Ручной гибочный станок для листового металла
Ручные листогибы


Листогибы, гибочные станки:
Статьи



Ручные листогибы для гибки тонкого листового металла
Для работы с тонким листовым металлом толщиной до 2 мм и металлическими полосами используют ручные листогибы. Ручные листогибы — это самый простой тип гибочных станков, применяемых на производстве для гибки листового металла. В основном ручные листогибочные станки используют для изготовления штучных и мелкосерийных изделий.

Для небольших цехов, производств или строительных площадок, периодически занимающихся гибкой тонкого листового металла, купить ручной листогиб является самым недорогим и простым решением. Почему? Расскажем про основные преимущества ручных листогибов.
Длительный срок службы
Ручной листогиб отличается простой и надежной конструкцией, обычно выполненной из цельносварного стального материала. Состоит ручной листогибочный станок из станины, прижимной и гибочной балок. Благодаря таким особенностям конструкции, ручные листогибы долговечны и при должной эксплуатации могут проработать в течение 10 лет, не требуя капитального ремонта.
Простота в эксплуатации
Для работы на ручном листогибе необходим лишь один оператор. Сам процесс гибки очень прост. Оператор станка фиксирует металлический лист на рабочем столе прижимной балкой (траверсой), а затем посредством механического давления на подвижную (гибочную) балку осуществляет загиб листового металла до соответствующего угла. Для удобства работы некоторые модели ручных листогибов оснащаются ножной педалью.

Мобильность
Ручные листогибы бывают мобильными (от 35 кг) и стационарными (от 200 кг). Мобильные листогибочные станки идеальны для работы в «полевых» условиях и в помещениях небольшой площади. Они не нуждаются в электричестве и могут эксплуатироваться, например, непосредственно на строительной площадке.
Более тяжелые стационарные ручные листогибы чаще используются на промышленных производствах, изготавливающих крупногабаритные изделия из тонколистового металла.
Цена ручного листогиба существенно ниже по сравнению с электромеханическими и гидравлическими листогибами, поэтому при работе с листовым металлом толщиной до 2 мм купить ручной листогибочный станок будет самым выгодным и экономным вариантом.
Обратите внимание, что стоимость ручного листогибочного станка может зависеть от комплектации и дополнительных опций (к ним относятся роликовые ножи для резки металла, дополнительные упоры, угломеры).

Сфера использования ручных листогибов
Ручные листогибы широко используются для изготовления различных изделий, например, кровельных элементов (откосов, ендов, снегозадержателей и т. д.), элементов для водосточных и вентиляционных систем, а также для производства профилей разнообразных форм.

Ручные листогибочные станки активно применяются в строительстве и на различных промышленных предприятиях по производству металлических изделий. Небольшая цена ручного листогиба делает такой станок доступным даже для малых предприятий и частных мастерских.
Что необходимо знать, прежде чем купить ручной листогиб?
Выбирая ручной листогиб, прежде всего нужно учитывать запросы производства, например, какой металл будет обрабатываться на станке. От этого будет зависеть максимальная толщина металла — это один из самых важных параметров при выборе любого листогиба.
Также важна допустимая ширина заготовки. Большинство ручных листогибочных станков выпускаются под размер листа 2 метра, 2.5 метра и 3 метра. Хотя существуют отдельные модели, которые позволяют работать с листами до 4400 мм.
Кроме того, при выборе станка стоит обратить внимание на возможный угол загиба. В зависимости от модели он может быть разным. Например, на ручном листогибе Tapco возможно сделать догиб до 180° (фальцевый гиб). Существует большое количество моделей ручных листогибов от разных производителей, благодаря этому можно подобрать оптимальное оборудование под запросы любого производства.
Компания МОССклад предлагает купить листогиб ручной в Москве и других городах РФ по доступной цене. У нас на сайте вы можете увидеть станки производства США, Германии, Франции, Польши, России, Турции и Китая.
Если у вас возникли вопросы по выбору ручного листогиба, то вы можете позвонить нам по телефону 8 (800) 333-51-02 или отправить запрос на info@mossklad.ru
Как купить Ручные листогибы
Компания «МОССклад» поставляет Ручные листогибы во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Ручные листогибы у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- Купить Ручные листогибы: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.









