Станок для изготовления болтов и гаек
Станок для изготовления болтов
- 1
- 2
- 3
- 4
- 5
Данная работа посвящена станку для изготовления болтов, в работе нужно будет проанализировать различные параметры, которые в дальнейшем дадут представление какой должен быть станок для изготовления болтов.
Технико-экономические показатели станка.
С точки зрения энергоемкости, станки для изготовления болтов могут быть как малоэнергозатратные (токарные, резьбонакатные), так и многоэнергозатратные, например, станки с ЧПУ и холодновысадочной станции для производства болтов.
Автоматизация в сфере изготовления болтов, гаек, шпилек и тому подобное, в настоящее время, не останавливается. Все начиналось с изготовления всех этих изделий с настольного токарного станка, резьбонакатного станка, затем технологии модернизировались и на смену им приходили: холодновысадочные станции для производства болтов, холодные объёмные штамповки, и, в настоящее время, на смену предшественникам приходят станки с числовым программным управлением. Они являются более продуктивными, так как имеют большой магазин инструментов и большую номенклатуру изготавливаемых изделий. Также станки с ЧПУ имеют наиболее высокую точность и они менее ресурсозатраны.
При выборе технологических параметров станка нужно учитывать объём изготавливаемых изделии в год, также их точность и материал, из которых будут изготавливаться изделия, в зависимости от размера и партии можно примерно представить какой брать станок. Если же партия не большая и изделия не очень габаритные, можно выбрать, например, токарный настольный станок либо резьбонакатный, но если партия большая следует рассматривать холодновысадочные станции для производства болтов или же варианты холодной объёмной штамповки. Ели изделия очень массивны, то следует уже рассматривать станки с ЧПУ либо универсальные станки.
Станки данной группы подходят для изготовления:
Нарезания резьбы на различных цилиндрических поверхностях
В качестве заготовки для изготовления болтов чаще всего используют шестигранные прутки, но если же болт является закладным, то его заготовкой может выступать и обычный цилиндрический пруток.
Выбор технических характеристик станка
Геометрическими параметрами рабочего станка являются его габаритные размеры, степень точности, производительность, степень автоматизации.
К слову о точности, исходя из сферы применения детали мы уже определяем какой квалитет ближе к нашим требованиям. Если речь идет об обычном промышленном назначении, то болты можно спокойно исполнить на токарном автомате настольного типа. Если же назначение изделия нужно будет в сфере ракетостроения или в авиастроении и т.п., то болты следует исполнять на станках с ЧПУ, где всё исполняет машина и риск человеческой ошибки становится значительно меньше.
Компоновка станка
В качестве примера для изготовления болтов стоит взять токарные и токарно-винторезные станки, так как на них можно изготавливать как малые так и большие изделия.
В данных станках есть: станина, шпиндельная бабка, а также направляющие: широко-винтовая пара, резцедержатель и задняя бабка в которой располагается пиноль.
Компоновка станка во многом играет роль на его производительности, но также чем станок более модифицирован, тем больше его станко час. Так, например токарно-револьверный станок может располагать в себе более четырех резцов, и тем самым выполнять больше операций без траты на время переналадки, чем он и повышает свою стоимость в отличии от обычного, универсально токарного станка.
Конструктивная компоновка токарного станка выглядит так:
— станина, на которой располагаются все рабочие органы станка;
— шпиндельная бабка, в которой размещены сам шпиндель, коробка скоростей, а также другие элементы;
— коробка подач, передающая движение от шпинделя к суппорту с помощью ходового винта либо ходового валика, в зависимости от операции;
— фартук, в нем преобразуется вещательное движение винта или валика от коробки подач в поступательное движение суппорта с инструментами;
— в пиноли задней бабки может располагаться центр для удержания цилиндрических длинных деталей или стержневых инструментов (например, сверло, зенкер, развертка и т.д);
— суппорт, предназначен для удержания инструмента (резцов). В данной модели он может удерживать до 4 инструментов.
Структурой компоновки служит, как уже ранее оговаривалось, степень точности изготавливаемых болтов, их количество и служебное назначение.
Привода главного движения в станке
Привод главного движения в станке берет свое начало с электродвигателя, затем через ремень поступает на коробку скоростей, где через различные шестерёнки с помощью электромагнитных муфт, шпинделю сообщается та или иная скорость. Пример структурной сетки скоростей представлен ниже.


Рисунок 1 «Структурная сетка скоростей»
В данных моделях за счет электромагнитных муфт возможно переключение скоростей без остановки шпинделя, что делает его практичнее и более эффективным.
Направляющие станка
Основными критериями направляющих станков являются их жесткость, виброустойчивость, долгий срок службы.
Направляющие подразделяются на:
1. Направляющие качения
1.1. Роликовые направляющие модульного типа.
Их главные три приемущества простой монтаж, легкое выдвижение и низкая цена. Но также у них есть существенные недостатки: при открытии они слишком шумят и главным недостатком является то что они выдерживают очень малые нагрузки.
1.2. Шариковые направляющие модульного типа.
Плюсами данных направляющих служат: возможность выдерживать значительную нагрузку, почти в 2 раза превышающую долю роликовых систем, плавность движения. Также плюсом является их бесшумность, и, следует отметить, длительный срок службы и надежность таких направляющих. Главным недостатком является их высокая стоимость.
2. Направляющие скольжения
2.1. Гидростатические направляющие.
Данные направляющие широко распространены в металлорежущей промышленности. Они обладают высокой чувствительностью к точным исполнительным движениям, а также равномерность при любых скоростях скольжения.
Из недостатков, следует отметить, сложность конструкции таких направляющих, дополнительные устройства для остановки в заданной позиции, их не «экологичность».
Данные направляющие так же делятся на открытые и замкнутые.
2.2. Гидродинамические направляющие.
Более приспособлены к быстрым скоростям, но для стабильной и нужной работы они нуждаются в постоянной достаточной скорости перемещения. Для них нужно создание гидродинамического эффекта.
2.3. Аэростатические направляющие.
Данные направляющие имеют большое преимущество в том случае что они меня грязны и более «экологичны», также имеют более высокую степень позиционирования. Их существенным недостатком является постоянное наличие достаточного давления воздуха в системе.
2.4. Аэродинамические направляющие
Также направляющие бывают различного сечения:


