Процесс азотирования стали
Особенности и методы азотирования стали
Азотирование, или насыщение азотом поверхности стальных изделий относится к современным разновидностям термохимической обработки металлов. Процесс повышает прочность сплава и антикоррозийные характеристики. Если сравнивать два процесса — азотирование и цементирование, то первый считают более эффективным. Обработанная азотом сталь не боится термического воздействия до +600 ˚С. При цементировании этот показатель не больше +225 ˚С.
Процесс азотирования стали
Суть процесса азотирования в том, что поверхностный слой стального предмета насыщают азотом, нагревая изделие в насыщенной аммиаком среде.
Азотирование стали, или азотацию, начали применять в промышленности не так давно. Подобный способ обработки наружной поверхности стальных изделий предложил академик Чижевский. В результате стальной сплав значительно улучшается:
- повышается твердость и стойкость к износу;
- увеличивается долговечность и выносливость металла;
- усиливается устойчивость к коррозии.
Антикоррозийные качества сохраняются во влажной среде и при воздействии паром.

Виды стали, подходящие для азотизации
Для обогащения азотом подходят разные виды стали – как легированные, так и углеродистые. С первым типом процесс эффективнее. Особенно, если в составе есть легирующие элементы, способные формировать термостойкие нитриды (хром, молибден, алюминий и прочие). При остывании подобные сплавы – нитролои – не будут становиться хрупкими, а после их твердость значительно увеличивается.
Насколько твердыми будут разные виды стальных сплавов в результате обработки азотом:
- нитролои – до 1200 HV;
- легированные – до 800 HV;
- углеродистые – до 250 HV.


Нужно учитывать и марку стали, которая указывает, для чего предназначено изделие.
Как маркируют сталь, наиболее подходящую для азотирования:
| Марка | Использование | Технологические данные | Максимальные параметры слоя | ||
| Твердость сердцевины (HRC) | Максимальная температура (˚С) | Глубина (мм) | Поверхностная твердость (HV) | ||
| Горячая обработка металла | |||||
| 4Х5МФС | Пресс-формы, молотовые штампы, прессовые вставки | 35–55 | 560 | 0,3 | 1100 |
| 3Н3М3Ф | Формы литья под давлением, ударно-штамповой, мерный, режущий инструмент | 35–51 | 560 | 0,3 | 1100 |
| 5ХНМ | Штампы горячего деформирования | 36–44 | 550 | 0,3 | 760 |
| 3Х2В8 | Прессовое тяжело нагруженное оборудование | 35–50 | 560 | 0,25 | 1100 |
| Холодная обработка металла | |||||
| Х12 | Холодные штампы | 50–55 | 520 | 0,2 | 1100 |
| Х12М | Накатные ролики, волочильные доски, глазки калибрования, матрицы, пуансоны | 53–60 | 520 | 0,2 | 1200 |
| Х12МФ | Ножи, клинки | 56–58 | 480 | 0,2 | 1300 |
| Х12Ф1 | Инструмент с тонкой режущей кромкой | 52–60 | 550 | 0,2 | 1250 |
Благодаря термостойким нитридам сталь станет тверже, но толщина азотонасыщенного слоя уменьшится.

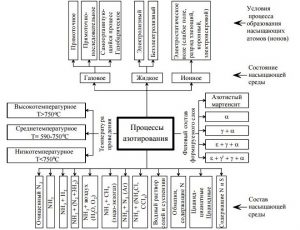
Классификация процессов азотирования

Азотация не требует чрезвычайного повышения температуры, а значит, стальной предмет полностью сохраняет заданную форму и параметры. Это важно при обработке деталей, которые уже прошли шлифовку до нужных размеров. По завершении процедуры изделие остается только отполировать.
Есть у этого способа термохимической обработки и свои минусы. Стоимость процедуры немаленькая. Обогащение азотом стальных сплавов – процедура сложная и небыстрая. Воздействие азота на сталь идет очень медленно, для обработки детали требуется до 2,5 суток. Проводится она в условиях специально оборудованного производственного цеха.
Газовая азотизация
Традиционно азотирование проводится под воздействием газа. Для этого типа рабочей среды смешивают в равных долях аммиак и пропан либо аммиак и эндогаз. Процедура азотации в подобной среде проводится при температурном режиме до 570 °C. На сам процесс диффузии уходит около трех часов. Стальное изделие получает тонкий защитный слой, но отличающийся высокой твердостью.

Разновидностью традиционного вида азотирования является каталитическая газовая азотация. В этом случае проводят предварительную обработку аммиака, чтобы ускорить диффузию и получить большее число ионизированных радикалов.
Несколько убыстрить процесс способно применение жидкой среды для азотирования.
Иногда сама диффузия проходит за полчаса. Рабочей средой здесь является расплав цианистых солей, процесс ведется при температуре до 570 °C.
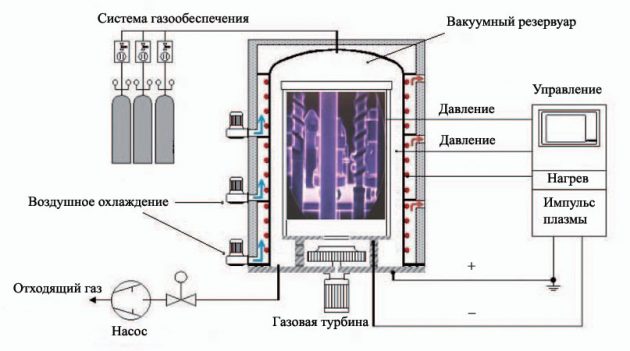
Но технологии не стоят на месте. На металлургических предприятиях все большей популярностью пользуется ионно-плазменная азотация. Ее еще именуют обработкой при тлеющем разряде.
Основное отличие этой технологии в том, что используется разреженная среда и воздействие электротока. К герметичному контейнеру подключают источник напряжения. Реторта выступает в качестве положительно заряженного электрода, а сама деталь – отрицательно заряженного. Между ними появляется поток ионов. Получившаяся плазма нагревает верхний слой стального изделия, благодаря чему поверхность насыщается азотными соединениями и становится более твердой.


