Прижимы для фрезерного станка по дереву
Разновидности прижимов для фрезерного станка, их назначение и способы изготовления в домашних условиях
Прижимы представляют собой специальные устройства, которые используются во всех моделях фрезерных станков. При деревообработке и обработке металлических деталей применение этих прижимных механизмов становится незаменимым.
Назначение прижимов для фрезерного станка
Зажимные устройства применяются в сверлильных, фрезерных и токарных станках для фиксирования обрабатываемых заготовок на станине, и обязательно состоят в комплекте инструментов, которыми оснащают оборудование. Они способны закрепить изделие так, чтобы обработать его было удобно с любой стороны. Замена зажимных приспособлений простыми тисами не принесет долгожданного результата, по причине частого отсутствия возможности правильного фиксирования детали.


На станине обрабатывающих станков имеются специальные проемы, в которых болтами крепятся фрезерные прижимы. Болты имеют специальные головки, препятствующие прокручиванию тела болта, и делают соединение особенно крепким.
Для достижения высокого уровня обработки изделия, зажимные устройства классифицируют по видам фиксаторов. Один прижим, установленный на станок, способен обеспечить точность настройки, связанной с многочисленными переходами при работе с разными типами деталей.
Прижимы для фрезерных станков, сверлильных и других типов оборудования должны обеспечить быстроту и жесткость крепления заготовки нужной для работы стороной, регулирование по высоте, свободный доступ режущего инструмента к изделию. Обрабатываемые заготовки должны отвечать следующим требованиям:
- точное расположение материала;
- надежная фиксация детали;
- корпус изделия позволяет удобно установить зажимные приспособления.
Все виды прижимных механизмов должны иметь высокую степень прочности, и не деформироваться под воздействием винтового зажима. В противном случае обрабатываемый элемент может выскочить и причинить вред оборудованию и здоровью человека.


Виды прижимных приспособлений для фрезерного станка
Высококачественная обработка деталей напрямую зависит от эксплуатационных характеристик зажима. При сверлении или растачивании металлических элементов используют тиски. Вместо них очень удобно применять специальные крепежные компоненты — прижимные планки с упорным винтом.
На современном рынке строительных материалов и инструментов можно встретить большое количество крепежных элементов и комплектов прижимов для фрезерных станков и других агрегатов:


- прихваты: универсальные, ступенчатые, изогнутые, вилкообразные, подвижные;
- подпорки и распорки;
- уголки;
- упоры;
- крепежные наборы на различное количество элементов;
- наборы плит и угольников.
Крепежный набор применяется в тех случаях, когда станочные тиски неспособны захватить сложную конструкцию. В наборе содержатся дополнительные крепежные приспособления, позволяющие выполнить захват: шпильки, опоры, уголки, гайки разной длины, прихваты с рифленой поверхностью.
К помощи набора плит и угольников обращаются, если необходимо осуществить точную настройку и закрепление объекта на рабочей поверхности станка.

Прижим универсальный безподкладочный
Если требуется закрепление детали на рабочем столе станка, применяют прижимную планку и дополняют ее опорой. В качестве опоры применяют упор винтовой или подкладку. Конструкция обеспечивает быстрое и надежное крепление материала на столе фрезерного станка и других обрабатывающих машин. Устройство выглядит следующим образом: Т-образный болт, стойка, планка, фиксирующая шайба.
Сначала собирают прижимной механизм, затем его устанавливают на станину обрабатывающего станка и подводят к рабочему элементу. Винт упирается в планку, корпус разворачивают вокруг оси и закрепляют.


С-образный прижим
Устройство не имеет подкладки, с помощью шарнирного соединения механизм можно устанавливать на необходимую высоту. Для быстрого регулирования устройства по высоте фиксирующую гайку выполняют из двух половин, на которые накладывается специальное кольцо. В случае необходимости кольцо снимается, гайка устанавливается на нужную высоту, надевается кольцо. Гайка вращается и перемещается по резьбе болта, тем самым закрепляя конструкцию.


Быстродействующий прижим
Предназначается для закрепления детали на станине обрабатывающего станка. Основой конструкции служит рычажно-пружинный механизм. В комплектацию входит:

- стойка;
- зубчатая планка;
- пружина;
- корпус зажима.
В верхней части прижимного устройства размещена пружина, под ней – зубчатая рейка с рукояткой. Этот нехитрый механизм быстро фиксирует корпус прижимной установки, позволяя ей двигаться по всей высоте стойки.
Такая конструкция помогает сократить время настройки и последующих операций с обрабатываемым элементом на станке.
Гребенчатый прижимной механизм
Имеет прочный пластиковый корпус, используется для фрезерных станков и циркулярных пил. Каждый зуб гребенчатого прижима имеет точную форму, за счет чего обеспечивается плотный и оптимальный поджим детали. Система крепления позволяет сочетать крепеж с любым оборудованием без дополнительных устройств.
Композитные зубья крепежной установки располагаются под небольшим углом, что создает давление на заготовку сверху и по бокам, не оставляя нарушений на изделии во время проведения операций на станке.

Использование струбцины
Чтобы при обработке заготовки стружка аккуратно удалялась, был виден край режущего инструмента, обрабатываемый материал устанавливают на расстояние 2,5 сантиметра от края фрезерного стола. Результат достигается посредством добавления подкладочного материала, каждый элемент которого имеет одинаковую толщину.


Струбцина представляет собой объект цилиндрической формы, внутри которого размещают зажимное устройство и штифт. На приспособление с нижней стороны давит пружина, которая помогает удерживать конструкцию в верхнем положении.
На теле струбцины просматриваются боковые прорези, служащие местами крепления объекта обработки. Приспособление позволяет надежно закреплять детали с толщиной не более 3 сантиметров.
Струбцина является вспомогательным инструментом, при помощи которого закрепляют запчасти на фрезерном станке и других машинах, для дальнейшей обработки. Прикладывая небольшие усилия, зажим создает необходимую силу для надежного крепления детали. Существует несколько видов струбцин, обеспечивающих зажим изделия:
- F-образные – работают с деталями больших размеров;
- G-образные используют при необходимости закрепить объект малых размеров. Это наиболее распространенный вид струбцин, выполненный литьем из металла или чугуна;
- трубный тип рассчитан на оказание значительного давления на обрабатываемые компоненты;
- угловая струбцина способна соединять запчасти под углом.