В зависимости от воздействия сил, направляющие выбираются той или иной формой.
Шпиндельные узлы станка
Конструкция шпиндельного узла состоит из самого шпинделя, шестеренок, валов, опорных подшипников, шлицевых валов, по которым осуществляется переключение скоростей, ременной передачи, которая принимает крутящий момент от электродвигателя.
Основными требованиями к шпинделям станков является:
Точное вращение, которое определяет торцевое, радиальное и осевое биение переднего конца шпинделя.
Жесткость, способность выдерживать упругие деформации шпинделя при действии на него сил в ходе обработке.
Износостойкость, трущихся поверхностей, например, на расточных и сверлильных станках.
Для изготовления шпинделя используют более твердые и прочные сплавы (40Х), а также используют легированные стали: хроманилигированые (40Х10, с азотированием 35ХМЮА), марганцовистые (50Г2).
В шпинделях используют несколько видов подшипников:
гидростатические шпиндельные подшипники,
Приводы подач станка
В токарно — винторезном станке модели 16К20 коробка подач напрямую связана с коробкой скоростей, так как при нарезании резьбы нужно согласованное движение резца со шпинделем.
Подача влияет на характер обработки детали так же, как и скорость.
В зависимости от увеличения или уменьшения глубины скорости и величины подачи можно получать поверхности с различными шероховатостями. В настоящее время существуют станки с разделёнными коробками скоростей и подач в них, для синхронного движения шпинделя и суппорта используются различные датчики. Такие станки уже имеют не один электродвигатель, который сообщает движение всей системе, а 2 и более.
Так же коробка подач, кроме рабочей подачи может осуществлять, за счет различного включения шестеренок, быстрое перемещение по осям.
Несущая система
В зависимости от назначения несущие системы подразделяться на:
Вертикальные (сверлильные, фрезерные, шлифовальные);
Горизонтальные (токарные, заточные, расточные).
Несущей системой токарно-винторезного станка является его станина. Станина чаще всего выполняется с чугуна, так как она должна обладать рядом отличительных особенностей, таких как:
Устойчивость является мощной опорой для всех органов станка (не деформироваться под их весом и крепко стоять на полу), что обеспечивается бетонной подушкой под станком и привинчиванием его к ней. В том числе гашение вибраций.
Прочность.
Достижением прочности является выполнение станины с твердых сплавов.
Эффективны в использовании ( иметь свободный отвод стружки, удобное расположение органов станка, подачи смазочно — охлаждающей жидкости, небольшие габариты, защитные средства (кожух), достаточность освещения).
Типичные представители
Типичными представителями можно выделить:
Токарно-винторезный станок модели 16К20. Подходит для изготовления более крупных болтов размерами 50 мм, при проходе заготовки через шпиндельную бабку и с наибольшим зажимным диаметром 170 мм.
Настольный станок Т-65. Удобен своими малыми габаритами. Если в производстве будут участвовать болты небольших размеров, то данный станок будет более подходящим. так как он имеет малые габариты. Также из-за своего небольшого двигателя он потребляет небольшое количество энергии.
Заключение
В данной работе выбирался станок для изготовления болтов. В ходе работы были проанализированы параметры станков, компоновка станка, технико-экономические параметры, части станка, такие как станина, шпиндельный узел, коробка скоростей, коробка подач и т.д. В последствие подобрано 2 станка представителя в качестве примера.
Продаю оборудование для производства болтов и гаек
Продам оборудование для производства болтов и гаек — здесь содержится большое количество предложений о продаже различного оборудования для производства болтов и гаек как отечественного так и импортного производства.
Продам оборудование для производства болтов и гаек
ООО»ТЕМП» — Таганрог, Россия
Состояние: б.у.
Доставка: по России
 |

