Старение металла термообработка
Виды и режимы старения металла
Особенности процесса старения металлов: определение, способы, виды. Отличия естесственного старения от искусственного. Нюансы проведения операций, двойное старение, основные параметры.


Старение металла может происходить в результате длительной эксплуатации, при возникновении форс-мажорных обстоятельств, при нарушении технологии изготовления конструкции и выполняться специально. В первом и втором случае теряются первоначально заложенные свойства – материал физически изнашивается, и, как правило, требуется его полная замена. В третьем случае при выполнении гибочных, монтажных, сварных и других операций снижаются эксплуатационные свойства, что в некоторых случаях недопустимо. Поэтому особо ответственные изделия проверяют на склонность к деформационному старению по определенным методикам. Специально выполняемая операция по старению металла, имеющая второе название – дисперсионное твердение – разновидность заключительной термической обработки, которая проводится с целью получения необходимых физических, химических и механических свойств. Может выполняться естественным путем, искусственным способом (термообработкой) и пластическим деформированием. Используется для сплавов и металлов, у которых пересыщенный твердый раствор выделяет избыточный компонент и самопроизвольно распадается. В результате проведения операции любым способом у материалов увеличиваются такие показатели, как прочность и твердость, которые сохраняются на протяжении срока эксплуатации, но снижаются показатели пластичности и вязкости.


Виды старения металла
Выделяют 2 вида старения металла: термическое и механическое. Термический вид является разновидностью искусственного старения металла, которое выполняют с подогревом до определенной температуры, выдержкой и охлаждением на воздухе. В процессе операции изменяется растворимость углерода в альфа-железе в зависимости от температуры, до которой была нагрета заготовка. Режимы проведения операции зависят от марки стали, чугуна, цветного металла или сплава и указываются в технологическом процессе по выполнению операции. Различают следующие виды искусственного старения металлов:
- полное (выполняется при определенной температуре с продолжительностью, обеспечивающей максимальные прочностные характеристики);
- неполное (выполняется при более низкой температуре непродолжительно для повышения прочности и сохранения пластических свойств);
- перестаривание (выполняется при высокой температуре или с большой выдержкой с целью получения высокой прочности, коррозионной стойкости, электропроводности и других свойств);
- стабилизирующее (выполняется для стабилизации размеров и физико-химических свойств изделия).
Кроме того, операция может выполняться за насколько стадий, так называемое ступенчатое или двойное старение. Вначале нагрев осуществляют при более низкой температуре, а затем – при высокой. На первом этапе создаются многочисленные центры выделений твердого раствора, а на втором – обеспечивается их распад. Таким образом получается однородность и плотность распределения выделений в материале.
При естественном старении материал выдерживается при комнатной температуре определенное время, что приводит к повышению твердости, прочности и текучести. Процесс этот длительный. Обычно занимает 15 и больше дней (зависит от материала), когда изготовленные детали и заготовки хранятся на открытом воздухе. Чтобы ускорить процесс получения качественного материала и получить те же результаты, выполняют операцию искусственного старения в специальных печах по определенной технологии.
Механический вид называют деформационным, осуществляют путем пластической деформации при нагреве ниже температуры рекристаллизации материала. Обычно это 20 °C. Возможен вариант совмещения механического и термического старения. Такой способ применяют для легированных сталей.
Режимы старения
| Металл или сплав на его основе | Температура нагрева, °C | Время выдержки, час |
|---|---|---|
| Алюминий | 100÷235 | 1÷17 |
| Медь | 160÷330 | 2÷25 |
| Титан | 550 | 1 |
| Магний | 170÷180 | 16 |
| Никель | 690÷710 | 16 |
| Сталь с высоким содержанием углерода | 130÷150 | 25÷30 |
Операция может выполняться без предварительной закалки заготовок или деталей и с ней. И тут важно правильно подобрать температуру нагрева: она должна быть ниже той, при которой происходила закалка. В любом случае это оговаривается в технологическом процессе по изготовлению той или иной детали, который разрабатывают специалисты на производстве с учетом применяемого оборудования и режимов старения.
Скорость нагрева до температуры, с какой производится операция, особой роли не играет. Однако для алюминия и его сплавов лучше выполнять медленный нагрев. Это повысит прочность изделия.
Старение черных, цветных металлов и их сплавов является распространенным технологическим процессом, позволяющим добиться нужных свойств. Операция должна производиться с учётом структурных и физико-химических особенностей марки металла на качественном оборудовании, специально предназначенном для проведения искусственного старения. Такие печи выпускают отечественные и зарубежные производители в широком ассортименте. Они соответствуют современным требованиям к энергосбережению и безопасности, простоты в управлении и обслуживании. Работают на разных температурных режимах. Многие из моделей могут встраиваться в конвейерные линии, что позволяют повысить производительность труда. Различаются такие печи объемом садки, производительностью, мощностью и наличием дополнительных функций, которые упрощают выполнение такого вида термообработки.
Просим тех, кто занимался вопросами старения и выполнял такие операции, поделиться опытом в комментариях к тексту.
Старение стали
Общие сведения. Старением называют изменение свойств сплавов с течением времени. В результате старения изменяются физико-механические свойства. Прочность и твердость повышаются, а пластичность и вязкость понижаются. Старение может происходить при температуре 20° С (естественное старение) или при нагреве до невысоких температур (искусственное старение).
Различают два вида старения: 1) термическое, протекающее в закаленном сплаве; 2) деформационное (механическое), происходящее в сплаве, пластически деформированном при температуре ниже температуры рекристаллизации.
Термическому старению подвергаются сплавы, обладающие ограниченной растворимостью в твердом состоянии, когда растворимость одного компонента в другом уменьшается с понижением температуры. Деформационное старение не связано с диаграммой состояния сплава. К старению склонны многие сплавы железа и сплавы цветных металлов. Результаты старения могут быть разными. В одних случаях старение является положительным и его используют: 1) при термической обработке алюминиевых, магниевых, титановых и некоторых других цветных сплавов для повышения их прочности и твердости (термическое старение); 2) для упрочнения деталей из пружинных сталей, которые при эксплуатации должны обладать высокими упругими прочностными и усталостными свойствами (деформационное старение). В других случаях старение является отрицательным: резкое снижение ударной вязкости и повышение порога хладноломкости в результате старения (особенно деформационного) могут явиться причиной разрушения конструкции; ухудшение штампуемосги листовой стали; изменение размеров закаленных деталей и инструмента при естественном старении, что осбенно вредно для точного измерительного инструмента и прецизионных деталей (например, подшипников); размагничивание в процессе эксплуатации стальных закаленных постоянных магнитов; преждевременное разрушение рельсов в пути.


