Самодельные приспособления для токарного станка по металлу
Приспособы для токарного станка по металлу


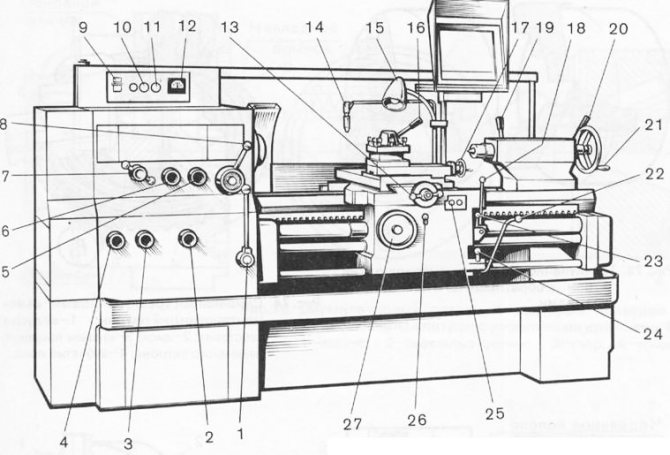













Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.
Способы закрепления заготовок на токарных станках
Токарные резцы
Части и элементы токарного резца
Резец (рис.9) состоит из режущей части и державки, служащей для закрепления резца в резцедержателе. Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок. Вершина резца может быть острой или закругленной.
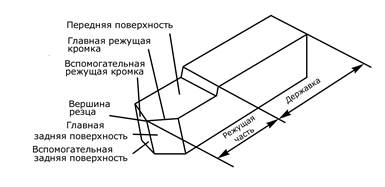

Рис. 9 — Части и элементы резца
Чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, необходимо правильно выбрать геометрию резца, т.е. величины углов режущей части резца. Различают главные углы резца (углы рабочего клина) и углы в плане. Главные углы резца (рис.12): передний угол g, главный задний угол a, угол заострения b, угол резания d.
Рис. 10 — Главные углы резца
Углами в плане называются углы между кромками резца и направлением подачи (рис.1). С уменьшением величины главного угла в плане j и вспомогательного угла в плане j1 шероховатость обработанной поверхности снижается.
Классификация резцов
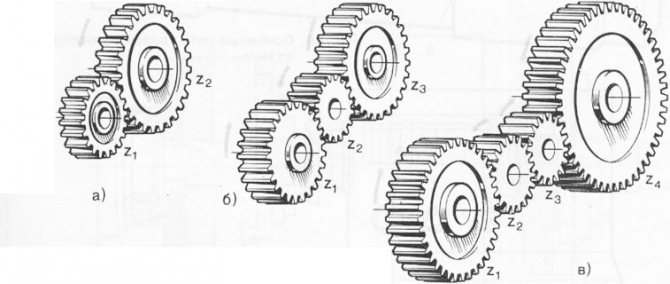
По технологическому назначению различают резцы (рис.11): проходные (рис.11 а, б, в) для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис.11, г) для обтачивания плоских торцовых поверхностей; отрезные (рис.11, д) для разрезания заготовок; фасонные (рис.11, е, ж) для обтачивания фасонных поверхностей; резьбовые для нарезания наружных (рис.11, з) и внутренних резьб; расточные (рис.11, и, к) для растачивания сквозных и глухих отверстий.
По характеру обработки резцы подразделяются также на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, и режущая часть – из специального инструментального материала.
Режущая часть составного резца прикрепляется в державке сваркой припаиванием или механическим прижимом.
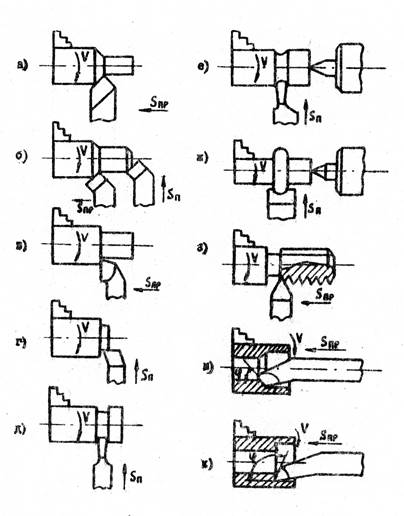

Рис. 11 — Классификация резцов по назначению:
а – проходной прямой; б – проходной отогнутый,
в – проходной упорный; г – подрезной, д-отрезной,
е – прорезной, ж – фасонный, з –резьбовой,
и – расточной проходной, к – расточной упорный
Способы закрепления заготовок на токарных станках
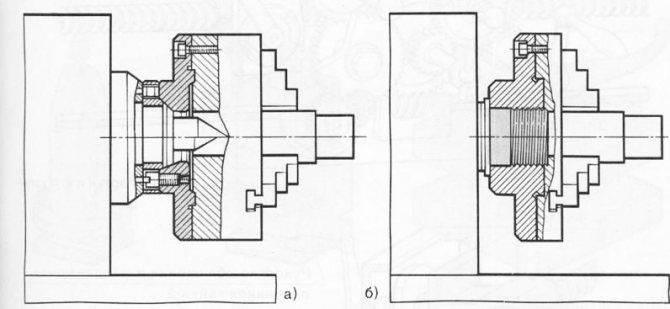
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают трехкулачковые самоцентрирующие и четырехкулачковые несамоцентрирующие.
Трехкулачковые самоцентрирующие патроны предназначены для закрепления заготовок цилиндрической формы и с числом граней, кратным трем. Поскольку у этих патронов все кулачки перемещаются одновременно, то обеспечивается совпадение оси вращения шпинделя и заготовки. На рис.12, а показана заготовка в трехкулачковом патроне и условное обозначение этого способа крепления.
В четырехкулачковых патронах кулачок перемещается независимо от остальных. Это позволяет закреплять и центровать заготовки несимметричной формы (плиты, корпусные детали, эксцентриковые валы и т.п.).
При обработке длинной заготовки, когда отношение длины к диаметру больше четырех, недостаточно закрепить её в патроне. Для предотвращения прогиба в процессе обработки второй конец заготовки поддерживают за заранее подготовленное центровое отверстие задним центром, установленным в задней бабке (рис.12,б – условное обозначение).
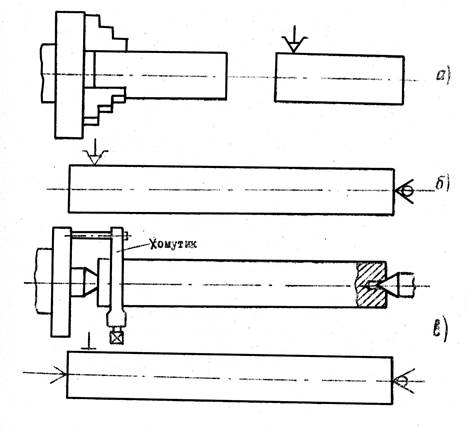