Самостоятельное изготовление прижимного станка
Чтобы изготовить прижимной механизм самостоятельно, следует внимательно понаблюдать за работой заводских моделей. Крепеж после его изготовления и установки на станок должен обладать следующими функциональными особенностями:
- достижение плавной регулировки зажима объекта, давление на изделие должно равномерно распределяться по всей поверхности;
- при работе на станке устройство не должно повредить заготовку (поцарапать, деформировать);
- технические характеристики устройства должны соответствовать безопасным условиям работы.

Первый вариант изготовления:
- основой прижима служат обычные валы для отжатия белья из старой стиральной машины;
- готовится рамка с четырьмя направляющими, которые соединяются П-образным профилем;
- валы насаживаются на профиль и фиксируются регулировочной планкой в верхней части.
Данная модель получается объемной и неудобной, но достаточно эффективной. Для уменьшения размера конструкции валики можно обрезать.

Второй вариант сборки:
- по обеим сторонам станины устанавливают рейки;
- берут подшипники в количестве двух штук и ставят на рабочий вал;
- степень фиксации детали регулируется при помощи пружины, свободно перемещающейся по рейкам;
- конструкция прижима помогает выполнить обработку материала без предварительной настройки.
После монтажа самодельного прижима на фрезерный или другой обрабатывающий станок, эксплуатационные и технические характеристики оборудования не должны становиться хуже.
Видео по теме: Как изготовить прижимы на фрезерный станок

Разновидности прижимов для фрезерного станка
Во всех используемых фрезерных станках по металлу, которые также могут осуществлять сверление и расточку применяются специальные приспособления – прижимы.
Большинство фрезерных станков по дереву, изготовленных своими руками имеют такие прижимные устройства.


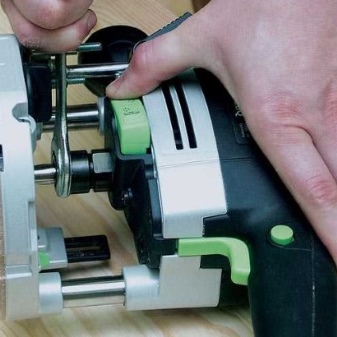
Прижимы для фрезерного станка
Основные требования, которые выдвигаются к конструкции фрезерных прижимов для станков по дереву, заключены в реализации возможностей приспособления, которые связанны с быстрой регулировкой по высоте, компактностью и удобством при эксплуатации своими руками.
1 Актуальность применения прижимов
В большинстве случаев, в наборы для фрезерного станка по дереву применяют зажимные устройства с достаточно упрощенной конструкцией.
Стоит отметить, что для того, чтобы добиться высочайшей степени обработки по металлу и уровня соответствующего уровня производительности зажимные приспособления подвергаются классификации с ориентировкой на высокий уровень требований.
Особое внимание уделяется таким параметрам приспособления, как точность и жесткость. При установке одной заготовки на фрезере по дереву, агрегат позволяет при необходимости произвести точную настройку, связанную с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов для фрезеров по дереву и граничащие с ними элементы установочного типа не мешали придвижению режущей кромки ко всей обрабатываемой поверхности. При этом заготовки для станков должны обладать поверхностями, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.


Прижимы помогают точно расположить деталь в станке
При этом зажимные наборы являются наиболее надежными элементами, способствующими эффективной работе фрезерного станка по дереву, который может быть изготовлен своими руками.
При осуществлении перемещения инструмента и находящейся в нем заготовки на станке, оснащенном ЧПУ, корректность работы механизма в достаточно большой степени зависит от того, какой при этом используется зажим.
Эти приспособления способствуют перемещению детали по системе координат с ориентировкой на заданную программу ЧПУ.
Правильная установка заготовки своими руками на поверхности рабочего стола станка по дереву также напрямую зависит от того, какой применяется зажим. Для того чтобы зажимные приспособления крепко удерживались на агрегате, фрезер по дереву оснащен специальными поперечными пазами или одним центральным отверстием.
На тех рабочих столах, которые оснащены пазами поперечного типа зажимные приспособления, изготовленные своими руками, фиксируются с помощью трех призматических или закругленных шпонок. Те столы, которые оснащены отверстиями, обеспечивают крепление зажимов посредством штырей.
Столы станков, сделанных своими руками и не имеющих в своей конструкции представленных элементов, оснащаются специальными переходными плитами. Они оборудованы пазами и координатными отверстиями.
1.1 Виды зажимных устройств
Все современные фрезерные станки совместимы с представленными разновидностями зажимных устройств. Они представлены в виде:
- ступенчатых опор для прихватов;
- винтовых подпорок;
- угольников;
- распорок винтовых;
- передвижных вилкообразных прихватов;
- изогнутых универсальных прихватов;
- передвижных ступенчатых прихватов;
- корытообразных прихватов;
- плиточных упоров.
2 Прижим универсальный безподкладочный
В той ситуации, если деталь прикрепляется на поверхности стола металлообрабатывающего станка, в большинстве случаев актуально применение прижимных планок.
Но использование одной лишь прижимной планки для осуществления полного закрепления недостаточно. В таких случаях используется дополнительная опора, представленная в виде винтового упора или подкладки. Такой прижим способен обеспечить быстроту и надежность закрепления детали, подвергающейся обработке на столе фрезерного станка.