Дата: 2020-04-21
Барнаул, Россия
Страна-производитель: Беларусь
Состояние: б.у.
Доставка: по договоренности
|
Дата: 2019-09-18
ООО «Темп» — Таганрог, Россия
Состояние: б.у.
Доставка: по России
|
Дата: 2019-07-03
ООО»ТЕМП» — Таганрог, Россия
Страна-производитель: Россия
Состояние: б.у.
Год выпуска: 1991 г.в.
Доставка: по России
|
Дата: 2018-09-26
Кипень, Россия
Состояние: б.у.
Год выпуска: 2014 г.в.
Доставка: по договоренности
|
Дата: 2018-09-19
ООО «ПромКрепёж» — Россия
Состояние: б.у.
Год выпуска: 1986
Доставка: самовывоз
|
Дата: 2018-08-08
Россия
Состояние: б.у.
Доставка: самовывоз
|
Дата: 2018-05-21
Тольятти, Россия
Состояние: б.у.
Доставка: по договоренности
|
Дата: 2018-02-14
ООО «Титан» — Ярославль, Россия
Состояние: б.у.
Доставка: самовывоз
|
Дата: 2018-01-31
Россия
Состояние: новый
Доставка: самовывоз
|
Дата: 2017-11-27
ООО АлтайЛитМаш — Барнаул, Россия
Состояние: б.у.
Доставка: по договоренности
|
Дата: 2017-04-24
Москва, Россия
Состояние: б.у.
Доставка: по договоренности
|
Дата: 2017-04-18
Одесса, Украина
Состояние: новый
Доставка: По договоренности
|
Дата: 2017-01-28
ИП Метизный Дом — Липетск, Россия
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-22
Одесский завод по выпуску кузнечно-прессовых автоматов — Одесса, Украина
Компания-производитель: Одесский завод по выпуску кузнечно-прессового оборудования
Страна-производитель: Украина
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-21
ZHONGYU — Харбин, Китай
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-15
Фар Ист Транс — Хабаровск, Россия
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-15
Ройал Рич Корпорэйшн Лимитед — Владивосток, Россия
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-14
Киев, Украина
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-14
Киев, Украина
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-13
СЛИСАРУК, СПД — Киев, Украина
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-12
ООО «Промтехэкспо» — Смоленск, Россия
Состояние: новый
Доставка: По договоренности
|
Дата: 2016-12-11
Предприятие «Упаковочное дело» — Ростов-на-Дону, Россия
Производство метизов

Большая конкуренция среди изготовителей метизных изделий выдвигает новые критерии качества, цены. Самая распространенная группа метизов — крепеж. Широкая сфера использования крепежных соединений делает этот продукт самым востребованным на рынке. Строительная, химическая, нефтеперерабатывающая, пищевая отрасли используют и будут использовать болты, гайки, шурупы всегда. Можно с уверенностью сказать, что производство этих изделий всегда будет идти в ногу со временем.
У любого предпринимателя есть все шансы запустить свое прибыльное производство, которое направлено на продукт, пользующийся высоким потребительским спросом. Производство метизов может принести хорошую прибыль, если найти качественное сырье, наладить сбыт, быстро освоиться на рынке.
Оформление документов
Чтобы начать работу, нужно оформить индивидуальное предпринимательство.
В России каждый может стать индивидуальным предпринимателем. Нужно обратиться по месту жительства с пакетом документов:
- копия паспорта;
- заявление о регистрации ИП;
- квитанция об оплате госпошлины в размере 800 рублей.
Для производства нескольких видов метизов рекомендуется оформить ООО. Это будет целесообразнее, так как даст возможность сотрудничать с крупными супермаркетами и быть не единственным учредителем. Для этого нужно обратиться по месту регистрации предприятия с пакетом документов:
- копия паспорта;
- заявление о регистрации;
- устав ООО;
- решение учредителя или протокол собрания, если несколько членов ООО;
- заявление о переходе на упрощенную систему налогообложения;
- квитанция об оплате госпошлины в размере 4000 рублей.
Регистрации ООО и ИП предусматривает затраты, кроме госпошлины:
- открытие счета в банке 2000 рублей;
- печатные услуги 1000 рублей;
- для ООО формирование уставного капитала 10 000 рублей.
Оформление занимает около 4 недель.
Помещение
Если вы будете изготавливать один или два вида метизов, то достаточно для производства гаража. Если планируете развернуть более масштабное производство, то нужно найти помещение, чтобы туда поместилось оборудование, и рабочие могли свободно передвигаться по территории.
Желательно, чтобы производство располагалось вне жилой зоны, лучше в пригороде, так как печи, используемые для изготовления метизов, вредят окружающей среде. Аренда в пригородных зонах дешевле.
Помещение обязательно должно быть с вентиляцией, водой и электроэнергией. В зимний период необходимо отопление. Средняя стоимость аренды 100 м 2 100 тысяч рублей.
Кадры
Для небольшого предприятия в гараже достаточно будет нанять токаря, слесаря, наладчика оборудования. Ведение бухгалтерии можно возложить на себя. Но мы будем говорить о производстве нескольких видов метизов. Здесь нужно нанять 7-8 человек:
- токарь;
- слесарь;
- технолог;
- наладчик оборудования;
- сварщик;
- оператор линии;
- бухгалтер;
- кадровик.
На кадрах экономить не нужно, грамотный специалист с опытом сможет не только работать без брака, но и научить других сотрудников своему ремеслу. Хорошо, если вы сами владеете какой-то из выше перечисленных профессий. Для экономии средств на начальных стадиях производства должности бухгалтера и кадровика можно совместить по предварительной договоренности с работником. В затраты производства необходимо внести заработную плату сотрудников, которая в среднем составляет 40-45 тысяч рублей на человека.