![]()

![]()

![]()

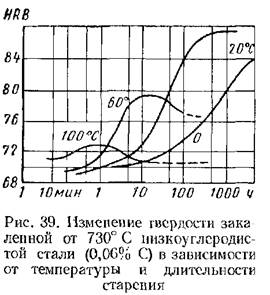
Кроме углерода на процесс старения низкоуглеродистой стали влияет азот, растворимость которого в а-железе уменьшается с понижением температуры (с 0,1% N при 590° С до 0,004% N при температуре 20е С). При старении из пересыщенного а-раствора выделяются нитриды, но по сравнению с углеродом азот оказывает меньшее влияние на термическое стерение.
Наибольший эффект термического старения наблюдается у сталей с концентрацией углерода, равной или близкой максимальной растворимости углерода в а-железе (0,02—0,04% С); например, твердость железа типа Армко (0,02% С) после закалки и естественного старения по сравнению с твердостью в отожженном состоянии увеличивается на 175%.
С увеличением содержания углерода склонность стали к термическому старению уменьшается.
Предшествующая термическая обработка на склонность низкоуглеродистой стали к термическому старению влияет следующим образом: наибольший эффект наблюдается в стали, подвергнутой закалке, в меньшей степени после нормализации, а после отжига или закалки и высокого отпуска сталь старению не подвержена.
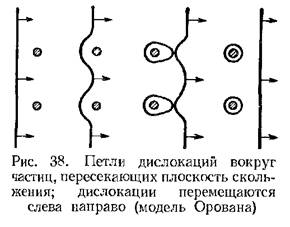
Деформационное старение низкоуглеродистой стали. Деформационному старению подвержена сталь, пластически деформированная при температуре ниже температуры рекристаллизации. Деформационное старение объясняется теорией дислокаций. При холодной пластической деформации возрастает количество (плотность) дислокаций, увеличивающееся с повышением степени деформации. При старении атомы азота и углерода, находящиеся в а-растворе, перемещаются к дислокациям, образуя вокруг них скопления, называемые облаками (атмосферами) Котрелла . Эти скопления атомов блокируют дислокации, затрудняют их перемещение при пластической деформации, в связи с чем твердость и прочность стали повышаются, а пластичность понижается.
Старение проявляется в низкоуглеродистой стали сразу, если деформация ее производится при температуре 200—300° С. Хрупкость стали, возникающая непосредственно после деформации в указанном температурном интервале, соответствующем появлению на поверхности стальной детали синего цвета побежалости, называют синеломкостью.
На деформационное старение в основном влияет азот; медь и никель увеличивают интенсивность деформационного старения, а алюминий и кремний значительно снижают его эффект; хром, ванадий и титан при определенных концентрациях исключают деформационное старение.
Экономичнее применять сталь, содержащую алюминий. Алюминий связывает азот в нитриды, а для уменьшения влияния углерода применяется специальная термическая обработка до и после деформирования. Такой сталью является листовая сталь марки 08Ю (0,02—0,07% А1).
Изменение механических свойств при деформационном старении зависит от температуры, степени и способа деформации и длительности старения. При естественном деформационном старении процесс идет медленно и заканчивается через 15 суток с максимальным упрочнением. При искусственном деформационном старении с повышением температуры и выдержки твердость снижается. Па склонность стали к деформационному старению в паи большей степени влияет деформация сжатием при степени деформации до 10%. В связи с неблагоприятным влиянием деформационного старения на свойства стали для некоторых низ коугле роди стых сталей предусмотрено специальное испытание на склонность к деформационному старению.
Старение высокоуглеродистой стали. Размеры деталей из закаленной высокоуглеродистой стали (в которой после нагрева и охлаждения произошли изменения объема) при длительном вылеживании при температуре 20° С (естественное старение) постепенно изменяются.
Стабилизация напряженного состояния достигается искусственным старением при 125—150° С с выдержкой 25—30 ч. Обработку целесообразно вести в следующей технологической последовательности: закалка, низкий отпуск, предварительное шлифование, старение, чистовое шлифование. Если желательно сохранить после закалки более высокую твердость, старение целесообразно проводить при 125—130° С.
![]()