Фиксирование детали на станке с помощью прижимов
- силового болта;
- фиксирующей шайбы;
- планки плавающего прижима;
- стойки.
Особенность представленной конструкции выражена в том, что прижимная планка является разборной. В ее наборы входит корпус, пластина, которая находится на оси и зажимной винт. Прижимная планка при содействии специальной шайбы связывается со стойкой, которая имеет цилиндрические пазы.
Стойка крепится при помощи винта и гайки на поверхности приспособления Т-образного сухаря. Когда прижим полностью собран он подвергается установке на поверхность металлорежущего станка, после чего осуществляется его подводка к детали.
Далее винт упирается в пластину, в результате чего корпус разворачивается по своей оси. Деталь закрепляется.
2.1 С-образный
Режим С-образного типа не требует применения вместе с ним подкладки. Исходя из того, что корпус имеет своеобразную форму, шарнирное соединение зажимного болта Т-образной формы при содействии оси обеспечивает закрепление прижимов на нужной высоте.


Самодельный фрезерный станок с гребенчатыми прижимами
Посредством вращения гайки производится надежное закрепление детали. Все вставки и приспособления изготавливаются с применением высококачественной стали, и эти наборы проходят несколько этапов предварительной термической обработки.
Такой прижим отличается удобством работы и общей степенью надежности. При его использовании значительно сокращаются временные затраты, связанные с установкой и снятием обрабатываемой детали.
Для того чтобы существенно сократить время, требующееся для переналадки, зажимная гайка имеет вид разрезной и делится на две равных половины. Между ними устанавливается специальная пружина. На гайку сверху надевается кольцо. Когда оно опускается, половинки гайки смыкаются и с помощью резьбы примыкают к Т-образному болту.
Когда гайка подвергается вращению, она начинает перемещаться по стволу болта и с помощью двуплечей планки приводит к закреплению детали.


Прижимы для настольных фрезерных станков
Эта разновидность прижима также предназначена для того, чтобы производить закрепление деталей на рабочем столе металлорежущего станка. Конструкция этого устройства базируется на пружинно-рычажном зубчатом механизме.
В наборы входит пружина, зубчатая рейка, расположенная в отверстии стойки, зубчатый сектор, вращающийся на оси и корпус прижима. Пружина располагается в самой верхней части корпуса прямо над рейкой зубчатого типа и прикрывается гайкой.
Зубчатый сектор снабжен прикрепленной рукояткой и в процессе работы может быть выведен из сцепления с помощью рейки. Находясь в таком положении, корпус зажима может при необходимости перемещаться вдоль всей длины стойки.
Это делает возможным ее настройку с ориентировкой на высоту детали. Для этого следует провернуть рычаг по часовой стрелке.


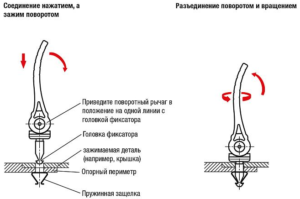
Фиксация детали прижимом
Находясь в нерабочем положении, стойка не может двигаться из-за того, что на нее воздействует Т-образная головка и фланец.
Рычаг нужно поворачивать до тех пор, пока он не подвергнется закреплению с помощью фиксатора. В процессе подпружиненная рейка провернет рычаг в направлении против часовой стрелки и расклинится с сектором.
Когда это произойдет, корпус можно будет поднять, а деталь снять с рабочего стола. Пи этом параметр максимальной высоты зажимной детали должен составлять 120 миллиметров, а предельный показатель диаметра сверления – 25 миллиметров.
При использовании такого прижима значительно сократится время, уходящее на закрепление и последующую обработку детали.
к меню ↑
2.2 Струбцина для закрепления заготовок листового типа
Для того чтобы в процессе работы стружка эффективно удалялась и можно было беспрепятственно наблюдать за выходом режущей кромки инструмента, все листовые заготовки подвергаются установке с учетом расстояния, равного 25 миллиметрам от крайней поверхности фрезерного стола.
Это производится при содействии подкладок, обладающих одинаковым значением высоты. Представленные наборы в своем составе содержат как зажим, так и подставку.


Прижим для столешницы станка
Корпус и стакан снабжены боковыми пазами, которые нужны для фиксации заготовки. Одна плоскость корпуса выполняет функцию опорной базы, а вторая – прижимает полученное крепление в тот момент, когда завинчивается гайка.
Когда происходит закрепление детали, корпус фиксируется на поверхности рабочего стола металлорежущего станка.
При повороте прижим продолжает удерживать винт прижимного типа, который установлен в корпусе. Струбцина способствует надежному закреплению заготовки с параметром толщины от 1 до 30 миллиметров.
При осуществлении деталей обладающих сложной и криволинейной формой в рамках мелкосерийного и экспериментального производства, закрепление деталей может быть выполнено с помощью комплекта кулачков.
В каждом комплекте находится пять монолитных зажимов. Каждый из зажимов имеет по две базовых поверхности. Установка зажимов производится на рабочий стол станка или на плиту, оснащенную Т-образными пазами. Крепление проводится при участии сухаря и болтов.
к меню ↑
2.3 Как своими руками сделать прижим для фрезерного станка? (видео)

Принципы выбора и эксплуатации прижимов для фрезерного станка
Фрезерный станки применяются для различных технологических операций: сверление, зенкерование, вырезка пазов, углублений разной формы, обработка торцов деталей. Чтобы заготовка не улетела в сторону, нужно обеспечить надежную систему удержания. Прижимы для фрезерного станка являются необходимым элементом, который должен быть установлен на любом оборудовании.