Термохимический процесс
Азотирование стали проводится в муфели – железной реторте, которая герметично закрывается. В этот контейнер погружают стальные детали, а потом его направляют в специальную печь. Под воздействием необходимых температур и аммиака, выпускаемого из подключенного к муфелю баллона, сталь азотируется.
Дело в том, что аммиак содержит в себе азот, и при определенных условиях выпускает его при разложении. Происходит диффузия азота: атомы этого элемента постепенно проникают в верхний слой материала, образуя нитриды в структуре металла. Эти соединения придают поверхности изделия необходимую твердость и стойкость к коррозии. Толщина защитного слоя может достигать 0,6 мм. Чтобы избежать процесса окисления, печь охлаждают медленно.
Главными факторами, влияющими на азотирование, считаются:
- выбранный температурный режим;
- давление газа;
- степень разложения аммиака;
- время, которое муфель находится в печи.
При росте температуры уровень твердости вследствие коагуляции нитридов может стать меньше, но действие проходит быстрее.

Общая технология для всех видов азотирования
Металлургическая отрасль не стоит на месте, и у традиционного газового азотирования появились вариации. Но последовательность технологических операций практически одинакова:
- Предварительная обработка.
- Защита частей, не требующих азотации.
- Азотирование деталей.
- Конечная отделка.
На первом этапе обрабатываемую деталь требуется закалить. Для этого изделие охлаждают в масле или воде при температуре в 940 °C. После идет процесс отпуска (температура около 600 °C). Металл становится тверже и удобнее для нарезания. Далее деталь подвергают механической обработке, чтобы уточнить все необходимые параметры, например, шлифуют.

Второй этап предполагает нанесение защитного слоя на участки, которым не требуется насыщение азотом. На них путем электролиза наносят тонким слоем олово либо жидкое стекло. Создается защитная пленка, мешающая азотированию – атомы элемента не могут ее преодолеть. Далее проходит само азотирование, изделие постепенно будет становиться все тверже и устойчивее к внешним факторам.
На конечном этапе азотированные детали шлифуют, чтобы придать им точно заданную форму. Этот процесс не бывает длительным, поскольку заметной деформации геометрии изделия не происходит. Время на конечную отделку зависит от температуры и толщины поверхности, которая была обработана азотом.
Гарантию отсутствия изменений в стальном изделии дает современный вариант технологии – ионно-плазменное азотирование. При нем деталь совсем не деформируется, поскольку действие проходит при более низких температурах.

Область применения азотации стали
Азотирование стали – один из часто используемых методов обработки изделий из сплавов для достижения ими максимальных показателей по твердости и долговечности. Стальные детали не подвергаются деформации, поскольку не требуют последующей закалки. Существенно вырастает стойкость к коррозии, что важно при работе механизмов во влажных средах.

Использование азотированных сталей актуально не только в машиностроительной и станкостроительной области, но и в создании бытовых приборов – ведь потребители становятся требовательнее к качеству приобретаемых продуктов с каждым годом.
Эта методика позволяет менять характеристики не только стали, но и титановых сплавов. Высокая стоимость оборудования и сложность создания нужной среды окупается точными размерами деталей на выходе, и повышенной износостойкостью. Но есть и показатели прочности, которых нереально достигнуть методом азотации. Тогда сталь легируют, проводя глубокую обработку ее структуры. Минус такого способа – появление вредных примесей.
Видео по теме: Химико-термическая обработка стали

Сущность технологии и процесс азотирования стали
Азотирование стали – это применяемый в промышленности термо-химический процесс получения укрепленного поверхностного слоя деталей из металла путем насыщения их поверхности атомами азота при диффундировании этих атомов в кристаллическую решетку.


Азотирование стали является одним из многочисленных методов укрепления поверхности металлических изделий. Не следует путать азотирование с цементацией: первое проходит в более щадящих температурных режимах и никаким образом не влияет на линейные размеры заготовки, не допускает деформации поверхности после обработки. При азотировании слой насыщают только азотной составляющей, а структура кристаллической решетки основного металла остается неизменной. До азотации деталь из стали можно закалить, сделать отпуск, отшлифовать до нужных размеров. После азотирования достаточно провести полирование до финишного состояния изделия. Процесс азотирования не требует серьезных материально-технических затрат, поэтому широко используется в промышленных масштабах на различных производственных линиях.