выдержке при температуре 20° С в мартенсит не превращается.
![]()

стабилизации остаточного аустенита достаточно охлаждение до температур, близких к 0° С.
Старение металла
Старение металла – это процессы, протекающие внутри металла и вызывающие изменения физических и механических свойств, внутренней структуры. Проистечение данных процессов может происходить естественным путем (при большой длительности по времени и температуре, приближенной к 20°С) и искусственным воздействием (термообработкой и пластическим деформированием).


Процесс старения
Старение в качестве температурной обработки используется как заключительная операция. Применима к тем металлам и сплавам, у которых пресыщенный твердый раствор может выделять избыточный компонент и самопроизвольно распадаться.
После проведения процедуры старения у металла увеличиваются твердость с прочностью, но при этом снижаются вязкость с пластичностью, но эти значения сохраняются на протяжении срока работы.
Старение стали производится для изменения внутренней структуры после закалки. Полученный твердый раствор феррита пресыщенный углеродом и азотом при нагревании распадается. В зависимости от количества содержания углерода в сплаве внутренняя структура может приобретать форму:
- дискообразную (в виде тонких пластинок);
- сферическую;
- кубическую;
- игольчатую.
Искусственное старение металла (термообработка) применяется к тем сплавам, в которых растворяемость одного элемента в твердом состоянии значительно снижена. Это проявляется при снижении температуры.
Во время искусственного старения в сталях с низким содержанием углерода, не выше 0,05%, распадается пресыщенный твердый альфа раствор. При этом выделяются избыточные фазы. Такая метаморфоза приводит к тому, что снижается пластичность, но приводит к увеличению твердости и прочности.

На рисунке показана модель Орована, которая иллюстрирует перемещение дислокаций. Максимального эффекта добиться возможно при естественном старении, но время затраченное на это будет значительным. Увеличить скорость протекания процесса можно искусственным старением, но при этом прочностные характеристики будут снижены.