Рис. 12 — Закрепление заготовки в трехкулачковом патроне (а), в патроне с фиксацией второго конца детали вращающимся задним центром (б), в центрах с поводковым патроном
Центровые отверстия (рис.13) сверлят специальным центровочным сверлом в торцевых поверхностях обрабатываемой заготовки.
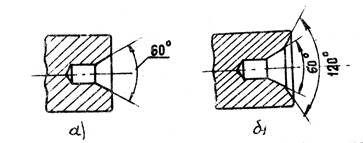

Рис. 13 — Формы центровых отверстий
Метка: Приспособления для токарных станков
Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.
Токарная обработка металла
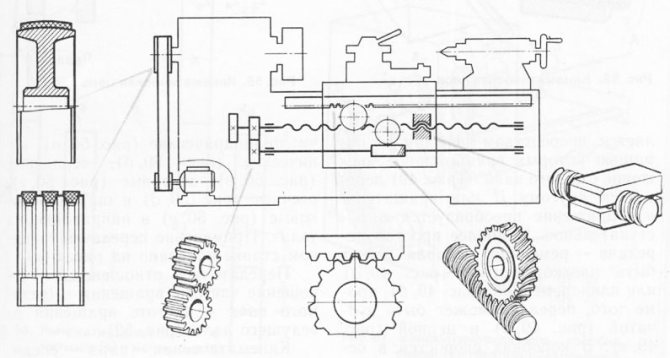
Чтобы придать металлической заготовке нужный вид и форму, убрать с нее припуск, добившись тем самым необходимых размеров, соответствующих чертежу или эскизу, существует несколько видов механической обработки. Все они производятся на специализированных станках с помощью специального профессионального оборудования. Наиболее востребованы, широко применяемые в промышленности — токарная и фрезерная обработка металлов.
Одним из методов металлообработки является точение — получение деталей, которые являются телами вращения (цилиндры, сферические детали). На его принципе основывается токарная обработка металла. Она включает в себя точение внешней поверхности заготовки, растачивание на ней внутренних отверстий, торцовку готовой детали, нарезание резьбы на цилиндрических изделиях и внутри отверстий, нарезка канавок и пазов разных форм.
Хотите уточнить Стоимость?
Свяжитесь с нами по телефону Оставить заявку
Производится токарная обработка металла на токарных станках.
С их помощью обрабатываются:
- цилиндрические поверхности
- конические поверхности
- фасонные поверхности металлических заготовок
- нарезается с высокой точностью резьба
- сверлятся отверстия
- вытачиваются канавки
- вытачиваются пазы
В последние годы широко распространяются такие станки с ЧПУ, которые автоматически, практически, без вмешательства человека, выполняют самостоятельно задачи по токарной обработке металла.
Разнообразие работ на современных токарных станках обеспечивается использованием профессиональных инструментов для обработки заготовок. Основные из них — резцы. Различают расточные, проходные, отрезные, подрезные виды этих режущих инструментов. Главное отличие их друг от друга заключается в форме режущей кромки. Все резцы для токарной обработки металла изготавливаются из материалов с твердостью, значительно превышающей твердость самой обрабатываемой заготовки. Обычно это сверхпрочная инструментальная сталь, сплавы тантала или вольфрама.
Современные фрезерные приспособления для токарного станка
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
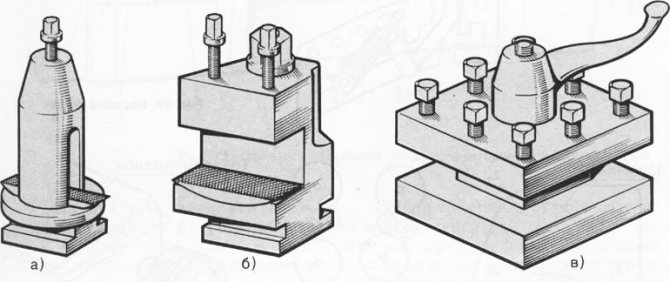
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.


С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.

Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.


Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.

Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.

Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.


С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Видео по теме: Полезное приспособление для токарного станка

garazhnik74 › Блог › «Токарный станок» из подручных материалов.


Привет всем рукастым и головастым, а также сочувствующим)
Любой мастер знает, что инструмента много не бывает. Каждый новый экземпляр не только расширяет возможности, но и в большинстве случаев экономит время и нервы)
Таким желанием, в моём случае, было решение вопроса токарных работ. В процессе создания чего-либо большая часть времени уходит на поиски нужных деталей. Какая-то незначительная фиговина может очень здорово тормознуть всё дело. Казалось бы что может быть проще: отдал токарю чертёж- забрал готовую деталь и за работу… НО! Скорость исполнения при этом снижается в разы и зависит от занятости мастера, его места базирования и прочих нюансов.
Выход один- заиметь собственный станочек и закрыть вопрос раз и навсегда.
Вариантов два.
Первый- оторваться по-богатому и прикупить полноценный станок.
Самый оптимальный вариант но и самый затратный, а с учётом нынешнего курса, практически нереальный.
Второе решение- покупка приспособы для дрели.


За скромную сумму, получаем возможность с помощью обычной сверлилки провернуть ряд операций по токарке, шлифовке и резке.
Тут тоже пара вариантов.
Первый: купить кондовую Вещь «родом из СССР» и как говорится получить удовольствие. Но увы. Найти такой экземпляр ни на рынке, не по объявлению неполучилось( Видать находчивые моделисты всё разобрали)
Второй вариант: из прессованых китайских отходов замешанных на канцелярском клее, даже не рассматривался. Нужен инструмент, а не рулетка: «сломается/не сломается».
Ну что, опять «кружок очумелые ручки»? Совершенно верно. У дураков всегда так. Они себе работу на пустом месте найдут)) Поехали…
Для начала ищем в запасах подходящую железяку для зажимной обоймы. Кусок трубы был, но очень хилой толщины. Зато нашёлся волговский шкив. По размерам подошёл идеально.