Суть и назначение технологии
Азотирование металла по сути – это термическая обработка изделий в среде, которую постоянно насыщают аммиаком. Для этого предусмотрена специальная герметичная камера-печь. На поверхности стального изделия после проведения обработки наблюдаются такие изменения:
- показатель износостойкости увеличивается за счет повышения прочности верхнего слоя;
- металл становится менее подверженным усталости;
- возрастает устойчивость к деструктивным коррозионным воздействиям, что эффективно проявляется даже при соприкосновении с агрессивной коррозионной средой.
Самое ценное, что происходит при азотировании стали, – приобретенные качества твердости имеют высокие показатели стабильности. Так, можно сказать о сохранении поверхностной твердости изделием, которое после азотирования подвергли нагреву до 600 градусов по Цельсию. Такого результата невозможно достичь при обыкновенной цементации, где наблюдается постепенное снижение твердости при нагреве более 225 градусов по Цельсию.
Если взять начальные характеристики прочности, полученные путем цементации или закалки, и сравнить их с характеристиками прочности после азотации, то последний вариант будет превосходить их в 1.5–2 раза.
Виды азотирования
Сегодня известны такие виды процесса:
- газовая азотация;
- плазменное азотирование;
- азотирование в цианистых солях.
Газовая азотизация
Следует рассмотреть еще один способ азотации, который получил название газового каталитического азотирования. Суть его состоит в том, что внутри печи создается определенная атмосфера, где аммиак диссоциированный подвергают специальной обработке на элементе каталитическом.
Особенности этого метода:
- Процесс требует применения сложного оборудования по созданию особых химических условий.
- Благодаря получению большего количества радикалов ионизированных при подготовке аммиака доля диффузии твердорастворной увеличивается, доля процессов химических реакционных снижается – азот быстрее проникает внутрь структуры металла.
Такой способ азотирования стали более дорогостоящий, но позволяет добиться очень высоких показателей износостойкости у ответственных изделий.
Термохимический процесс
Этот бокс помещают в печь, где поддерживается определенная температура. Горячий воздух воздействует на аммиак таким образом, что он начинает распадаться на азот и другие элементы. Азот постепенно диффундирует внутрь стали: чем дольше процесс, тем глубже проникновение. Термохимический процесс позволяет получить укрепленный слой глубиной 0.6 миллиметров.
Как происходит процесс азотирования
Для того чтобы проводить процессы азотирования стали, необходима специальная муфельная печь с герметически закрывающейся дверцей и возможностью создавать внутри температуру 600–500 градусов по Цельсию. Когда поверхность помещенной в печь заготовки достигнет этой температуры, некоторое время ее поддерживают при таком нагреве.
Затем в камеру начинают подавать аммиак (2NH₃), закачивая его под давлением. При повышенной температуре происходит распад аммиака на такие компоненты, как 2N и 6H. Высвободившиеся атомы азота начинают диффундировать в сталь и образовывать в поверхностном слое так называемые нитриды. Именно эти вещества, обладая высокой степенью твердости, усиливают металл, покрывая последний слой азотом.
Слой нитридный (светлая полоса на рисунке), сформировавшийся на металлической поверхности, по толщине может быть в пределах 0.6–0.3 миллиметра. Такие характеристики являются нормой при азотировании и соответствуют всем необходимым прочностным показателям – дальнейшая обработка стали не требуется.
Типы сред при азотировании
- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
Тлеющий разряд
Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).
Такой метод имеет высокую эффективность, но гораздо реже применяется по причине опасности для здоровья и высоких материально-технических затрат.


Какие металлы подлежат азотированию
Рассматривая марки сталей, можно выделить такие из них:
- 38Х2МЮА – изделия из такой стали после обработки необычайно тверды и стойки к изнашиванию поверхности;
- 40ХФА, 40Х – стали легированного типа для изготовления станков после азотирования способны выдерживать большее количество циклических нагрузок и медленнее стареть;
- 38ХНМФА, 30Х3М, 38ХН3МА, 38ХГМ – специализированные стали для конструкций, которые выдерживают нагрузки на скручивание и изгиб, напитанные азотом, приобретают ярко выраженную упругость;
- 30Х3МФ1 – из этой марки металла изготавливают высокоточные по геометрическим размерам изделия.
Свойства и преимущества азотированных поверхностей
- сплавы легированные – твердость в районе 800–600 HV;
- стали углеродистые – твердость в районе 250–200 HV;
- содержащие хром, алюминий, иные металлы сплавы-нитраллои получают твердость в районе 1200 HV.
Кроме повышения твердости, любые марки сталей начинают более стабильно вести себя в коррозионной среде, не подвергаясь разрушению от окисления.
Самое важное, что при насыщении азотом в заданных температурах не происходит деформации и изменения линейных размеров изделий.
Уважаемые посетители сайта, металлурги, технологи и те, кто не понаслышке знает о методе азотирования стали! Поделитесь своими знаниями в комментариях, поддержите тему. Будем признательны за любую достоверную информацию!
Азотирование стали: описание и особенности процедуры