Технология изготовления и оборудование для производства
Производство по изготовлению метизов не является сложным, если работу по организации бесперебойного процесса выполняют специалисты. Важный компонент — постоянные поставки проволоки разного диаметра. От качества сырья зависит качество готовой продукции и цена изделия. Технология заключается в трех основных процессах:
- нарезка болванок нужного размера;
- формирование шляпки и острия;
- нарезка резьбы.
Для придания изделиям улучшенных свойств технологический процесс дополняется закалкой изделия в печи, фосфатированием, оцинкованием, оксидированием.
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- гальваническая линия.
Линия полностью автоматизирована, рабочие загружают сырье и выгружают готовую продукцию. Стоимость такой линии зависит от мощности производства. 250-300 метизов в минуту могут изготовить станки стоимостью около 2 млн рублей. Оборудование приобретается как в России, так и за рубежом. Импортное оборудование дорогое, ремонт требует больших затрат. У предпринимателей пользуется спросом оборудование стран Азии. В целях экономии средств можно купить станки по отдельности, но это может создать дополнительные проблемы при запуске линии. Если капитал минимальный, приобретают оборудование бывшее в эксплуатации, можно сэкономить до 300 тысяч рублей на начальном этапе. Но дальнейшая замена запчастей может свести всю экономию к нулю.
Производство гвоздей
Для производства необходимо приобрести 2 станка: тельфер и гвоздильный аппарат, общая стоимость 600 тысяч рублей.
Сырье: низкоуглеродистая сталь, проволока, которая имеет разную толщину.
Из проволоки получаются гвозди разного диаметра. Разматывание проволоки происходит с помощью станка тельфера.
Уже размотанная проволока помещается в гвоздильный аппарат, в котором при помощи ударного механизма отрезается нужная длина гвоздя. Формируется шляпка и острие. За 1 минуты производства можно изготовить 350 гвоздей. Количество зависит от мощности линии. Спрос на гвозди стабилен в любое время года. Вместе с оформлением для начала работы нужно 1, 5 млн. рублей. Но, если в месяц изготавливать до 300 тысяч штук, можно заработать эти 1, 5 млн. рублей. Вычесть затраты до 50% от суммы, остается прибыль 800 тысяч рублей. Но продать сразу всю продукцию не получится, поэтому можно сказать, что максимум за полгода производство сможет окупить себя, в идеале за 2- 3 месяца.
Производство шурупов
- резьбонакатный станок;
- холодновысадочный станок;
- закалочная печь;
- автомат для покрытия готового изделия.
Стоимость оборудования около 2 млн. рублей.
Сырье: нержавеющая сталь или латунь, которая продается в виде проволоки в бухтах.
Изготовление шурупа происходит в 4 этапа:
- На холодновысадочном станке отрезается проволока нужного размера, формируется шляпка шурупа;
- на резьбонакатном станке изготавливается резьба по всему шурупу;
- готовый шуруп закаляется в печи;
- в автомате наносят оцинкованное или фосфатированное покрытие.
Производство саморезов
- холодновысадочный станок;
- резьбонакатный станок;
- центрифуга;
- закалочная печь;
- линия гальваники.
Сырье: сталь и латунь.

Процесс изготовления трудоемкий:
- нарезается проволока, формируется наконечник на холодновысадочном станке;
- на резьбонакатном станке изготавливается резьба;
- изделие закаляется в печи и обрабатывается антикоррозийными составами;
- процесс сушки происходит в центрифуге.
Количество изготавливаемых саморезов в минуту зависит от мощности станков, в среднем 250 штук.
Производство дюбелей
- термопласт;
- центрифуга;
- прессовочный станок.
Стоимость оборудования 600-900 тысяч рублей.
Сырье: поливинилхлорид или нейлон.
Нейлон дорогой материал, но из него получаются универсальные дюбеля, применяемые в теплоизоляции. Цена готовой продукции из поливинилхлорида ниже, чем из нейлона. Гранулированное сырье проходит подготовку, плавление и прессование.
Производство болтов и гаек
- гайконарезной станок;
- холодновысадочный автомат;
- фильер;
- штамповочный автомат.
Цена оборудования в среднем 1млн. 300 тыс. руб.
Сырье: титан, медь, бронза, латунь, нержавеющая сталь.
Процесс изготовления основан на непрерывном холодном формовании.
Рентабельность планируемого бизнеса
Затраты на организацию производства метизов от 1,5 млн. рублей до 4 млн рублей и выше. В цифру входит оснащение цеха, подготовка к работе, закупка сырья. Поэтому, чтобы предприятие начало быстро окупаться, первоначально нужно искать оптовый сбыт. Отлаженный рынок сбыта быстро окупит затраты на оборудование и поможет выйти на прибыльную работу. Только постоянные оптовые заказчики помогут вывести предприятие на должный уровень. Предлагать свой товар можно через интернет, газеты, телевидение, радио. Нужно наладить поставки в оптовые магазины, базы, склады. Но и мелкая розница сможет помочь увеличить продажи, хотя больших прибылей от маленьких магазинчиков ждать не стоит. При производстве можно открыть и свой фирменный магазин, в котором приобретают продукцию не только в розницу, но и оптом.
Приобрести новых клиентов позволит услуга изготовления крепежа под заказ. Предприниматель должен сам контактировать с заказчиками, ведь те могут загрузить предприятие постоянными заказами, что позволит ускорить срок окупаемости.
Опыт показывает, что данная отрасль довольно прибыльная, окупаемость 5-6 месяцев при стартовом капитале от 2 млн. рублей. Грамотная стратегия работы поднимет производство на должный уровень. Рекомендуем посмотреть существующих производителей метизов и крепежа и произвести конкурентную разведку.
Оборудование для производства метизов: виды станков и параметры выбора
Крепежная продукция различного назначения всегда будет востребована как в строительном бизнесе, так и для частного использования. Широкая область применения дает возможность развивать многочисленные рынки сбыта. Но прежде всего необходимо приобрести оборудование для производства метизов. От его технических параметров будет зависеть ассортимент продукции, ее качество и объемы выпуска.
Выбор продукции
Производство метизов в России имеет долгую историю. Первые заводы появились еще при Петре I на Урале. В настоящее время есть ряд крупных предприятий, выпускающих эту продукцию в больших объемах. Но даже их мощностей не хватает для насыщения рынка.