Режем шкив пополам, из листа металла толщиной 4 мм. нарезаем и привариваем «уши». Затем зажимаем в тисках обе половинки и сверлим отверстия под стяжки. Дальше вставляем в отверстие болты и закручиваем гайки. Гайки прихватываем сваркой. Обойма готова.

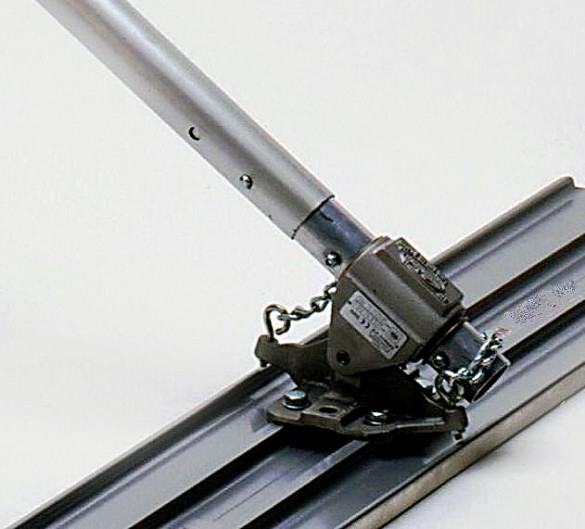
По раме расписывать особо нечего. Сварено всё из профильной трубы 20х40. На раме закреплён светильник. Его крепление сделано из деталей реечного стеклоподъёмника от Волги.


Из него же сделан упор под резцы. Конструкция следующая. Платформа с направляющими пазами (рейки от стеклоподъёмника), по которой перемещается каретка с упором. В нужном положении каретка фиксируется барашковой гайкой. Думаю по фотографиям станет ясно.

Две рейки, брусок металла (ширина- по размеру пазов, высота- по высоте основания), две пластины с вырезом под брусок(металл 2 мм. и напильник в помощь), пара втулок(труба подходящего диаметра) и пара полосок металла для жёсткости (обрезки от деталей оконных конструкций) . Сфоткал всё перед сборкой, чтобы был ясен принцип.

Сам порядок сборки прост. К бруску, привариваем одну из пластин заподлицо. Затем вставляем всё в паз верхней рейки и с обратной стороны привариваем к бруску вторую пластину. Проверяем ход каретки. Если всё работает чётко, без заеданий, просверливаем в задней части обе пластин, отверстие диаметром 6 мм. Со стороны нижней пластины вставляем болт и фиксируем его головку сваркой. Сверху, будет накручиваться барашек (ним мы будем фиксировать каретку в нужном положении. Затем ставим втулки, нижнюю рейку и стягиваем всё болтами. Подгоняем нижнюю рейку относительно верхней, что бы ход каретки был без заеданий, а нижняя часть бруска не доходила до нижней кромки рейки где-то в пределах 1мм. (зазор выводится подгонкой высоты втулок и делается для того, что бы нижняя часть бруска при перемещении не касалась рабочей поверхности стола). Закончив с подгонкой, вставляем между двумя рейками, с обеих сторон, полосу и окончательно свариваем всё. Получается вот такая штукенция.

Понимаю, что описание тяжеловато, но если присмотреться к фото, всё станет понятно. На самом деле, ничего сложного. И если словить все миллиметры, то работает как часики. Остаётся приварить к передней части каретки отрезок профильной трубы в которую будут вставляться упоры для резцов. В качестве основания, взял профиль 30х30 мм., для упоров 25х25 мм. Фикратор упора простейший. На высоте 2/3 от низа основной трубы, просверливаем отверсте 7 мм. к нему приваиваем гайку на 6 мм. В него вкручивается болт-барашек и фиксирует упор.

Теперь берём все железяки и топаем на примерку.

В качестве основания, взял фанеру толщиной 12 мм. Крепление рамы под дрель- на саморезах. Снизу предусмотрен выдвижной ящик под резцы и оснастку. Чтобы он ничего не цеплял, крепление платформы каретки сделано на закладных пластинах.
В качестве крепежа напилил пластины толщиной 6мм., просверлил три отверстия. В центральном нарезал резьбу под болты, через два крайних пластина крепится к столу саморезами.

Теперь фрезеруем паз в нужном месте и крепим пластину.

Крепление платформы для упоров сделано поворотным. Угол фиксированый- 90°. Ниже, на фото, всё видно. Для поворота, необходимо выкрутить болт в задней части платформы. Перевести её в нужное положение и зафиксировать. После пробных «заездов», сделал вывод о необходимости замены болта на «барашек». Тырканье с гаечным ключом напрягает.
После всей подгонки красим железо и ставим на место.
Столешницу планировал оставить как есть, но практичность победила. Сверху закреплён лист алюкобонда. Вещь вечная и в плане уборки удобней.
По части электрики.
Напряжение подводится с помощью шнура от компа. Ответный разъём взял от блока питания.

Дрель подключается к розетке. Питание на неё, подаётся с помощью клавишного выключателя. Фиксируем кнопку на дрели в включённом положении, а дальше работаем выключателем. И удобно и кнопка дрели дольше проживёт. Вторая клавиша выключателя, работает на подсветку.

Поводка снизу, сделана по принципу крепления закладных пластин. Фрезернул дорожки, уложил провода, зафиксировал их термоклеем и всё это дело закрыл пластиком.
Дополнительно сделан второй упор под резцы. Он шире основного. С его помощью удобно делать круглые заготовки. Но он выполняет ещё одну функцию.
В верхней части просверлил отверстия и нарезал резьбу. Теперь берём кусок текстолита, просверливаем отверстия и получаем столик для шлифовки.
С помощью насадки для шлифовальных дисков, теперь можно быстро и удобно подводить кромки заготовок.