Предназначение
Зажимы применяются для работы со сверлильными, токарными, фрезерными станками. С их помощью заготовки неподвижно устанавливаются на рабочем столе оборудования так, чтобы их было удобно обрабатывать с разных сторон.
Станина современного оборудования имеет ряд отверстий, которые предназначены для закрепления одной стороны зажима.
На сверлильных станках удобнее всего использовать классические тиски. Часто они устанавливаются на рабочем столе оборудования производителем. Тиски не мешают хождению сверла, обеспечивают устойчивое положение заготовки.
Устройство и принцип работы
Конструкция прижима зависит от того, какой вид крепления применяется. Прижим состоит из нескольких основных частей:
- Стойки из металла, которая является основанием. На одном из ее концов закрепляется пластиковая или резиновая пластинка.
- Подвижной части, которая также имеет резиновую или пластиковую пластину.
- Механизма, с помощью которого мастер сжимает две пластины между друг другом.
Технические характеристики
Существует несколько факторов, которые определяют возможности оснастки:
- Материал.
- Ход подвижной части.
- Наличие прижимных пластин, их размеры.
Пластиковые прижимы не подходят для постоянной работы с металлическими заготовками.
Разновидности
Существует несколько видов фрезерных прижимов:
- Универсальный безподкладочный. Представляет собой прижимную планку, которая должна дополняться опорой. Если винтовой опоры нет, используется подкладка. По внешнему виду представляет собой т-образный болт, который продет через стойку с планкой, зажат шайбой. Продается такой инструмент в разобранном виде.
- Гребенчатый механизм. Имеет несколько прижимных зубьев, которые расположены под определенными углами. Это позволяет более надежно удерживать заготовку, не давая ей выскользнуть от вибраций. Давление распределяется не только по верхней части заготовки, но и по ее бокам.
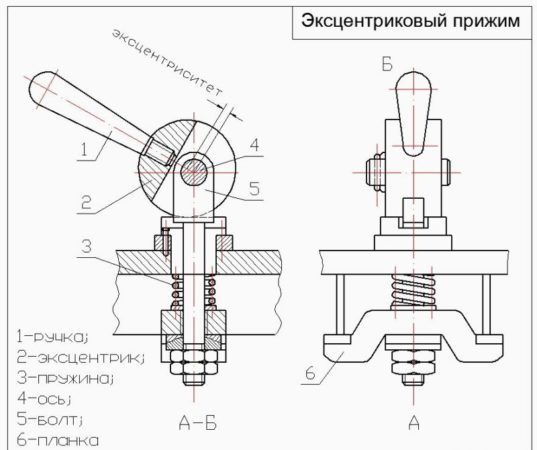
- С-образный. На прижимном болте есть металлическое кольцо, которое увеличивает площадь давления. При желании его можно снять, вытащить болт. Главные преимущества — простота конструкции, удобство при работе, надежность, долговечность.
- Быстродействующие механизмы. Принцип работы основан на рычажно-пружинной системе. Дополнительными элементами являются корпус инструмента, планка с зубьями, пружина, стойка.
- Комплект кулачковых зажимов. Представляет собой 5 монолитных приспособлений. У каждого из кулачков есть две рабочих поверхности. Закрепляются они с помощью болтов и сухарей.
Принцип работы прижимов от их вида не изменяется. Существует несколько видов струбцин:
- Трубные — предназначены для создания мощного давления при соединении материалов. Могут изготавливаться из чугуна.
- F-образные — подходят для работы с заготовками большого размера.
- Угловые — позволяют выставить угол и зафиксировать его неподвижно.
- G-образные — применяются для скрепления небольших деталей.
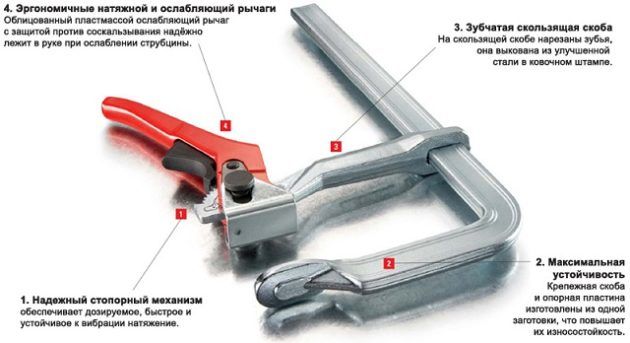
Выбор оснастки зависит от размеров обрабатываемой заготовки. На современных струбцинах присутствует специальный крючок, с помощью которого можно быстро ослабить давление, изменить настройку.
Также существуют специальные крепежные наборы. Они понадобятся в тех случаях, когда нужно обработать деталь сложной формы, а удержать ее обычными зажимами невозможно.
Для высокоточного закрепления заготовки, применяются наборы уголков, пластинок разной толщины. Они играют роль подкладок, когда необходимо выставить уровень до миллиметров.
Существует оснастка, которую устанавливают сами производители фрезерных станков. Виды:
- Винтовые распорки, угольники.
- Ступенчатые прихваты.
- Плиточные упоры.
- Вилкообразные зажимы, которые передвигаются по направляющим.
- Корытообразные тиски.
- Универсальные зажимы, имеющие изогнутую форму.
При выборе станка необходимо поинтересоваться о наличии прижимов, их виде.
Принципы выбора
При выборе дополнительной оснастки нужно обратить внимание на следующие факторы:
- Размеры, вес.
- Диапазон хода прижимающей части.
- Материал, из которого изготавливается стойка.
- Механизм зажима.
Желательно покупать литые прижимы из металла, чтобы получить надежное удержание обрабатываемой заготовки. Оно прослужит дольше пластикового, даст возможность делать зажим с большим усилием.
Преимущества и недостатки
У прижимов есть несколько сильных сторон:
- Могут устанавливаться в произвольных местах.
- Могут пригодиться по хозяйству для разных целей.
- Обеспечивает надежное удержание заготовок.
Производители и стоимость
- Bessey — 1500 рублей.
- STANLEY — 1000 рублей.
- WOLFCRAFT — 1300 рублей.
- GROSS — 1000 рублей.
- STAYER — 700 рублей.
Стоимость зависит от вида прижима, его размера, материала из которого он изготовлен.
Эксплуатация
После покупки зажима необходимо научиться с ним работать. Для этого можно потренироваться на соединении разных деталей между собой. Если применяется самодельный прижим для фрезерного станка необходимо заранее проверить его на работоспособность. При работе нельзя ударять, пытаться снять зажим.
Изготовление своими руками
Если нет желание тратить деньги, можно собрать прижимной механизм самостоятельно. Инструмент, изготовленный самостоятельно должен отвечать следующим требованиям:
- Должна присутствовать плавная регулировка зажима.
- Прижимная пластинка должна быть большой, чтобы давление передавалось на большую площадь.
- По техническим характеристикам инструмент должен быть безопасным для человека.
- При работе не должно происходить царапания, повреждения поверхности заготовок.
Существует два способа изготовления прижима своими руками. Первый вариант:
- Разобрать стиральную машину, вытащить из нее валы, которые отжимают белье после стирки.
- Изготовить металлическую раму с четырьмя направляющими штифтами, установленным по краям. Соединить их с П-образным профилем.
- Валы закрепить на профиле, зажать их с помощью регулировочной планки.
Второй способ изготовления прижима:
- С двух сторон станины установить по одной рейке.
- Взять два подшипника, установить их на рабочий вал.
- Мощность зажима будет регулироваться с помощью пружины, которая должна свободно перемещаться по рейкам.
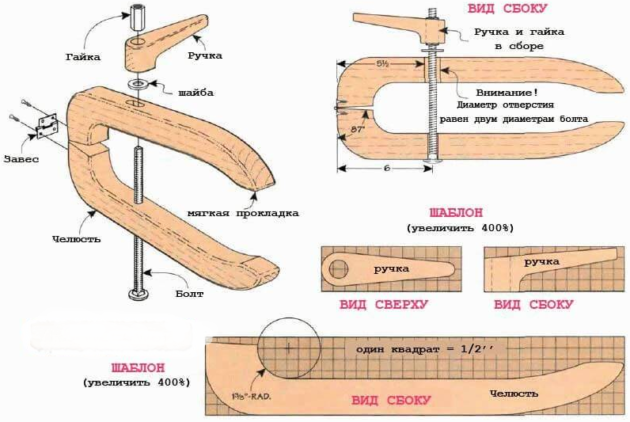
Специалисты советуют собирать самодельные прижимы из металлических пластинок. Для этого необходимо подготовить три пластины толщиною не менее 10 мм. Длина одной — 15 см, двух других — 10 см. Сварить их по форме буквы «П». После этого в конце одной пластинки просверлить отверстие для регулировочного болта. Нарезать резьбу. Подобрать болт соответствующего размера. На одну из его сторон наварить кусок арматуры, который упростит закручивание. Другая часть болта будет прижимать заготовку. Под него размещают подкладку, чтобы увеличилась площадь давления.
Фрезерные станки — популярный вид оборудования, применяемый на дерево-металлообрабатывающих предприятиях. С их помощью выполняются разнообразные технологические операции. Для высокой точности проведения работы, заготовки должны быть надежно закреплены на рабочем столе. Для этого применяются специальные прижимы, струбцины, тиски.
Все о цанге для фрезера