Твердость в зависимости от времени старения
На графике отчетливо видно, что сокращение времени старения не позволяет получить высокую твердость.
Течение процесса старения во многом зависит от углерода и азота. Особенно это заметно в малоуглеродистых сталях. Азот с уменьшением температуры начинает хуже растворятся в альфа железе. Например, при температуре 590°С растворенного азота содержится 0,1%, но уже при 20°С его содержание снижается до 0,004%. При старении альфа раствор выделяет нитриды. Поэтому влияние азота менее выражено по сравнению с тем же углеродом при температурном воздействии.
При увеличении углерода в сталях увеличивается эффект изменения структуры, получаемый при термическом воздействии. Объем углерода, максимум которого может раствориться в альфа железе составляет 0,02-0,04%. При таком содержании закаленное изделие, подвергнутое естественному старению обладает твердостью в полтора раза выше чем после отжига.
Старение – это основной способ увеличения прочности жаропрочных сплавов (с высоким содержанием никеля). В эту же группу относятся сплавы на основе алюминия, меди, магния. Кроме того, измененная структура вышеперечисленных металлов и сплавов придает им коэрцитивную силу.
Алюминиевые и алюминисто-медные сплавы подвергаются деструкции при различных температурах (свыше 100°С) из-за различия в температуре распада структуры разных металлов. Так выделяют низкотемпературное и высокотемпературное изменение структуры.
Распад твердого раствора проходит по двум путям. В первом случае это образование и рост частиц фазы идет по всему объему. Во втором случае распад прерывистый (ячеистый). Во время него ячейки растут колониями. У колоний структура ячеистая, а рост идет от границы зерна и движется во внутрь, уменьшая размер.
Механическое и термическое старение
Существует два вида старения металла: термическое и механическое. Рассмотрим каждый из них более подробно.
Термическое старение
Фаза упрочняющая металл во время термического воздействия происходит в точке максимума. Здесь проходит метастабильный промежуток раствора в зоне Гинье-Престона. Такой вид упрочнения металлов и сплавов принято называть дисперсионным.

Зависимость прочности от времени и температуры старения
При более длительной выдержке начинается перестаривание, то есть снижение прочностных характеристик. На это влияют:
- коагуляция;
- частичная замена частиц некогерентыми.
Виды термического старения металла:
- Двухступенчатое – закалка, затем выдержка при температуре замещения, а потом выдерживание с повышенной температурой для получения однородности твердого раствора.
- Закалочное – закалка и одна фаза выдержки с естественным охлаждением.
- Естественное – для алюминиевых сплавов.
- Искусственное – для сплавов из цветных металлов с нагревом до температуры выше той, которая используется для естественной деструкции.
- Стабилизационное – высокая температура старения и длительный срок выдержки помогают сохранить размеры и свойства детали.
Механическое старение металла
Деструкция стали при помощи деформирующих усилий происходит в диапазоне температур ниже процесса рекристаллизации. Обусловлено это образованием и движением дислокаций. При холодной пластической деформации увеличивает плотность дислокаций, которые далее еще больше увеличиваются при увеличении нагрузок.
Изменяющиеся механические свойства металла вызывает движение атомов углерода и азота к дислокациям, которые размещены в альфа растворе. Достигнув дислокаций атомы образуют облака (атмосферы Котрелла). Данные скопления препятствуют движению дислокаций, благодаря чему происходит изменение свойств. Появляются присущие состаренным термообработкой деталям свойства.
Если на эффект старения деформированием сильно влияют азот, никель и медь, то с добавками ванадия, титана и ниобия данный эффект полностью пропадает. Поэтому рекомендуется использовать сталь с содержанием алюминия 0,02-0,07%.
Рекомендуемые режимы для проведения старения
- для сталей с высоким содержанием углерода: температура порядка 130°С-150°С, время выдержки порядка 25-30 часов;
- для сплавов из цветных металлов: температура порядка 250°С, время выдержки порядка 1 часа.
- для естественного процесса: температура порядка 20°С;
- для искусственного протекания процесса: температура порядка 250°С, время выдержки порядка 1 часа.
Температура нагрева и время выдержки подбирается индивидуально к каждой марке металла и к сплаву в зависимости от их состава.
5 способов быстрой и эффективной закалки металла
Закалка металла — нагревание до температуры каления, при которой структура его видоизменяется, и остывание в какой-либо жидкости (масле, воде) или на открытом воздухе. Делают такую обработку для того, чтобы повысить твёрдость материала. На производстве температура закалки определяется по диаграмме «железо-углерод».