- Принцип процесса
- Механизм азотной обработки стали
- Какие факторы влияют на азотирование
- Разновидности обрабатываемой стали
- Рекомендуемые марки
- Этапы процедуры
- Варианты сред для обработки
- Преимущества технологии
Принцип процесса
Если сравнивать азотирование с традиционной цементацией, то первый вариант предлагает множество весомых преимуществ, нехарактерных для других технологий. По этой причине его до сих пор считают самым лучшим и эффективным способом обработки стальных конструкций с целью получения максимальных показателей прочности без применения дополнительной термообработки. Плюсом методики принято считать сохранение прежних размеров заготовки, что позволяет применять её уже к готовым изделиям, прошедшим термическую закалку с высоким отпуском и шлифование до окончательной формы. Успешное завершение азотирования позволяет проводить конечную полировку и другую обработку.
Процесс выполняется под воздействием аммиака, который нагревается до определенных температур. В результате материал поддаётся насыщению азотом и обретает массу уникальных свойств, включая:
- улучшенную износостойкость металлических деталей, которая обеспечивается повышением индекса твердости их поверхностного слоя;
- более высокую выносливость или усталостную прочность заготовки;
- приобретение стойкой антикоррозийной защиты, которая остаётся прежней даже при воздействии с водой, воздухом и газовоздушной средой.
Прошедшие азотную обработку детали гораздо качественнее, чем аналогичные изделия, поддавшиеся цементации. Известно, что после второй процедуры слой сохраняет стабильную твердость лишь при условиях, что температурные показатели не превышают 225 градусов. В случае с азотом максимальный порог достигает 550−600 градусов. Это объясняется выработкой поверхностного слоя, который в несколько раз прочнее, чем традиционная закалка и цементация.
Механизм азотной обработки стали
В процессе выполнения действия в реторту из баллона подаётся аммиак, который характеризуется способностью диссоциации (разложения) под воздействием определенной температуры. Механизм азотирования можно описать следующей формулой: 2 NH3 → 6H +2N.
В результате на поверхности железных изделий образуется слой нитридов, для которых характерна особая твердость. Как только процедура завершается, печь охлаждают вместе с потоком аммиака. Подобными действиями удаётся закрепить эффект по твердости слоя и предотвратить окисление поверхности.
Толщина нитридного слоя достигает 0,3−0,6 миллиметров. В итоге необходимость в термической обработке для улучшения показателей прочности банально пропадает. Формирование азотного слоя выполняется по сложной схеме, однако, путём продолжительных исследований металлурги изучили её максимально подробно. В сплаве возникают следующие фазы:
- Твердый раствор Fe3N с долей азота 8,0−11,2%;
- Твердый раствор Fe4N с долей азота 5,7−6,1%;
- Раствор N в α-железе.
Если удаётся довести процесс до температуры 591 градусов Цельсия, это позволяет заметить ещё одну α-фазу. При достижении лимита насыщения возникает ещё одна фаза. Эвтектоидный распад производит 2,35% азота.
Какие факторы влияют на азотирование
Ключевое воздействие на процедуру оказывают следующие факторы:
- температурный режим;
- давление газа;
- пролонгированность азотирования.
Конечный результат может определяться и степенью разложения активного вещества, которая варьируется в пределах 15−45%. К тому же важно учитывать одну особенность: чем выше температурные показатели, тем хуже прочностные показатели азотного слоя, но выше скорость диффузии. Твёрдость обусловлена коагуляцией нитридов.

Следующий этап подразумевает применение более высокого температурного режима от 600 до 620 градусов Цельсия. В данном случае глубина полученного слоя доходит до заданных значений, а весь процесс ускоряется практически в два раза. Тем не менее показатели твёрдости остаются аналогичными, как и при одноступенчатой обработке.
Разновидности обрабатываемой стали
Современная металлургия использует технологию азотирования для обработки углеродистых и легированных сталей, где доля углерода составляет 0,3−0,5%. Высокую успешность процедуры можно заметить при выборе легирующих металлов, способных создавать нитриды с высокими показателями термостойкости и твёрдости. Для примера, особая результативность процесса характерна при использовании тех конструкций, в составе которых сосредоточен алюминий, молибден, хром и другое подобное сырье. Подобные стальные заготовки принято называть нитраллоями.
Молибден способен предупреждать отпускную хрупкость, которая вызывается медленным остыванием стали после успешного завершения обработки. В итоге материал обретает следующие характеристики:
- Твердость углеродистой стали — HV 200−250;
- Легированной — HV 600−800;
- Нитраллоев до HV 1200 и даже выше;
Рекомендуемые марки
Выбор конкретных марок стали определяется сферой эксплуатации элемента из металла. В основном металлурги выделяют следующие критерии:

- При станкостроении используются улучшаемые марки легированной стали 40Х, 40ХФА;
- Если речь идёт об изготовлении деталей с высоким риском циклических нагрузок на изгиб, используйте продукцию под марками 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Что касается топливных агрегатов, где требуется применение сложнейших металлических изделий с высокой точностью изготовления, то есть смысл остановить свой выбор на модели 30Х3МФ1;
Этапы процедуры
Подготовительный этап, обработку азотом и финишное завершение поверхностного слоя стали и сплавов выполняют с помощью нескольких ступеней:
- Подготовка метала путём термической обработки, в процессе которой выполняется закалка и высокий отпуск. Внутренность изделия обретает характерную вязкость и прочность. Закалку проводят под воздействием высоких температур, вплоть до 940 градусов. В дальнейшем материал поддают охлаждению в масле или воде. Отпуск выполняется при температурном режиме 600−700 градусов Цельсия, чего достаточно для обретения повышенной твёрдости;
- Что касается механической обработки заготовок, то её завершают методом окончательной шлифовки материала. В конечном результате деталь обретает нужные размеры;
- Важно обеспечить ряд предохранительных мер для тех элементов, которые должны насыщаться азотом. В процессе обработки применяют простые составы вроде жидкого стекла или олова, которые наносятся путём электролиза слоем не больше 0,015 миллиметров. Это позволяет сформировать тонкую пленку, непроницаемую для азота;
- Следующий этап подразумевает азотирование по упомянутой выше технологии;
- На финишном этапе детали доводят до ожидаемого состояния, а заготовки сложной формы с тонкими стенками упрочняют при температуре 520 градусов Цельсия.