Группа метизов включает в себя довольно большой ассортимент продукции. К ним относятся крепежные элементы различной конфигурации (гвозди, шурупы, саморезы, гайки, шпильки и т. д.) и товары промышленного применения (канаты, скобы). Для производства с небольшим объемом желательно на первом этапе сделать минимальный перечень выпускаемой продукции. Затем, уже после появления свободных денежных средств, можно думать о расширении и закупке новых станков.
Лучше всего, если перечень продукции будет универсальным, т. е. будет характеризоваться постоянным спросом у частных покупателей и организаций. Чаще всего в него входят такие группы товаров:
- Крепежные материалы – саморезы, шурупы, гвозди, винты, заклепки.
- Прокладочные изделия – шайбы, скобы.
Выбрав оптимальный перечень будущих товаров, можно приступать к анализу рынка станков для их производства.
Правила подбора оборудования
При подборе станков необходимо учитывать их производительность, трудоемкость процессов изготовления и эксплуатационные характеристики. Помимо этого, прямое влияние на параметры оборудования оказывает исходный материал. В подавляющем большинстве случаев станки для производства метизов рассчитаны на переработку стального проката, изготовленного из металла различных сплавов.


Для минимальной комплектации линии потребуются следующие типы оборудования:
- Размоточный станок. Предназначен для порезки проволоки на заготовки.
- Холодновысадочный станок. С его помощью методом проката получают нужную форму изделия.
- Резьбонакатное оборудование. Необходимо для нанесения резьбовых линий на поверхность обрабатываемого материала.
Затем метизная продукция проходит стадию закаливания, после чего фасуется и отправляется на склад готовой продукции.
Холодновысадочный пресс
Оборудование для производства метизов обязательно должно включать в себя станок по калибровке проволоки. Диаметр заготовок может варьироваться от 2 до 8 мм.


Принцип работы станка заключается в комплексной обработке проволоки. После подачи холодного проката ей придается нужная форма. Возможность изготовления метизов различной формы обеспечивают съемные насадки для прессов. Они легко заменяются другими моделями, что дает возможность организовать бесперебойный выпуск изделий практически любой конфигурации.
При выборе следует обратить внимание на производительность оборудования, его технические характеристики – потребление электроэнергии, количество обслуживающего персонала.
Резьбонакатный станок
Далее изделие поступает на резьбонакатный станок. Это оборудование для производства метизов формирует методом холодной накатки резьбу на поверхности материала. В зависимости от настроек она имеет различный шаг нанесения, глубину и расположение на заготовке.


Одновременно с этим процессом происходит дополнительное упрочнение метиза. Механическое давление на поверхность укрепляет его структуру, улучшая эксплуатационные свойства. Для некоторых типов изделий необходима дополнительная термообработка – закалка. Сначала их поверхность нагревается до определенной температуры, а затем охлаждается в холодном масляном растворе. В результате этого повышается прочность метиза, но вместе с тем и увеличивается его хрупкость.
Токарно-фрезеровочный станок
Для изготовления некоторых типов изделий необходима более глубокая степень обработки, чем накатка резьбы. Для этих целей применяется специальное оборудование для производства метизов с фрезеровочными элементами.
Оно характеризуется количеством выполняемых операций, скоростью их проведения и возможностью модификации для изготовления различных типов изделий. Для оптимизации процесса производства применяется метод многоосевой обработки. Он заключается в одновременном воздействии нескольких типов фрез на поверхность изделия. В результате значительно возрастает эффективность всей линии.
Цена оборудования для производства метизов зависит от его функциональности. А также от эффективности. Например, холодновысадочный пресс с максимальным объемом выпуска продукции до 160 единиц/мин будет стоить от 560 тыс. руб. Затраты на приобретение полностью укомплектованной линии могут составить около 3,5 млн руб.
В настоящее время есть несколько крупных производителей подобного оборудования. Но это не значит, что все типы станков необходимо закупать только у одного поставщика. Главным показателем любого элемента производства является его рентабельность и оптимальные режимы работы.
КАТАЛОГ ПРОДУКЦИИ
Изготовление деталей способом холодной высадки из проволоки имеет ряд преимуществ:
- экономия материала;
- недорогие исходные материалы (проволока);
- более высокая прочность и сопротивление истиранию материала получаемых изделий;
- лучшие механические свойства изготовленных метиз, т.к. волокна деформируются, а не режутся;
- высокая производительность;
- низкая себестоимость.
Для изготовления простых болтов применяется автоматические линии (2 варианта), состоящие из:
1. Формообразующий одноматричный автомат для высадки заготовки болта (модель НН), Резьбонакатной автомат (модель CTR), (см. в разделе «Резьбонакатные автоматы»).
2. Формообразующий двухматричный автомат для высадки болта (модель KBF), Резьбонакатной автомат (модель CTR).
Для изготовления ступенчатых болтов применяется автоматическая линия, состоящая из:
Формообразующий одноматричный автомат для высадки заготовки болта (модель НН), Формообразующий автомат для высадки головки болта, Резьбонакатной автомат (модель CTR), (см. в разделе «Резьбонакатные автоматы»).
Для изготовления винтов и саморезов применяется автоматическая линия, состоящая из:
Формообразующий одноматричный автомат для высадки заготовки винта (модель НН), Сверлообразующий автомат (модель РМ), Резьбонакатной автомат (модель CTR), (см. в разделе «Резьбонакатные автоматы»).
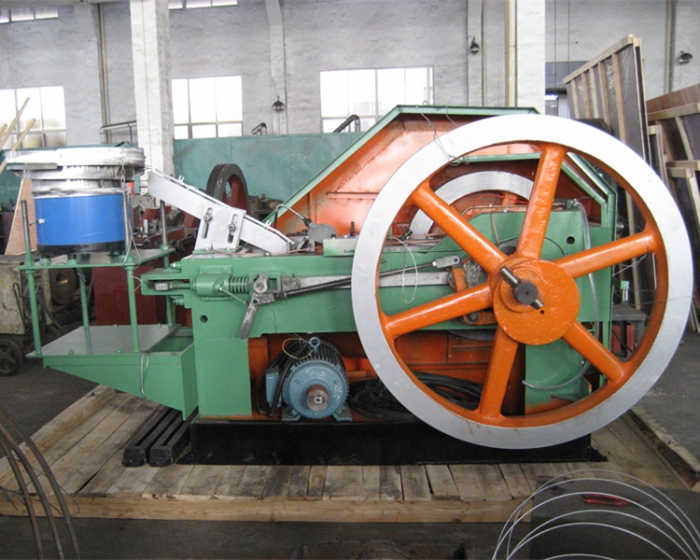
Формообразующие автоматы применяются для изготовления заготовок различных видов болтов, винтов и саморезов. Они просты и надежны в эксплуатации, легко регулируются и настраиваются. Станки имеют высокую производительность. Производство: Тайвань
Видео материал полного цикла изготовления винтов, болтов и саморезов можно посмотреть по ссылке.

