Сатинирование нержавеющей стали
Что такое сатинирование нержавеющих сталей и зачем его делать?
Сатинирование – эффективный и надёжный процесс обработки сталей
Сатинирование нержавеющих сталей – это процесс обработки, при котором поверхность становится идеально гладкой и приобретает характерный блеск. Оно часто используется при изготовлении элементов декора и деталей для технологического оборудования. Сатинированная сталь имеет одно важное преимущество – идеально гладкая, практически глянцевая поверхность.
Суть процесса
Сатин в переводе с французского означает атлас. Неудивительно, что в процессе обработки на поверхности метала отсутствуют какие-либо шероховатости. Она напоминает гладкий шелковистый атлас. При этом важно знать, что нержавеющий металлопрокат, обработанный до зеркального блеска, быстро теряет эту характеристику, на нём легко появляются царапины, при эксплуатации он тускнеет.
Самой практичной и долговечной обработкой является сатинирование. Поверхность металла становится гладкой, но при этом устойчивой к факторам окружающей среды. Даже если на ней образуются мелкие повреждения во время эксплуатации, их практически не видно. Обработка повышает износоустойчивость изделий, делает их эстетически более привлекательными.
Инструменты и приспособления
Сатинированная сталь получается в процессе шлифования и полировки поверхности. Эти процессы можно производить вручную или при помощи специального оборудования. В первом случае необходимо вооружиться шлифовальными листами, понадобится шлифок. Для сатинирования лучше использовать пневматический напильник. Также понадобятся шлифовальные ленты и машинка для барабанного вида. На производственных предприятиях сатинированная сталь получается при помощи специальных агрегатов.
Механизм обработки
Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатостей, наведение блеска. Для этого металл проходит следующие этапы:
- Зачистка поверхности. Если на металле есть сварной шов и другие дефекты, их нужно удалить. Для этого можно использовать фибровые круги. В зависимости от размера шва и прижогов используют разные по размеру зёрна шлифовки. В результате появляется ровная гладкая поверхность, готовая к следующему этапу.
- Уменьшение шероховатости обрабатываемого участка. В зоне бывшего шва нужно провести обработку при помощи фибрового круга с меньшим размером зёрен. Такая подготовка облегчит дальнейшую полировку. Она устраняет риски от прошлого этапа и делает сталь более ровной.
- Выполнение направленной шлифовки. Для получения ровного стыка между соединёнными деталями используют жёсткий барабан с шлифовальной насадкой. Обычно его устанавливают на пневматическую машину через переходник.
На этом этапе нужно использовать металлический скотч или алюминиевую ленту. Их стоит прикрепить к поверхности и начать шлифовку свободного участка. Барабанная насадка должна вращаться по направлению к скотчу. Таким образом он не будет задираться, деформироваться или отклеиваться. Не начинайте работу с максимального режима и умеренно прижимайте машинку. Толщина скотча всего 0,15 мм, поэтому его можно легко сошлифовать чрезмерно абразивным материалом. В результате должен получиться равномерный рисунок по всей поверхности. Такую процедуру нужно проделать со всех сторон.
- Финишное сатинирование. Это заключительный шаг, который позволяет максимально сгладить дефекты предыдущей шлифовки. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, но не интенсивный блеск. Лучше всего использовать специальный валик для сатинирования. Шлифовку делают с металлическим скотчем и без него.
На первом этапе подходят фибровые круги с крупным зерном. Далее следует использовать шлифовальные листы. Если требуется восстановить повреждённую при сатинировании деталь, можно задействовать шлифок. Важно правильно подбирать зернистость кругов. Для этого рекомендуется использовать черновые детали.
Области применения
Нержавеющая сталь, обработанная методом сатинирования, имеет атласный вид. Такие предметы выглядят стильно, элегантно и дорого. За подобными вещами легко ухаживать, они долго сохраняют привлекательный вид. Сатинированная сталь применяется для создания:
- предметов интерьера и светильников;
- посуды и столовых принадлежностей;
- мебельных элементов;
- лестниц, перил и перегородок;
- сантехники;
- деталей для технологического оборудования и пр.
Элементы из сатинированной стали отлично подойдут для оформления интерьера в стиле минимализма или хай-тека. Она не очень хорошо сочетается с деревом и текстилём из натуральных тканей.
«Ориннокс» – поставщик качественной стали
Любую обработку легче производить, если иметь дело с качественным продуктом. Компания «Ориннокс» – лидер среди металлотрейдеров РФ. На сайте можно заказать сатинированную сталь и подробнее узнать о других продуктах.
Сатинирование нержавейки, шлифовка, матирование
![]()