Ну вот в принципе и весь рассказ. Кто осилил весь этот бред- молодец) Ну а кто не выдержал, не обижайтесь. Я не писатель… у меня работа другая)
Ну и на посошок, самое интересное. Испытания! Ради чего всё делалось.
В будующих работах, без этой машинки что-либо сделать просто нереально. Нет. В принципе конечно реально, но это очень тяжело. Так что, получившийся станочек здорово будет экономить время, нервы и деньги.
К примеру, сколько вы потратите времени, что бы из этого:

сделать вот это:

да ещё таких размеров)
Лично у меня, ушло около сорока минут, с учётом смены оснастки и обдумыванием формы)
В дальнейших работах будут использоваться ещё более мелкие детали. Вроде таких клёпочек.

Теперь сделать их, не проблема.
Вобщем, можно сказать, что испытания прошли успешно. Новый станочек занял своё место и готов к работе.

Между ним и стеной оставлено место под очередное творение. Но об этом позже.
Так что, до встречи)
Инструменты и приспособления для домашней мастерской.
«Инструмента много не бывает» — все, кто занимался строительством или мастерил что-то своими руками, слышали эту фразу. Нужная приспособа бесценна, когда требуется что-то отпилить, приварить или соединить детали. Раздел на FORUMHOUSE про самодельные станки и приспособления, который так и называется «Самодельные станки, инструменты и механизмы» постоянно пополняется новинками, упрощающими и оптимизирующими труд строителя или «на все руки мастера».
Мы уже рассказывали, как сделать универсальные раскладные козлы и верстак — сборочный стол. Продолжаем начатую тему. Сегодня мы расскажем про самодельные токарные, слесарные и даже садовые инструменти и приспособления для строительства.
Отрезной станок из болгарки
Самодельные станки для мастерской всегда востребованы, но УШМ (угловая шлифовальная машина), в народе «болгарка», один из фаворитов в арсенале любого домашнего мастера. Но инструмент требует очень внимательного к себе отношения, т.к. любое пренебрежение правилами техники безопасности при работе с УШМ может привести к серьёзным травмам. Поэтому при больших объемах распиловки металла (при изготовлении забора или резке арматуры) многие предпочитают работать с отрезным станком по металлу.
Можно купить по интернету станину для УШМ, но, чтобы сэкономить средства, отрезной станок можно сделать самостоятельно, из «ненужной» или «лишней» в хозяйстве «болгарки», какую имеет практически каждый хозяин загородного дома. Как мы увидим, она годится не только для заточки садового оборудования!



У меня есть УШМ, весом в 5.5 кг. Как-то раз я задумался, как упростить её использование. Ведь работать с ней, всё время передвигаясь, неудобно – быстро устают руки. Решил сделать удобный отрезной станок из того, что есть.
Забегая вперёд, скажем, что станок (точнее, его вторая модификация) удался: пилит ровно и без перекосов.

Ivici сделал его так — взял кусок швеллера № 6.5 (шириной 65 мм и высотой 36 мм). Это — основа станка.

Ещё потребовалась стальная полоса 50х5 мм. С помощью неё закрепляется болгарка. Также потребовался профиль 4х2 см и трёхмиллиметровый кусок стали. В качестве поворотной оси служит болт «восьмёрка».

По словам пользователя, самым сложным оказалось точно разметить и просверлить три отверстия диаметром 14 мм, для крепления болтами УШМ за резьбовые отверстия, предназначенные для установки боковой ручки.


Также пришлось поработать и круглым напильником. Небольшая расточка отверстий, за счёт люфта, позволяет немного двигать болгарку в процессе сборки и точно её установить. После того как все детали готовы, пользователь прихватил сваркой «железяку», крепящую болгарку, собрал начерно всю конструкцию, выверил все углы и, убедившись, что всё смонтировано, как надо, окончательно обварил всю конструкцию.
Станок крепится к опорному столу (куску шифера толщиной в 1 см) шестью саморезами. От возвратной пружины можно отказаться, просто затянуть болт-ось потуже. При распиле заготовки нет никаких люфтов, перекосов. Пилить можно и под углом в 45 градусов.

Ещё один самодельный станок из УШМ предложил пользователь портала с ником Бисток.

Как обычно, сначала мы затеваем небольшую стройку или переделку, потом понимаем, что нам нужны новые строительные инструменты и приспособления, а потом начинается поиск наиболее оптимального решения. Ну не покупать же!
Я решил сделать лестницу из металла. Чтобы избежать брака, люфтов, расхождений, при распиле металлических деталей требуется максимальная точность. Поэтому я решил, взяв за основу УШМ, сделать распиловочный станок.

В дело пошло всё то, что обычно валяется в домашней мастерской (а выкинуть жалко) рачительного хозяина в ожидании своего звёздного часа. В качестве станины для отрезной машины Бисток использовал стол из-под оверлока.

Поворотный узел сделан из ступицы от «девятки», т.к. в ней есть подшипник.

Как и в вышеописанном варианте, самым сложным оказалось «поймать» прямой угол между отрезным диском и упорным уголком. Ведь от этого узла зависит точность распиливания металла.

Конечный результат наглядно демонтирует фото, представленное ниже.