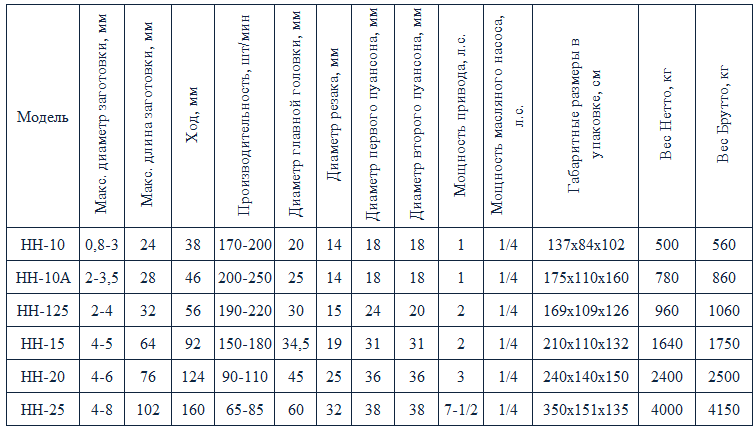
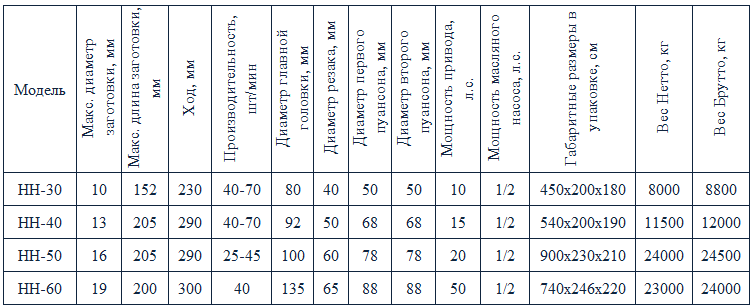
Автомат формообразующий одноматричный 2-х ударный, модель НН
На автоматах серии «HH» можно изготавливать заготовки болтов, винтов, саморезов с различными типами головок.
В комплект поставки входит разматыватель бухты для проволоки и один комплект инструмента. Технические характеристики могут подлежать корректировке.
Опции: Система автоматического контроля работы автомата.
На автоматах серии «HH» можно изготавливать заготовки болтов, винтов, саморезов с различными типами головок.
В комплект поставки входит разматыватель бухты для проволоки и один комплект инструмента. Технические характеристики могут подлежать корректировке.
Опции: Система автоматического контроля работы автомата.
Для автоматического контроля за состоянием автомата и оперативного выявления неисправностей предусмотрена Система автоматического контроля состояния автомата, контроля наличия исходного материала, а также задания программы выпуска продукции со счетчиком. Она осуществляет автоматический останов автомата с индикацией неисправности звуковой и световой сигнализацией.
Система устанавливается на корпусе автомата.