В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
- Сатинирование (шлифовка) круглой трубы нержавейки
- Видео — сатинирование (шлифовка) круглой трубы из нержавейки
- Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
- Продольное сатинирование (шлифовка) профильной трубы из нержавейки
- Видео. Сатинирование (матирование) профильной трубы из нержавейки
- Сатинирование стыка наполнения и стойки профильных труб
- Видео матирование наполнения из нержавейки
- Низ стойки ограждения из нержавейки, матирование
- Заключение
Сатинирование (шлифовка) круглой трубы нержавейки
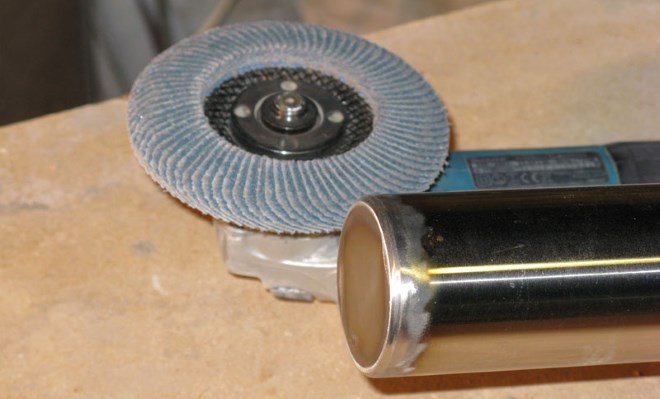
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже


Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте




Лента выглядит так
![]()
После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.
Видео — сатинирование (шлифовка) круглой трубы из нержавейки

Сатинирование(матирование) соединения трубы из нержавейки после фрезеровки
Трубы сварены перпендикулярно, одна труба фрезерована. Это имитация соединения поручня и стойки ограждения.

Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже


Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
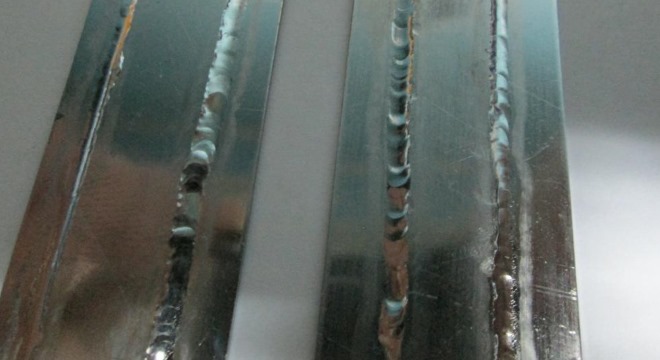
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.


Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite 3M exl. Перед шлифовкой лучше заточить как на видео.
![]()
Видео матирование наполнения из нержавейки

Низ стойки ограждения из нержавейки, матирование
Здесь я обрабатываю сварные швы на стыке стойки и платика. Имитация низ стойки.
После круга scotch-brite 3M exl, перед финишной обработкой я полирую шлифовку войлоком.

Заключение
Во всех видео для финишной обработки я использую шлифовальные листы скотчбрайт
Обработка нержавейки методом сатинирования