Технические характеристики оборудования могут быть изменены производителем без предварительного уведомления. Информация на сайте носит справочный характер и не является публичной офертой в соответствии с п.2 ст.437 ГК РФ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО «МОССклад» (ст.1259 и ст.1260 гл.70 «Авторское право» ГК РФ).
© 2006-2021 ООО «МОССклад».
![]()

Режим работы ООО «МОССклад»:
ПН — ПТ 9:00 — 18:00 (Мск)
Ручные листогибы
Ручные листогибочные станки TAPCO
Листогиб разработан для мобильного использования, подходит для применения, как на месте выполнения работ, так и в мастерской. С помощью станка данной серии можно осуществлять гибку листов из стали, цинка, алюминия.
Самый мощный переносной листогибочный станок среди аналогичного оборудования на рынке. Станок обеспечивает превосходную гибку листов из стали, цинка, алюминия.
Листогибочный станок применяется для работы с оцинкованной сталью, медью, цинком и алюминием. Глубина подачи материала составляет 380 мм, что является достаточной глубиной для выполнения множества задач.
Ручные листогибочные станки Metal Master
Листогиб предназначен для гибки изделий из металла: отливов, доборных кровельных элементов, сайдинга, металлического штакетника. Данный гибочный станок относится к категории проходных, так как длина стального листа не ограничивается.
Листогиб предназначен для гибки листового металла. Станки данной серии применяются для работы в цеху при производстве сайдинга, комплектующих вентиляции и доборных элементов кровли.
Ручные листогибочные станки Mazanek
Механический стационарный полнопроходный станок с несегментированными балками. Станки предназначены для гибки и раскроя листового металла. С их помощью осуществляется производство доборных элементов кровли, элементов вентиляции.
Ручные листогибочные станки Ilmaksan
Ручные листогибы данной серии предназначены для производства доборных элементов кровли, элементов вентиляции и других изделий из листового металла толщиной до 1,2 мм.
Ручные листогибочные станки Stalex
Механический станок предназначен для изготовления из листового металла элементов вентиляции, доборных элементов кровли. Способен выполнять гибку листового металла большой толщины – до 2 мм.
Ручные листогибочные станки Schechtl
Универсальный станок, предназначенный для выполнения гибки листовой стали толщиной до 0,8 мм. Станок отличается мобильностью, благодаря наличию складной Х-рамы с роликовыми колесами для перемещения одной рукой.
Универсальный станок для выполнения гибки листовой стали толщиной до 1 мм. Станок отличается прочной и легкой конструкцией с Т-образными опорами и может применяться как на строительной площадке, так и в цехе.
Ручной универсальный станок высокой производительности, предназначенный для гибки листовой стали. Данный станок отличается прочной, легкой и компактной конструкцией и может применяться как на строительной площадке, так и в цехе.
Станок предназначен для гибки профилей из листового металла толщиной 2 мм. Гибочная балка снабжена подшипниками качения и телескопическим пружинным механизмом уравновешивания, позволяя гнуть с минимальным усилием.
Станок, предназначенный для выполнения гибки металлических профилей из листового металла толщиной 1,5 мм. Максимальное раскрытие прижимной траверсы составляет 80 мм.
Ручной листогибочный станок, предназначенный для выполнения гибки стального листа толщиной до 3 мм. Данные стационарные станки отличающиеся высокой мощностью и универсальностью предназначены для работы в цеху.
Ручные листогибочные станки Jouanel
Мобильный листогиб, предназначенный для производства вентиляции, фасадов и кровли. Отличается высокой мощностью, что позволяет гнуть листовую сталь толщиной до 0,8 мм, соблюдая постоянную геометрию профиля по всей длине.
Ручные листогибочные станки Say-Mak