Для включения болгарки Бисток сделал дополнительную проводку — вывел обычный выключатель и розетку, и уже от этого выключателя идёт вилка удлинителя.
Можно купить самодельный станок у знакомого умельца, но куда правильнее прокачаться до творца приспособлений такого уровня!
У меня получился переносной станок. К рукоятке я приварил уголок, чтобы получить 3 точки опоры УШМ. Крепление на двух болтах подгонял по месту. Работаю только в защитных очках. Результатом проделанной работы очень доволен. Для изготовления станка ничего дополнительно не покупал. Распил идёт точно под 90°.
Бюджетные сверлильные станки
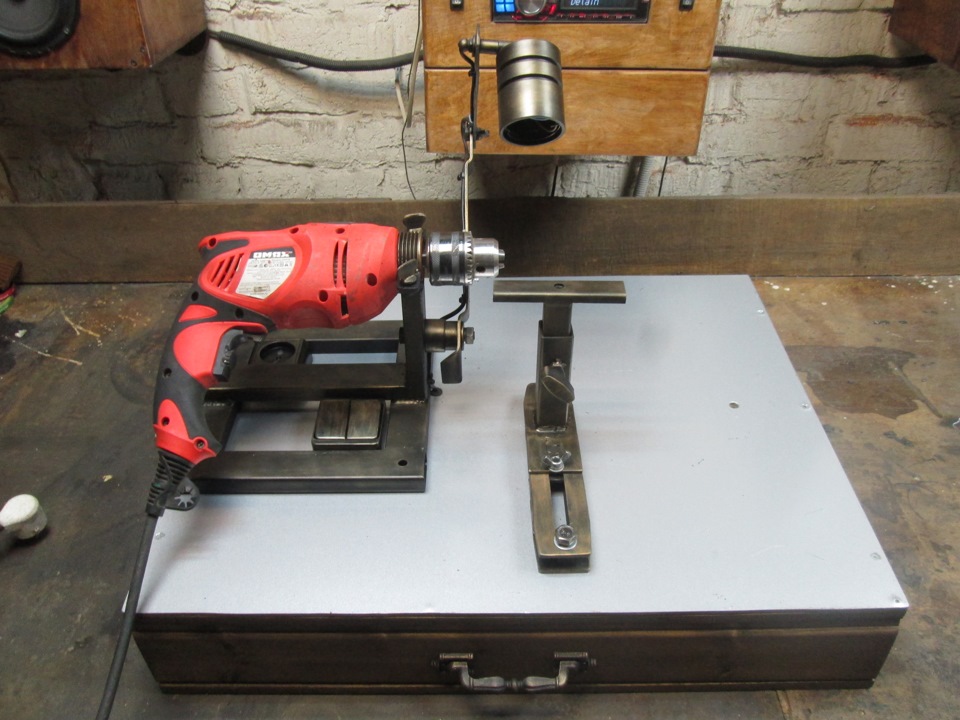
Помимо отрезных станков, популярностью пользуются различные приспособления для сверления отверстий в металле. Начиная от стационарных сверлильных станков и заканчивая приспособлениями, в которых закрепляется обычная дрель, как «сверлилка» пользователя FORUMHOUSE с ником g8o8r8.
Во время сверления в толстом металле множества однотипных отверстий я, чтобы разгрузить руки, сделал нехитрое приспособление на основе струбцины, приваренной к металлической опоре, и пары хомутов для жесткой фиксации дрели. Теперь сверлить уголок или швеллер стало значительно легче.

По словам пользователя, на сверление 1 отверстия диаметром 4-5 мм уходит не больше 30 секунд. Задумав повторить такую конструкцию, следует помнить, что на дрель существенно возрастает нагрузка из-за увеличения объёма работ. g8o8r8 свою дрель перебирал уже два раза.
Также пользователь, на основе электродвигателя, сделал небольшой станочек —«вертикалку», для сверления отверстий диаметром до 4 мм в печатных платах.

Длинный шпиндель компенсирует неточность проточки обоймы под подшипники. Для любительского использования такой станок вполне годится. Точность сверления остаётся на приемлемом уровне.
Ручная гладилка для бетона
Не менее, чем самодельные станки для домашней мастерской, важны приспособления для стройки и ремонта. И мы легко сможем сделать многие строительные приспособления своими руками.
Каждый, кто хоть раз сталкивался с бетонными работами, знает, как сложно загладить свежеуложенную смесь до идеального состояния. Если на небольших площадях можно обойтись правилом, то при заливке площадки перед домом или стоянки для автомобиля, обычным инструментом не обойтись. На помощь приходит гладилка для бетона, которая за счёт длинной рукоятки (от 3 до 12 м) позволяет загладить бетон на большей площади, не наступая на разравниваемую поверхность.

Принцип действия такого приспособления, чем-то напоминающего швабру, прост. Есть рабочий профиль (его ещё называют «крылом»), закреплённый на длинной рукоятке. При движении от себя у гладилки, за счет редуктора, приподнимается противоположный от пользователя край. Т.е., за счёт угла наклона «крыла», гладилка скользит по бетону, а не собирает его перед собой. При движении к себе, наоборот, задирается сторона, обращённая к рабочему, и гладилка снова заглаживает бетон.
Несмотря на простоту приспособления, цену на него нельзя назвать гуманной. Именно это сподвигло ronik55 поделиться опытом своего отца, изготовившего гладилку для бетона, потратив всего 500 руб.
Я по своему опыту знаю, как сложно идеально загладить бетон. Пойти и купить за 10 тыс. руб не хотелось. В итоге мой отец сделал дешёвое приспособление для заглаживания бетона, практически из мусора — всяких ненужных вещей.

Следующие фото наглядно демонстрируют, как устроена такая гладилка. Берём металлический профиль (размеры зависят от заглаживаемой площади), привариваем к нему поперечные ребра жесткости, на которых, в свою очередь, закрепляются шарнирные узлы, сделанные из труб.

Самый главный элемент, за счёт которого меняется угол подъёма «крыла» — это вращающийся редуктор с цепью.

При вращении рукоятки цепь наматывался на трубу, и один край гладилки приподнимается.

Проведя гладилку до конечной точки, мы вращаем рукоятку в обратную сторону. Цепь снова наматывается, и приподнимается край гладилки, обращённый к пользователю.

Тянем гладилку на себя и повторяем все действия, пока не закончим работу.
Приспособления для установки и закрепления заготовок на фрезерных станках.




Приспособления для токарных станков по металлу и дереву позволяют расширить технологические возможности оборудования. Расширив функционал, повышается и прибыль предприятия, т.к. открываются возможности по изготовлению новой номенклатуры изделий. Кроме того, технологическая оснастка повышает производительность обработки и безопасность токарей. При покупке оборудования стоимость дополнительной оснастки может составлять до 15% от стоимости станка. Приспособления в продаже можно встретить как заводские, так и изготовленные своими руками. Первые более точные, вторые — дешевле.
Шароточка для токарного станка своими руками
Вот одна из ссылок на ту шароточку, которая мне понравилась. » >
Ё-блин так это ещё интересней чем проксон, тут надо просто оснастку для сменных пластин делать
Aspirant написал : Ё-блин так это ещё интересней чем проксон,
Гораздо интереснее. Вот где бы еще время взять на ее изготовление.
у меня конструктор есть по совместительству. пока он занят, как освободится (к концу сентября от огородов) озадачу. потом на заводе или сам сотворю
Aspirant написал : у меня конструктор есть по совместительству
Вам хорошо, а я вот сам себе Петлюра. И конструктор, и чертежник, и слесарь, и токарь и.
да я такой же просто понял, что сам всё не сделаю вот и обращаюсь к пенсионерам потому что они на порядок опытнее, мудрее и умнее нас молодых во всём. только мы шустрые и этим отличаемся
Про себя я этого сказать не могу.
Aspirant написал : В среду получил шароточку Думаю приспособить её на Корвет или сделать аналог для большого станка вот хвастаюсь
Если можно, дайте размеры этой приспособы. Здесь ролик про сфероточку Вот еще
По просьбам трудящихся развиваю тему и размещаю чертежи купленой мной шароточки Просьба к товарищам, которые бывают на чипмэкере — сделайте ссылки на эту тему, охота народ подтянуть для пользы дела
а это фото самих железок
А вот собранная шароточка в положении для точения внешних сфер
А теперь главное — без прямоугольной опоры точка реза совпадает с осью вращения обрабатываемой деnали на Корвете 400 при установке оснастки вместо резцедержки
Как выточить шар на токарном станке
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?