В данных материалах содержится информация по процессу сатинирования материалов из нержавеющей стали. Они включают в себя описание самого процесса и информацию по технологии обработки, инструментах и обрабатывающих материалах.
Современная дизайнерская мысль, в качестве компонентов для декоративной отделки разнообразных промышленных изделий, нашла широкое применение нержавеющей стали.
В качестве финишной операции при обработке поверхности применяются два метода, это либо полировка, либо сатинирование.
Для определения конечной чистоты обработки материала применяется такой параметр, как класс шероховатости.
После обработки поверхности по самому высокому классу шероховатости, мы получаем так называемую «зеркальную» поверхность. Такая чистота обработки довольно популярна и повсеместно применяется для окончательной обработки деталей. Эта технология имеет ряд недостатков, к ним в частности относятся повреждения от внешних воздействий, в виде царапин и вмятин, которые в конечном итоге неблагоприятно воздействуют на декоративные качества покрытия.
Для нивелирования этих отрицательных эффектов, современные дизайнерские решения предполагаю замену полировки на сатинирование. Поверхность изначально обрабатывается под определённого вида геометрические узоры (направленные риски), которые в процессе эксплуатации изделия делают визуальное восприятие повреждений практически незаметным.
Инструменты и материалы
Далее, давайте более подробно остановимся на двух методах сатинирования нержавеющей стали: ручной и с применением специальных инструментов.
При ручном методе нам понадобятся:
- Шлифовальные листы Scotch-Brite™
- Шлифок 3M™ Twist-Lok™ 961
Второй метод предполагает использование инструмента, это:
- Пневматическая ленточная шлифовальная машина барабанного типа 3400 об/мин 3M™ 28339
- Пневматический ленточный напильник для лент 13 х 457мм 3M™ 28366
- Шлифовальные ленты Scotch-Brite™ SC-BL
Особенности технологической обработки
Сатинированная поверхность может получиться при обработке самыми разными абразивными материалами, однако есть один, который позволяет выполнить всю операцию по одношаговой схеме — это Scotch-Brite™.
Хорошим примером станет вариант сатинирования поверхности, которая имеет сечения в виде прямого угла со сварочным швом в 45˚. На разных сторонах угла направление рисок будет перпендикулярным. Основным итогом этого задания, будет обеспечение ровной линии стыковки рисок разных по направлению в месте нахождения сварочного шва.
Для выполнения работы выбираем шлифовальную ленту Scotch-Brite™ SC-BL A MED. В зависимости от того, какую конфигурацию риски мы хотим получить, возможно, применение ленты с разной зернистостью.
Примечание. Ограничения по максимальной скорости вращения ленты 15-20 м/с или 3400 об/мин.
1. Начальным этапом по обработке, станет процесс удаления сварного шва, царапин и прижогов, после чего, производится обработка всей детали для удаления последствий предыдущей обработки с целью получения однообразной текстуры.
2. Вторым шагом станет разметка линии стыковки рисок разного направления, для этого мы воспользуемся алюминиевой лентой 3М™ (или её аналогом). Наклеим ленту по линии стыковки. Желательно наклеить ленту в несколько слоёв. Продолжаем обработку до получения структуры имеющей однородную поверхность. Обработка производится движениями возвратно-поступательного характера, с небольшим нажимом и в одном направлении.
3. Закончив сатинирование одной части прямого угла, переносим ленту на уже обработанную поверхность – по линии состыковки, и проводим операцию по сатинированию аналогично первой стороне.
Бывают случаи, когда сатинированная поверхность в ходе эксплуатации получает повреждения и нуждается в восстановлении. В этом случае, возможность использования инструмента может быть ограничена. При таком раскладе на помощь приходят шлифовальные листы Scotch-Brite™.
Если вы не помните зернистость материала, который применялся при первоначальной обработке, воспользуйтесь способом ручной подборки (желательно на таком же материале, что и оригинал). На начальном этапе, выбираем абразивный лист с наименьшей зернистостью и начинаем подборку. Если результат, полученный в процессе обработки не соответствует необходимым критериям качества поверхности, тогда применяем лист с большей зернистостью и производим повторную шлифовку, до получения нужного качества поверхности. Останавливаем свой выбор на листе, имеющем набольшую схожесть с требуемым рисунком. Для получения наиболее качественной поверхности рекомендуется использование шлифка 3M™ Twist-Lok™.
Техническая информация
Шлифовальные ленты Scotch-Brite™ SC-BL (слабо растяжимые) для финишных операций по металлу и дереву.
Каталог инструмента и оборудования 3M™
Листы и рулоны Scotch-Brite™ для ручной шлифовки
Рекомендации по технике безопасности
При выполнении работ по шлифованию поверхностей неукоснительно придерживайтесь соблюдения правил техники безопасности.
Перед тем, как начать работу:
- Обратите внимание на необходимость согласования рабочей максимальной скорости вращения применяемого инструмента с ограничениями указанными на применяемых абразивных материалах.
- Убедитесь в надёжности крепления барабана шлифмашины до момента её включения.
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает «атласный» вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.


Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.

2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.

3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.


Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.

Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.


Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.


Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.


Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.

На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Выбор в 3 шага: насадки для щеточных шлифмашин
![]()