Ручной листогибочный станок, предназначенный для гибки профилей, подгибки, отбортовки и догибки изделий из тонколистового металла толщиной до 2 мм. Станок обладает высокой рабочей мощностью.
Промышленный листогибочный станок ручного типа, предназначенный для гибки различного вида профилей из листового металла толщиной до 1,2 мм, а также производства прямоугольных воздуходувов и прочих изделий вентиляционных систем.
Ручные листогибочные станки СРГ
Предназначен для гибки и раскроя листового металла толщиной до 2,5 мм и производства различных изделий. Жесткая стальная конструкция, гарантирующая долговечность и надежность эксплуатации станка.
Компания «ENERGOSTAN» реализует высококачественные листогибы ручные. Мы сотрудничаем с самыми надежными производителями оборудования, поэтому можем гарантировать не только широкий ассортимент моделей, но и высокое качество каждого из представленных листогибов.
Листогибочные станки предназначены для гибки листового металлического листа. С их помощью ровная заготовка может принимать различные формы и конфигурации, требуемые для конкретного вида производства.
На ручных листогибах изготавливается большое количество самых разнообразных деталей и заготовок различной формы:
- детали для оформления фасадов;
- доборные элементы крыш (коньки, отливы);
- оконные элементы;
- мебельные детали (каркасы, короба);
- трубы, вентиляционные шахты, желоба;
- детали машин, механизмы;
- сайдинг и так далее.
Если на ручной листогиб установить нож, который, как правило, изготовлен из высокопрочной легированной стали, то помимо основной задачи по гибке листовых заготовок, на станке можно будет осуществлять быструю и качественную резку металла.
Отличительной особенностью ручных листогибов является то, что для работы оборудования требуется применение физической силы со стороны оператора.
Устройство листогибочных ручных станков
Ручное листогибочное оборудование состоит из некоторых основных рабочих узлов:
- стойка из прочного металла, которая выполняет несущую функцию;
- платки: прижимная — фиксирующая листовую заготовку, и прижимная — осуществляющая гибку;
- привод — ручной, зависящий от воздействия прилагаемой физической силы;
- блок управления.
Используются ручные модели листогибов на небольших производствах, там, где изготовление деталей не является серийным. Для работы на данном типе оборудования подойдет листовой металл, толщина которого может достигать от 0,7 до 1 мм.
В качестве материала, который можно гнуть на оборудовании, выступают: сталь, алюминий, медь и из сплава. Основными характеристиками, которые определяют цену станка, являются:
- максимально допустимая толщина и длина обрабатываемой листовой заготовки;
- предельный угол изгиба;
- число циклов работы, осуществляемых последовательно;
- наличие дополнительных рабочих деталей и механизмов.
Достоинства ручных листогибов
К основным преимуществам, которые заметно выделяют ручных листогибы на фоне аналогичных электромеханических и гидравлических агрегатов, относятся:
- мобильность — упрощает транспортировку станка;
- доступность — цены на ручные листогибы значительно ниже;
- надежность — высококачественные материалы изготовления и прочные конструкции гарантируют долгий срок эксплуатации;
- простота эксплуатации — работать на станке можно без наличия специальных навыков и знаний;
- не повреждают лакокрасочное или цинковое покрытие, присутствующее на листовых заготовках.
Купить ручные листогибы предлагает Компания «ENERGOSTAN». Наши условия сотрудничества и широкий ассортиментный ряд позволяют выбирать модели, которые будут максимально точно соответствовать поставленным задачам.
Для уточнения всех вопросов по техническим характеристикам станков и оформлению заказа обращайтесь к менеджерам «ENERGOSTAN».
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.




Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
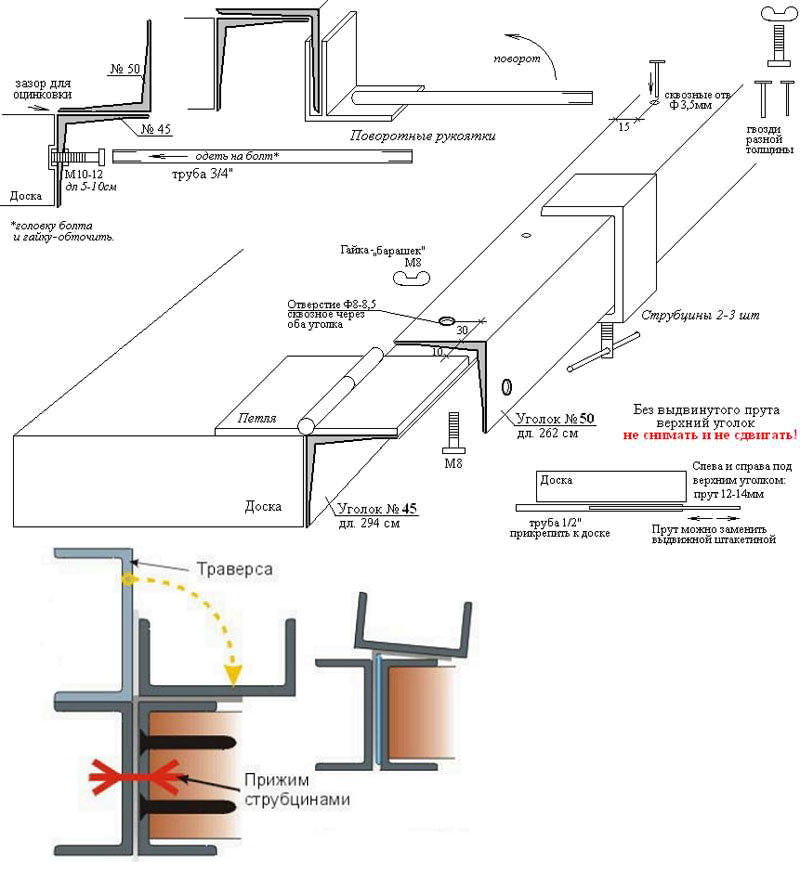
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Приваривают петли с двух сторон (проварить с лица и с изнанки).


К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.


К укосинам приварить гайку болта.


Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.


Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.


К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.


К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.



Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют. 
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.


В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.




Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.


Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.


Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.

Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.


Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить. 

Самодельные листогибочные станки — (листогибы)
Многие изделия изготавливаются из листового металла — водосточные системы, фасонные детали для кровли, покрытые профнастилом или металлочерепицей, отливы для цоколя, уголки для конструкций из профлиста и т. д. Все это можно осуществить специальным гибочным станком для листового металла. Как сделать листогиб своими руками расскажем в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла 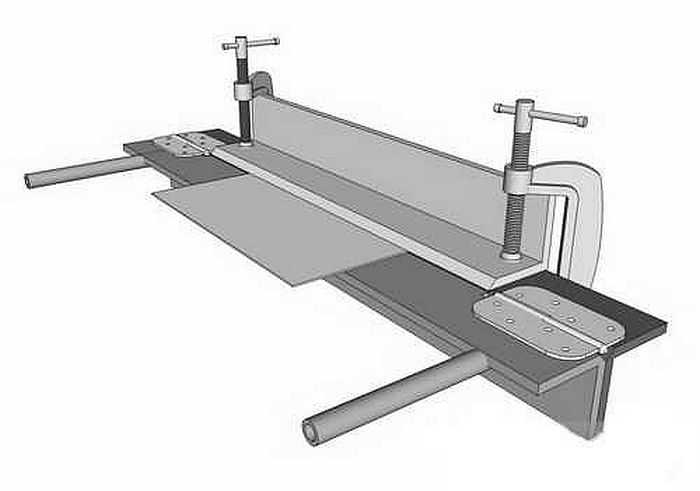
- Гидравлические машины, в которых листовой металл сгибается до формы матрицы путем удара. Матрица может быть прямой или изогнутой. Это оборудование профессиональное и применяется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа 
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла 