Приемы установки и выверки заготовок
Для получения требуемой точности взаимного расположения поверхностей обрабатываемой детали, кроме правильной установки и выверки приспособлений, следует произвести проверку правильности положения заготовки. С этой целью при ее установке в станочных тисках необходимо придерживаться определенных правил и выполнять их в такой последовательности:
- Развести губки тисков на величину, несколько большую ширины заготовки.
- Протереть ветошью рабочие поверхности тисков и заготовку. При наличии на ней заусенцев удалить их напильником.
- Если заготовка имеет небольшую высоту, подобрать и установить на направляющие корпуса тисков одну или две одинаковые параллельные подкладки такого размера, чтобы зажимаемая часть заготовки составляла не менее 2/3 ее высоты. Нельзя пользоваться для этого случайными металлическими брусками. Подкладки должны быть стальными, закаленными и шлифованными.
- В случаях, когда тиски оснащены рифлеными губками, боковые поверхности заготовки окончательно обработаны, на тиски следует установить нагубники в виде небольших уголков из мягкой листовой стали или цветного металла.
- Установить и слегка закрепить заготовку в тисках.
- Осадить заготовку легкими ударами молотка с мягким бойком из цветного металла до плотного прилегания ее к направляющим тисков или к подкладкам и окончательно закрепить.
- Когда заготовка имеет окончательно обработанную нижнюю опорную поверхность, точность ее прилегания к направляющим тисков (подкладкам) выверяют слесарным рейсмусом.
Для этого отогнутое острие иглы подводят к основанию заготовки с небольшим зазором (0,1 — 0,2 мм). Затем перемещая рейсмус по столу станка определяют равномерность зазора в четырех точках углам заготовки. Если зазор неравномерный, зажим заготовки немного ослабляют, вновь выполняют действия пункта и контролируют установку заготовки рейсмусом.
Заготовки, закрепляемые непосредственно на столе станка прихватами, выверяют способами, рассмотренными ранее. При этом необходимо соблюдать ряд практических правил:
- Для повышения прочности крепления болты прихватов располагают как можно ближе к заготовке.
- Затяжку гаек выполняют в диагональном порядке вначале предварительно, затем окончательно.
- Прихваты располагают на участках заготовки, имеющих опору на столе станка.
- Подставки выбирают такой высоты, чтобы прихваты размещались параллельно опорной поверхности заготовки.
Как правильно установить тиски на рабочем столе фрезерного станка
Трудности в закреплении деталей
Механический крепёж не всегда идеально подходит для конкретного материала. Детали из стекла и пластика может иметь сколы. Также могут пострадать заготовки, которые потом будут ещё подвергаться обработке. Очень важно при креплении деталей правильно выбрать точки, где будет находиться крепёж. При механической фиксации это сделать бывает довольно трудно.
Особую сложность в закреплении имеют детали сложных форм. Если у четырёхугольных заготовок нужно ровно распределить захват по периметру, то многоугольные детали нуждаются в максимальном количестве крепёжных точек. Если их будет недостаточно, деталь будет «играть» под инструментом, что приведёт к поломке фрезы или самой заготовки.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.
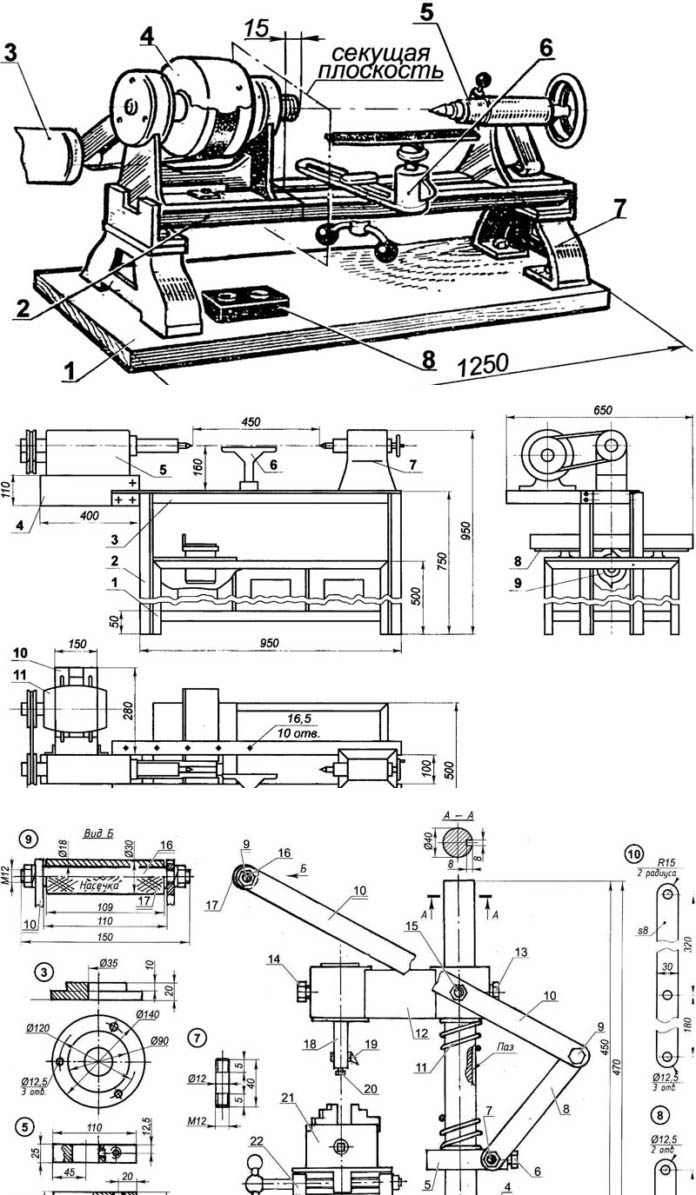
Простой самодельный токарный станок своими руками: видео сборки по шагам
Токарный станок по металлу используется для обработки заготовок различной геометрии и размеров. Так как готовое оборудование от производителей дорогостоящее, его можно собрать в домашних условиях, существенно сэкономив средства. Это можно сделать, руководствуясь определенными схемами и чертежами. В качестве деталей послужат подручные материалы, при этом габариты будущего станка не ограничены.
Преимущества и назначение
Самодельных станок в домашней мастерской может выполнять такие же операции, как и профессиональный, но это зависит от мощности электрического двигателя и сложности конструкционных узлов:
- изготовление резьбы с различным шагом;
- обработка торцевой части;
- обрезка лишних участков металлической заготовки;
- обточка цилиндрических или конических поверхностей;
- изготовление отверстий.
Можно точить и резать изделия из металла, обрабатывать небольшие автомобильные детали, режущие инструменты. При создании станка можно определить его размеры и сконструировать под планируемые типы работ, существенно сэкономив финансовые средства. При этом его можно разместить в любом помещении, где есть жесткое основание.
Особенности самодельного станка
Так как оборудование изготавливается на дому, оно имеет несколько особенностей в эксплуатации:
- Следует обеспечить расположение передней и задней бабки строго по одной оси, чтобы снизить вибрационные колебания в процессе работы.
- Не рекомендуется использовать коллекторные электродвигатели, так как они наделены произвольным повышением скорости вращения.
- Если нет возможности установить другой главный привод, то дополнительно потребуется понижающий редуктор, который обеспечит равномерность частоты оборотов в минуту.
- Наиболее практичным двигателем является асинхронный, так как его скорость относительно одинаковая в течение работы.
- Ведомый центр можно делать двигающимся или статичным. Изготавливается из болта с коническим стволом, обеспечивающим должное вращение.
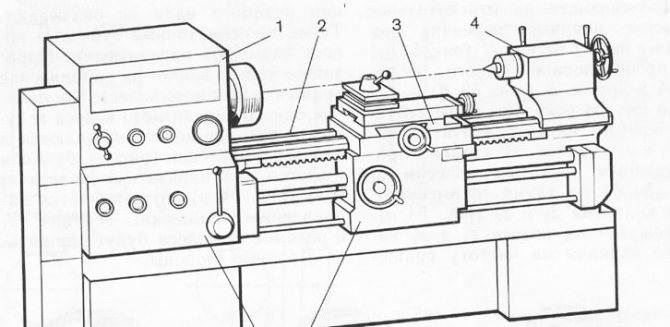
Устройство и принцип работы станка
Для сборки самодельного токарного станка по металлу необходимо хорошо изучить его устройство. Для большего понимания конструкции и эксплуатации нужно выяснить особенности соединения узлов и их механизм работы. Также понимание конструктивной основы позволит с легкостью определить источник поломки и вовремя провести техобслуживание, если станок придет в неисправность.
В качестве основных компонентов выступают:
- станина (основание);
- главный привод (двигатель);
- передняя и задняя бабки;
- ведущий и ведомый центр;
- механизм суппортной группы;
- тиски, патрон или другие крепежные приспособления.
Профессиональное токарное оборудование отличается от домашнего станка, однако некоторые детали можно заменить аналогичными. Вместо станины практично использовать раму любых размеров, чтобы она обеспечивала должную прочность и надежность. Передняя бабка статична и устанавливается в левой части основы. Задняя бабка перемещается по рельсовым направляющим вдоль оси. Особое внимание необходимо уделить именно передаточному узлу, так как в нем соединяется электродвигатель со шпиндельной частью. Он осуществляет передачу напряжения, требуемого для вращения болванки в патроне.
В процессе сборки рекомендуется использовать только качественные и прочные детали. Для основания следует применить металлическую раму из стальных уголков и профилей. Таким образом, можно обеспечить надежное закрепление центров агрегата. Многие домашние мастера предпочитают выбирать древесину, однако она эффективна только для установок с малой мощностью и производительностью. В противном случае от вибрационных колебаний дерево начнет деформироваться, что скажется на размещении центра.
Оборудование оснащается мотором мощностью более 200 Вт. Для обработки древесины достаточно этого показателя, но для более твердых материалов следует ставить мощные двигатели, чтобы обеспечить высокую производительность. При этом мощность напрямую влияет на точность и скорость работы с изделиями. Обрабатывая металл, двигатель должен подавать достаточное напряжение, чтобы снизить износ установки.
Последним нюансом является выбор способа вращения. Так можно своими силами собрать станок с цепной или ременной конструкцией. Последняя практична тем, что она более надежна, а после износа ремень легко заменяется новым. Кстати, крутящий момент в этом случае более равномерный, чем при использовании цепей. Также есть модели без передаточного узла, тогда ведущий центр соединяется напрямую с валом электродвигателя. Такие соединения можно понять, изучив соответствующие конструктивные схемы.