Важно понимать, что современная технология обработки путём азотирования подразумевает использование печей шахтного типа. Максимальные температурные показатели достигают 700 градусов, поэтому циркуляция воздуха становится принудительной. Муфель бывает встроенным в печь или сменным.
При использовании дополнительного муфеля процесс обработки происходит гораздо быстрее. В итоге запасной муфель загружается сразу по готовности первого. Правда, такой способ не получил широкое распространение из-за высокой затратности.
Варианты сред для обработки
В настоящее время особо большим спросом пользуется азотная обработка стальных заготовок в аммиачно-пропановой среде. В таком случае у металлургов появляется возможность выдерживать сырье под воздействием 570 градусов на протяжении трёх часов. Образованный в таких условиях карбонитридный слой обладает минимальной толщиной, однако показатели прочности и износостойкости гораздо выше, нежели у тех вариантов, которые были изобретены по обычной методике. Твёрдость данного слоя находится в пределах 600−1100 HV.
Также не менее популярным решением является применение технологии тлеющего разряда, когда материал упрочняют в азотсодержащей разряженной среде, подключая металлические изделия к катоду. В результате заготовка обретает отрицательно заряженный электрод, а у муфеля — положительно заряженный.
Технология позволяет сократить продолжительность действия в несколько раз. Между плюсом и минусом появляется разряд, а ионы газа воздействуют на поверхность катода, нагревая его. Такое воздействие осуществляется несколькими этапами:
- изначально происходит катодное распыление;
- затем очистка поверхности;
- затем насыщение.
На первом этапе распыления выдерживают давление 0,2 миллиметра ртутного столба и напряжение 1400 вольт на протяжении 5−60 минут. В таком случае поверхность нагревается до 250 градусов Цельсия. Второй этап подразумевает использование давления 1−10 миллиметров ртутного столбика при напряжении 400−1100 В. Для процедуры требуется 1−24 часа.
Ещё одним очень эффективным методом обработки является тенифер-процесс, который подразумевает азотирование в жидкости на основе расплавленного цианиста под воздействием температуры 570 градусов Цельсия.
Преимущества технологии
Однако, кроме многочисленных плюсов, у технологии есть и минусы, которые заключаются в дороговизне и продолжительности процедуры. При температурном режиме 500 градусов Цельсия азот способен проникать на 0,01 миллиметров. В таком случае общая длительность процесса достигает одного часа.
Азотирование стали
Улучшение свойств металла может проходить путем изменения его химического состава. Примером можно назвать азотирование стали – относительно новая технология насыщения поверхностного слоя азотом, которая стала применяться в промышленных масштабах около столетия назад. Рассматриваемая технология была предложена для улучшения некоторых качеств продукции, изготавливаемой из стали. Рассмотрим подробнее то, как проводится насыщение стали азотом.

Назначение азотирования
Многие сравнивают процесс цементирования и азотирования по причине того, что оба предназначены для существенного повышения эксплуатационных качеств детали. Технология внесения азота имеет несколько преимуществ перед цементацией, среди которых отмечают отсутствие необходимости повышения температуры заготовки до значений, при которых проходит пристраивание атомной решетки. Также отмечается тот факт, что технология внесения азота практически не изменяет линейные размеры заготовок, за счет чего ее можно применять после финишной обработки. На многих производственных линиях азотированию подвергают детали, которые прошли закалку и шлифование, практически готовы к выпуску, но нужно улучшить некоторые качества.

Назначение азотирования связано с изменением основных эксплуатационных качеств в процессе нагрева детали в среде, которая характеризуется высокой концентрацией аммиака. За счет подобного воздействия поверхностный слой насыщается азотом, и деталь приобретает следующие эксплуатационные качества:
- Существенно повышается износостойкость поверхности за счет возросшего индекса твердости.
- Улучшается значение выносливости и сопротивление к росту усталости структуры металла.
- Во многих производствах применение азотирования связано с необходимостью придания антикоррозионной стойкости, которая сохраняется при контакте с водой, паром или воздухом с повышенной влажностью.
Вышеприведенная информация определяет то, что результаты азотирования более весомы, чем цементации. Преимущества и недостатки процесса во многом зависят от выбранной технологии. В большинстве случаев переданные эксплуатационные качества сохраняются даже при нагреве заготовки до температуры 600 градусов Цельсия, в случае цементирования поверхностный слой теряет твердость и прочность после нагрева до 225 градусов Цельсия.
Технология процесса азотирования
Во многом процесс азотирования стали превосходит другие методы, предусматривающие изменение химического состава металла. Технология азотирования деталей из стали обладает следующими особенностями:
- В большинстве случаев процедура проводится при температуре около 600 градусов Цельсия. Деталь помещается в герметичную муфельную печь из железа, которая помещается в печи.
- Рассматривая режимы азотирования, следует учитывать температуру и время выдержки. Для разных сталей эти показатели будут существенно отличаться. Также выбор зависит от того, каких эксплуатационных качеств нужно достигнуть.
- В созданный контейнер из металла проводится подача аммиака из баллона. Высокая температура приводит к тому, что аммиак начинает разлагаться, за счет чего начинают выделяться молекулы азота.
- Молекулы азота проникают в металл по причине прохождения процесса диффузии. Засчет этого на поверхности активно образуются нитриды, которые характеризуются повышенной устойчивостью к механическому воздействию.
- Процедура химико-термического воздействия в данном случае не предусматривает резкое охлаждение. Как правило, печь для азотирования охлаждается вместе с потоком аммиака и деталью, за счет чего поверхность не окисляется. Поэтому рассматриваемая технология подходит для изменения свойств деталей, которые уже прошли финишную обработку.

Цех ионно-вакуумного азотирования
Классический процесс получения требуемого изделия с проведением азотирования предусматривает несколько этапов:
- Подготовительная термическая обработка, которая заключается в закалке и отпуске. За счет перестроения атомной решетки при заданном режиме структура становится более вязкой, повышается прочность. Охлаждение может проходить в воде или масле, иной среде – все зависит от того, насколько качественным должно быть изделие.
- Далее выполняется механическая обработка для придания нужной форы и размеров.
- В некоторых случаях есть необходимость в защите определенных частей изделия. Защита проводится путем нанесения жидкого стекла или олова слоем толщиной около 0,015 мм. За счет этого на поверхности образуется защитная пленка.
- Выполняется азотирование стали по одной из наиболее подходящих методик.
- Проводятся работы по финишной механической обработке, снятию защитного слоя.