Листогиб — проекция сбоку 

Другая модель 
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли 
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины 

- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы 
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления 
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка 
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так 
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт 
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб 
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогибочные станки
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Специальный условия на покупку по предзаказу.
![]()
Кол-во управляемых осей: до 4
Усилие: 40 — 500 т
Длина гиба: 1300 — 6000 мм
![]()

• Листогибочный пресс с ЧПУ по лучшей цене
• ЧПУ ESA S630 (2D графика, библиотека инструмента)
• Программа симуляции гибов в комплекте
• Система компенсации прогиба
Специальный условия на покупку по предзаказу.
![]()
Кол-во управляемых осей: до 2
Усилие: 30 — 160 т
Длина гиба: 1600 — 3200 мм
![]()
• Идеальное решение для начинающего производства
• Контроллер ESTUN E22 (40 программ по 25 гибов в каждой)
• Перемещение заднего упора посредством ШВП
• Зажимы для быстрой смены инструмента
• Прочная сварная конструкция рамы
• Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними
• Простота управления данными прессами и их универсальность
![]()
Кол-во управляемых осей: от 3
Усилие: 40 — 3000 т
Длина гиба: 1270 — 12 000 мм
![]()
• Контроллер CYBELEC CYBTOUCH (Сенсорный 12″ экран, 2D графика)
• Крепление инструмента AMADA-PROMECAM
• Оптические линейки HEIDENHAIN (Германия)
• Гидравлическая система HOERBIGER (Германия)
• Имеются все необходимые опции для выполнения основных видов гибки
• При необходимости можно дооснастить, повысив производительность и удобство работы
• Калибровка пресса осуществляется при каждом пуске за счет автоматической индексации осей
При заказе Шеф-монтажных работ — инструктаж персонала в подарок!
![]()
Кол-во управляемых осей: до 2
Усилие: 30 — 160 т
Длина гиба: 1600 — 3200 мм
![]()
• Возможность программирования угла гиба
• Точность позиционирования заднего упора ±0,5 мм
• Задний упор оснащен инвертором
• Прогрессивная конструкция с усиленным оребрением
• Главный двигатель SIEMENS
• Гидравлическая система и гидравлические распределители BOSCH Rexroth (Германия)
• Подготовка для установки системы бомбирования
• Станок под управлением системы ЧПУ
• Пресс укомплектован универсальным инструментом
• Лучшее соотношение цены и качества
Специальный условия на покупку по предзаказу.
![]()
Кол-во управляемых осей: от 4
Усилие: 80 — 3000 т
Длина гиба: 2550 — 12 000 мм
![]()
• Гидравлическая автоматическая от ЧПУ компенсация прогиба
• Передние суппорта на скользящих линейных направляющих
• Зажимы для быстрой смены инструмента
• Контроллер Delem 58T (Cенсорный 15″ экран, 2D графика)
![]()
Ширина обработки: 1600 — 4100 мм
Толщина обработки: 4 — 70 мм
Ø верхнего валка: 140 — 540 мм
Вес: 2000 — 55 000 кг
![]()
• Планетарная система перемещения боковых валков
• Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
• Использование комплектующих от ведущих мировых производителей
• Цифровой дисплей показывает текущее положение боковых валов
![]()
Кол-во управляемых осей: от 3
Усилие: 40 — 600 т
Длина гиба: 1250 — 6100 мм
![]()
• Контроллер ESA 630 (Сенсорный 10″ экран, 2D графика)
• Высокоскоростные упоры Unimec ( Италия)
• Система компесация прогиба
• Пресс укомплектован универсальным инстументом
![]()
Ширина обработки: 2100 — 4100 мм
Толщина обработки: 4 — 70 мм
Ø верхнего валка: 160 — 540 мм
Вес: 2320 — 55 000 кг
• Планетарная система перемещения боковых валков
• Все валы установлены в сферических подшипниках, способных выдерживать экстремальные нагрузки
• Использование комплектующих от ведущих мировых производителей
• Цифровой дисплей показывает текущее положение боковых валов
![]()
Ширина обработки: 2050 — 3100 мм
Толщина обработки: 10 — 70 мм
Ø верхнего валка: 240 — 600 мм
Вес: 6000 — 25 000 кг
• Планетарная система перемещения боковых валков
• Минимальный коэффициент диаметра обечайки относительно верхнего вала
• Минимальный прямой участок на концах детали
• Приспособление для конической гибки
![]()
Ширина обработки: 2050 — 4100 мм
Толщина обработки: 12 — 85 мм
Ø верхнего валка: 280 — 680 мм
Вес: 8550 — 82 500 мм
• Тяжелая стальная сварная несущая рама, термообработанная для снятия напряжений
• Гидравлическая откидная опора для облегчения снятия готового изделия
• Система аварийного отключения: проволочный барьер безопасности вокруг машины и кнопка аварийного останова
• Линейная система перемещения боковых валков
![]()
Ширина обработки: 1050 — 2050 мм
Толщина обработки: 0,8 — 2,0 мм
Ø валов: 46 — 75 мм
![]()
• Позволяют работать с заготовками длиной до 2 метров, что удобно при производстве прямых участков круглых воздуховодов
• Выпускаются двух типов: с ручным приводом — серия R, с электроприводом – серия IR
• Канавки на концах валков
• Приспособление для конической гибки
![]()
Ширина обработки: 1050 — 4100 мм
Толщина обработки: 2 — 16 мм
Ø верхнего валка: 150 — 260 мм
Вес: 1850 — 9300 кг
![]()
• Двухскоростная рабочая система
• Стальная сварная рама
• Кованые стальные валки повышенной прочности на растяжение с индукционной закалкой
• Устройство для конической гибки