- Что это такое?
- Сферы применения
- Обзор видов патронов
- Нюансы выбора
Знать все о цанге для фрезера не менее актуально, чем о самих фрезах или об основном оборудовании и режимах работы. Существуют различные виды цанговых патронов для фрезерного станка, зажимы 6-8 мм, 12 мм и других размеров.
Полезно заранее выяснить, что же это такое, и как выбрать подходящий набор или отдельный экземпляр.


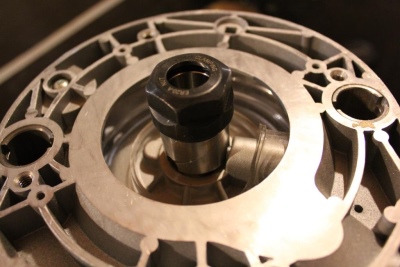
Что это такое?
Цанга для фрезера ручного по дереву и по металлу – то же самое, что дека для гитары, воздух для футбольного мяча или корень для растения. Главное, что без нее обойтись невозможно, и никакие работы выполнять невозможно также. В основном изделие включает в себя:
специального образца гайки.


Только цанга обеспечит надежное удержание фрезового инструмента в процессе эксплуатации. Поэтому от него зависит:
качество обработки изделий;
сохранность основного инструмента и его отдельных частей.


При кажущемся сходстве самых разных моделей между ними есть весьма существенные различия. Игнорирование этих нюансов способно привести к совершенно неприятным последствиям. Потому выбирать цанги должен уметь каждый мастер.


Важно: нельзя путать цанговое приспособление и кулачковый патрон. Второй вариант универсальнее и позволяет крепить хвостовики самого разного диаметра, однако использовать его во фрезерных работах откровенно неразумно.


Сферы применения
Они определяются тем, насколько велико число лепестков у конкретной цанги. Если приходится работать с очень мелкими заготовками, то применяют целый комплект зажимающих патронов. Для разводки специальных «кулачков» в них предусматриваются пружины. Иногда, но очень редко, применяют разъемные цанги специального образца.
Еще цанговый патрон может быть взят, когда требуется закреплять концевую режущую часть с ограниченным сечением хвостового блока.


Речь идет о работе с:


Стоит еще отметить, что ассортимент таких изделий представлен под разными названиями:
втулка (и все это выпускается порой для фрезеров самых разных марок, а то и со специализацией по конкретным модификациям).




Тонкие удлинители используют, если стандартизированной длины фрезерующего инструмента не хватает. Подобные изделия позволяют работать с ручными фрезерами, в том числе и с использованием дополнительно фрезеровочных шаблонов. Ключевой параметр – наименьший диаметр удлинительного компонента вместе с основной цангой. От него зависит допустимая величина посадочной площадки. Необходимость в таком приспособлении возникает, когда идет работа над пазами большой глубины, например, над выемками для монтажа замка в деревянной или металлической двери.
Важно: цанги для профессиональных фрезерных станков и для ручных фрезеров путать нельзя категорически. Недаром они четко разнесены даже в каталогах ведущих производителей таких приспособлений, к примеру, в официальном интернет-магазине CMT.