Отпуск и старение металла
Часто путём закалки повышается не только твёрдость металла, но и его хрупкость, поэтому необходимо выполнять ещё один этап — отпуск, при котором прочность и твёрдость несколько снижаются, но материал становится более пластичным. Делают отпуск при температуре, ниже, чем в предыдущем процессе, и охлаждают металл постепенно.
Можно проводить закалку без изменения структуры металла (полиморфного превращения). В этом случае не возникнет проблем с хрупкостью, но необходимая твёрдость не будет достигнута. А повысить её удастся путём ещё одного процесса термообработки, называемого старением. При старении происходит распад пересыщенного твёрдого раствора, в результате которого увеличивается прочность и твёрдость материала.
Отпуск стали — это разновидность термообработки, используемая для деталей, закалённых до критической точки, при которой происходит полиморфное изменение кристаллической решётки. Он заключается в выдерживании металла определённый промежуток времени в нагретом состоянии и медленном охлаждении на открытом воздухе. Делают отпуск, чтобы снизить внутреннее напряжение, а также исключить хрупкость металла и увеличить его пластичность.
При помощи старения достигается необходимая твёрдость закалённой стали. Старение может быть:
- естественным, при котором самопроизвольно повышается прочность закалённого металла и снижается его пластичность. Происходит данный процесс при выдержке в естественной среде;
- термическим. Такое старение — это процесс повышения твёрдости металла посредством выдержки при высоких температурах. По сравнению с первым видом, в данном случае может произойти перестаривание — это когда твёрдость, пределы прочности и текучести, достигая максимальной величины, начинают снижаться;
- деформационным. Такое старение достигается при помощи пластической деформации закалённого сплава, имеющего структуру пересыщенного твёрдого раствора.

Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.

Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.
Температурный режим
Закалка — это превращение аустенита в мартенсит. На производстве при выборе температур термообработки пользуются диаграммой «железо-углерод». Температуру закалки углеродистых сталей определить очень легко. Нагрев конструкционной стали с содержанием углерода менее 0,8% доводят до температур, расположенных над линией GS и выше точки Ас3 на 30-50 градусов. Нагрев сталей, содержащих более 0,8% углерода, проводят при температурах на 30-50 градусов выше тех, которые расположены выше линии PSK. Температуру закалки легированной стали также выбирают, исходя из критических точек, но данный процесс много сложнее, так как помимо углерода такие стали содержат и другие компоненты.

Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
Какую сталь подвергают закалке
Какие бывают дефекты при закалке металла
При несоблюдении режимов закалки могут появляться следующие дефекты:
- трещины или коробление. Причина — внутреннее напряжение. Если коробление поддаётся рихтовке и выпрямлению, то трещины исправить никак нельзя. Это — окончательный брак;
- пережог, который представляет из себя окислы по границам зёрен, возникающие из-за проникновения внутрь металлических изделий кислорода. Пережог возможен при нагреве металла до температуры, близкой к температуре плавления. Такой металл не подлежит исправлению;
- перегрев. При нагреве металла свыше температуры каления происходит его перегрев, в результате которого образуется крупная структура. Такой металл обладает повышенной хрупкостью. Исправляется при помощи отжига и новой закалки;
- низкая твёрдость. Недостаточная твёрдость получается при низкой температуре нагревания, недостаточной выдержке при необходимой температуре и маленькой скорости охлаждения. Данный дефект легко исправить при помощи отжига и ещё одной закалки;
- окисление и обезуглероживание, которое происходит при воздействии металла с воздухом и печными газами. Окисленный слой, окалина, наносит непоправимый вред производству, ибо такой дефект исправить нельзя. Чтобы избежать проблемы, необходимо использовать печи с защитной атмосферой.

Закалка стали в условиях дома или дачи
Иногда случается такое, что необходима термообработка металла дома или на даче. Это происходит, если купленный инструмент оказался недокаленным или вообще незакалённым. Часто возникает необходимость закалить ножик, топор или сверло. Конечно, хорошую закалку можно провести только в условиях производства, но мужчины-умельцы отлично умеют это делать и на обыкновенном костре. Последовательность домашней закалки:
- готовим две ёмкости. В одну наливаем минеральное масло, в другую — воду;
- также нужно подготовить инструмент, при помощи которого будем класть закаливаемый металл в костёр и вынимать из него. Для этой процедуры подойдут клещи;
- далее разводим костёр и ждём когда образуются угли. На них и кладём металлический предмет, который нужно закалить;
- следим за цветом углей и окраской пламени. Раскалённые угли имеют белый цвет. А пламя не должно быть белым. Малиновый цвет пламени — оптимальный для процесса закалки в домашних условиях. Белое пламя говорит о слишком высокой температуре внутри костра, и деталь наша может просто сгореть;
- также необходимо следить, чтобы на металлическом изделии не появлялись чёрные или синие пятна, которые говорят о деформации металла в результате чрезмерного размягчения. А если металл стал белым, то такую деталь можно смело выкидывать.
- как только металлический предмет нагреется до нужной нам температуры, вытаскиваем его и опускаем сначала в масло. Делаем это трижды, первый раз на три секунды. Каждый раз время увеличиваем на столько же. Опускаем и вынимаем резко;
- далее опускаем металлический инструмент в ёмкость с водой и оставляем там до тех пор, пока он полностью не остынет.
Детали или предметы, имеющие вытянутую форму в воду помещаем вертикально. Для оценки температуры закалки в костре используем таблицу цветов. Вместо костра можно использовать любую печку.