Особое место в группе кузнечно-прессового оборудования занимают листогибочные станки. Их основное назначение – деформация металла методом давления на поверхность листа или заготовки с целью придания им нужной формы. Если необходимо обработать коробчатый профиль, применяют листогибы с поворотной балкой или листогибочные прессы, а для радиусных деталей используют так называемые валковые машины.
Технические особенности и преимущества
Область применения оборудования данной категории – крупно- и мелкосерийное производство, использующее листовые заготовки металла. Популярность станков во многом обусловлена их многочисленными достоинствами, в числе которых – универсальность, долговечность, производительность, надежность и безотказность в работе.
Метод, положенный в основу работы листогибочных станков, — холодное гнутье. С его помощью удается выпускать широкий ассортимент продукции, в том числе – простые и сложные конструкции и изделия. Оснащение пресса графическим ЧПУ значительно увеличивает его функциональность, позволяет безошибочно программировать и изготавливать сложные изделия.
В настоящее время, на основе гидравлических или сегментных листогибочных моделей станков удается создавать полностью автоматизированные высокотехнологичные производственные линии. Тем более что оборудование предусматривает подключение и использование разнообразных вспомогательных инструментов, значительно повышающих функциональность станка. Таким образом, его приобретение – возможность значительно расширить ассортимент выпускаемой продукции без необходимости крупных затрат.
Купить листогибочный станок с ЧПУ по приемлемой цене в Москве
