делается из подручных средств. В результате получается сверлильное оборудование, которое незаменимо при самостоятельном создании конструкций для дома.
Видео по теме: Cамодельный присадочный станок

Присадочный станок для мебели своими руками
Канал Сергей БУКата продолжает изготовление прикроватных тумб. На очереди фасады выдвижных ящиков. Заготавливаем планочки из ольхи, из которых получатся рамки. В авторском ролике Сергей Буката рассказал о присадочном станке, который он изготовил собственными руками.


Обработал заготовки в рейсмусе и приступил к заусовке. Одну сторону отпилил произвольно, а другую по установленному размеру. Когда дошла очередь до сборки этих рамок – терпение мастера лопнуло! Уже много лет он использует систему крепления «Ласточка Хоффмана», и каждый раз для этой цели строит какие-то приспособления. Они потом где-то теряются, и каждый раз канитель повторяется.
На этот раз решил не делать временных приспособлений, а соорудить присадочный специальный станочек. За основу взял фирменный «Хоффмановский» станок. Покупать такой станок дороговато, а сделать самому вполне реально. Для начала пошел с ревизией по своим сусекам подобрать, более-менее, природные детали. В итоге кое-что получилось.
Разные станки продаются в этом китайском магазине.
Приглашаем вас посмотреть, как это было!
Есть небольшой склад, где за многие годы скопились разные узлы и детали, как от станков, так и от других механизмов. При желании, там вполне можно подобрать нужные узлы, чтобы сделать примитивный станочек. За небольшое время удалось подобрать некоторые детали. Когда-то был советский цепной аппарат для долбления, который использовали для изготовления гнёзд для вставного шипа. Потом он сгорел, имеется ввиду электродвигатель, и после этого его уже не восстанавливали. Но стойки и площадка, по которой двигался его механизм, остались, и решил использовать их для изготовления станка.
Для вращения фрезы решил использовать фрезер Фиолент. Для фиксации заготовок удалось подобрать пневмо-циллиндр от кромко-облицовочного станка. чтобы зафиксировать фрезер и прижим, нужно было сделать две подвижные площадки, чем и занялся.
Подобрав нужного диаметра трубу, её торцевал и рассверлил отверстия по диаметру «стольник». За тем порезал трубу на отрезки нужной длины. Присмотритесь к хвату болгарки – как оказалось, всю жизнь неправильно пользовался этим инструментом! С точки зрения многих мастеров, её нужно держать наоборот. И даже не понятно – то ли переучиваться, то ли продолжать пользоваться так, как делал это всю жизнь! Вырезал пластину нужного размера из трехмиллиметрового металла и приварил эту пластину к трубкам. Получилась подвижная площадка!
Сделал разметку, чтобы просверлить отверстие. Зажал деталь в тисках и сверлом диаметром 24 мм просверлил отверстие. Затем разметил и проделал отверстия для крепления фреза. Благодаря такому способу крепления, получил возможность регулировки фрезы влево и вправо. Это будет нужно при настройке станка.
Смотрите с 5 мин. видео о сделанном своими руками присадочном станке, который успешно используется автором идеи для изготовления мебели. 
Продолжаем вместе с каналом «Сергей БУКата» изготовление станка для удобной присадки шпонок.
Для крепления упоров понадобился алюминиевый С образный профиль. В запасе был старый советский карниз для штор. Из него получилось два отличных профиля. Стол для фиксации заготовок решил делать из кухонной столешницы, чтобы геометрия привалочных плоскостей была абсолютная, попросил обработать эту плиту на обрабатывающем центре. Учитывая то, что будущие сопрягаемые детали обрабатываются зеркально, точность важна.

Нанес контактный клей в заранее фрезерованные пазы, зафиксировал отрезки линеек на столе. Градуировка в миллиметрах идет от центра стола. Центральный упор присажен под два штифта, которые будут двигаться в пазу. Задача их изготовить. С помощью винтов крепим штифты к упору, проверяем работоспособность. Закрепляем винт по центру паза, чтобы упор можно было фиксировать.

Дальше привинчиваем упоры на торцевую часть плиты. Между ними останется небольшое пространство для прохода фрезы. Таким образом будет происходить настройка. С помощью Т образных болтов к профилю прикрепил угловые упоры. Их довольно легко фиксировать на заданный размер. Подобрал подходящий столик, чтобы установить на нем станочек который избавит от рутинной работы по присадке шпонок. К этому каркасу привинтил 20 мм фанеру, путем проб подобрал высоту для площадки. Затем изготовил компенсаторы нужной толщины. Всю эту конструкцию зафиксировал на платформе станка для присадки.

На одной из стоек есть хомут, с помощью которого регулируется вылет фрезы. Площадку с пневмо прижимом опускаем на нужную высоту, для достаточной фиксации заготовки. Чтобы прижим не деформировал заготовки, привинтил внизу резиновую подошву.
Продолжение с 5 минуты на видео про самодельный качественный станок для практичной присадки шпонок. 
Маленький сверлильно присадочный станок своими руками
Очень полезный станочек для мебельщика ну и для обычного любителя.
Простой и очень полезный аппарат. Присадка отверстий облегчается неимоверно. 