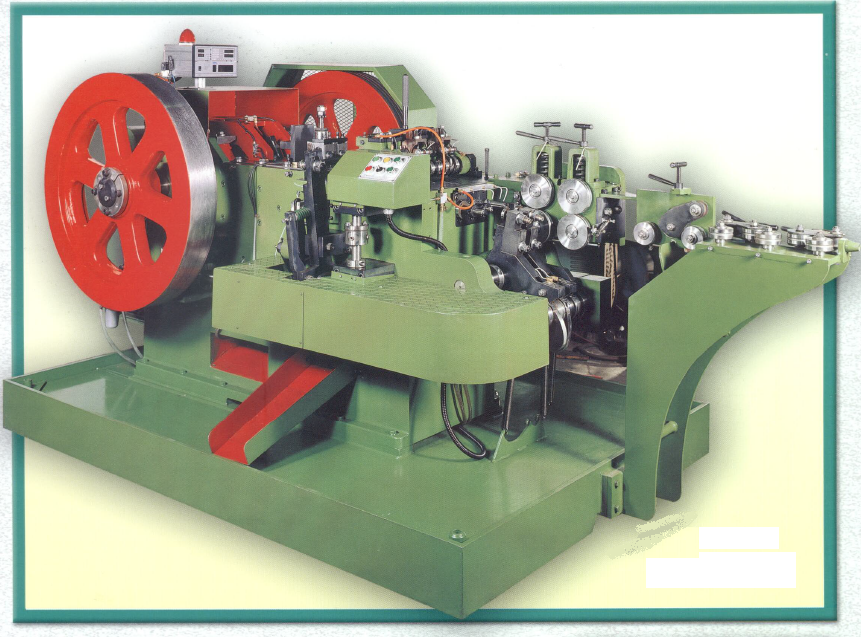
Автомат формообразующий двухматричный 4-х ударный
На автоматах серии «HH» можно изготавливать заготовки болтов, винтов, саморезов с различными типами головок.
В комплект поставки входит разматыватель бухты для проволоки и один комплект инструмента. Технические характеристики могут подлежать корректировке.
Опции: Система автоматического контроля работы автомата.
Для автоматического контроля за состоянием автомата и оперативного выявления неисправностей предусмотрена Система автоматического контроля состояния автомата, контроля наличия исходного материала, а также задания программы выпуска продукции со счетчиком. Она осуществляет автоматический останов автомата с индикацией неисправности звуковой и световой сигнализацией.
Система устанавливается на корпусе автомата.
Изготовление болтов – понятный технологический процесс
Сейчас изготовление болтов в промышленных масштабах производится по технологии холодной штамповки. Эта методика дает возможность получать высокие по качеству крепежные изделия с различными типоразмерами.
1 Болты – востребованные метизы
Под интересующими нас крепежными изделиями понимают металлические стержни, на одном конце которых делается специальная головка, а на втором – винтовая канавка. Болты применяются для создания соединений разъемного вида. С их помощью можно фиксировать отдельные элементы разнообразных конструкций и агрегатов. Болты могут иметь стыковую, клеммную, полукруглую, закладную, потайную (иными словами фасонную) либо многогранную головку. Самыми распространенными считаются метизы с шестигранным навершием.


- емкостей под давлением (фланцевое крепление);
- элементов гусеничных транспортных средств (башмачное соединение);
- тяжелонагруженных конструкций (шатунные изделия);
- любых деталей, испытывающих постоянные динамические, циклические либо статические нагрузки (ударные болты).
Шестигранные крепежные изделия производятся с разными геометрическими параметрами, они могут быть обычными, а также иметь особые отверстия или углубления в головке либо стержне. Навершия некоторых типов болтов снабжаются специальной шайбой (ее называют опорной).
Описываемые метизы изготавливаются из материалов трех разных видов. К первому относят легированные и углеродистые стали, ко второму – тепло- и коррозионностойкие сплавы, к третьему – цветные сплавы. В быту, а также на различных строительных объектах в большинстве случаев используются болты первой группы. Их производят по технологии холодной штамповки, о которой мы и поговорим достаточно подробно.

2 Заготовка для изготовления крепежа – какой должна быть?
Техпроцесс холодной штамповки болтов выдвигает ряд требований к характеристикам металла, используемого в качестве исходной заготовки. Он обязан иметь равномерный химсостав и механические показатели, быть высокопластичным. Кроме того, на используемой заготовке не должно быть внутренних и наружных изъянов. Под последними понимают:
- пористость;
- газовые пузыри;
- включения неметаллических примесей;
- риски и плены на поверхности металла.

Техпроцесс производства болтов требует тщательной зачистки всех поверхностных дефектов. Она выполняется по огневой методике либо механическим способом. Заготовки, используемые для штамповки, очищаются от имеющихся на их поверхности загрязнений (от жировых отложений, окалины). Затем исходный материал обрабатывается технологическим смазочным составом.
Небольшой нюанс. Окалина с заготовок удаляется методом травления. Он предполагает погружение металла в концентрированную соляную кислоту (на 10–30 мин) либо в 10–20-процентный раствор серной кислоты (на 15–110 мин). После травления заготовки промываются обычной водой (сначала горячей, потом холодной). Это позволяет удалить с поверхности металла остатки кислоты и травильного шлама.
Подготовленные описанным выше способом заготовки подвергаются известкованию. Иногда на них дополнительно наносят особый подсмазочный слой. После этого выполняется фосфатирование заготовок (если они сделаны из низколегированных сталей). Такая операция осуществляется на протяжении 10–15 мин. Для фосфатирования применяют раствор (обычно трехпроцентный) фосфорнокислой цинковой соли.
Следующий шаг подготовки заготовки – нанесение на нее мыльной эмульсии либо аналогичной по свойствам технологической смазки (например, машинное масло плюс сульфид молибдена или состав укринол плюс парафиновая жидкость). Теперь исходный металл практически полностью готов к использованию. Его нужно лишь подвергнуть операции волочения, чтобы получить заготовку, которая позволит изготовить крепеж по чертежам со строго определенными геометрическими размерами.
3 Холодная штамповка болтов – особенности разработки технологического процесса
Техпроцесс штамповки крепежных изделий по чертежам разрабатывается таким образом, чтобы из исходной металлической заготовки можно было сделать метиз с требуемыми геометрическими параметрами. При пластической холодной деформации исходный металл не нагревается. При этом такая технология дает возможность снизить сужение и удлинение (относительные показатели) заготовок, увеличить коэффициенты их текучести и прочности, а также твердость металла. Дополнительно при холодной штамповке отмечается наклеп будущих болтов (другими словами – их качественное механическое упрочнение).