Ассоциация КАМИ предлагает широкий ассортимент листогибочных станков брендов Ermaksan, Triumph, Warcom, SMD, Yawei. Наши специалисты готовы предоставить исчерпывающие консультации на предмет выбора и эксплуатации подходящей модели оборудования, а также – помочь сориентироваться в фирменном модельном ряду устройств в зависимости от выдвигаемых требований.
Гибочный станок для листового металла своими руками: чертежи, пошаговая видео инструкция
В современном малоэтажном строительстве при отделке фасадов, сооружении крыш, навесов, карнизов, водостоков и воздуховодов массово применяются изделия из оцинкованного листового проката — как обычного, так и с цветным полимерным покрытием. Для кровельных работ обычно используется металл толщиной 0.4-0.55 мм, а для изготовления деталей водосточных труб, желобов, карнизных свесов и коробов — 0.6-0.7 мм. Для того, чтобы его согнуть не требуется больших усилий, поэтому при работе с таким материалом, как правило, применяют ручные листогибочные станки. Такое же оборудование используют и на предприятиях по изготовлению и монтажу вентиляционных и электротехнических установок, а также в небольших мастерских, выполняющих разнообразные ремонтные работы. Конструкция этих станков достаточно проста, а работа с ним не требует особых навыков, поэтому не только домашние мастера и ремонтники, но и профессиональные строители-жестянщики часто используют самодельные ручные листогибы.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
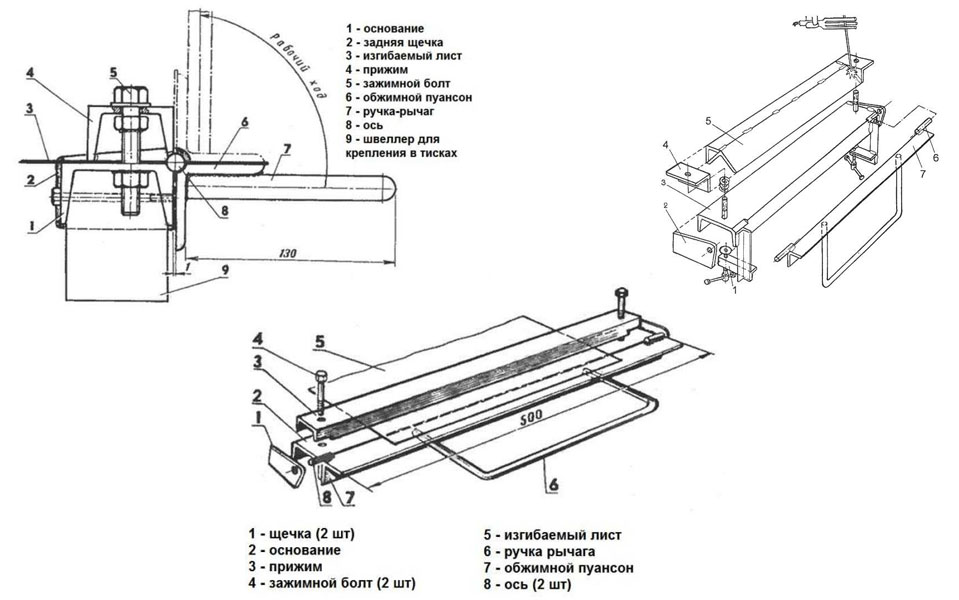
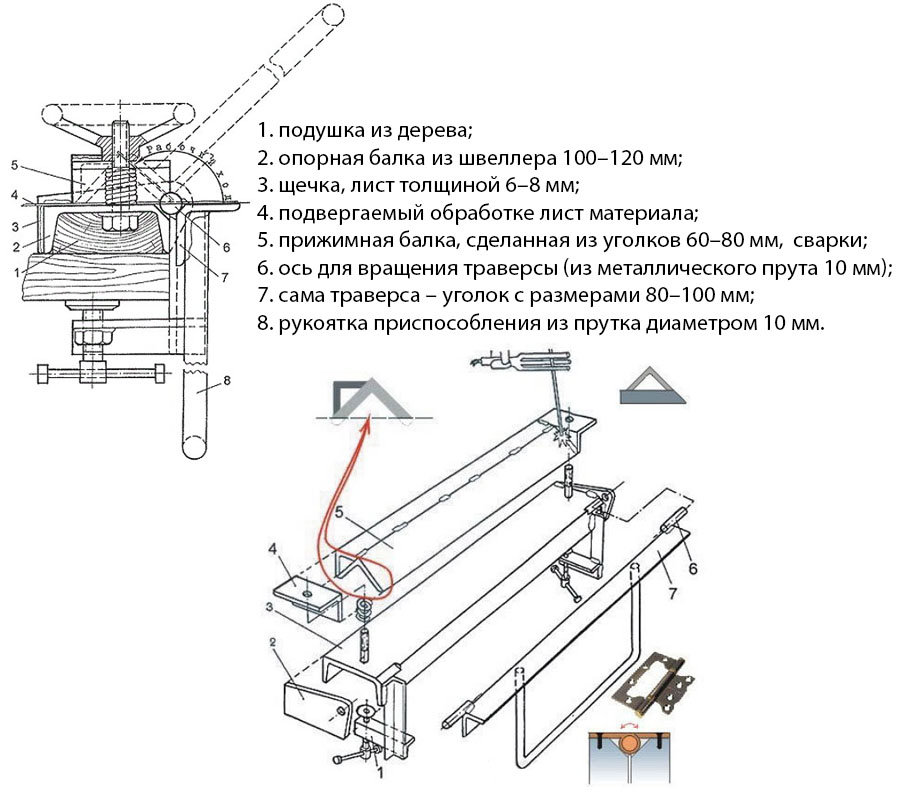
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
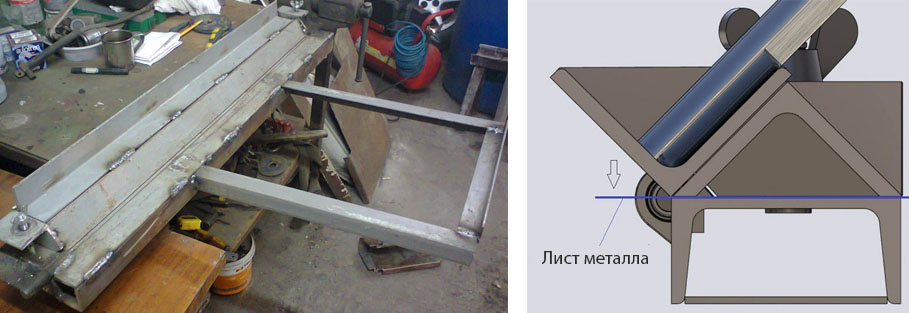
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Инструменты и технология сборки