Отпуск металла в духовке
При необходимости закалённый предмет можно подвергнуть отпуску. Для этого его нужно поместить в нагретую до 300-320 градусов духовку и продержать там в течение часа. Затем вынуть и дать остыть на открытом воздухе.
Проверка металла на наличие термообработки
Перед тем, как начать каление, нам необходимо убедиться, что материал приобретённого нами инструмента не термообработан. Делаем проверку с помощью обыкновенного паяльника. Нагреваем инструмент и проводим им по интересующей нас металлической поверхности. Если паяльник прилипает к металлу, то значит ни о какой его термообработке не может быть и речи. Плавное прохождение паяльника по поверхности стали или отскакивание от неё говорят о том, что проверяемый нами предмет либо хорошо термообработан либо обработан слишком сильно. При отсутствии термообработки делаем её самостоятельно.
Закалка ножа графитом
Термическая обработка металла графитом хороша тогда, когда нужно закалить не весь предмет, а только его часть. У ножа — это кромка. Последовательность процесса термообработки ножа в домашних условиях:
- острие ножа проверяем на твёрдость при помощи надфиля. Если металл легко стачивается, а надфиль издаёт глухой звук, значит нож не термообработан;
- для данного процесса понадобится графит, который можно добыть из круглых батареек, взять стержни простого карандаша или воспользоваться графитовыми щётками генератора;
- добытый графит превращаем в порошок;
- в качестве источника питания используем сварочный аппарат постоянного тока. Выставляем на минимум;
- делаем подложку из оцинкованного листа. На неё насыпаем графитовый порошок;
- к подложке подсоединяем «плюс» сварочного прибора, а ручке ножа — «минус»;
- далее лезвием ножа аккуратно водим по графиту так, чтобы оно не касалось подложки. А ещё следим, чтобы графит не воспламенился, иначе ножик наш будет испорчен;
- при движении лезвия по графиту последний будет выдавать искры. Как только увидим, что остриё ножика нагрелось, процесс прекращаем. Приблизительное время закалки — не более 5 минут;
- даём ножу остыть естественным путём, затем берём надфиль и проверяем твёрдость. Если звук, издаваемый надфилем при контакте с ножом звонкий, а остриё не поддаётся затачиванию, значит твёрдость лезвия высокая.
Процесс закалки на производстве провести намного легче, чем дома. При необходимости можно попробовать закалить нужный предмет или инструмент «топорными» способами с применением подручных средств.
Используемая литература и источники:
- Поверхностные явления в металлах и сплавах / В.К. Семенченко. — М.: Гостехиздат
- Сверхбыстрая закалка жидких сплавов. — Москва: Машиностроение
- Статья на Википедии
Термическая обработка
В зависимости от химического состава сплавы подразделяются на термически неупрочняемые и термически упрочняемые. Первые или вообще не подвергают никакой термообработке как например, многие сплавы на основе меди, алюминиевые сплавы типа АД1, АМЦ и др., или отжигают. Вторые также могут поставляться без термообработки в состоянии после прессования или после отжига, но их можно и упрочнять путем закалки и старения. Впервые основы теории термической обработки металлических сплавов разработал великий русский металлург Д. А. Чернов.
Операция отжига заключается в нагреве металла до определенной температуры, характерной для данного сплава, выдержке при этой температуре и медленном охлаждении. В результате отжига металл становится более мягким, пластичным. Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д18. Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра. Для того, чтобы при волочении можно было осуществить большую деформацию л металл не разрушился, прессованную заготовку приходится отжигать при температуре около 400°С. Отжиг проводят чаще всего в электрических печах с воздушной циркуляцией.
Очень большое значение в технике имеет другой вид термической обработки, называемый закалкой. При закалке металл становится прочнее, тверже. Во многих машинах, аппаратах и других конструкциях отдельные части и детали могут выдержать высокие рабочие напряжения только потому, что они закалены. Закалке подвергают не каждый сплав, а только такой, в котором при нагреве происходит внутренняя перестройка структуры металла, вызывающая изменения его свойств.