Патроны цанговые – еще одна особая категория. Они должны использоваться только в тесной связке с цангами для патронов той же серии. Но все равно в обиходной речи мастеров и заказчиков все подобные понятия скорее синонимы, и уточняют нюансы только в конкретных случаях.


Обзор видов патронов
Может возникнуть у несведущих людей вопрос: зачем столько видов патронов и цанг, не стоит ли все их разнообразие просто свести к размерным рядам. Ответ на этот вопрос отрицателен. И все дело в объективной причине – уж очень масштабный спектр задач решается при помощи фрезерующего оборудования. Современные фрезерные станки с программным управлением (а других в серьезной промышленности уже почти не бывает) могут:
работать с деревом и металлом;
выполнять манипуляции по пластмассе и по прочному камню;
обрабатывать фанеру, волокнистые плиты и другие плитные деревянные материалы;
работать с резиной.


И все это не только фрезеруется, но иногда еще также:
обрезается по точно заданному размеру;
снабжается отверстиями с заданными параметрами, включая шероховатость;
подвергается объемной обработке (и это еще только самый общий начальный перечень вариантов).


Естественно, что при таком разнообразии операций манипулировать с помощью неутомимой труженицы фрезы одним типом зажима цангового для фрезерного станка невозможно технически. Неизбежно те или иные операции будут выполняться слишком плохо или просто посредственно. Внешне вроде бы большинство цанг одинаково: втулка, геометрически выполненная как усеченный конус со сквозным каналом посередине. В стенках готовится необходимое по технологии количество прорезей, с помощью которых и формируются специальные держащие лепестки. Цанговые зажимные приспособления:
позволяют максимально легко заменять инструменты;
сокращают интенсивность биения рабочих частей;
гарантируют однородный по интенсивности и не меняющийся в течение времени обжим фрезы;
способны перенести мощные скоростные и температурные воздействия, возникающие при работе на профессиональном уровне.


Лепестковый блок перед началом работы вкручивают в патронный узел. Далее используется самозажимная гайка. Ее требуется накрутить, но не заворачивать до конца. Потом устанавливают необходимую фрезу, и уже после этого можно накрепко зажимать удерживающую гайку, чтобы обеспечить прочное удержание. Патронный агрегат технически прочно связан с мотором, что позволяет передать механическое усилие полноценно и с минимумом потерь.


Практически во всех современных фрезерных станках используют цанговые патроны формата ER. В этом случае применяют лишь зажимные модели, а не подающие, которые используются в токарном оборудовании. Зажимные цанги дополнительно делятся на:
сквозные, позволяющие крепить инструмент, протяженность хвостовика которого больше, чем высота патрона;
глухие, корпус которых на одном краю запаивают;
имеющие ряд зажимных зон – это решение обеспечивает присоединение приспособление в паре точек оси;
имеющие паз квадратной формы – такое решение отлично подходит для использования метчиков;
уже упомянутые изделия группы ER, в которых есть и пара участков прижима, и сквозное отверстие.



Но если товар помечен маркировкой ER, это еще не означает, что он полностью однороден. По допуску на биение различают обычный и прецизионный инструментарий. Второй вариант гарантирует оптимальную жесткость и пригоден для максимально точной обработки. В отдельных случаях его используют для чистовых манипуляций.
Категория ER имеет широкое разнообразие размеров (сечений), что как раз и позволяет гарантировать применение всевозможных диаметров фрез; но в любом случае нельзя использовать крепление, которое меньше, чем хвостовой узел фрезы.


Переходная цанга для фрезерующего оборудования, как нетрудно догадаться, призвана «подружить» между собой разнородные типы аппаратов и инструментов. То есть помогает в ситуации, когда приемный блок станка и рабочий агрегат имеют резко несходные размеры. Полезно охарактеризовать и некоторые практические габариты самих цанг. Так, фирма CMT поставляет модель Triton, которая представлена размерами:

Но в некоторых случаях даже 6-миллиметровое изделие совершенно избыточно. В такой ситуации может выручить патрон цанговый комплектный на вал сечением 3 мм. Обычно его масса не превышает 40 граммов. Но и на этом специфика отдельных типов не заканчивается. Необходимо еще учесть основные черты цанги для ручного фрезера, которая может довольно сильно отличаться от приспособления для стандартного промышленного станка.
Так, накидываемая гайка вполне может быть одна для целого набора зажимных деталей. Все практически гайки выполняются по шестигранной схеме. Для работы с ними предусматривается накидной ключ. Специальные гайки для мелких диаметров часто имеют цилиндрическое исполнение. Это позволяет без особого труда затягивать их вручную.


Патрон подачи всегда делается из прочного сплава, подлежащего специальному закаливанию. Поверхность снабжается 3 или 4 разрезами в продольном направлении. Зажимной тип патрона обеспечивает особо точное закрепление. Но движение по оси оказывается невозможно. Такие конструкции чаще применяют не во фрезерах, а в продольно-точильных станках с автоматикой.


Нюансы выбора
Часто при продаже фрезера сразу предлагают набор цанг и других компонентов. Однако уповать на такие комплекты не стоит. Нередко туда входит откровенно некачественный товар либо просто отличающийся от хвостового блока по размеру. Причем подобными проблемами «страдает» продукция практически всех производителей. Требуется выбирать модели максимально тщательно и аккуратно, узнавая все подробности.



Руководствоваться необходимо техническими описаниями и маркировками. Цанги всякого размера поставляют лишь Festool, Porter Cable. Продукция прочих марок комплектуется крепежом далеко не всегда. Ее покупателям приходится обращаться к торговым организациям или сервисным службам с заявкой. И даже в этом случае могут возникнуть проблемы.

Прочие особенности:
подающие патроны должны быть идеально соответствующими по размеру используемому прутку;
для вертикального фрезера следует использовать и обычные, и уменьшенные (с адаптером) цанги;
по возможности следует консультироваться с инженерами;
стоит избегать цанг, которые по размерам отличаются от наиболее распространенных (и в дюймовом, и в метрическом исчислении).
Назначение и виды прижимов для фрезерного станка по металлу
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка заготовок, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на станке. Для этого применяют универсальные станочную оснастку.


Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное закрепление заготовок и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижим.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на станке. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимов.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе обрабатываемая заготовка может вылететь со стола и навредить фрезеровщику или повредить оборудование.

Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые заготовки для станков должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Универсальный безподкладочный
Представляет собой планку, которая, собственно, и прижимает заготовку. Прижим происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
Быстродействующий
Данный прижим состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху прижима находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.

Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на заготовку.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта. В нижней части струбцины находится пружина, которая держит всю конструкцию.
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для прижима заготовок маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.

Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.


Как изготовить своими руками?
Прижимы, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление на заготовку;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.

Есть два способа изготовления прижимов самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики станка. Фрезерные станки широко применяются на производствах при обработке как металлических заготовок, так и при обработке дерева. Они выполняют широкий спектр операций. Для высокоточных работ заготовки должны быть надежно установлены на станине. Для этого используются прижимы, тиски и прочая цеховая оснастка.
Оснастка и приспособления для фрезерных станков
» Инструмент и оснастка » Оснастка и приспособления для фрезерных станков
Фрезерные промышленные станки больше других нуждаются в использовании дополнительных приспособлений и всевозможной технологической оснастке – без неё невозможным будет даже установить на станок заготовку, не говоря уже о возможности вести качественную обработку деталей. Всё просто, нет инструментов и приспособлений – нет фрезерной обработки.
Все дополнительные приспособления для фрезерных станков можно условно разделить на универсальные, которые применяются практически на всех фрезерных станках, и уникальные, предназначенные для изготовления определённого рода продукции и даже выполнения специализированных операций.
Универсальная оснастка для фрезерных станков
К универсальной фрезерной оснастке станков относятся всевозможные тиски для зажима заготовки; поворотные столы, обеспечивающие обработку детали без её переустановки; делительные головки, отвечающие за поворот изделия на необходимый угол; оправки для установки режущего инструмента различных размеров и назначения. Для горизонтально-фрезерных станков довольно распространённым является использование долбёжных головок, которые позволят создавать на всевозможных зубчатых изделиях шпоночные пазы.
Приспособления для закрепления заготовок на станках
Помимо системы УСП, при обработке на станках с ЧПУ применяются и другие системы, в частности модернизированная версия системы УСП — система УСПМ-ЧПУ. Основное отличие ее заключается в том, что в базовые элементы системы встроены гидроцилиндры, благодаря чему намного повышается быстродействие зажимных устройств и усилие зажима заготовки.
В сборно-разборных наладочных приспособлениях их элементы фиксируются системой палец — отверстие в отличие от УСП, где фиксация осуществляется системой шпонка — паз. Система палец — отверстие гарантирует более высокую точность, жесткость и стабильность параметров приспособления. Фиксирующие отверстия выполнены во втулках из прочного и износостойкого металла, втулки запрессованы в корпуса плит и угольников. Для крепления базовые элементы комплекта снабжены Т-образными пазами.
Станочные приспособления с магнитным и электромагнитным приводом используют в своей работе энергию магнитного поля, поэтому у них несколько сужена область применения — они могут работать только с заготовками из ферромагнитных материалов (прежде всего из стали и чугуна).
Если источником магнитной энергии является электромагнит, то такой привод называется электромагнитным, если постоянный магнит — то магнитным. Данные приспособления достаточно просты, имеют высокую жесткость, низкую стоимость.
Приспособления для закрепления заготовок на станках с электромагнитным приводом могут применяться для практически неограниченных размеров зажимаемых заготовок. При этом на них имеется возможность регулировать усилия фиксации (зажима) заготовки, легко автоматизировать процесс зажима и разжима. Но они имеют и ряд недостатков: наличие токопроводов и системы управления; выделение значительного количества теплоты; возможность возникновения аварийной ситуации при отключении электропитания.
Приспособления с магнитным приводом автономны и не зависят от внешнего источника энергии, безопасны в эксплуатации, но при их применении невозможно регулировать усилие зажима заготовки, сложно автоматизировать их работу.
При применении обоих видов приспособлений необходимо размагничивать детали после их изготовления. Отличительной особенностью этих приспособлений является также то, что при их применении положение заготовки на столе станка может быть произвольным относительно осей координат. Поэтому в тех случаях, когда требуется строгая ориентация заготовки при обработке, необходимо дополнять магнитное приспособление для закрепления заготовок различными элементами, обеспечивающими точное положение заготовки на магнитной плите.
Уникальная оснастка для фрезерных станков
Как и говорилось выше, она предназначена для расширения круга возможностей станков этого типа и выполнения на них нестандартных операций. В первую очередь, к специализированной оснастке фрезерных станков можно отнести нестандартный инструмент – к примеру, конусные и фасонные фрезы, изготовленные для выполнения отдельных операций и получения пазов сложной формы.
Все типы приспособлений для фрезерных станков можно разделить на три основных вида – это приспособления для установки и крепления заготовки, устройства для крепления фрез и приспособления, расширяющие или полностью изменяющие возможности станка. К первым относят машинные тиски, угловые плиты, прихваты, призмы, доставки и столы. Ко вторым – различные оправки и вспомогательные приспособления для установки фрез в шпиндель станка. А ярким представителем третей группы приспособлений является долбёжная головка.
Все типы фрезерной оснастки предназначены как для увеличения производительности станка и сокращения вспомогательного времени на обработку детали, так и для расширения возможностей фрезерного оборудования.
Крепление инструмента и заготовок на станках
Следующая публикация материалов учебника Босинзона М.А «Обработка деталей на металлорежущих станках различного вида и типа» с полезной информацией о станках с ЧПУ. На этот раз рассмотрим приспособления для крепления инструментов и заготовок на станках фрезерной группы.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТОВ И ЗАГОТОВОК НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Приспособления для закрепления фрез на станке. Человек, работающий на фрезерном станке, обязан знать тип и номер конуса гнезда шпинделя своего станка и размеры крепления переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы, и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к станкам фрезерной группы.
Передний конец шпинделя фрезерных станков имеет внутренний конус, в который вставляется хвостовик инструмента. Вращение инструменту передается поводками, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживается непосредственно на крепительный фланец, центрируется цилиндрической заточкой переднего конца и крепится четырьмя винтами.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевается фреза, и ставятся кольца.
Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляются хвостовиком в шпиндель и закрепляются в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально-, так и на вертикально-фрезерном станках.
Фрезы с цилиндрическим посадочным отверстием насаживаются на цилиндрический конец шпинделя и крепятся непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца шпинделя.
Приспособления для закрепления заготовок. Для закрепления заготовок на фрезерных станках применяются различные виды крепежа. Фрезерные приспособления зачастую выполняются как многопозиционные, причем в каждой из позиций обрабатывается одна-две стороны заготовки.
При необходимости закрепить заготовки можно воспользоваться специальным приспособлением, разработанным под конкретную форму детали и условия обработки. Помимо надежной фиксации к приспособлениям предъявляются требования точности базирования заготовок. Следует отметить, что приспособления служат как для силового закрепления заготовок, так и для обеспечения точности обработки.
Методы крепления заготовки на станках с ЧПУ
Особенно это важно, когда происходит обработка твёрдых материалов либо припуска на проход увеличенные, для ускорения производственного процесса. Недопустимо смещение заготовки и вибрация при фрезеровании. Прежние методы предполагали минимум способов крепления. Это тиски и стандартные