Материалы для изготовления
Наиболее рационально и практично использовать комплектующие детали от старого станка, непригодного для эксплуатации. Если их невозможно достать, то все узлы необходимо собирать из имеющихся материалов:
1. Литая станина заменяется рамой, которую сваривают из гнуто-сварных труб и профильных уголков. В отличие от деревянного такой каркас обеспечивает максимальную прочность и жесткость конструкции. Благодаря ровным профилям можно достичь и придерживаться постоянной геометрии. Если рама будет неровной, существенно усложняется этап поиска центров и их удерживания, что скажется на производительности и качестве готовой продукции.
2. Главный привод представляет собой низкооборотный асинхронный электродвигатель. Такой тип наиболее эффективен, тогда практически исключается вероятность возникновения неисправности при резком снижении частоты вращения. При точении деталей диаметром до 10 см можно ставить мотор мощностью до 1000 Вт. Если придется работать с более крупными болванками, рекомендуется устанавливать агрегаты более 1500 Вт.
3. В качестве комплектующих деталей используются клиновидные ремни различной длины. Все механизмы закрепляются к раме прочными крепежными элементами. Для самодельного токарного станка можно применить болтовые соединения.
4. Салазки — стальные прутки, которые предварительно подвергаются закалке. Однако отличным вариантом станут длинные валы от промышленных станков или амортизированные стойки. Такие детали преобладают четкой геометрией, а при производстве подвергаются дополнительному упрочнению.
5. Задняя бабка собирается из стальных труб и толстого листа, гильзу можно заменить каленым болтом с заостренным концом, гайками и штурвалом из шкива от техники сельского хозяйства. При работе потребуется смазка соприкасающихся поверхностей закрепленных элементов солидолом. Однако для исключения этой процедуры рекомендуется устанавливать вращающийся центр, изготовленный на заводе-производителе.
6. Винты подачи в требуемом направлении можно выточить самостоятельно или заменить прутком из стали с внешней резьбой, который есть в специализированных магазинах. Практично использовать вал с мелким шагом резьбы, который обеспечит точность передвижения рабочего приспособления.
7. Узлы вращения подразумевают наличие шарикоподшипников. Контролировать частоту можно с помощью шкивов нескольких размеров, которые необходимо установить на шпиндель. Такие элементы можно приобрести в строительном магазине или выточить на станке.
8. Суппорт и резцедержатель изготавливается из стального листа толщиной более 8 мм.
9. Важной частью токарного станка по металлу является шпиндельный элемент, который изготавливается только в заводских условиях. А вот креплением для него может быть типичный вал с установленными ведомыми шкивами. Этот узел должен соответствовать требованиям прочности, поэтому рекомендуется брать детали от списанных станков, если они в рабочем состоянии.
Если требуется работа со сталью малой твердости и небольшими заготовками, в качестве шпинделя может выступать патрон от электрической дрели.
Также существуют станки, не имеющие передачи ременного типа. В таком случае вращательные усилия передаются напрямую к шпинделю. Это достаточно простой тип конструкции, однако обладает существенным недостатком. В процессе работы износ подшипников увеличивается в несколько раз, что потребует частой их замены.