Суть закалки заключается в следующем. При повышенных температурах, характерных для каждого сплава, в основном металле сплава, например, в алюминии алюминиевого сплава, растворяются легирующие элементы, упрочняющие его (медь, магний, цинк и др.). В результате получается так называемый твердый раствор на основе алюминия, который прочнее чистого алюминия. Если этот твердый раствор охлаждать медленно, то упрочняющие элементы из него выделятся, так как растворимость их в алюминии при понижении температуры уменьшается и сплав станет мягким и пластичным. Если же твердый раствор охладить быстро, то упрочняющие элементы из него не успеют выделиться, и при комнатной температуре сплав будет иметь повышенные прочностные свойства.
В зависимости от состава сплава закалку производят при различных температурах: например, алюминиевые сплавы закаливаются с температуры около 500°С, стали — с 800—1000°С и т. д. Нагрев металла под закалку производят в определенном интервале температур. Для одних сплавов допустимые температуры ограничиваются узким интервалом и такие сплавы называют «чувствительными» к закалке, другие сплавы могут закаливаться в широком интервале температур, и называются «нечувствительными» к закалке.
Большое значение имеет скорость охлаждения с закалочной температуры. Для достижения полного эффекта закалки необходимо, чтобы скорость охлаждения была очень высокой — составляла несколько сотен градусов в секунду. Есть много и других особенностей в закалке различных металлов, создана целая теория закалки, а в промышленности действует широкая сеть термических отделений, цехов и предприятий, где производится закалка различных металлических полуфабрикатов и деталей. Чтобы определить температуру закалки, металловеды строят специальные диаграммы, называемые диаграммами состояния, в которых отражается связь между температурой, содержанием химических элементов сплава и изменениями состава. Например, широко известны диаграммы состояния систем железо — углерод, алюминий — медь и др., которые являются научной основой для различных видов термической обработки. Такие диаграммы показывают, в частности, до какой температуры нужно нагреть сплав, чтобы в нем произошли изменения, обеспечивающие получение желаемых свойств.
Закалку осуществляют следующим образом. Профили нагревают в специальных печах до температуры закалки и некоторое время выдерживают в них для ее выравнивания по всему объему профиля. В это время в металле завершаются те изменения структуры, о которых мы говорили выше. Затем нагретый металл очень быстро охлаждают, например, путем резкого погружения в ванну с холодной водой.
В последние годы большое число пресс-изделий, прежде всего из алюминиевых сплавов типа АД31, стали закаливать сразу же после выхода их из матрицы. Оказывается, горячее прессование можно вести при таких условиях, что температура изделия после выхода из матрицы будет равна температуре закалки. В этом случае достаточно профиль охладить прямо на столе пресса и закалка будет осуществлена. Охлаждающей средой для алюминиевых сплавов типа АД31 служит или воздух, который нагнетается вентилятором, или разбрызганная в мелкие капли вода (водяной туман). Закалка на столе пресса очень выгодна — устраняется повторный нагрев перед закалкой, в результате экономятся энергия и трудовые затраты. Кроме того, не нужно строить дорогостоящие закалочные агрегаты, да и качество готовых профилей, закаленных на столе пресса, в основном выше, чем при закалке из печи. При этом, однако, следует иметь в виду, что пока на столе пресса можно закаливать не все сплавы, а лишь «нечувствительные» к закалке, как например, упомянутый выше сплав АД31.
К операциям термической обработки относится также старение, которое применяется, например, для алюминиевых сплавов и различных сталей. Дело в том, что после закалки некоторые алюминиевые сплавы не сразу приобретают наибольшую прочность, а этот процесс при комнатной температуре может длиться долгое время. Для его ускорения применяют нагрев до не очень высоких температур. Например, один из вариантов старения для сплава АД31: нагрев до 195—205 °С в течение 2—3 ч. Такое старение при повышенных температурах называют искусственным в отличие от естественного — при комнатной температуре. Искусственное старение проводят в специальных печах, и выполняют эту операцию после обрезки профилей.
8. Отпуск и старение стали
3. Отпуск под нагрузкой
4. Отпуск после шлифования
5. Правка. Эффект кинетической пластичности
6. Термообработка после правки. Методы стабилизации размеров
О