Самодельный присадочный станок
Все гениальное – просто! Еще более гениально было бы совместить два цикла сверления в один проход, за счет незначительной доработки фиксатора-податчика вертикальных частей и использования однопроходного сверла для конфирматов. Т.е. ставите вертикальный лист, к нему в стык, горизонтальный и за один проход формируете отверстие в двумя диаметрами и зенковкой в вертикальном листе ДСП + торцевой отверстие одного диаметра в горизонтальном “собрате”!


Простой в изготовлении присадочник

Обсуждение
- Может дрели заменить на кромочные фрезеры ? Будут обороты как у присадочного станка +/-. Станок интересный получился, молодец!
- Приспособление очень хорошее, но хотел спросить – нормально ли зажимаются сверла от присадочника, ведь они имеют скошенную грань?
- Да нормально зажимаются. Скошенной частью нужно попасть между зажимными лапками патрона дрели. Лапки в патроне три и скошенную часть основания сверла нужно разместить между двумя соседними лапками. И точно так же беру с собой пару сверл присадочных на установку и зажимаю в шуруповёрт если нужно на месте перенести крепёж.
- Чертёж есть но он не подробный. Там упор больше на количество материала делался и примерный вид. И сборочного чертежа с разметкой отверстий креплений и тд нет. Это походу делалось.
Присадочный станок из фрезера
Наконец то у меня дошли руки до еще одного приспособления в мастерскую, которое полноценно дополняет мой сверлильный станок (им я сверлю отверстия «в пласть»). Сделал я станок присадочный, который служит для сверления отверстий «в торец».
Вообще сделать такой станочек я планировал довольно давно. Делал первый вариант из дрели, но последняя имеет люфты, причем немалые (около 1 мм, что достаточно неприятно). Поэтому дрель я вновь стал использовать по назначению ,а сам сел и задумался, как бы выйти из ситуации. На вопрос: «Что не имеет люфтов?» в голову пришел логичный ответ: «ФРЕЗЕР».
Но тут встала новая проблема. Цанги стандартные имеют диаметр 6 и 8 мм, при этом диаметр сверла должен быть 5 мм. Фрез таких в продаже нет, так что я сначала отказался от этой мысли без наличия токарного станка. Но потом меня осенило. Конфирматное сверло. Хвостовик последнего имеет как раз подходящий диаметр 8 мм. После быстрого метания в гараж и обратно (где я проверил своб догадку) я полез в интернет искать фрезер.
Тут как раз у нас открылся Леруа Марлен, в котором я приобрел самый дешевый фрезер — всего 1700 руб. Фрезер имеет и регулятор оборотов, что пригодится, т.к. обороты для сверления должны быть меньше, чем для фрезерования.
Там же я приобрел еще парочку конфирматных сверл. Результаты поверки оказались вполне удовлетворительными. После затягивания гайки цангового зажима сверло было надежно зафиксировано.

Это был самый тонкий момент. Потом фрезер полежал пару месяцев в углу и наконец то появилось свободное время. В качестве материала для изготовления приспособы я использовал фанеру. Сняв подошву, я разметил на заготовке (куке 5 мм фанеры) присадочные и центральное отверстия, вырезал прямоугольную заготовку и просверлил все отверстия. Центральное 35 мм фрезой Форстнера, а крепежные 5 мм и раззенковал их края (чтобы винты были заподлицо).

Все четыре винта возвращаем на свое законное место, прикручивая новую подошву.

Для крепления подвижной «головы» изготовил из более толстой фанеры массивное угловое основание. Которое затем намертво прикрутил к верстаку. В основание «вживлено» два болта (один из которых вставляется в отверстие №1, а второе в дугообразную прорезь.

После того, как были затянуты все гайки-барашки, фрезер был зафиксирован на своем законном месте. Когда он не нужен — откручиваем обе гайки и удираем его в сторонку, освобождая верстак.

Спереди конструкция смотрится следующим образом. Ослабляя гайку в прорези, можно изменить высоту сверла над верстаком.
Кнопка пуска пока зажимается малой пистолетной струбциной

С края верстака у меня уже смонтированы полозья под направляющую, которые я и использовал для направляйки присадочника. Алюминиевый профиль был взят из распиленного вдоль несущего профиля гардеробной системы Stels. Направляющая перпендикулярна основанию фрезера.


В принципе, использование подвижной головы фрезера позволяет сверлить отверстия не только в торец, но и в пласть, прижимая заготовку у подошве и надвигая на нее голову… Механизм этой функции я пока только обдумываю.
Что очень удобно, эту приспособу, модно использовать и для фрезерования пазов.В том числе и сквозных (иногда просто незаменимо)
Полный обзор этого фрезера я делал чуть ранее в нем я подробно описал все его преимущества и недостатки .