Режимы азотирования стали
Получаемый слой после азотирования, который представлен нитридом, составляет от 0,3 до 0,6 мм, за счет чего отпадает необходимость в проведении процедуры закаливания. Как ранее было отмечено, азотирование проводят относительно недавно, но сам процесс преобразования поверхностного слоя металла был уже практически полностью изучен, что позволило существенно повысить эффективность применяемой технологии.
Металлы и сплавы, подвергаемые азотированию
Существуют определенные требования, которые предъявляются к металлам перед проведением рассматриваемой процедуры. Как правило, уделяется внимание концентрации углерода. Виды сталей, подходящих для азотирования, самые различные, главное условие заключается в доле углерода 0,3-0,5%. Лучших результатов достигают при применении легированных сплавов, так как дополнительные примеси способствуют образованию дополнительных твердых нитритов. Примером химической обработки металла назовем насыщение поверхностного слоя сплавов, которые в составе имеют примеси в виде алюминия, хрома и другие. Рассматриваемые сплавы принято называть нитраллоями.

Микроструктура сталей после азотирования
Внесение азота проводится при применении следующих марок стали:
- Если на деталь будет оказываться существенное механическое воздействие при эксплуатации, то выбирают марку 38Х2МЮА. В ее состав входит алюминий, который становится причиной снижения деформационной стойкости.
- В станкостроении наиболее распространение получили стали 40Х и 40ХФА.
- При изготовлении валов, которые часто подвергаются изгибающим нагрузкам применяют марки 38ХГМ и 30ХЗМ.
- Если при изготовлении нужно получить высокую точность линейный размеров, к примеру, при создании деталей топливных агрегатов, то используется марка стали 30ХЗМФ1. Для того чтобы существенно повысить прочность поверхности и ее твердость, предварительно проводят легирование кремнем.
При выборе наиболее подходящей марки стали главное соблюдать условие, связанное с процентным содержанием углерода, а также учитывать концентрацию примесей, которые также оказывают существенное воздействие на эксплуатационные свойства металла.
Основные виды азотирования
Выделяют несколько технологий, по которым проводят азотирование стали. В качестве примера приведем следующий список:
- Аммиачно-пропановая среда. Газовое азотирование сегодня получило весьма большое распространение. В данном случае смесь представлена сочетанием аммиака и пропана, которые берутся в соотношении 1 к 1. Как показывает практика, газовое азотирование при применении подобной среды требует нагрева до температуры 570 градусов Цельсия и выдержки в течение 3-х часов. Образующийся слой нитридов характеризуется небольшой толщиной, но при этом износостойкость и твердость намного выше, чем при применении классической технологии. Азотирование стальных деталей в данном случае позволяет повысить твердость поверхности металла до 600-1100 HV.
- Тлеющий разряд – методика, которая также предусматривает применение азотсодержащей среды. Ее особенность заключается в подключении азотируемых деталей к катоду, в качестве положительного заряда выступает муфель. За счет подключение катода есть возможность ускорить процесс в несколько раз.
- Жидкая среда применяется чуть реже, но также характеризуется высокой эффективностью. Примером можно назвать технологию, которая предусматривает использование расплавленного цианистого слоя. Нагрев проводится до температуры 600 градусов, период выдержки от 30 минут до 3-х часов.

В промышленности наибольшее распространение получила газовая среда за счет возможность обработки сразу большой партии.
Каталитическое газовое азотирование
Данная разновидность химической обработки предусматривает создание особой атмосферы в печке. Диссоциированный аммиак проходит предварительную обработку на специальном каталитическом элементе, что существенно повышает количество ионизированных радикалов. Особенности технологии заключаются в нижеприведенных моментах:
- Предварительная подготовка аммиака позволяет увеличить долю твердорастворной диффузии, что снижает долю реакционных химических процессов при переходе активного вещества от окружающей среды в железо.
- Предусматривает применение специального оборудования, которое обеспечивает наиболее благоприятные условия химической обработки.

Процесс азотирования стали
Применяется данный метод на протяжении нескольких десятилетий, позволяет изменять свойства не только металлов, но и титановых сплавов. Высокие затраты на установку оборудования и подготовку среды определяют применимость технологии к получению ответственных деталей, которые должны обладать точными размерами и повышенной износостойкостью.
Свойства азотированных металлических поверхностей
Довольно важным является вопрос о том, какая достигается твердость азотированного слоя. При рассмотрении твердости учитывается тип обрабатываемой стали:
- Углеродистая может иметь твердость в пределах 200-250HV.
- Легированные сплавы после проведения азотирования обретают твердость в пределе 600-800HV.
- Нитраллои, которые имеют в составе алюминий, хром и другие металлы, могут получить твердость до 1200HV.

Другие свойства стали также изменяются. К примеру, повышается коррозионная стойкость стали, за счет чего ее можно использовать в агрессивной среде. Сам процесс внесения азота не приводит к появлению дефектов, так как нагрев проводится до температуры, которая не изменяет атомную решетку.
Что такое азотирование стали: назначение, технологический процесс, виды