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера. Если же станок предназначен для работы на строительных объектах и будет интенсивно использоваться на протяжении нескольких месяцев, то требования к качеству его изготовления и применяемым материалам гораздо выше.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла. В этом случае обычно используют приварные петли для металлических дверей, которые обладают высокой точностью и долговечны при интенсивной эксплуатации. Цена таких изделий невелика: обычная петля стоит 150-200 рублей, с подшипником — 250-300.

Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть. Хотя разрабатывать полноценный сборочный чертеж не имеет смысла, все же желательно до начала работ сделать небольшой эскиз или схему с указанием основных размеров.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
Далее поэтапно описан процесс изготовления и сборки своими руками станка для гибки листового металла (операции разметки, проверки и подгонки частично опущены):
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе. Прижимаем ее к опоре так, чтобы петли точно зашли в выборку, а поверхности опоры и траверсы были на одном уровне. В паз между ними вставляем несколько пластин толщиной 2 мм, а затем привариваем петли к опоре.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.

5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима. Поднимаем за ручку траверсу и сгибаем кромку листа на нужный угол. Опускаем траверсу вниз, ослабляем барашки (при этом прижим поднимется на пружинах) и вытаскиваем лист со сгибом.
Описанный выше станок имеет усиленные прижим и траверсу, что позволяет гнуть металл толщиной до 3 мм без опасности деформации этих конструктивных элементов.


Рекомендации и возможные ошибки
Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся). Поэтому дальнейшие рекомендации относятся к станкам, которые используются в постоянном режиме и выполняют десятки циклов гибки в день на протяжении длительных периодов.
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.