Требования к размерам и чертежи
Конечные габариты станка напрямую зависят от того, какого размера заготовки на нем придется обрабатывать. Для низкооборотного токарного оборудования существуют стандарты: длина – не более 115 см, ширина – не более 62 см, расстояние от основания до центра шпинделя – до 18 см.
Для домашнего станка этого достаточно, поэтому не рекомендуется превышать эти показатели. В противном случае возможно искривление геометрии рамы. В интернете существует множество чертежей конструкционных узлов, включающих в себя размеры и пределы движения механизмов. Ориентируясь на них можно определить габариты суппорта и конечные отметки его перемещения, расчетное межцентровое расстояние и параметры передвижения резцедержателя.
Технология сборки станка своими руками
Так как мастер сам определяет размеры и общий вид настольного токарного станка, невозможно дать точные характеристики всех элементов с определенными допусками. Однако процесс его создания подразумевает выполнение идентичных этапов:
- Так как чугунную станину невозможно изготовить на дому, она заменяется рамой из металлических профилей. Они нарезаются по указанным размерам, после чего свариваются согласно чертежам. Основным требованием при сборке является соблюдение прямых углов в каждом стыке при помощи угольника, что позволяет достичь максимальной жесткости каркаса. Вместо пространственной рамы можно изготовить основу только из направляющих валов, по которым будут перемещаться задняя бабка и фартук суппорта.
- Станок оснащается боковыми стойками станины.
- Соединяются стойки с направляющими, а между опорными деталями ставятся дистанционные втулки.
- Сверху направляющих устанавливаются втулки для закрепления задней бабки и резцедержателя. Они могут иметь разную длину, тогда длинная сыграет роль копира, а короткая будет удерживать узлы механизмов. Таким образом, увеличивается расстояние подачи задней бабки.
- Суппорт для самодельного токарного станка выполняется из металлической пластины до 10 мм толщиной и ставится на направляющие посредством крепежной втулки болтовым соединением. При изготовлении отверстий следует быть максимально точным, в противном случае могут возникнуть проблемы с нормальным функционированием подвижных элементов.
- Далее устанавливается ходовой винт из стали различных марок, при этом следует обратить внимание на обязательный монтаж втулок из цветных металлов с антифрикционными свойствами в соответствующие отверстия.
- Закрепляются штурвал и шкала-нониус на винт подачи.
- Устанавливается площадка для монтажа передней бабки, и на этом сборка станины завершается.
Передняя бабка собирается из шариковых подшипников, главного вала с ранее установленными шкивами, подшипниковой опоры и шпинделем. Заднюю бабку для токарного станка по металлу можно собрать из профильного материала, рукоятки длинного винта и стальной втулки с метрической резьбой. Далее она устанавливается на станину с обратной стороны. Важно вовремя провести проверку на соответствие осей ведущего и ведомого центров между собой.
После сборки суппорта его устанавливают на направляющие основания. Сверху него монтируется резцедержатель из пластины при помощи болтов диаметром 6-8 мм. Электродвигатель должен ставиться на подрамник, который изготавливается из стальных уголков и труб и сваривается в единый каркас. Если исключить установку подрамника, который играет роль подъемника силового оборудования, перебрасывание ремня между шкивами для регулирования скорости вращения шпинделя будет проходить некорректно.
Далее монтируется электромотор и подключается в сеть для проведения пробного запуска оборудования. Если все работает в пределах нормы, то рекомендуется все детали и механизмы покрасить. Такая процедура требуется не только для улучшения внешнего вида небольшого токарного станка для дома, но и повысить устойчивость к коррозии в процессе эксплуатации. Такой агрегат является достаточно универсальным, поэтому может использоваться для несколько других целей. Например, в патрон можно установить шлифовальный круг, который позволит проводить чистовую полировку или заточку необходимых деталей.
Для снижения вибрационного эффекта от мощного двигателя ведущий и ведомый центры должны располагаться на одной оси. Также можно применять кулачковый механизм, если есть только ведущий центр. Используя коллекторный мотор, можно наблюдать произвольное повышение оборотов, что может привести к вылету детали, повреждению станка и травмам работника.