Описываемая методика производства болтов характеризуется рядом достоинств. Они приводятся далее.
- возможность изготовления метизов различных типоразмеров (сечение готовых изделий может достигать 5,2 см);
- высокий уровень производительности операции;
- малый расход металла;
- гарантия точности всех размеров болтов;
- высокая прочность крепежа;
- чистота наружных поверхностей метизов.
Разрабатывая техпроцесс производства болтов по рассматриваемой методике, специалисты принимают во внимание ряд специальных параметров:
- Отношение сечения заготовки к протяженности ее осаживаемого участка. Под последним подразумевается отрезок между пуансоном и матрицей.
- Отношение высоты головки и ее сечения. Болт штамповать тем сложнее, чем больше указанные величины.
- Истинную и относительную деформации заготовки. Эти показатели, по сути, определяют весь техпроцесс производства крепежных изделий, так как считаются ключевыми факторами операции.
Теперь, когда мы имеем представление об основных тонкостях холодной штамповки метизов, можно подробно рассмотреть технологию этой методики.
4 Техпроцесс штампования болтов – проверенная временем операция
Производство болтов на холодновысадочных производственных агрегатах, работающих в автоматическом режиме, происходит в несколько этапов. Сначала создается промежуточная форма головки изделия. Затем навершие оформляют окончательно и параллельно формируют металлический стержень с заданными параметрами (их определяют по чертежам).
Последний шаг – выполнение фаски. Ее получают либо резанием, либо методом пластической деформации. Аналогичным образом изготавливают и саму головку болта. На данный момент фаски и навершия болтов чаще всего формируют резанием. Такую процедуру обычно выполняют на специальных приспособлениях, интегрируемых в холодновысадочные установки.

Техпроцесс штамповки болтов бывает следующих видов:
- С редуцированием (с одно- либо двукратным);
- Без редуцирования;
- С редуцированием, выполняемым после предварительного выдавливания.
Самой распространенной методикой штамповки болтов считается процесс с однократным редуцированием. Оно используется для производства крепежных элементов по Госстандартам 7808, 7805, 7798, 7796 из легированных, средне- и низкоуглеродистых сплавов. Однократное редуцирование оптимально для изготовления метизов, у которых сечение (наружное) резьбы идентично диаметру стержня.
Техпроцесс без редуцирования создается тогда, когда требуется получить короткие метизы с резьбой до навершия и с уменьшенными головками. Готовые болты по такой методике имеют класс прочности 5.8, 4.8, 6.8. Как правило, штамповка без редуцирования не предполагает дополнительной термообработки выпускаемого крепежа.
В последнее время производство болтов без редуцирования осуществляется очень редко. Такая методика затрудняет процесс изготовления метизов со стандартными размерами наверший. Она нередко приводит к появлению трещин и иных дефектов на головках выпускаемых изделий.
Если требуется получить болты прочностью 4.6–10.9 из легированных сталей и среднеуглеродистых металлургических сплавов, применяется методика их производства с двойным редуцированием. На первом этапе в подобных ситуациях выполняется обжатие стержня крепежного изделия (примерно на 30 %), на втором – обрабатывается отрезок под резьбу.
Для производства высокопрочных болтов обычно разрабатывается техпроцесс, предусматривающий выдавливание и последующее редуцирование (строго однократное) исходной заготовки. Такая методика позволяет получать метизы с сопротивлением порядка 100 кг/кв.мм. При этом необходимости в специальной термической обработке готовых болтов нет. За счет этого себестоимость выпуска болтов снижается.
5 Автоматические линии для производства крепежа – основные агрегаты
Для производства болтов по различным чертежам используются специальные штамповочные линии. Они включают в себя обрезные, холодновысадочные (пресс-автоматы), резьбонакатные и другие (для сверления отверстий, обточки фасок, подрезки торцов) агрегаты. Между собой отдельные машины соединяются специальными механизмами, которые транспортируют заготовку.

Главным элементом автоматической линии можно назвать холодновысадочный агрегат. Он необходим для оформления стержня будущего болта и высадки его головки. Резьба при этом нарезается на отдельной машине (резьбонакатное устройство). Она может не входить в состав автоматической линии, если навершие крепежного изделия получает окончательную форму на холодновысадочной установке.
Пресс-автоматы располагают различными рабочими механизмами и приспособлениями:
- выталкивателями;
- отрезными и высадочными матрицами;
- чистовыми и черновыми пуансонами;
- правильными, подающими и задающими роликами;
- отрезными ножами.

Добавим, что линии для штамповки болтов с разными геометрическими размерами постоянно совершенствуются. Их производительность постоянно увеличивается, а качество и прочность готовых крепежных изделий становится лучше.