Содержание:
- 1. Шаг 1: определяемся с назначением
- 2. Шаг 2: учитываем размеры
- 3. Шаг 3: сравниваем цены
Купили щеточную шлифмашину для брашировки дерева или сатинирования стали? А может, вы только выбираете подходящий вариант? В любом случае наша статья будет вам полезна. Если вы хотите получить отличный результат, важно помнить, что он зависит не только от мастерства. Очень часто неподходящая оснастка подкидывает неприятные сюрпризы. Например, дерево обесцвечивается, а на стали остаются разводы и прожиги. Еще случается, что насадки быстро приходят в негодность. В первый же день работы все ворсинки отлетают. И как лысой щеткой обработать оставшиеся 30 – 60 кв. м деревянного пола? Также у пользователей возникают сложности с совместимостью оснастки – не могут найти подходящие валики на свой инструмент.
Чтобы у вас не возникло подобных проблем, предлагаем пошаговую инструкцию по выбору расходных материалов для щеточных шлифмашин. В 3 шага вы узнаете, как подобрать щетку по материалу, размеру и цене. И уже после этого можно смело отправляться за покупками в наш магазин или переходить в каталог на сайте.
Шаг 1: определяемся с назначением
Какого эффекта вы хотите добиться при обработке материала? И что это за материал – дерево или сталь? Чтобы не потратить деньги зря на неподходящую оснастку или хуже того – не испортить заготовку, нужно разобраться с видами и назначением щеток. Для вашего удобства мы собрали наиболее распространенные из них в одной таблице. Изучайте, определяйтесь с назначением и смотрите подходящие примеры с нашего сайта.
Разновидности насадок для щеточных шлифмашин
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
На заметку! Дубовый лесоматериал никогда не следует обрабатывать стальными щетками. Содержащаяся в древесине дубильная кислота вступает в реакцию со сталью, что приводит к обесцвечиванию поверхности. Для таких работ следует выбирать насадки из нержавеющей стали или меди. Также не стоит шлифовать стальными щетинками алюминий – это может вызвать окисление. Для этой цели подойдет нейлоновая щетка.
![]()
Необходимо учесть еще и плотность расположения щетинок. Насадки с большой плотностью ворсинок служат для жесткой обработки плоских поверхностей. Такой валик вряд ли адаптируется под изгибы и контуры, зато обеспечивает очень высокую производительность на ровной заготовке. Щетки с малой плотностью, напротив, отличаются мягкостью и гибкостью. С их помощью легко огибать рельефные поверхности. Однако такие насадки не могут похвастаться высокой производительностью, так как происходит минимальный съем материала.
Шаг 2: учитываем размеры
На инструментальном рынке ассортимент расходных материалов для щеточных шлифмашин очень большой. Однако стоит понять, какие насадки подойдут для вашего инструмента. Хорошо сделать это еще до его покупки. Ведь случается, что некоторые пользователи приобретают первую попавшуюся модель, а потом мучаются с подбором оснастки для нее. На какие параметры обратить внимание?
- Посадочный диаметр. Наиболее распространенным считается значение в 19,5 мм. Таких насадок большинство, и есть из чего выбрать. Нестандартная посадка встречается у специализированных инструментов, например, у Festool она может составлять 16 мм или даже 50 мм.
- Наружный диаметр щетки. Может быть от 100 до 200 мм, обычно ограничивается расстоянием до кожуха. На щеточную шлифмашину с допустимым диаметром до 200 мм можно установить насадку и меньшего диаметра, например, 120 мм, но не наоборот.
- Длина щетки. Данный параметр строгий и обычно составляет 100 или 110 мм. Именно с указанным значением и нужно подбирать щетки и валики для шлифмашины – не больше и не меньше.
![]()
Шаг 3: сравниваем цены
Скажем сразу, расходные материалы для щеточных шлифмашин – удовольствие недешевое. Один качественный валик может стоить от 3000 до 6000 рублей и дороже. Поэтому так важно сделать безошибочный выбор. Ведь такая сумма должна быть потрачена не зря! Приведем несколько примеров насадок с нашего сайта, которые заслужили доверие пользователей.
Щетка нейлоновая Makita P-04422 за 6319 руб.*
![]()
Щетка нейлоновая Makita 794384-3 за 9 129 руб.*
![]()
*Цены приведены на 7 мая 2019 года для Московского региона.
В каких случаях стоит потратить большую сумму на расходные материалы, а в каких можно и сэкономить? Решать вам. Если нужно обработать столешницу или небольшую декоративную балку, можно взять недорогую щетку. Вряд ли она облысеет после шлифовки 1 – 2 кв. м древесины. Если предстоит брашировать стену площадью в 20 кв. м или пол до 60 кв. м, стоит задуматься о более дорогой насадке. Ресурс у нее выше, а значит, вам не придется покупать оснастку с запасом и тратить дополнительные деньги.
Выбирайте подходящую по цене и параметрам щетку на нашем сайте. Для работы вам понадобятся дополнительные принадлежности. Самое важное – это средства индивидуальной защиты. Работайте в перчатках, очках, респираторе, чтобы защититься от пыли и случайно отлетающих от щетки металлических ворсинок. Правильный подход к выбору расходных материалов и экипировки для щеточной шлифмашины – это половина успеха работы с ней!