Уделим внимание популярному сегодня методу укрепления заготовок. Подробно рассмотрим технологический процесс азотирования стали, со всеми его основными видами и особенностями. Отдельно разберем факторы влияния и зависимость среды – чтобы вы понимали, какому способу отдавать предпочтение в той или иной ситуации.
Сразу отметим возможность проведения широкого ряда сопутствующих операций. Не составляет труда предварительно закалить будущее изделие, выполнить нужный отпуск и шлифовку. На завершающем же этапе без проблем осуществляется полировка. Финансовые и трудовые затраты на реализацию всего цикла сравнительно небольшие, поэтому он востребован и популярен на предприятиях самых разных промышленных масштабов.
Суть технологии и ее назначение
Метод сводится к термической обработке детали в среде, непрерывно насыщаемой аммиаком. Она проводится в условиях полной герметичности – в специальной камере-печи.
В результате проведения такой операции материал заготовки приобретает следующие качественные изменения:
- Значительно повышается прочность поверхностных слоев, за счет чего серьезно увеличивается износостойкость конечного продукта.
- Снижается вероятность возникновения усталостных изменений.
- Возрастает стойкость к коррозии, агрессивным средам, деструктивным воздействиям различных веществ, позволяющая выдерживать даже прямые контакты с ними.
Очень важно, что при этом изделие не подвергается какому-то экстремальному нагреву и его геометрические показатели остаются такими же. Как раз это свойство и позволяет предварительно подготовить элемент – отшлифовать, выполнить отпуск с максимальной точностью.
Еще один ключевой момент в том, что все приобретенные качества отличаются высокой стабильностью. Так, например, твердость не снижается ни со временем, ни под воздействием температур, а вот после цементации подобный эффект достаточно часто наблюдается уже при 225 0С.
На практике назначение азотирования стали сводится к полезному изменению эксплуатационных характеристик металла. В результате правильного проведения термического укрепления заготовка служит как минимум в 1,5-2 раза дольше, чем после «классической» закалки.


Да, в зависимости от выбранного способа (их мы рассмотрим ниже) конечные показатели предмета могут несколько отличаться. Но важно, что они остаются неизменными даже при резком изменении условий использования, например, при нагреве до 400-500 0С. Потому что обработанные по-другому элементы в столь жестких условиях выходят из строя уже не в 1,5-2, а в 5-10 раз быстрее.
Виды азотирования сталей
Все существующие сегодня варианты могут отличаться между собой по следующим параметрам:
- используемая среда;
- специфика выделения нитридных соединений;
- температурный режим.
В каждом из этих случаев газ проникает в материал заготовки за счет диффузии. Скорость данного молекулярного обмена сегодня можно увеличить, а эффективность сцепления – повысить. Укрепление может быть реализовано одним из трех способов, и если насыщение в цианистых солях не очень популярно, то другие два используются гораздо чаще, обладают своими особенностями и поэтому заслуживают самого подробного рассмотрения.
Газовая азотация стали
Это каталитическое насыщение: в печи создается и поддерживается стабильная атмосфера, при которой с помощью активного элемента запускают реакцию с диссоциированным нитритом. В результате диффузия происходит сравнительно быстро, и газ эффективно проникает в толщу материала.
Есть два нюанса:
- Оборудование для воплощения этого метода в жизнь должно создавать особенный микроклимат и поэтому оно сравнительно сложное.
- Во время упрочнения выделяется значительное количество ионизированных радикалов, что приводит к повышению твердорастворной доли.

Относительным недостатком способа является дороговизна его реализации, зато он обеспечивает максимальные параметры износостойкости. Поэтому он востребован при изготовлении элементов для особо ответственных производственных линий и объектов.
Термохимический процесс
В рамках этой технологии азотирования стали используется чистый аммиак, а не его смесь с пропаном и эндогазом, как в предыдущем случае. Подача среды осуществляется из баллона в муфель (герметичный бокс), в котором уже должны быть предварительно уложены заготовки. Этот резервуар в свою очередь отправляют в печь, а в ней поддерживается стабильно нужная температура. Под воздействием горячего воздуха составной газ начинает распадаться на элементы. Содержащийся в нем азот проникает в материал заготовки, причем постепенно – тем глубже, чем дольше выполняется обработка. Результат – ровный и однородный укрепляющий слой в 0,5-0,6 мм.
Как осуществляют процесс азотирования поверхности
В общем случае технология реализуется в 5 этапов:
- Выполняется подготовка, то есть закалка и отпуск. На этой стадии перестраивается атомная решетка материала, он приобретает вязкость, а после упрочняется – в результате охлаждения, в масле или в воде, в зависимости от требований к качеству конечного изделия.
- Производится механическая обработка с доведением заготовки строго до необходимой геометрической формы, с приданием ей нужных размеров.
- Предохраняются отдельные участки изделия – на них наносится олово или жидкое стекло, тонким слоем до 0,015 мм, образующее защитную пленку.
- Осуществляется непосредственное повышение прочности металла, путем насыщения его азотом – по одному из рассмотренных выше методов, либо газовым, либо термохимическим.
- Выполняется финишная отделка – для снятия ранее сделанного покрытия и финальной шлифовки.

В результате такого укрепления предмет не требует дальнейшего закаливания – благодаря нитриду, ровно ложащемуся на 0,3-0,6 мм. Несмотря на относительную новизну, все реакции и механизмы процесса уже отлично изучены. Чтобы добиться максимальной эффективности, необходимо учитывать ключевые особенности проведения работ.
- Температура и продолжительность проведения операции могут несколько отличаться в зависимости от конкретного случая азотирования: структура стали разных марок требует различного времени на стабилизацию решетки.
- Средний показатель, которого стоит достигать – 600 0С – такой жар создается в промышленной печи, в нее и отправляют детали, предварительно уложив их в герметичный бокс (муфель).
- Подавать аммиак в данный контейнер безопаснее всего из баллона – в столь экстремальном микроклимате газ начнет распадаться на молекулы, часть которых и будет оседать на заготовке, диффундируя с ее материалом.
- Активно образующиеся нитриды должны осаждаться на предварительно подготовленную, то есть очищенную плоскость – чтобы они могли создать действительно ровный упрочняющий слой со стабильными характеристиками.
- Проводить процедуру рекомендуется без резкого охлаждения – это поможет избежать окисления изделия; и это удобно, так как выполнять операцию укрепления можно уже после отпуска.