Рис.8. Зависимость твердости углеродистых сталей от температуры отпуска.
Низкий отпуск выполняется при температурах 80-250 °С с получением структуры в углеродистых, низко- или среднелегированных сталях отпущенного мартенсита и приводит к частичному снятию внутренних напряжений. Такой отпуск проводится для цементованных, нитроцементованных закаленных деталей и после закалки т.в.ч., а также для инструмента, который должен иметь высокую твердость 60-63HRC.
Средний отпуск выполняется при температурах 320-450°С и обеспечивает в углеродистых и низколегированных сталях структуру троостита отпуска с твердостью 41-49HRC и практически полное снятие остаточных напряжений. Детали с такой структурой имеют высокий предел упругости и усталости, поэтому такой отпуск применяют для рессор и пружин.
Высокий отпуск проводится при температурах 450-700°С и обеспечивает распад мартенсита углеродистых, низко-, среднелегированных сталей на сорбит отпуска. Сочетание закалки с высоким отпуском называется улучшением. Это связано с тем, что после такой обработки достигается сочетание высоких значений прочности, пластичности и вязкости сталей. Твердость находится в пределах 250-350 НВ, прочность по сравнению с закаленным состоянием понижается в 1,5-2,0 раза, а пластичность и вязкость в несколько раз. Высокотемпературный отпуск применяется для широкого круга деталей, у которых необходимо иметь перечисленный комплекс свойств. Разновидностью высокого отпуска является дисперсионное твердение для высоколегированных сталей: жаропрочных, высокопрочных, быстрорежущих. Данная термическая обработка выполняется чаще всего при температурах 460-700°С.
При назначении температур отпуска нельзя забывать об отпускной хрупкости, которая приводит к значительному снижению ударной вязкости закаленных изделий. Необратимая отпускная хрупкость первого рода проявляется при температурах около 300 °С, поэтому стали при отпуске не нагревают до этой температуры. Обратимая отпускная хрупкость второго рода наблюдается при температуре
500 °С только в легированных хромом, никелем, марганцем сталях, особенно при совместном их введении. Склонность сталей к хрупкости второго рода увеличивается при содержании в стали примесей фосфора, мышьяка, сурьмы и олова. Данный тип отпускной хрупкости не проявляется в углеродистых и высокочистых по примесям легированных сталях.
Старение – это операция термической обработки, при которой в закаленном без полиморфного превращения сплаве происходит распад пересыщенного твердого раствора. Причиной старения стали является пересыщение феррита углеродом и азотом, а также примесными атомами и характерно для низкоуглеродистых сталей (≤ 0,03 % С). В результате старения происходит повышение твердости, прочности и снижение пластичности, вязкости стали, при этом сохраняется их значение с течением времени. В зависимости о температуры нагрева закаленного сплава старение может происходить при комнатной температуре (естественное старение) или повышенной (искусственное). Кроме того, различают еще два вида старения в зависимости от движущей силы распада: термическое старение, протекающее в закаленном сплаве и деформационное, происходящее в изделиях после пластической деформации при температуре ниже температуры рекристаллизации.
Термическое старение чаще всего наблюдается в низкоуглеродистых сталях при содержании 0,03-0,05% углерода. При закалке в таких материалах образуется пересыщенный α -твердый раствор, который при старении распадается с выделением избыточных фаз, что ведет к повышению твердости, прочности и снижению пластичности. Наибольший эффект изменения свойств наблюдается при естественном старении, но требуется значительное время. При искусственном старении полученные характеристики прочности ниже, чем при естественном, при этом время старения сокращается.
Холодная пластическая деформация приводит к значительному ускорению процессов распада α — твердого раствора при старении. Для тонких холоднокатаных листов из малоуглеродистой стали старение проводят после рекристаллизационного отжига. Выполнение старения можно провести по двум технологическим схемам. Первая — включает ускоренное охлаждение до
400 °С, изотермическую выдержку при этой температуре и регламентированное охлаждение со скоростью
3 °С⁄с. Вторая схема состоит из закалки с температуры рекристаллизационного отжига, затем термическое старение: нагрев до
400 °С с выдержкой 30 мин и медленное охлаждение.