прижимы. При изготовлении деталей на фрезерных станках, типа шестигранника, применялись токарные патроны, закреплённые в поворотном столе.
Приспособления для закрепления заготовок на фрезерных станках с ЧПУ
Приспособления для фрезерования
Фрезерные приспособления зачастую выполняют как многопозиционные, причем в каждой из позиций обрабатывают одну-две стороны заготовки (рис. 102). Автоматический цикл работы станка продолжается до тех пор, пока будет произведена обработка во всех позициях, после чего программа прерывается. Необходимо из последней позиции снять готовую обработанную деталь, переложить заготовку из каждой предыдущей позиции в последующую, а в первой позиции закрепить новую заготовку
При подобной компоновке приспособления одновременно в работе находится несколько заготовок (по числу позиций). Продолжительность автоматического цикла довольно большая, что способствует организации многостаночного обслуживания. Кроме того за одну операцию, следовательно, при одной настройке станка, получается полностью готовая, обработанная с нескольких сторон деталь.

Рис. 102. Многопозиционное приспособление: I — IV — позиции приспособления; 1 — 6 — стороны обрабатываемой детали
Приспособления на станке ориентируют относительно его координатных осей по центральному пазу и центральному отверстию стола (с помощью цилиндрического пальца и шпонки или двух цилиндрических пальцев).
Сборно-разборные наладочные приспособления
Сборно-разборные наладочные приспособления СРП-ЧПУ специально предназначены для оснащения фрезерных станков с ЧПУ (их можно также использовать на сверлильных и многооперационных станках). Элементы СРП-ЧПУ фиксируются между собой системой палец-отверстие, в отличие от УСП, где фиксация осуществляется системой шпонка-паз. Система палец-отверстие гарантирует более высокие точность, жесткость и стабильность параметров приспособления. Фиксирующие отверстия выполнены во втулках из прочного и износостойкого металла, втулки запрессованы в корпуса плит и угольников. Для крепления базовые элементы комплекта снабжены Т-образными пазами.

Рис. 103 Базовые сборочные единицы комплекта СРП-ЧПУ
В комплект СРП-ЧПУ входят базовые сборочные единицы (рис 103): плиты прямоугольные и круглые (рис. 103, а, б), подвижные и неподвижные губки, призмы, угольники (рис. 103, в), делительные стойки (рис. 103, г) 2-5 %; прижимные элементы (прижимы, прихваты) 18-20 % (рис. 104); опорные элементы (опоры регулируемые, подводимые, самоустанавливающиеся, планки, подкладки) 8-10 %; установочные элементы (пальцы, штыри, шаблоны) 15-20 %; крепежные детали 45-50 %; пружины, переходные планки для дополнения приспособлений элементами из комплектов УСП 2-5 % от общего количества единиц.

Рис. 104. Некоторые виды прижимов комплекта СРП-ЧПУ: а — качающийся; б — Г-образный; в — гидравлический передвижной с регулируемой опорой; е — угловой откидной; д — откидной; е — высокий
Для механизации закрепления в комплект входят прямоугольные и круглые плиты со встроенными гидравлическими цилиндрами, а также отдельное гидравлические прижимы.
Агрегатирование сборно-разборных приспособлений производит наладчик на специализированном участке. Он использует карту наладки приспособления, в которой приведен перечень базирующих и прижимных элементов приспособления, указаны базовые поверхности и места их расположения, вид привода, габаритные размеры по высоте.
Гидро- и пневмоусилители
Гидравлические цилиндры, встроенные в базовые сборочные единицы, работают под давлением 10,0-15,0 МПа от электрогидравлических, механогидравлических насосов и пневмогидравлических усилителей давления. При использовании электрогидравлического насоса цилиндры подключают либо к гидросистеме станка, либо к отдельной насосной станции, содержащей насосную установку, резервуар для масла, фильтры, контрольно-регулирующую аппаратуру. Одна такая установка может обслуживать несколько станков.
Пневмогидроусилитель состоит из комплекта пневматического и гидравлического цилиндров; соотношение их диаметров таково, что площадь пневмоцилиндра в 20 раз больше площади гидроцилиндра, тем самым давление воздуха в 0,5 МПа приводит к получению рабочего давления масла в 10,0 МПа.
Иногда для привода зажимного устройства используют наборы тарельчатых пружин по ГОСТ 3057-79, а с помощью гидравлики снимается усилие и раскрепляется заготовка.