Факторы, влияющие на азотацию
Всего их 3, и это:
- температура выполнения операции;
- давление направляемого в муфель газа;
- время выдержки заготовки в специальной печи.
Также стоит отметить важную роль диссоциации аммиака: стандартной считается степень разделения в 15-45%. Обратите внимание, при более интенсивном нагреве диффузия убыстряется, но прочность создаваемого слоя уменьшается. Это объясняется коагуляцией нитридов – сталкиваясь на скорости, молекулы легирующих добавок слипаются между собой чаще, чем в нормальной ситуации.
Методика, преимущества и этапы процесса азотирования стали


Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования

В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование


Для того чтобы использовать механизм по максимуму и ускорить его, прибегают к двухэтапному режиму. Начальная стадия обогащения азотом проходит при температурах до 525 °С, что обеспечивает верхним слоям стали высокую твердость. Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза. Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Какие стали азотируются
Для азотирования применяются как углеродистые стали, так и легированные, в которых доля углерода 0,3-0,5%. Наилучший результат можно получить при использовании стали с легирующими металлами, которые образуют наиболее термостойкие и твердые нитриды. Так, наиболее результативен процесс азотирования для легированных сталей, которые имеют в своем составе алюминий, молибден, хром и подобные металлы. Стали с таким составом называют нитраллоями. Молибден, в частности, предупреждает отпускную хрупкость, вызванную медленным остыванием стали после процесса насыщения азотом. Характеристики стали после азотирования:
- Твердость углеродистой стали — HV 200-250 ;
- Легированной — HV 600-800;
- Нитраллоев до HV 1200 и даже выше.
Одновременно с тем, как твердость посредством легирующих составных становится выше, толщина азотированного слоя – ниже. Наиболее тонкий слой образуют стали с элементами хрома, вольфрама, никеля, молибдена.
Рекомендованные марки стали
Применение той или иной марки стали зависит от последующей эксплуатации металлического элемента. Рекомендованные марки для азотирования в зависимости от назначения изделий:

- Для станкостроения применяют улучшаемые легированный стали марки 40Х, 40ХФА ;
- Для деталей, подвергающихся циклическим нагрузками на изгиб – марка стали 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Для топливных агрегатов, детали которых должны быть изготовлены с высокой точностью – марка стали 30Х3МФ1 . Для получения более высокой твердости азотонасыщенного слоя, эту марку стали легируют кремнием.
Технология процесса
Подготовка, насыщение азотом и финишная обработка верхнего слоя стали и сплавов подразумевает несколько ступеней:
- Подготовительная термообработка металла, которая состоит из закалки и высокого отпуска. Внутренность изделия при этом становиться более вязкая и прочная. Закалка проходит при очень высокой температуре около 940 °С и заканчивается охлаждением в жидкости – масле или воде. Температурные условия отпуска составляют 600-700 °С , что наделяет металл твердостью годной для резки;
- Механическая обработка заготовок, которая заканчивается шлифовкой. После этой процедуры деталь достигает нужных размеров;
- Предохранительные меры для тех частей изделий, которые должны попасть под действие насыщения азотом. Для этого применяют простые составы вроде олова или жидкого стекла, наносимые слоем не более 0,015 мм путем электролиза. Происходит образованием тонкой пленки, непроницаемой для азота;
- Азотирование стали по вышеописанной технологии;
- Финишное доведение деталей до требуемого состояния.
При этом сложноформенные заготовки с тонкими стенками упрочняют при 520 °С.
По поводу изменения геометрических параметров изделий после процесса азотирования отмечено, что она зависит от толщины полученного азотонасыщенного слоя и примененных температур. Однако, данное изменение в любом случае незначительно.
Нужно отметить, что современные методы обработки металла способом азотирования проводят в печах шахтного строения. Максимальная температура которых может достигать 700 его проведения ˚С, циркуляция аммиака в таких печах принудительная. Муфель может быть встроенным в печь либо сменным.
Процесс будет проходить намного быстрее, если внедрить дополнительный муфель. Тогда запасной муфель с деталями загружается сразу же по готовности первого с обработанными заготовками. Однако, применение такого способа не всегда экономически оправдано, особенно при насыщении азотом крупных изделий.
Варианты сред для механизма азотирования
Аммиачно – пропановая среда

Тлеющий разряд
Также используется технология упрочнения в азотсодержащей разряженной среде. При этом применяют метод тлеющего разряда, подключая металлические детали к катоду. Заготовка в этом случае являет собой отрицательно заряженный электрод, а муфель – положительно заряженный.
Такая технология позволяет сократить длительность процесса в несколько раз. Между плюсом и минусом возбуждается разряд, ионы газа (N2 или NH3) вовлекаются на поверхность катода, нагревая его до необходимой температуры. Это происходит поэтапно: вначале катодное распыление, поверхность очищается, а затем насыщают.
Первый этап распыления должен проходить при давлении 0,2 мм ртутного столба и напряжении 1400 В в течение 5-60 минут. При этом поверхность греется до 250 ˚С. Второй этап проводится в условиях давления 1-10 мм ртутного столбика и напряжении 400-1100 В, что занимает время 1-24 часа.
Жидкая среда
Весьма эффективным является тенифер-процесс – азотирование в жидкости, который проходит в расплавленном цианистом слое при 570 ˚С в течение 30-180 минут.
Азотирование — выводы

У азотирования существуют и свои недостатки, состоящие в дороговизне и длительности его проведения. Так, при температурах в 500°С азот проникает на 0,01 мм (или менее) за каждый час. Исходя из этого факта, общее время всего процесса порой доходит до 60 часов.